

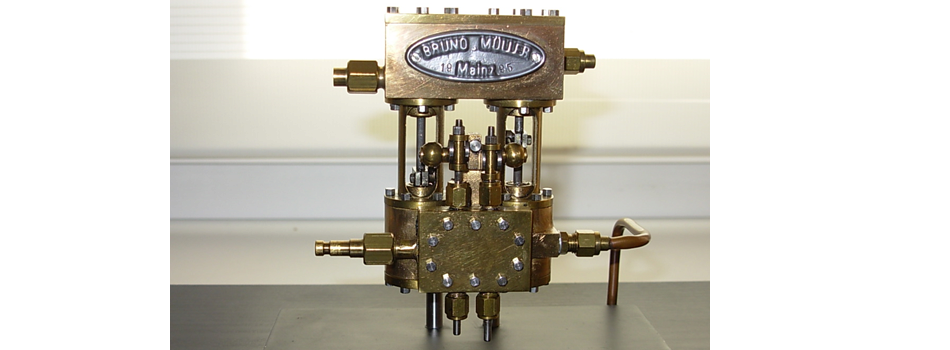



Persönliches Logo, Herstellungsjahr und Hersteller vom originalen Werkzeug eingraviert. Personal logo, year of manufacture and manufacturer of the original tool engraved.
Rändelzange (Knurling Tool)
2016
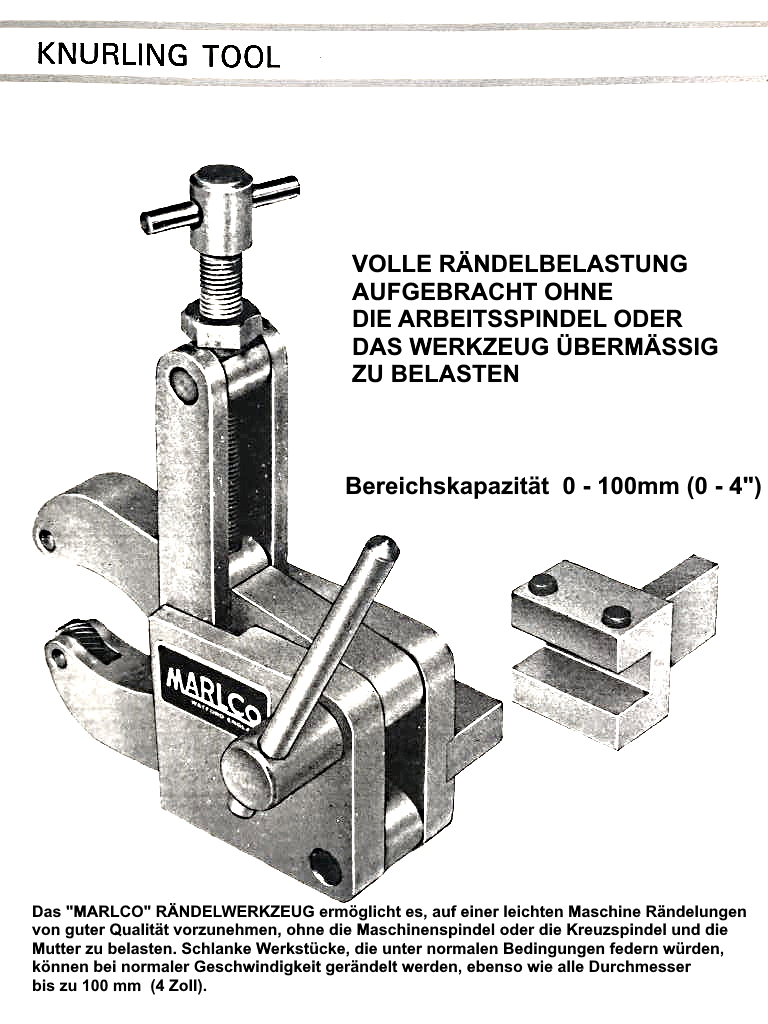
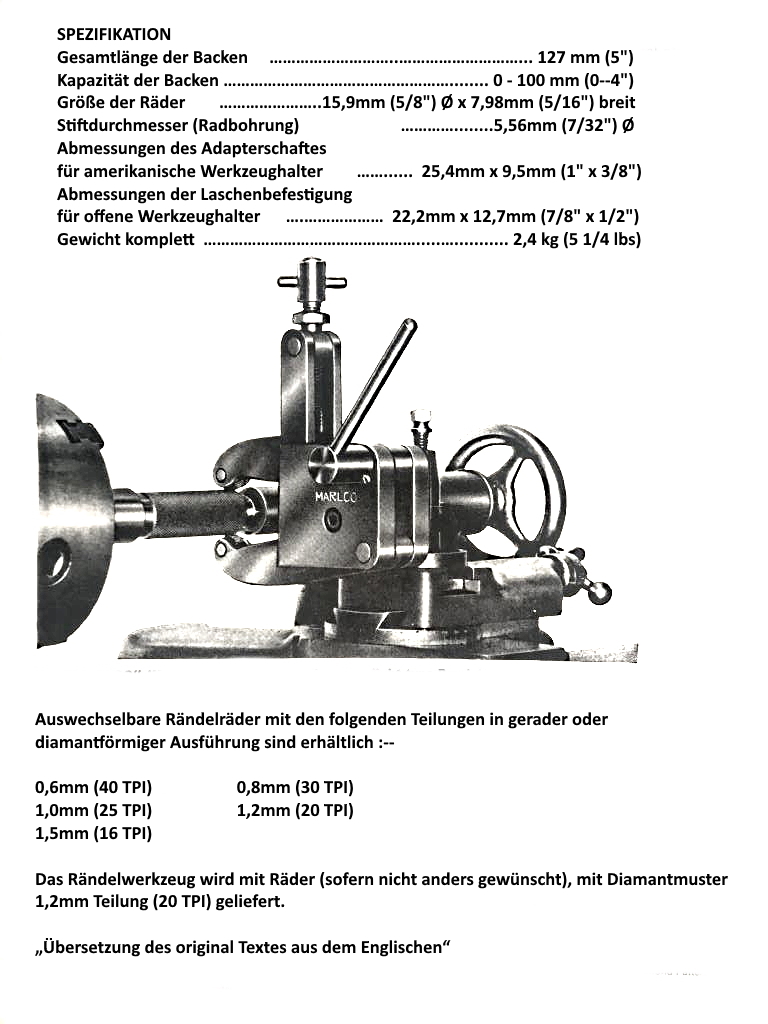
Diese Rändelzange entspricht der Ausführung wie sie die Fa. W. H. Marley & Co. Ltd. Ende der 50ziger Jahre vertrieben hat.
Entgegen dem Original hat dieses Wekzeug lediglich eine Kapazität von ca. 52 mm (2")
Das Design wurde von Mr. N. Mould geschaffen und die Zeichnunge gibt es bei Hemingway Kits in England.
These knurling pliers correspond to the version sold by W. H. Marley & Co. Ltd. sold at the end of the 1950s.
Unlike the original, this tool only has a capacity of approx. 52 mm (2")
The design was created by Mr N. Mould and the drawings are available from Hemingway Kits in England.
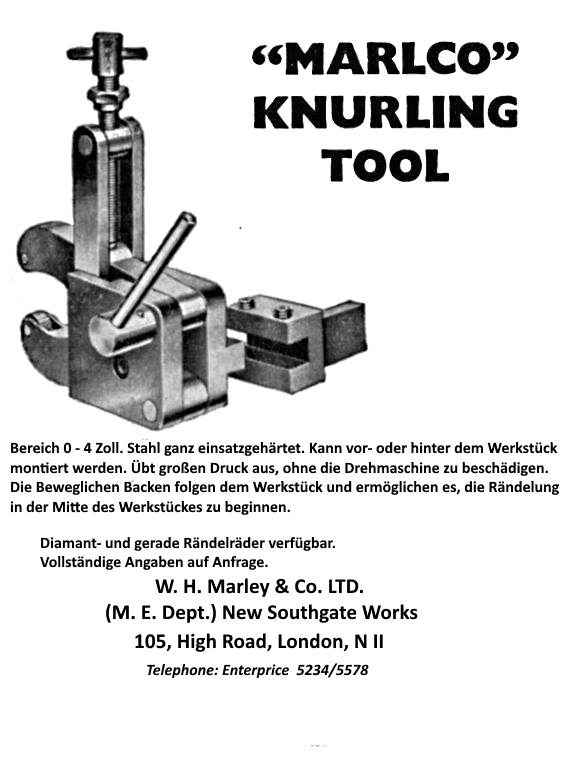
Das ist eine Verkaufsanzeige der Fa. W. H. Marley & Co. Ltd.
©Hemingway-Kits
Übersetzt aus dem Englischen.
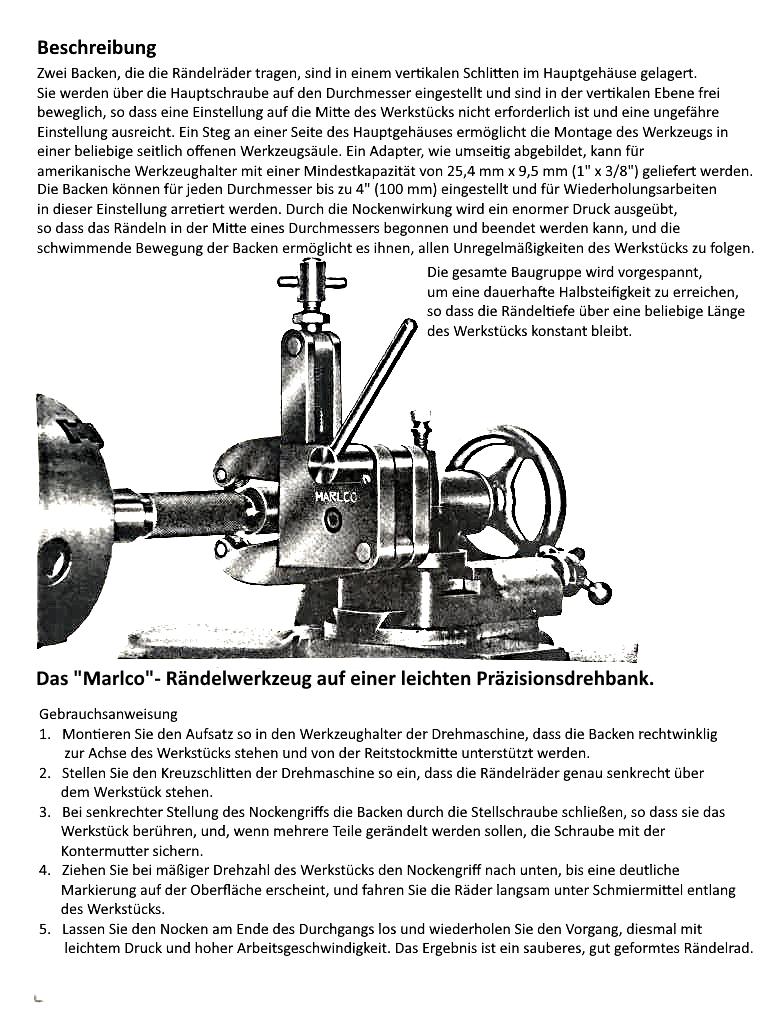 Original Beschreibung übersetzt aus dem Englischen.
Original Beschreibung übersetzt aus dem Englischen.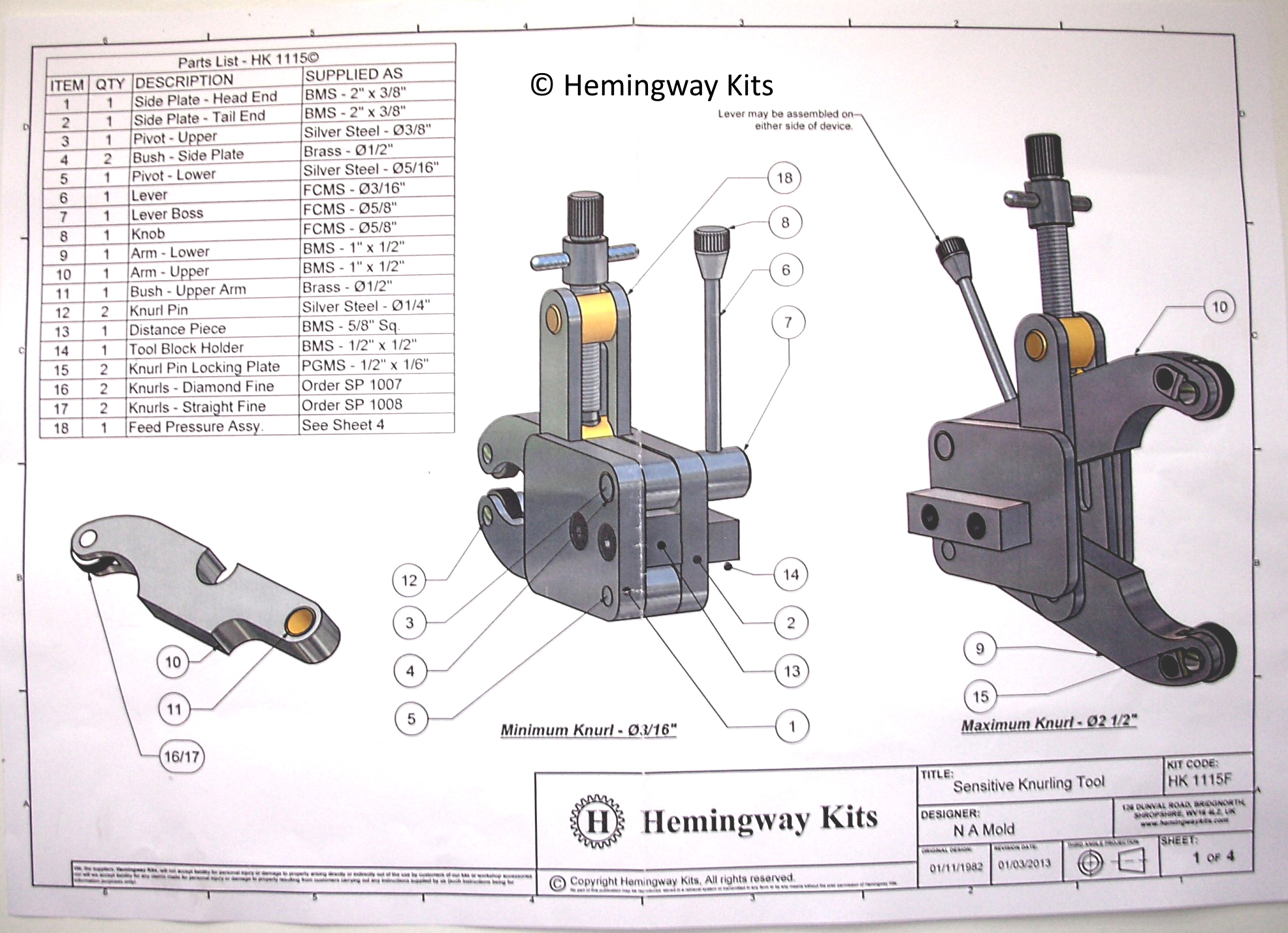 Die Zeichnungen für dieses Gerät habe ich von meinem Lieferanten aus England bezogen.
Die Zeichnungen für dieses Gerät habe ich von meinem Lieferanten aus England bezogen.© Hemingway Kits
 Übersetzt aus dem Englischen.
Übersetzt aus dem Englischen.
 Original Beschreibung übersetzt aus dem Englischen.
Original Beschreibung übersetzt aus dem Englischen.25.07.2016
Heute hatte ich einen freien Tag, da habe ich ein wenig in der Werkstatt gewerkelt.
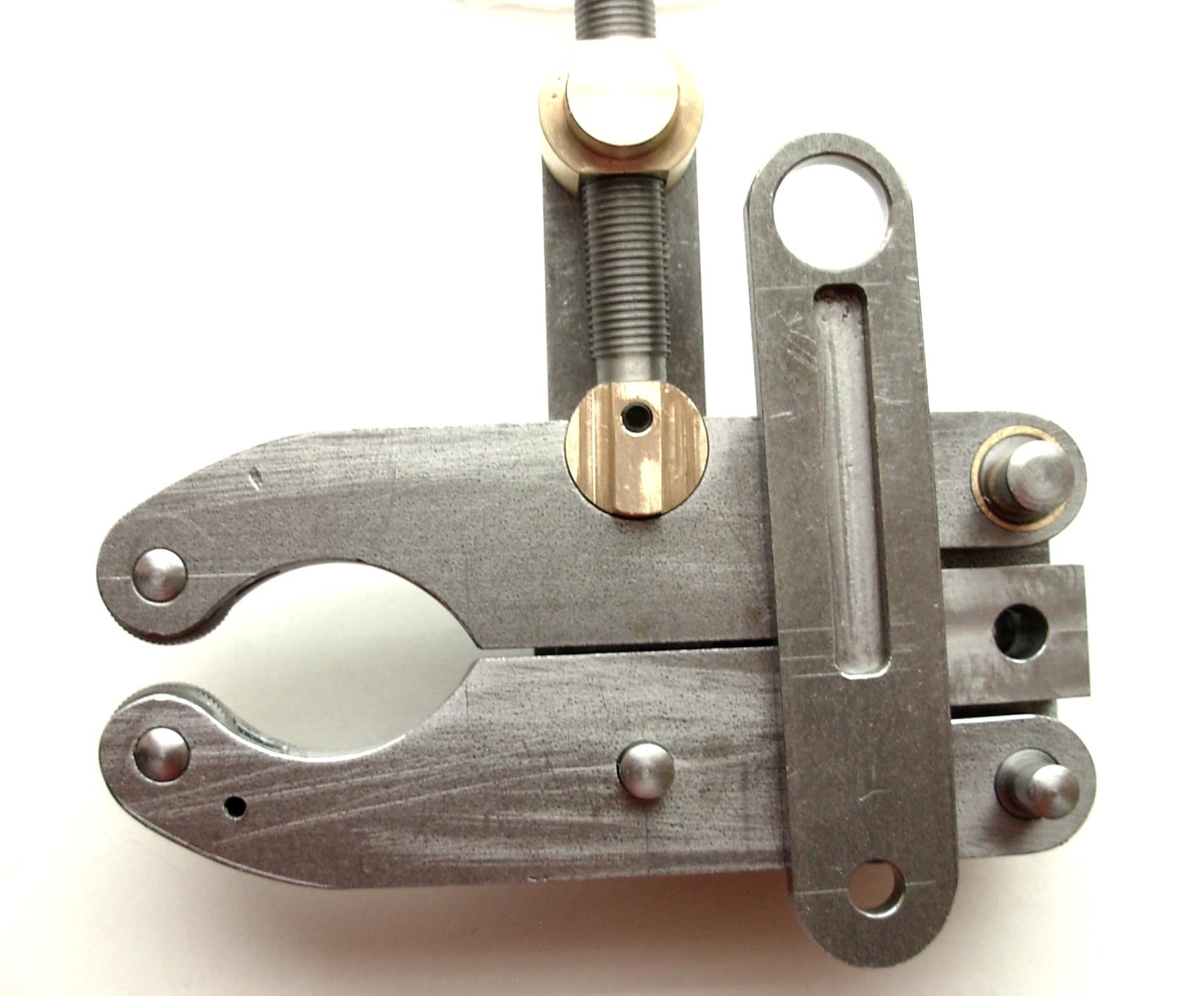
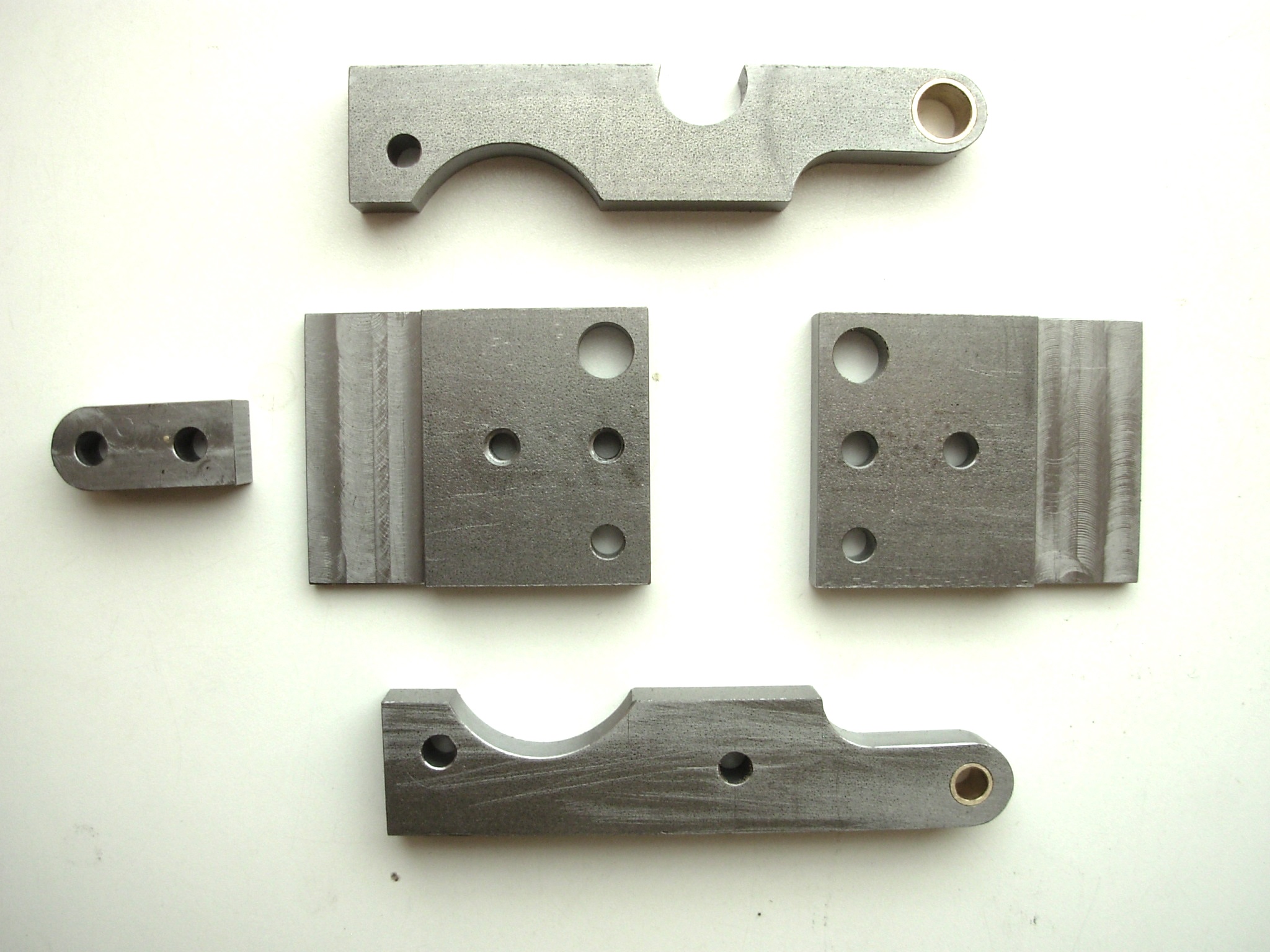 Die ersten Einzelteile habe ich heute schon mal fast fertig gemacht. Es fehlen nur noch die Schlitze für die Rändelräder und ein paar Lagerbuchsen, sowie die entgültige Formgebung.
Die ersten Einzelteile habe ich heute schon mal fast fertig gemacht. Es fehlen nur noch die Schlitze für die Rändelräder und ein paar Lagerbuchsen, sowie die entgültige Formgebung.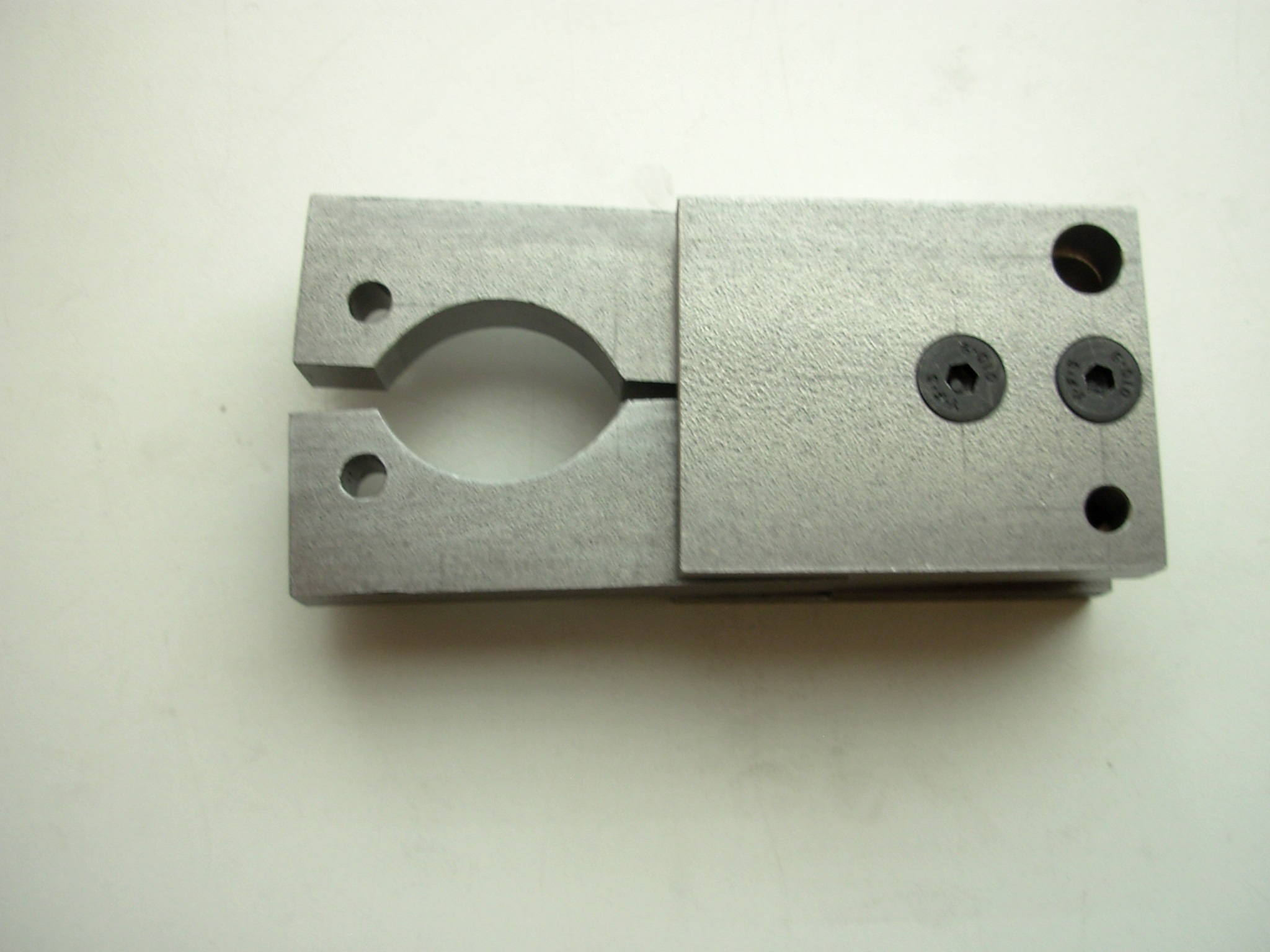 So schaut das Teil zusammengestellt aus.
So schaut das Teil zusammengestellt aus.
31.07.2016
Gestern habe ich an dem Gerät weiter gearbeitet.
 Die Rändelräder (Kreuzrändel) wurden eingepasst.
Die Rändelräder (Kreuzrändel) wurden eingepasst. Die Befestigungsbolzen wurden hergestellt.
Die Befestigungsbolzen wurden hergestellt.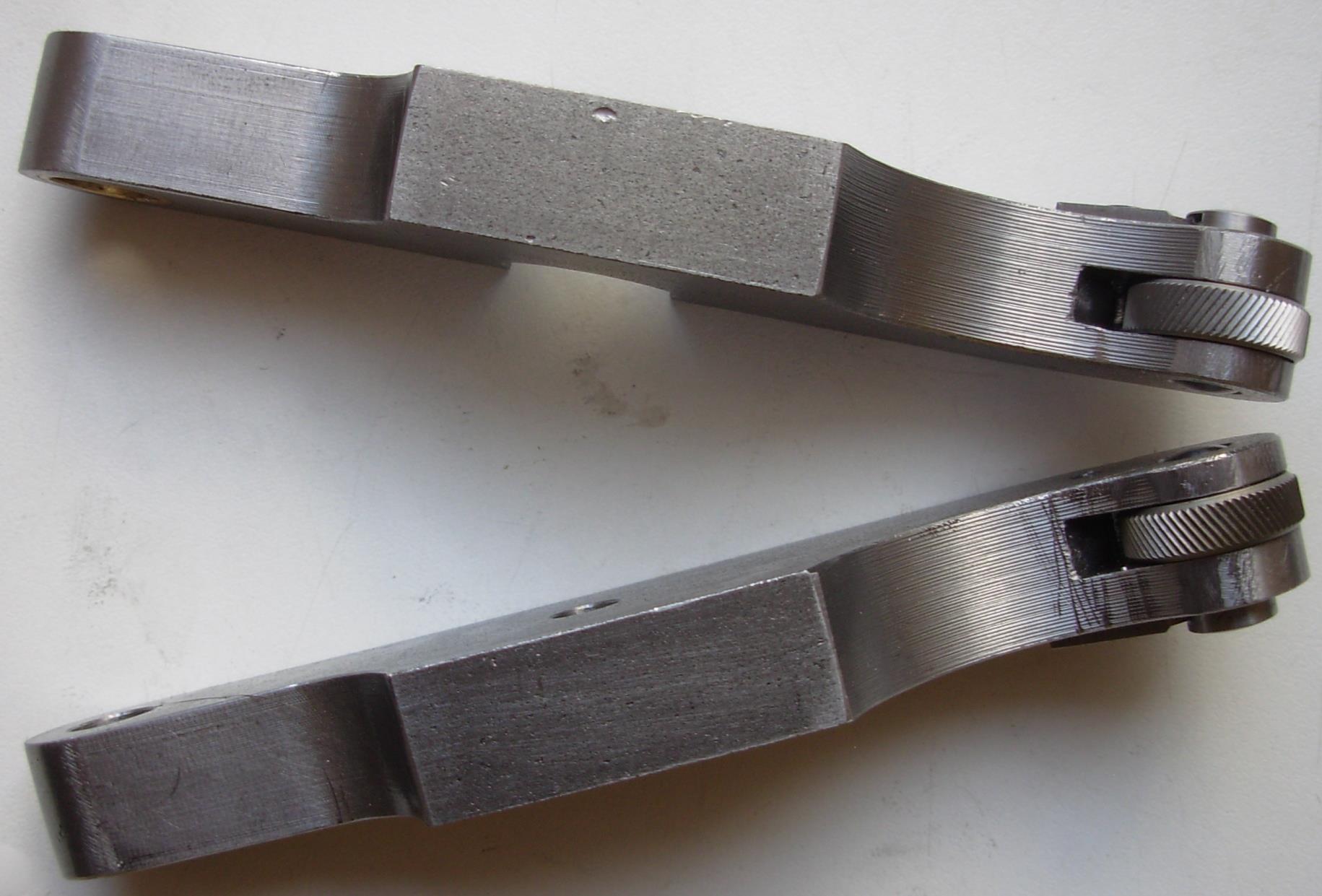 Die Bolzen sind gegen Herausfallen mit Sicherungsblechen gesichert.
Die Bolzen sind gegen Herausfallen mit Sicherungsblechen gesichert.Vor der entgültigen Montage werden die Bolzen, zur besseren Verschleißfestigkeit, noch gehärtet und angelassen.
Die Lager-Bolzen habe ich etwas modifiziert.
Die Bohrungen in den Rändelräder haben einen Ø 1/4" = 6.35 mm.
In meinem Fundus befindet sich allerdings keine Reibahle mit diesem Durchmesser.
Ich bin folgendermaßen vorgegangen.
Der Bolzen ist am vorderen Ende abgesetzt und hat einen Durchmesser von 6 mm, dann kommt der Durchmesser für das Rändelrad mit 6,35 mm und dann ein weiterer Absatz mit Ø 8 mm.
Die Bohrungen im Rändelrad-Halter sind entsprechen auch jeweils 6 mm und 8 mm.
I have modified the bearing bolts slightly.
The holes in the knurled wheels have a diameter of 1/4" = 6.35 mm.
However, I don't have a reamer with this diameter in my stock.
I proceeded as follows.
The bolt is stepped at the front end and has a diameter of 6 mm, then comes the diameter for the knurling wheel with 1/4 inches and then another step with a diameter of 8 mm.
The holes in the knurled wheel holder are also 6 mm and 8 mm.

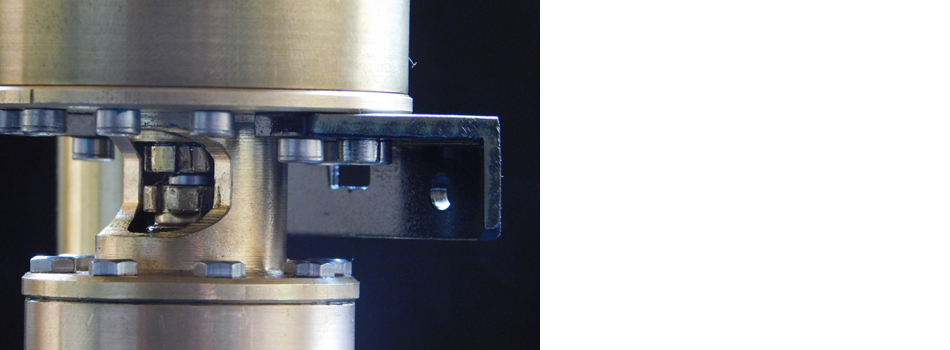
Einzelheit der Bolzensicherung. Detail of the bolt lock.


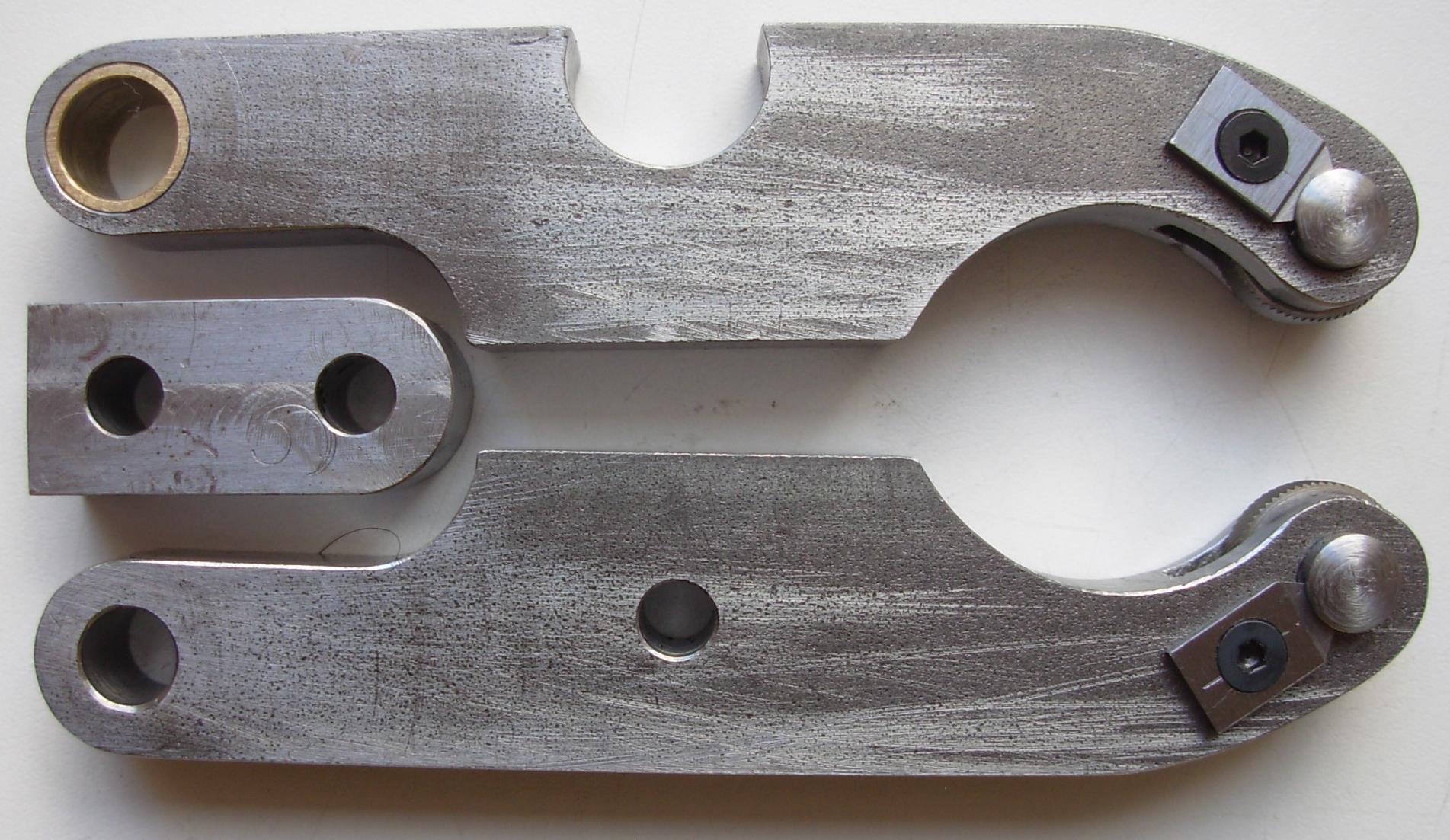

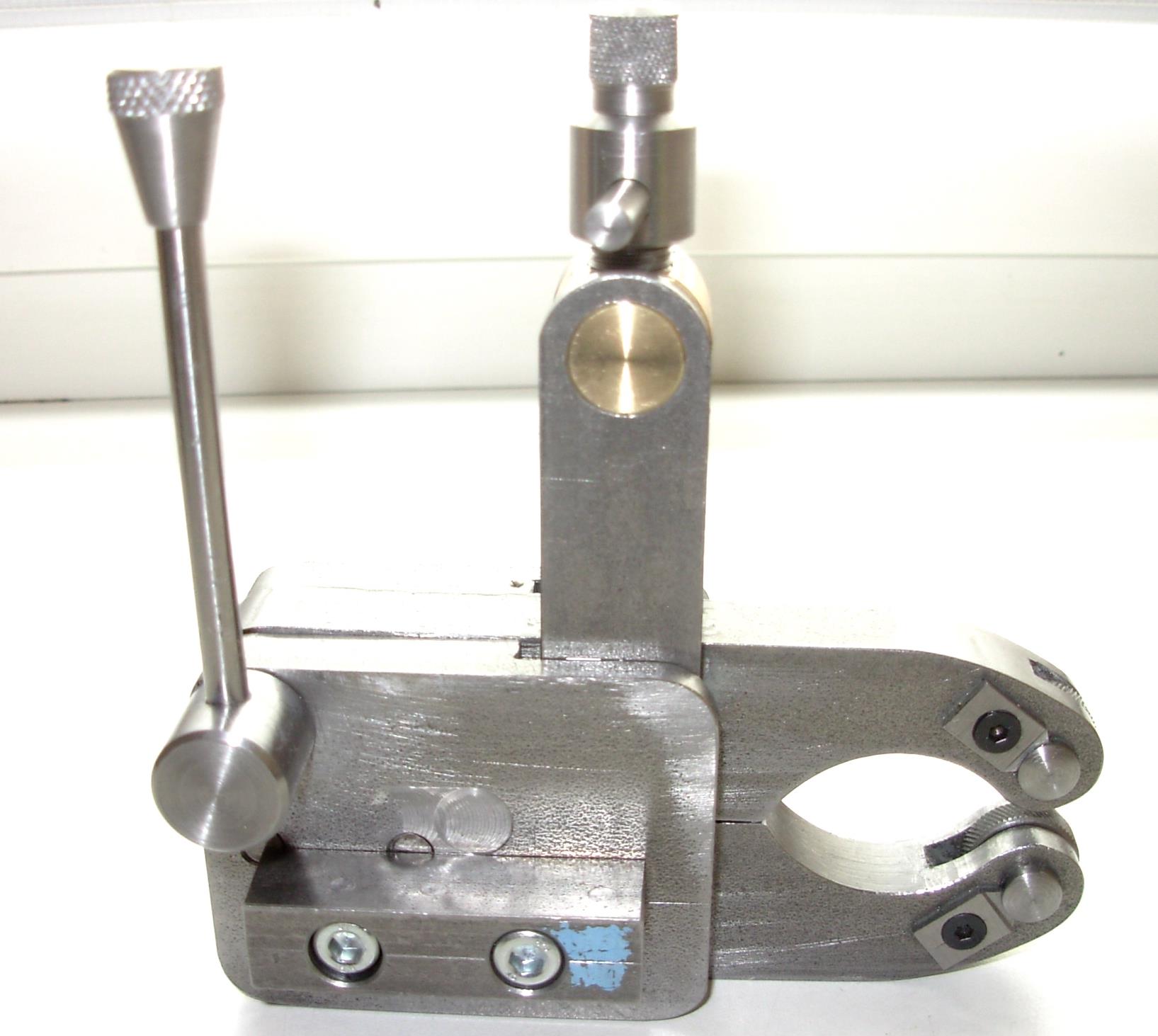
Die bisher angefertigten Einzelteile. The individual parts manufactured to date.
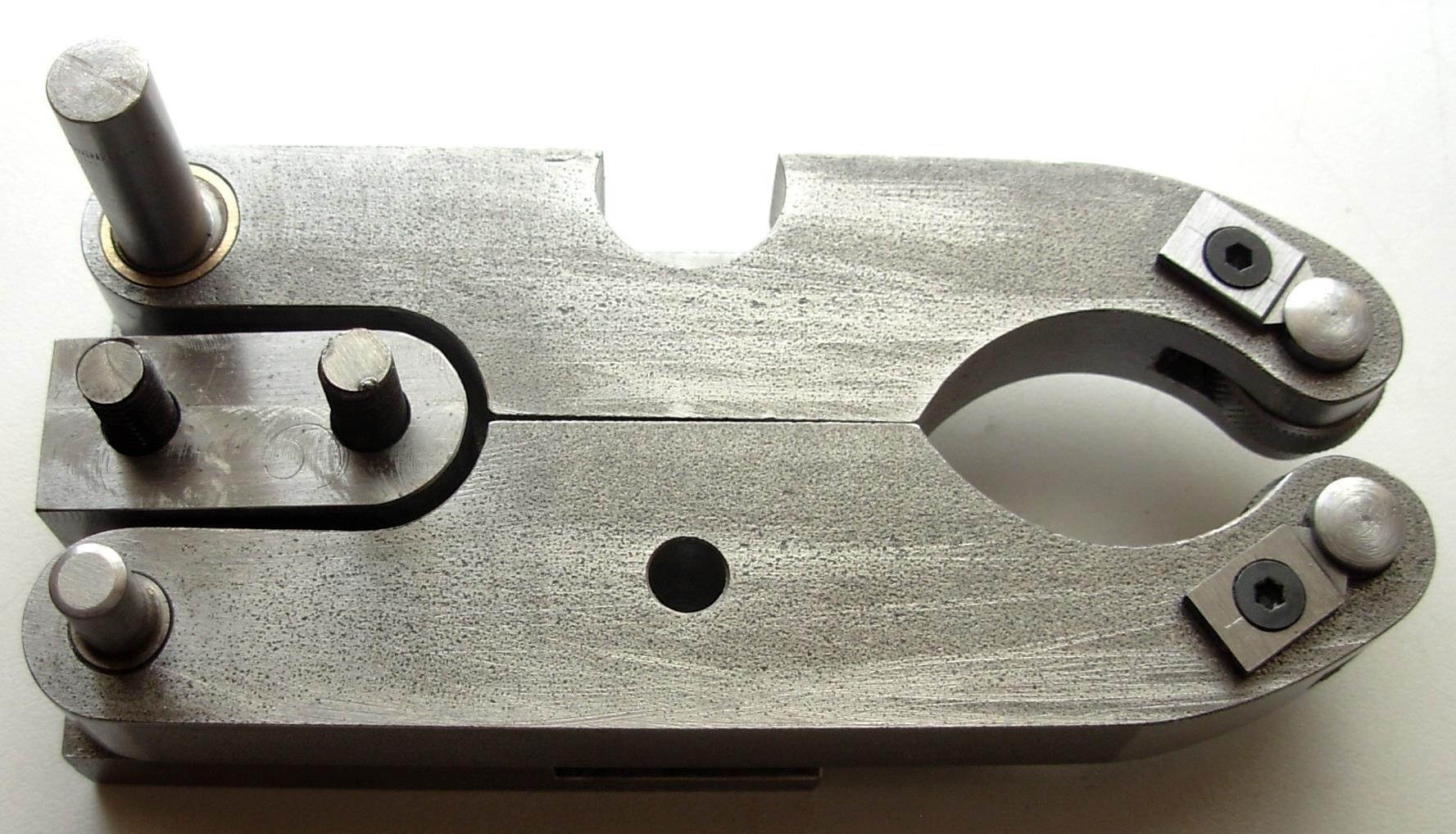
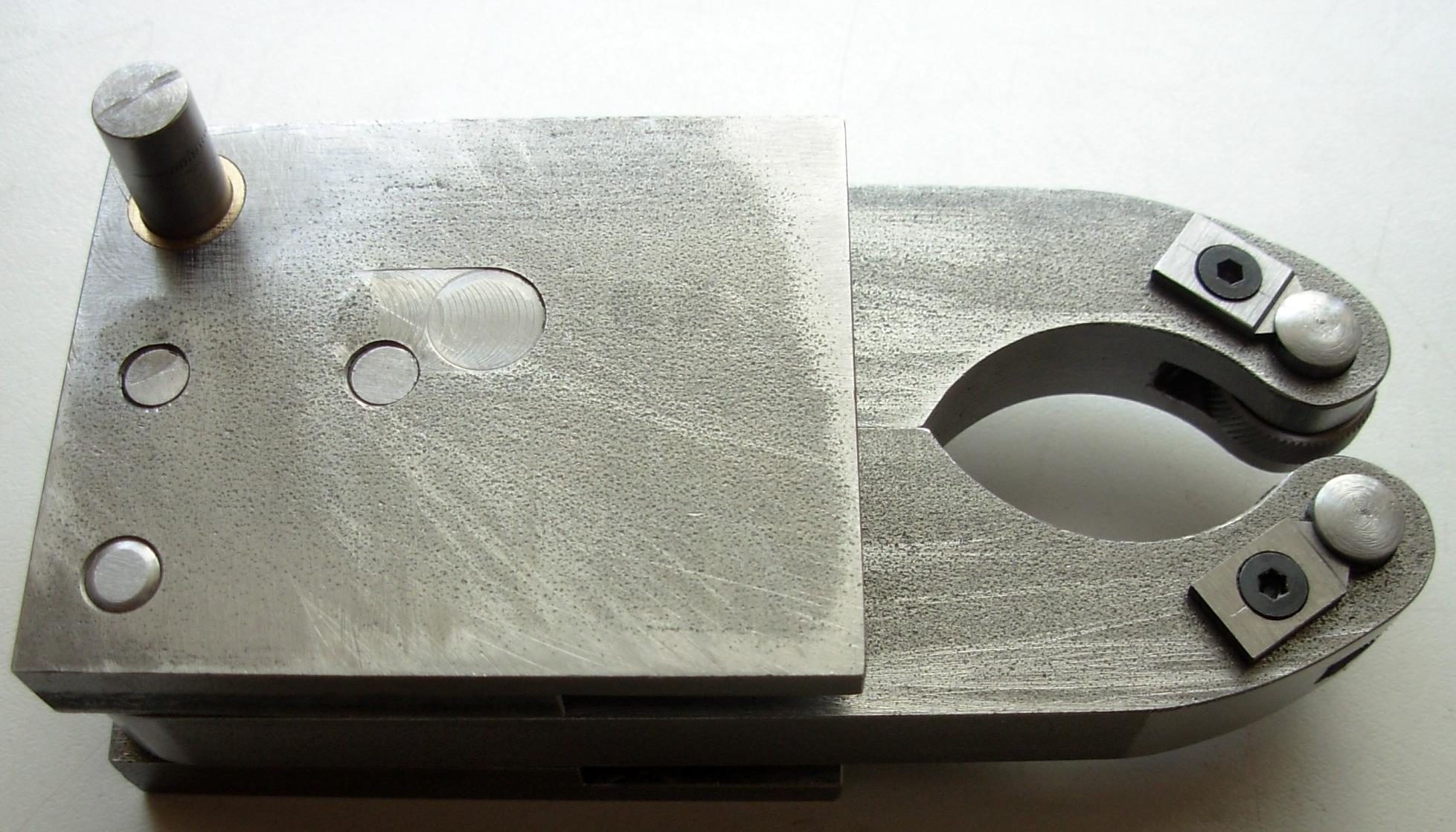
Reihenfolge der Montage. Assembly sequence.

05.08.2016
Heute hatte ich wieder etwas Zeit und habe an der Spannvorrichtung gearbeitet.
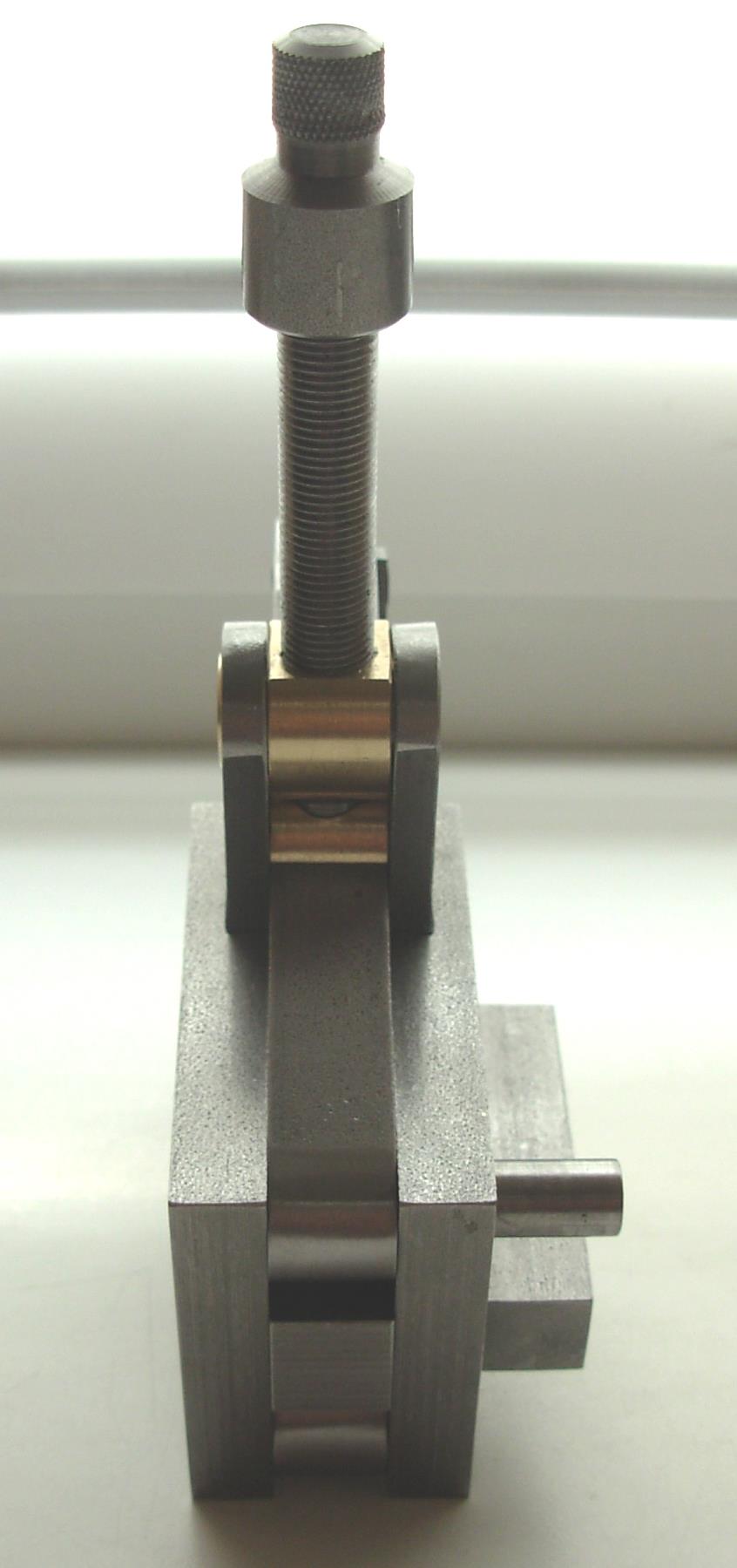
 Die Spannvorrichtung besteht aus zwei Schienen, in die eine Führungsnut eingefräßt wurde.
Die Spannvorrichtung besteht aus zwei Schienen, in die eine Führungsnut eingefräßt wurde.Ein Druckstück und eine Spindel mit Mutter.
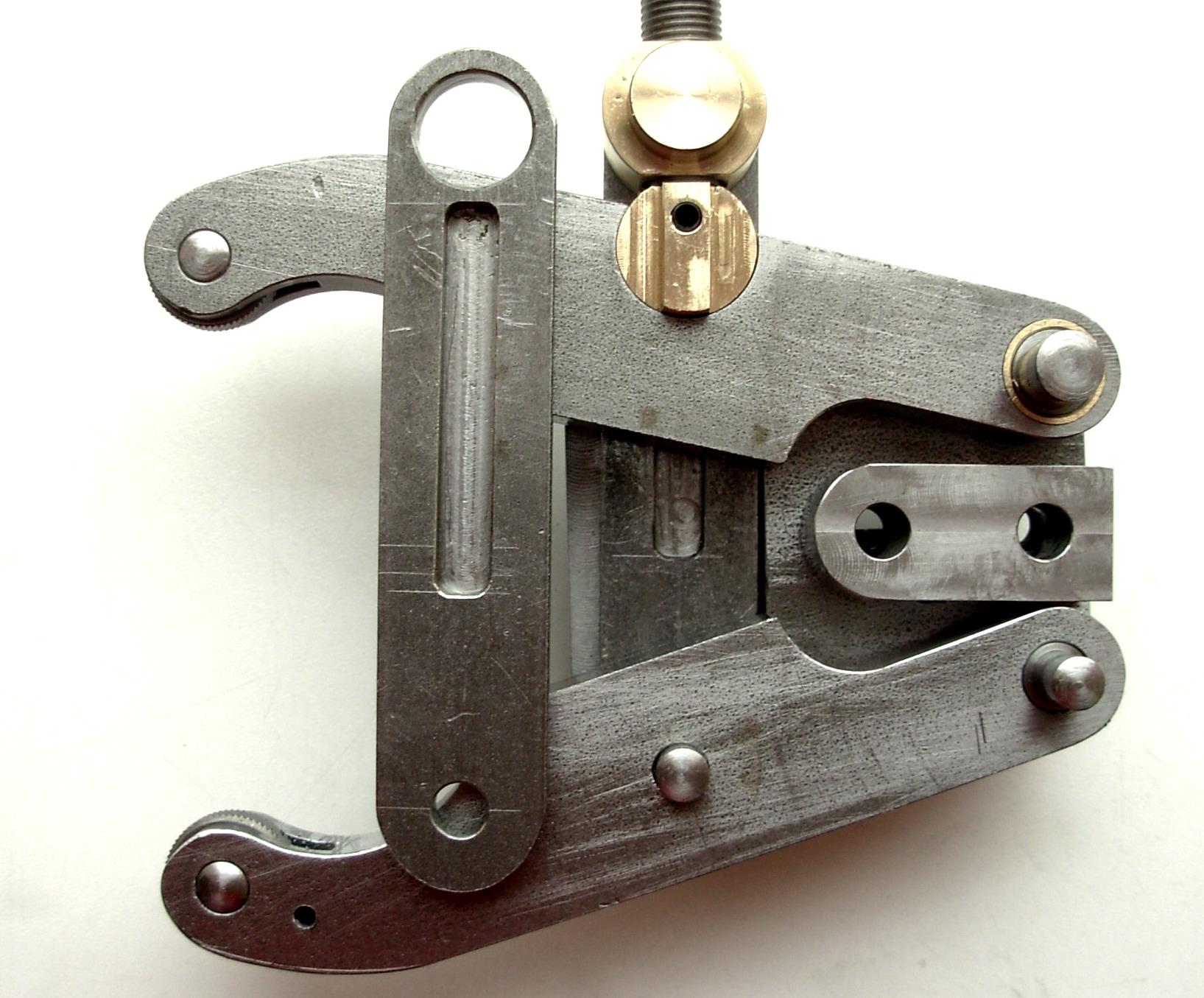
 Die Spindel hat ein M 10 x 1 Gewinde und ist im Druckstück mit zwei M 4 Madenschrauben gehalten.
Die Spindel hat ein M 10 x 1 Gewinde und ist im Druckstück mit zwei M 4 Madenschrauben gehalten.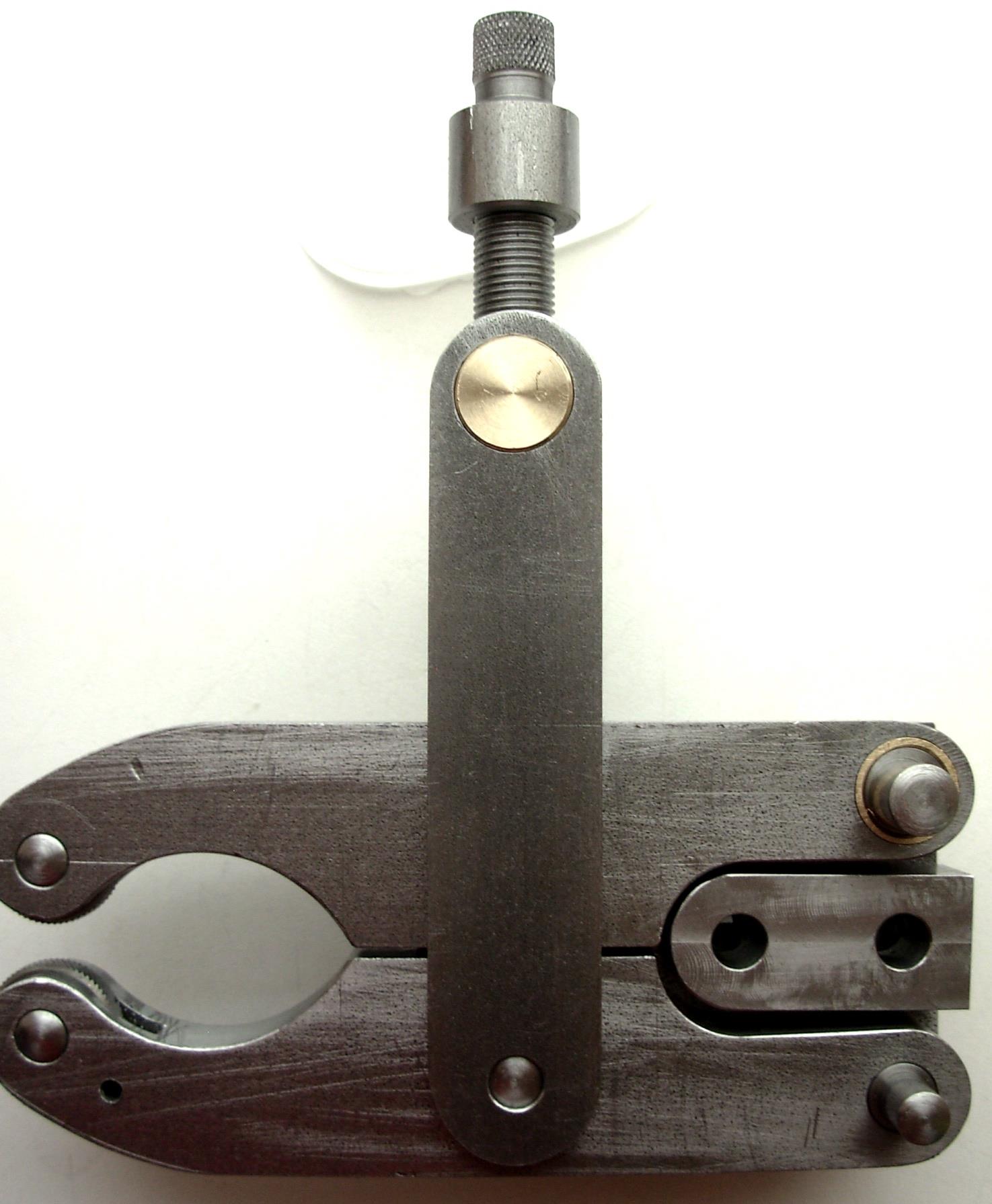



06.08.2016
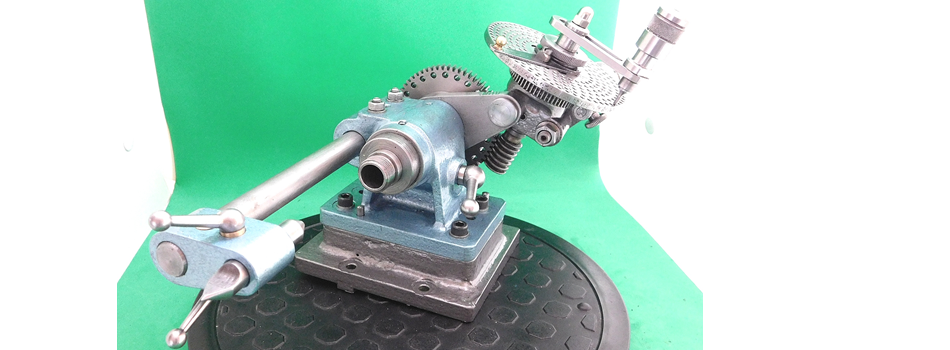
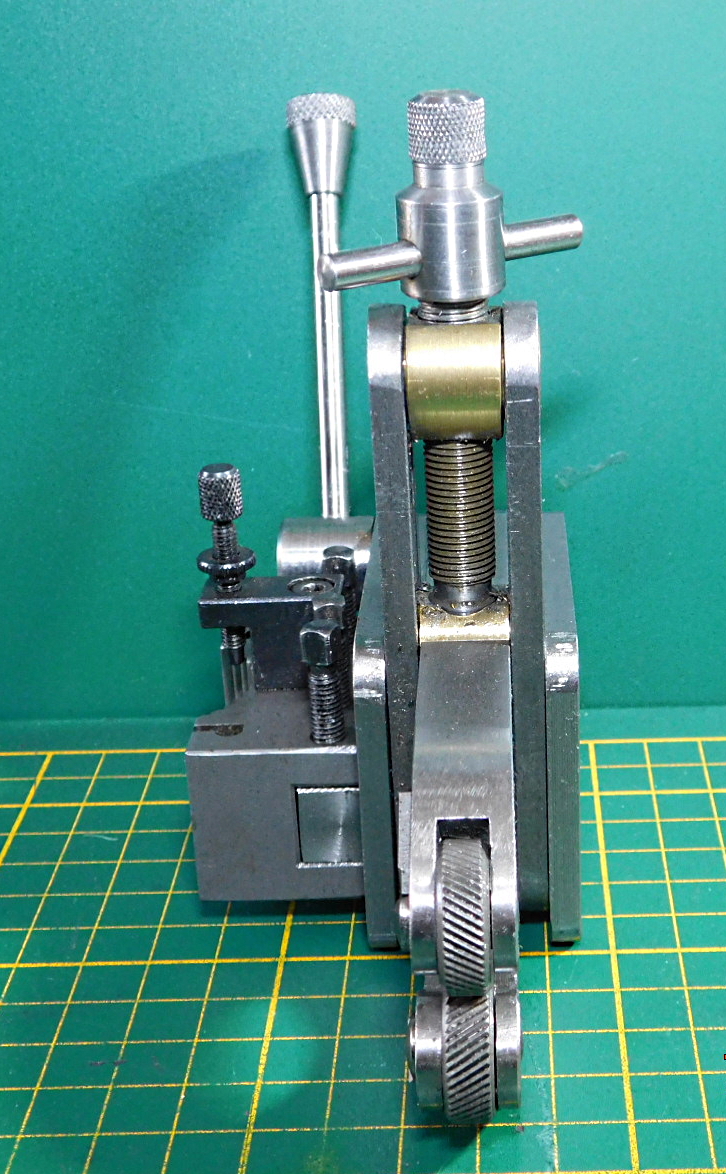
Heute habe ich das Teil fertiggestellt. Das Rändelgerät ist nun zum Gebrauch bereit..
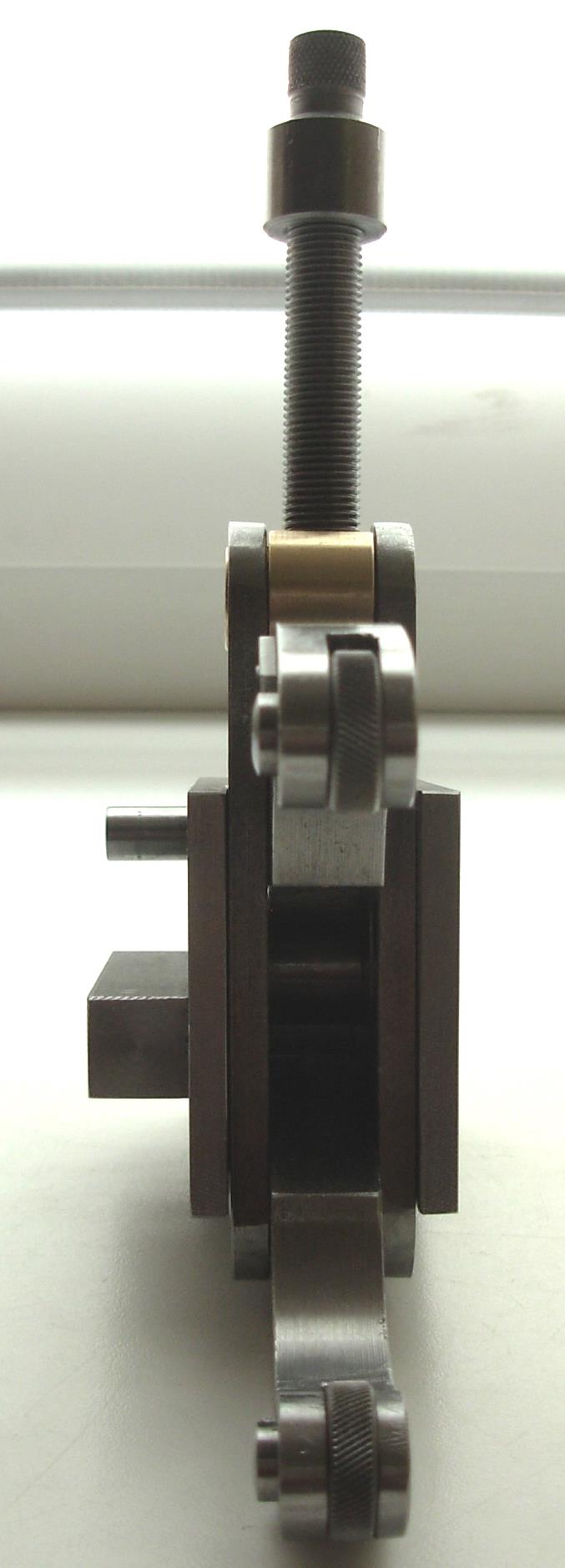
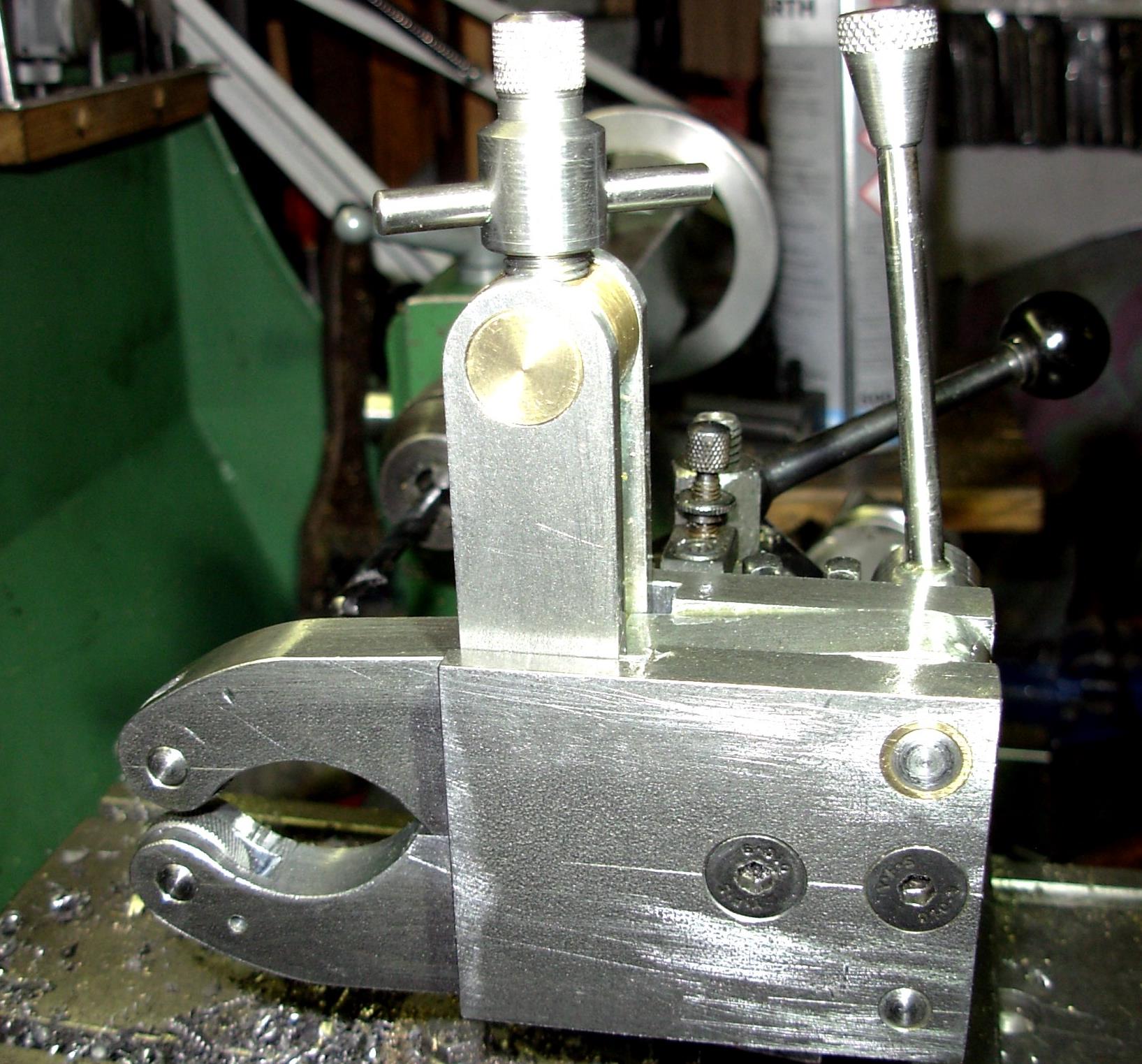 Nach dem die Knebelschraube und der Handhebel für den Excenter fertig gestellt waren, habe ich das Teil schon mal auf der Drehmaschine eingespannt.
Nach dem die Knebelschraube und der Handhebel für den Excenter fertig gestellt waren, habe ich das Teil schon mal auf der Drehmaschine eingespannt. Der Hebel bewegt einen Excenter, dadurch ist der Druck feinfühlig zu dosieren.
Der Hebel bewegt einen Excenter, dadurch ist der Druck feinfühlig zu dosieren.




Endgültige Beschriftung.
Inzwischen habe ich andere Präge-Räder besorgt, die nicht so fein sind. Dazu musste ich den Rad-Sitz etwas erweitern.
Die gesamte Herstellungszeit betrug ca. 35 - 40 Stunden.
Die meiste Zeit brauchte ich um die Maschinen auf die jeweilige Dreh- bzw. Fräs- Bohrposition um- und einzustellen.
The total production time was around 35 - 40 hours.
Most of the time I needed to change and adjust the machines to the respective turning or milling and drilling position.