



Spannzangenaufnahmen
Die Zangenaufnahmen sind nicht gehärtet.
Da diese Aufnahmen nur in wenigen Fällen zur Anwendung kommen, ist eine Härtung nicht unbedingt notwendig.
Das Ausgangsmaterial ist ein Hochfester Vergütungs-Stahl, welcher für den Getriebe- und Zahnradbau für LKW Getriebe verwendet wird.
Spannzangenaufnahme ER 25.
19.08.2016
Die Lösungen für verschiedene Spannzangenaufnahmen, für meine ca. 25 Jahre alte Drehmaschine, sind alle nicht sonderlich genau. Die einen werden mit einem Zwischenflansch aufgeschraubt, was nicht sonderlich genau ist. Andere werden im Hauptspindelkonus gespannt, wobei man keine langen Werkstücke spannen kann.
Für meine Drehmaschine habe ich mir eine Zangenaufnahme selbst hergestellt. Sie wird direkt, ohne Zwischenflansch auf die Drehmaschinen-Spindel aufgeschraubt.
So ist es möglich mit den Standartspannzangen auch längere Werkstücke bis 16 mm Durchmesser zu spannen.
Mit Spezialzangen sind sogar bis 18 mm und kurze Werkstücke bis 20mm möglich.
 Das Material stammt wieder aus dem Schrottkübel und ist hochlegierter Vergütungsstahl. Dieser wird für Vorgelegewellen von LKW Getrieben verwendet.
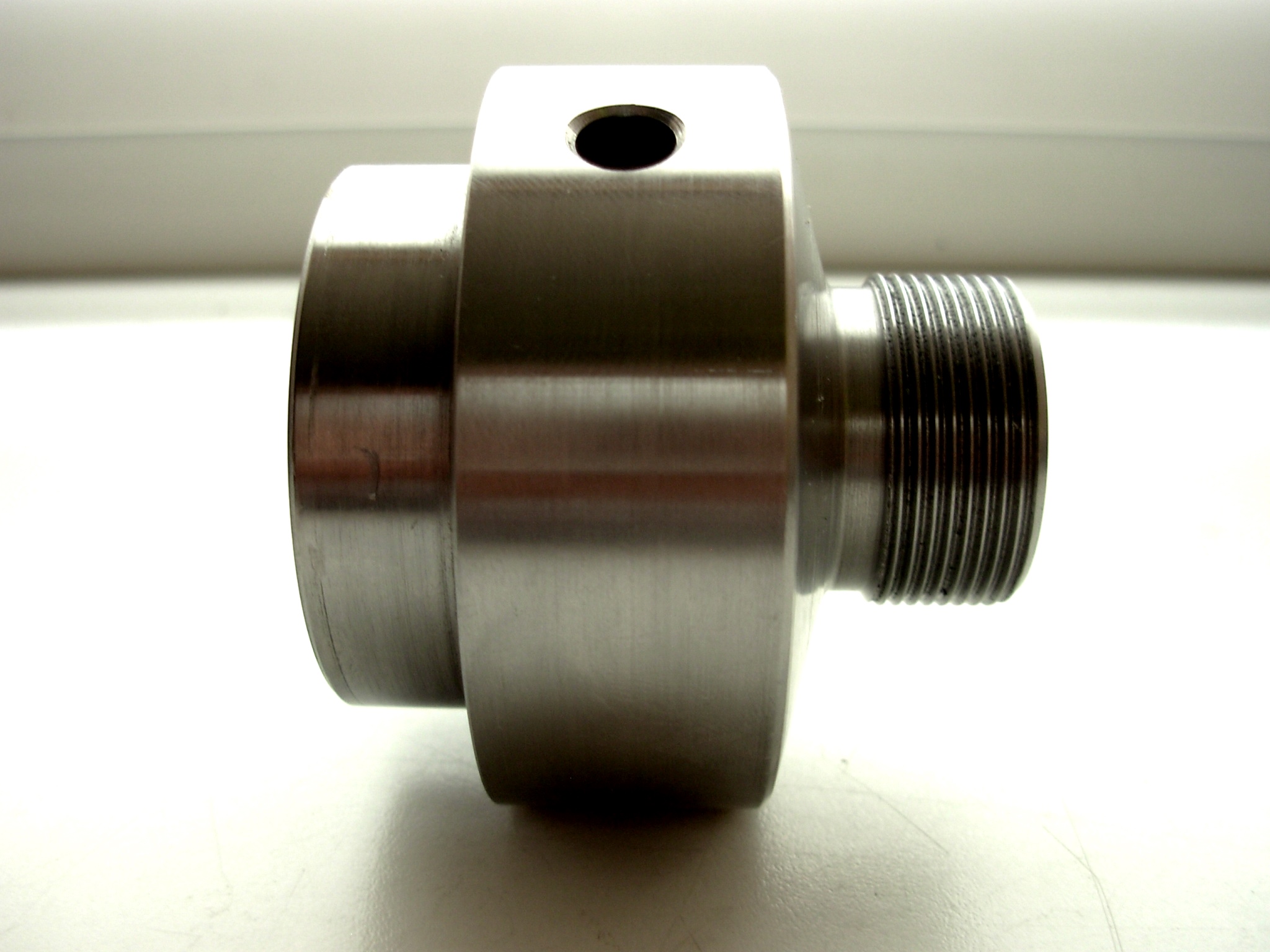
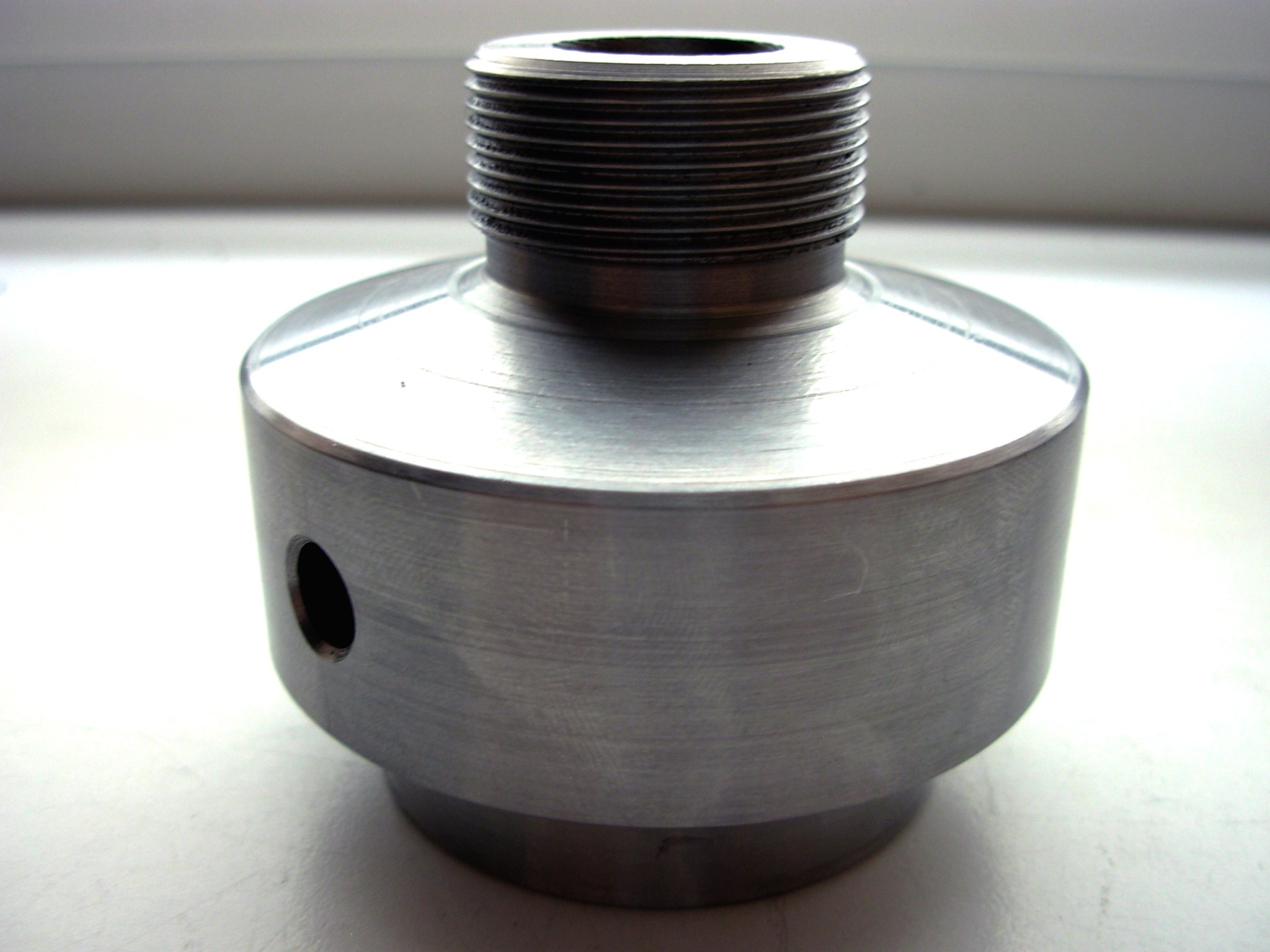
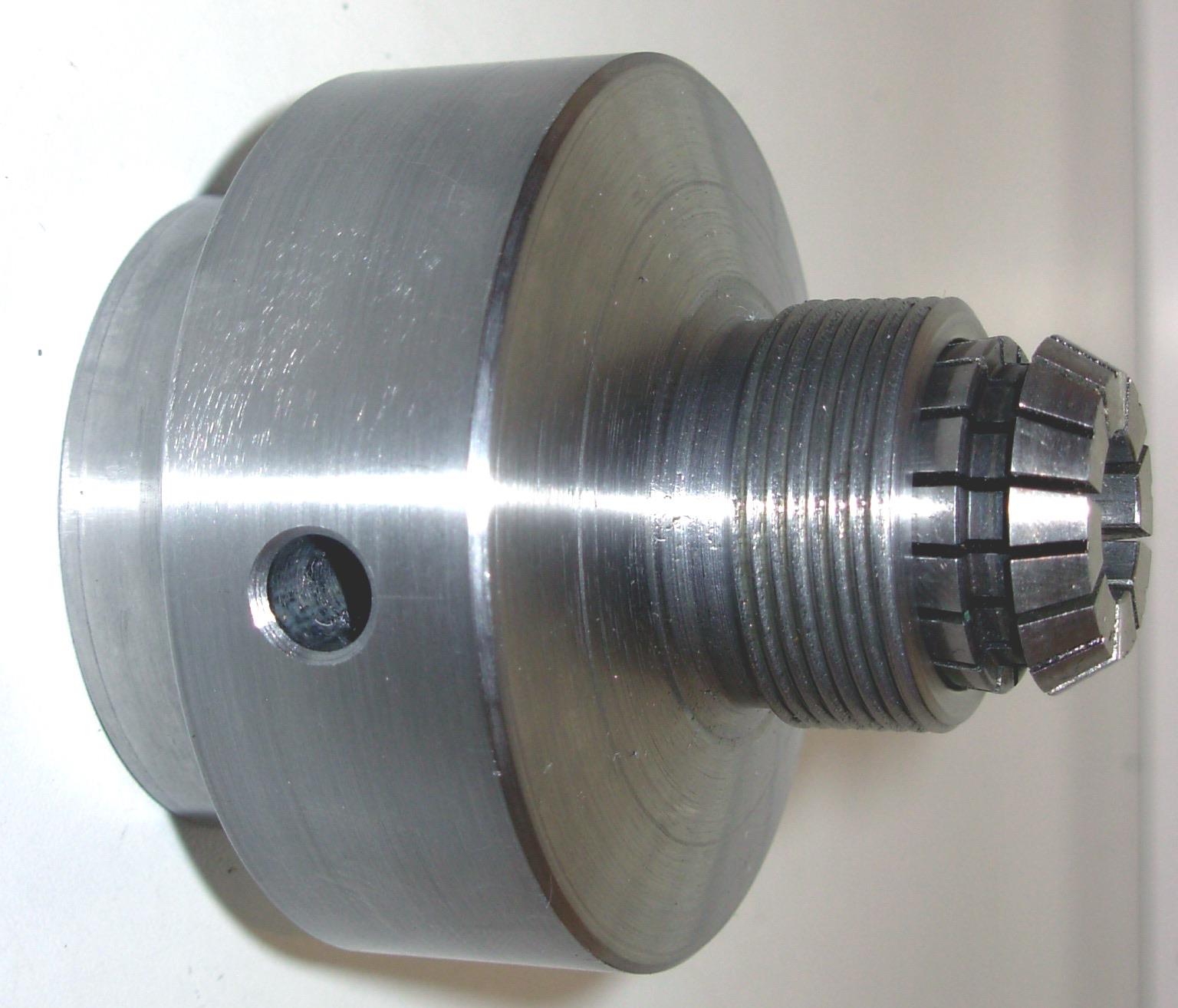
Das Material stammt wieder aus dem Schrottkübel und ist hochlegierter Vergütungsstahl. Dieser wird für Vorgelegewellen von LKW Getrieben verwendet.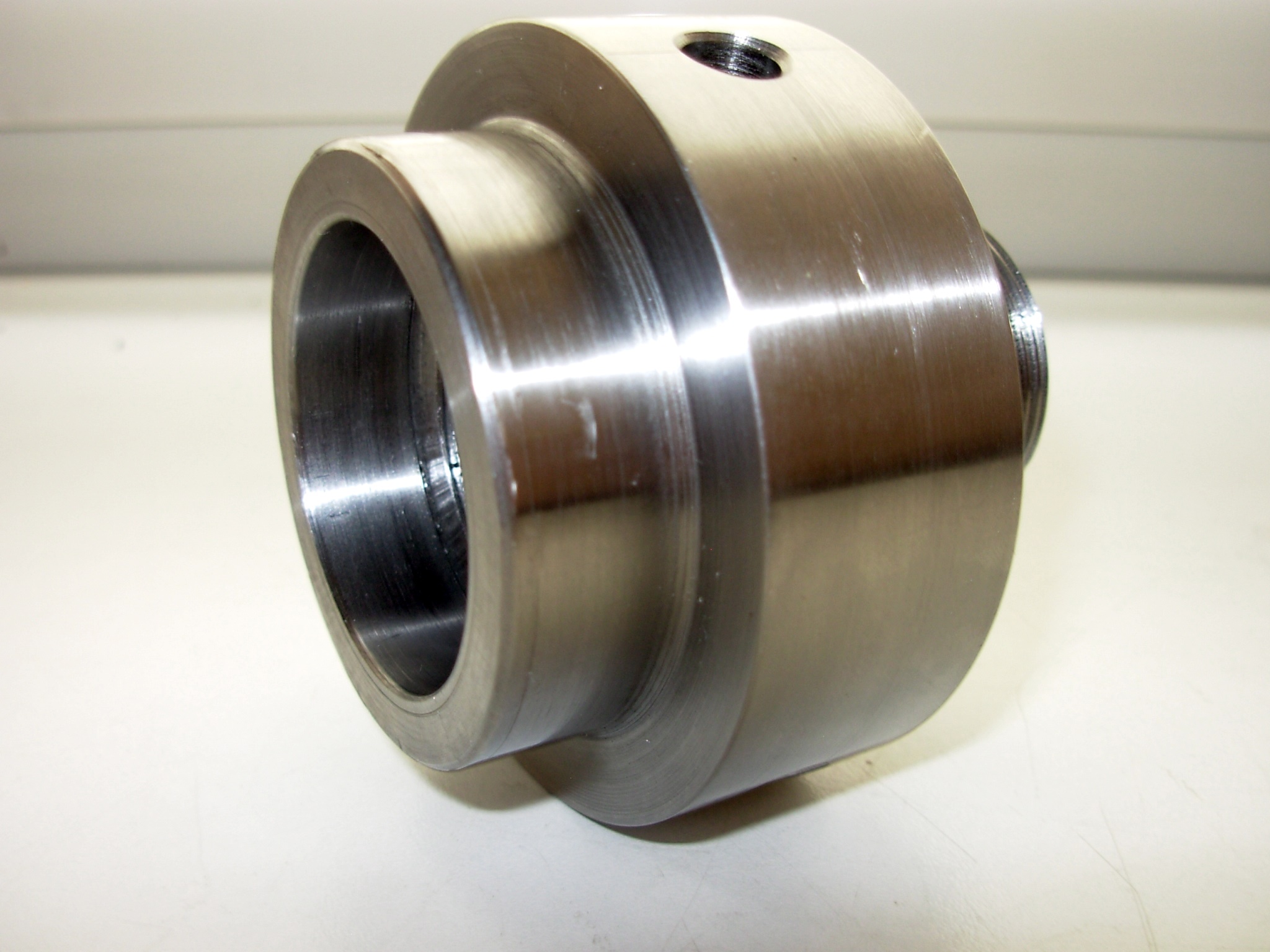 Mit der Linken Seite wird der Zangenhalter auf die Drehbankspindel geschraubt.
Mit der Linken Seite wird der Zangenhalter auf die Drehbankspindel geschraubt.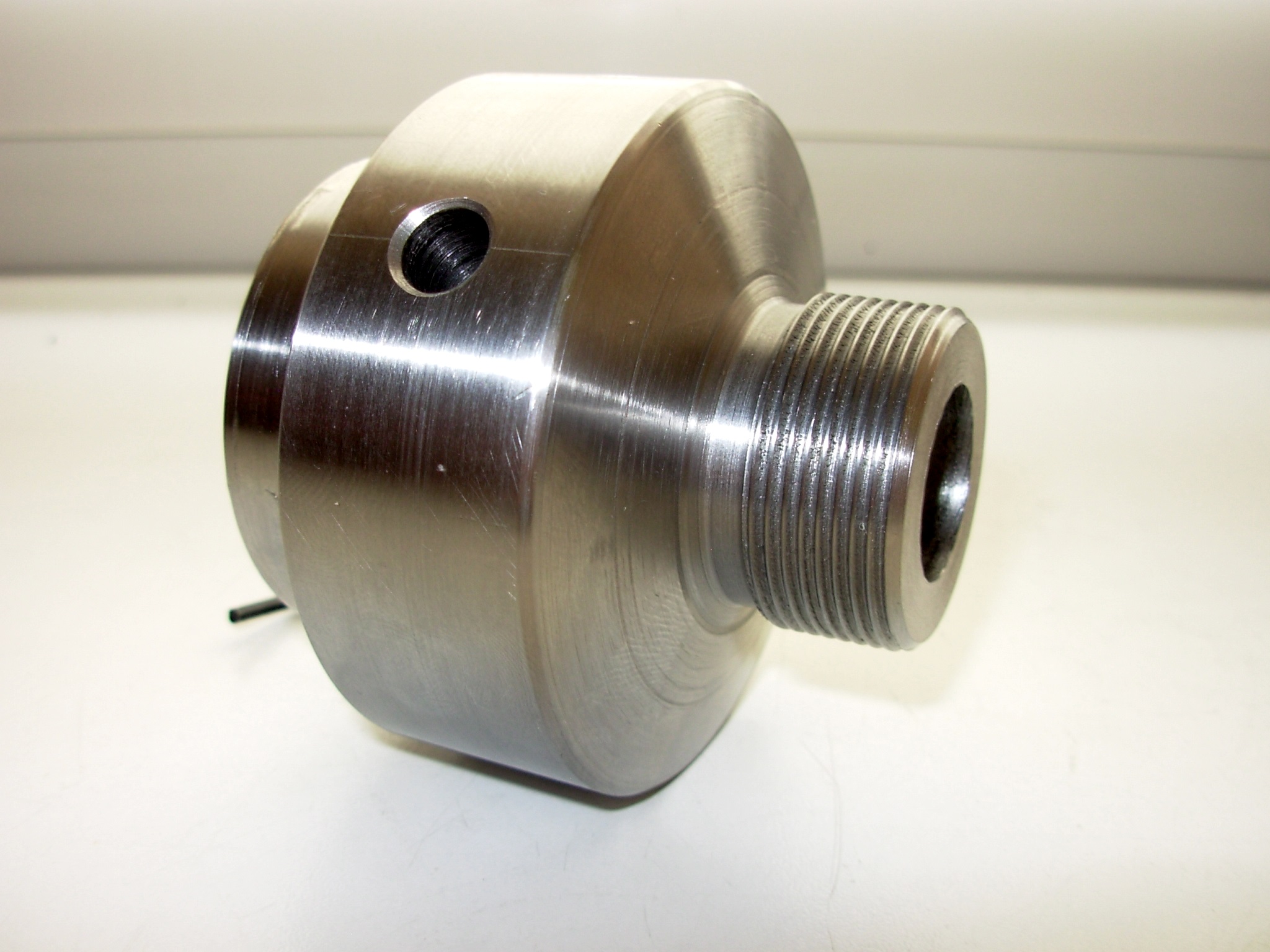 Auf der rechten Seite ist das Gewinde für die Zangenspannmutter.
Auf der rechten Seite ist das Gewinde für die Zangenspannmutter.Der Zangenhalter ist für ER25 Spannzangen, die ich auch auf meiner Fräsmaschine und der Universal-Schleifmaschine nutze.
 Das Gewinde für die Spannmutter ist M 32 x 1,5 mm.
Das Gewinde für die Spannmutter ist M 32 x 1,5 mm. Jetzt fehlt nur noch der Zangenkonus, dieser wird, wie das Gewinde auch, direkt am aufgeschraubten Zangenhalter angedreht.
Jetzt fehlt nur noch der Zangenkonus, dieser wird, wie das Gewinde auch, direkt am aufgeschraubten Zangenhalter angedreht.20.08.2016
Heute habe ich den Spannzangenkonus im Spannzangenhalter eingedreht.
Dazu habe ich ein Fräserspannfutter in den Drehmaschinen-Spindelkonus gespannt und den Oberschlitten auf 8° mit der Messuhr eingestellt.
Danach in kleinen Schritten den Zangenkonus eingedreht.
Zum Schluss das Ganze noch mit dem Supportschleifer überschliffen.
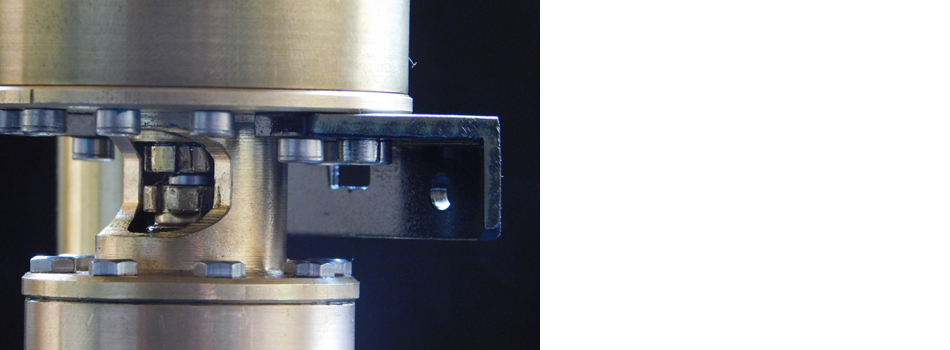
 Zangenhalter von vorne.
Zangenhalter von vorne.

 So muss die Spannzange sitzen.
So muss die Spannzange sitzen.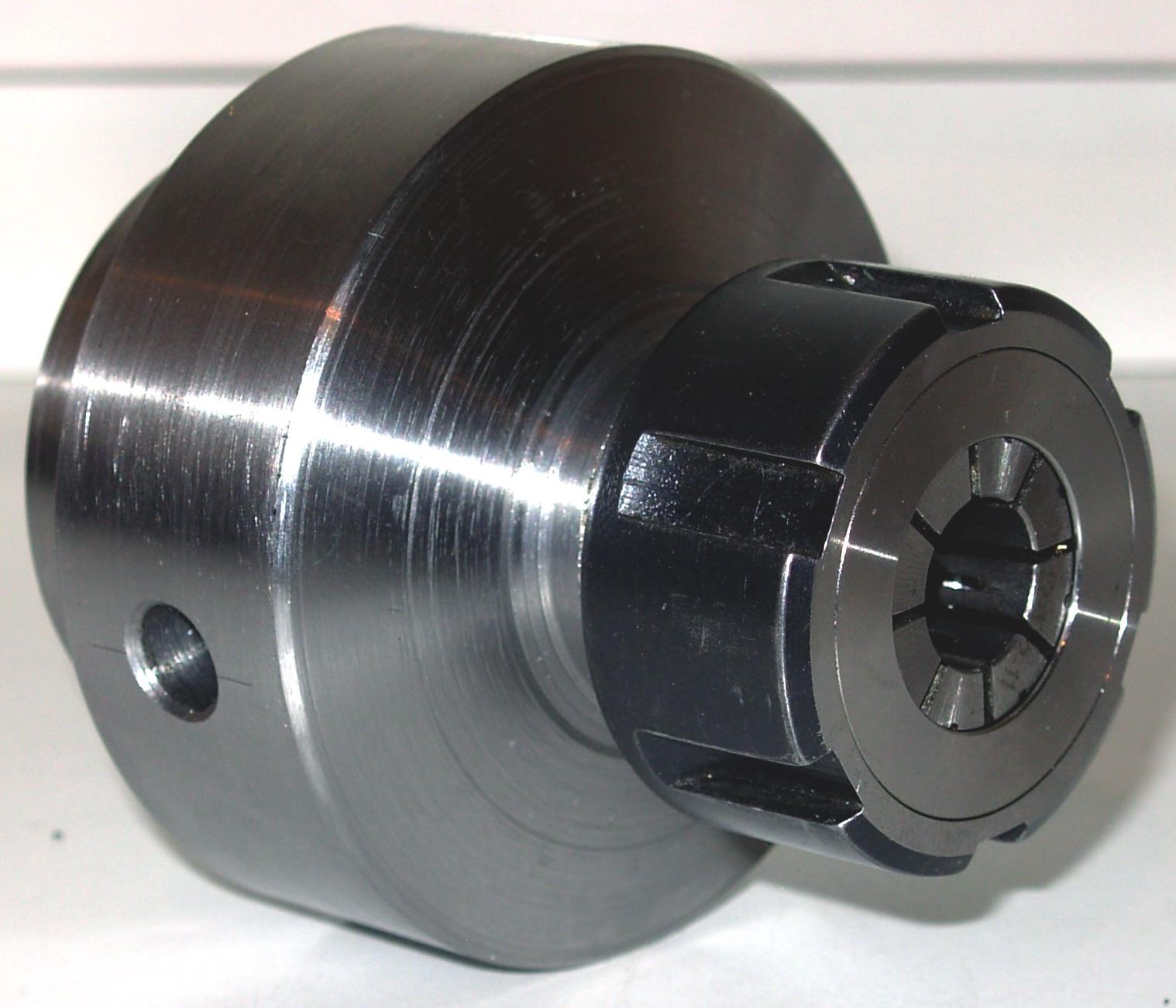 Die Spannzangenmutter ist ein Zubehörteil aus dem Werkzeughandel.
Die Spannzangenmutter ist ein Zubehörteil aus dem Werkzeughandel.
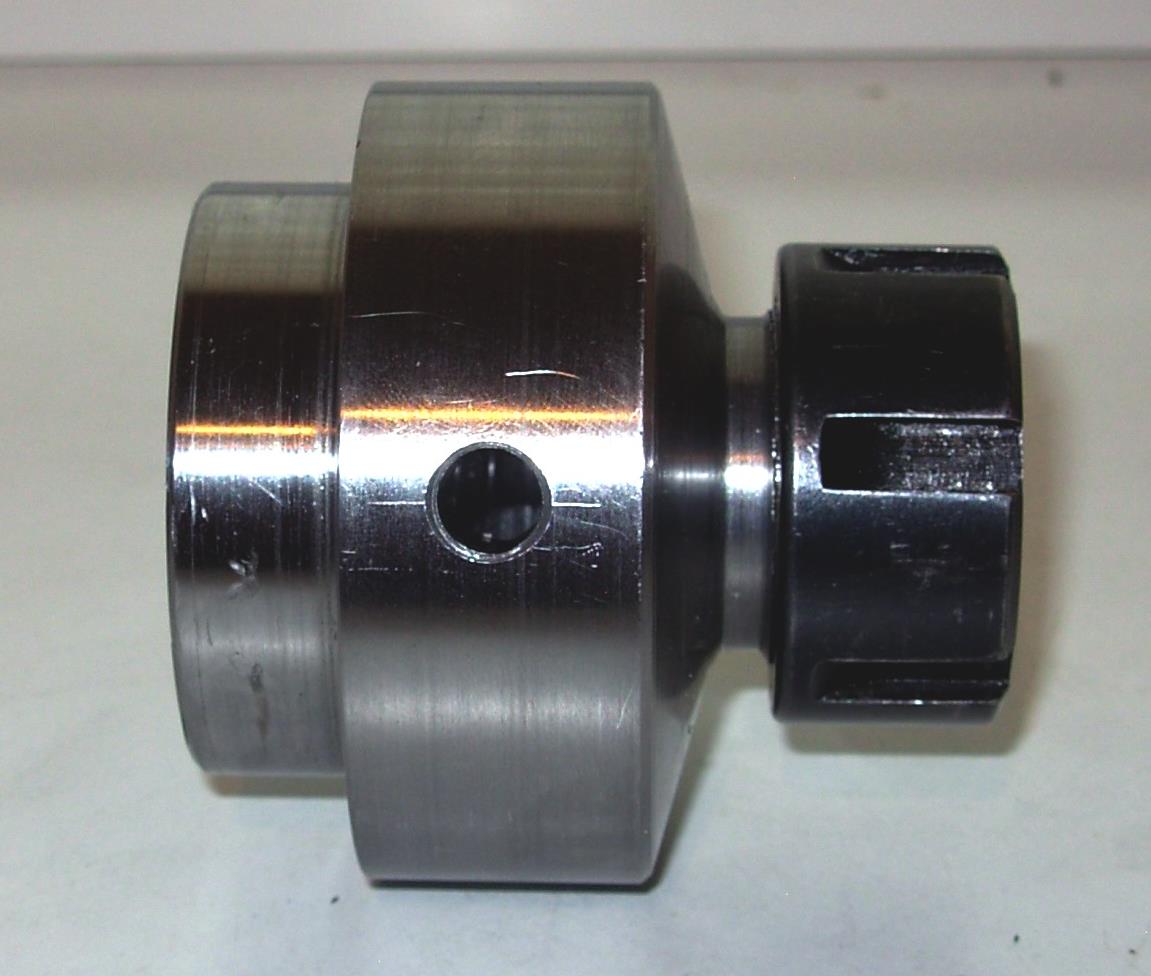 Fertig zum Einsatz.
Fertig zum Einsatz.Ich habe das Teil mit einem geschliffenen Dorn in einer 12 mm Spannzange mit der Messuhr getestet.
Der Rundlauf ist mit 1/100 mm Abweichung für mich völlig in Ordnung.
Der Rundlauffehler ändert sich auch durch mehrmaliges Umspannen nicht.
Spannzangenaufnahme ER 40.
Ich habe festgestellt, dass mir die Spannmöglichkeit bis 20mm nicht immer ausreicht. Darum werde ich demnächst eine Zangenaufnahme für Spannzangen der Größe ER 40 anfertigen. Damit ist es möglich Durchmesser bis 30mm zu spannen.
Die Rego-Fix Spannmutter habe ich schon von meinem Werkzeughändler bekommen.
Das Rohmaterial für die Zangenaufnahme habe ich zugeschnitten.
Die gängigen Spannzangen sind auch da, sie sind in der Größe - 8mm; 10mm; 12mm; 15mm; 18mm; 19mm; 20mm; 21mm; 22mm; 23mm; 24mm; 25mm; 28mm; 30mm; vorhanden.
Ich verarbeite Stangenmaterial vorzugsweise in diesen Abmessungen.
01.05.2017
Das verlängerte Wochenende habe ich genutzt um die ER40 Spannzangenaufnahme herzustellen.
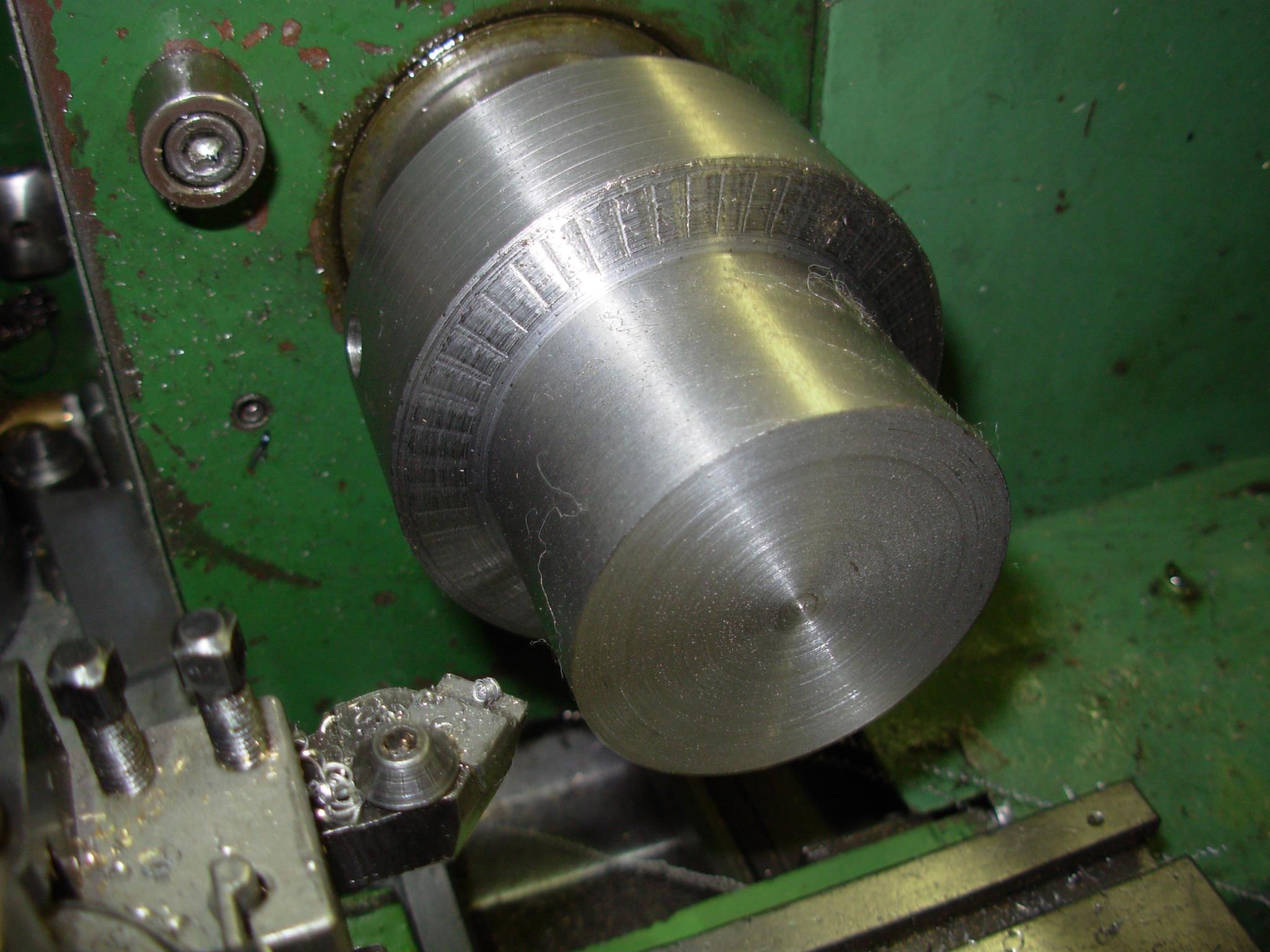 Das Rohteil wurde vorgeschruppt und das Aufnahmegewinde 1-1/2" x 8Gang für die Drehmaschine wurde eingeschnitten, sowie der Passsitz angedreht.
Das Rohteil wurde vorgeschruppt und das Aufnahmegewinde 1-1/2" x 8Gang für die Drehmaschine wurde eingeschnitten, sowie der Passsitz angedreht.Der Futterrohling wurde dann auf die Maschinenspindel aufgeschraubt.
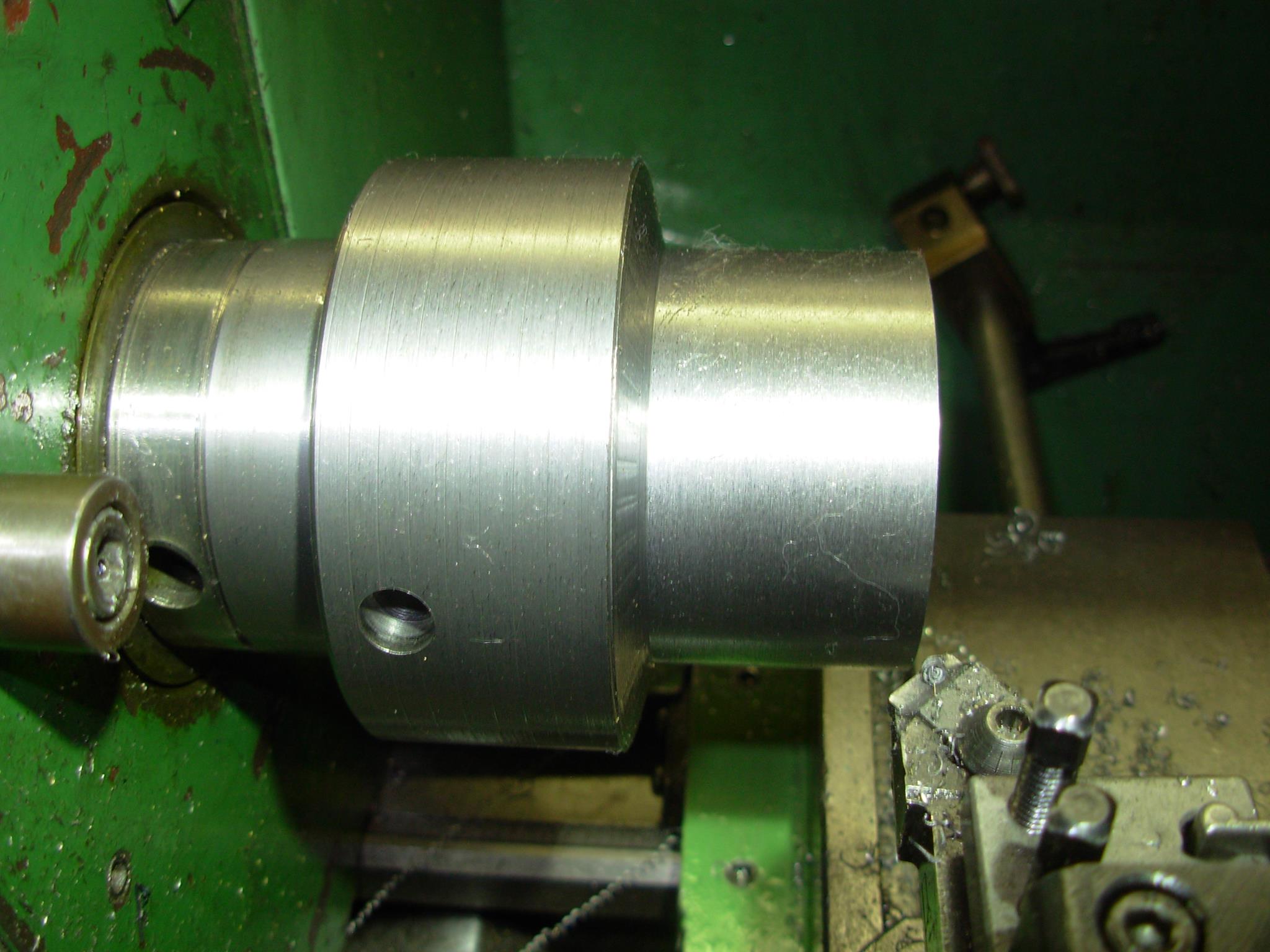 Der Gewindeansatz für die Spannmutter wurde angedreht.
Der Gewindeansatz für die Spannmutter wurde angedreht.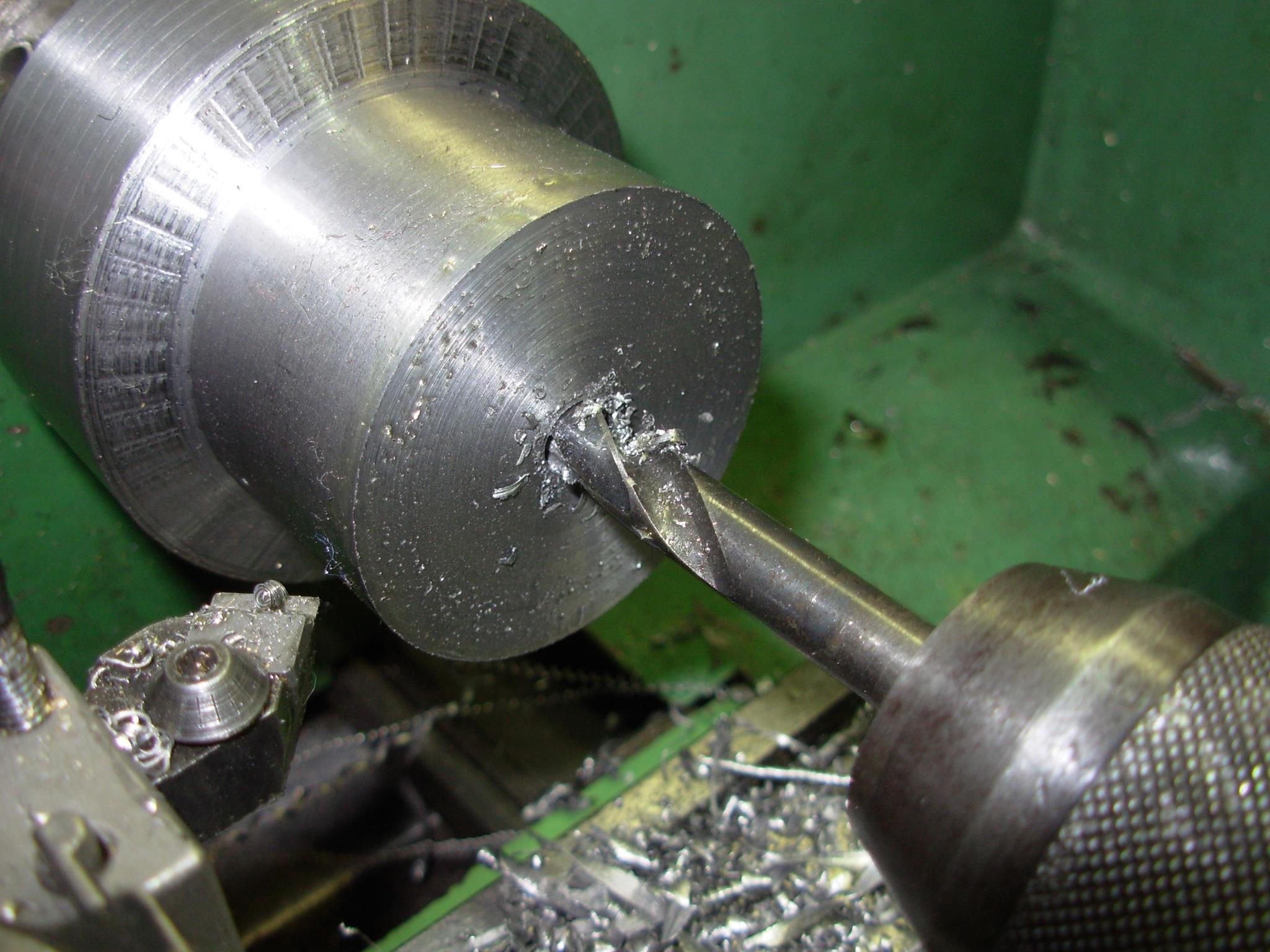 Die erste Bohrung für den späteren Aufnahmekonus wurde eingebracht.
Die erste Bohrung für den späteren Aufnahmekonus wurde eingebracht.Von der Fertigung habe ich leider keine weiteren Bilder, mitten in der Arbeit waren die Akku vom Foto leer.
Es gibt daher nur noch Bilder vom fertigen Teil.
Die Maße der Zangenaufnahme habe ich einer Tabelle auf der Homepage der Fa. Regofix entnommen.
 Das Gewinde wurde auf der Drehmaschine mit einem Gewindestahl geschnitten.
Das Gewinde wurde auf der Drehmaschine mit einem Gewindestahl geschnitten.Gewindegröße = M50 x 1,5mm
Als Referenzmuster stand die Spannmutter zur Verfügung.
 Der Innenkegel wurde mit dem schräg gestellte Oberschlitten eingedreht und anhand einer Spannzange eintuschiert.
Der Innenkegel wurde mit dem schräg gestellte Oberschlitten eingedreht und anhand einer Spannzange eintuschiert.Anschließend wurde der Kegel in der gleichen Oberschlitten-Einstellung mit dem Supportschleifer überschliffen.
 Die Mutter und die Spannzange passen saugend zur Aufnahme.
Die Mutter und die Spannzange passen saugend zur Aufnahme.

 Innenkonus sauber ausgeschliffen.
Innenkonus sauber ausgeschliffen. Im Vergleich ER40 Zangenaufnahme und ER25 Zangenaufnahme.
Im Vergleich ER40 Zangenaufnahme und ER25 Zangenaufnahme.
 Hier ist die ER40 Zangenaufnahme auf der Drehspindel.
Hier ist die ER40 Zangenaufnahme auf der Drehspindel.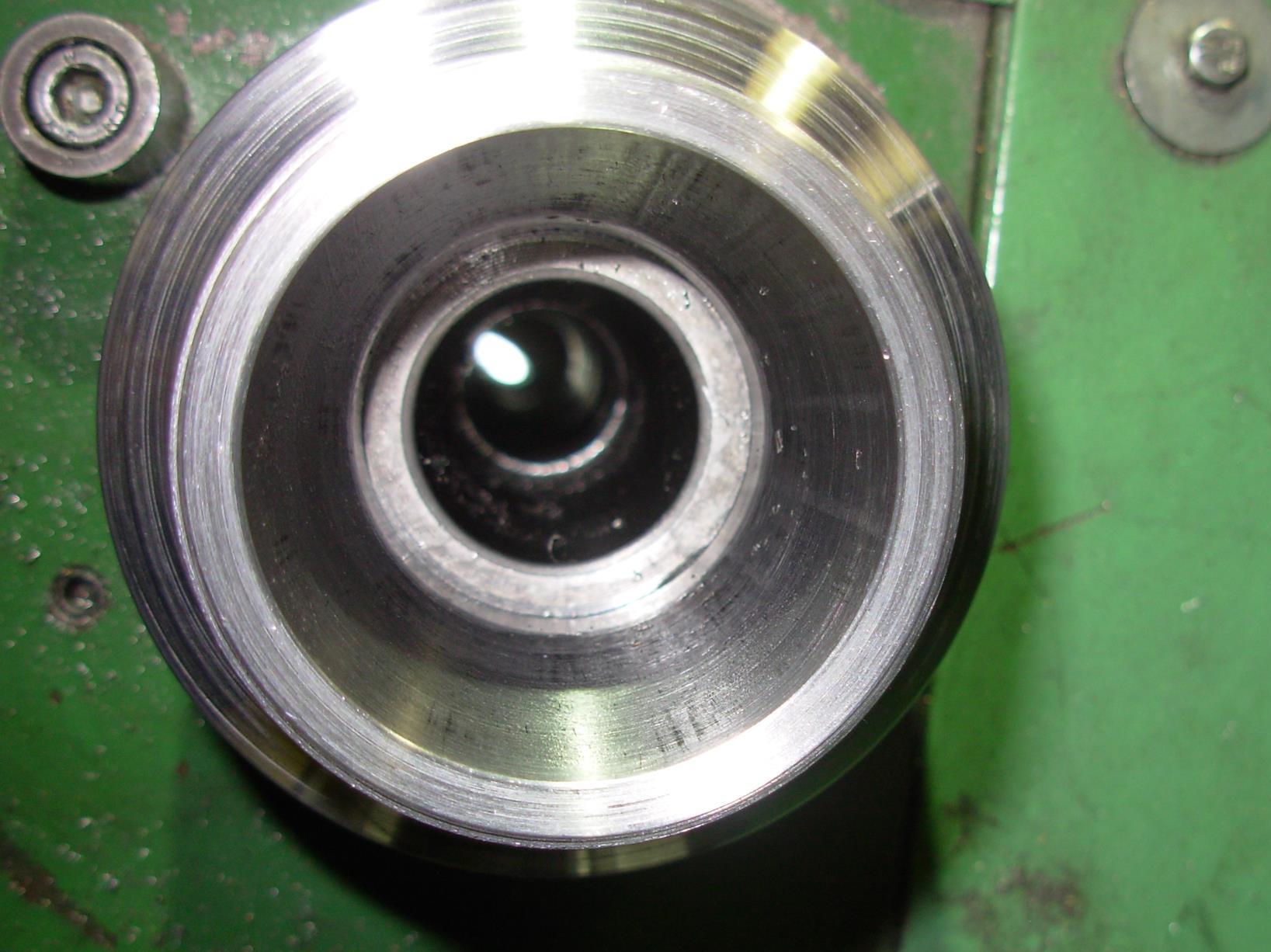 Blick durch die Drehspindel.
Blick durch die Drehspindel. Mit Spannzange und Spannmutter.
Mit Spannzange und Spannmutter.