

Kleine Bastelei
Hier zeige ich ihnen kleine Werkstücke, die ich zwischendurch gefertigt habe.
Here I show them small workpieces that I have made in between.
Einspannschaft für eine Fühlhebel-Messuhr.
2024
Vor einigen Jahren habe ich eine schweizer Fühlhebel-Messuhr geschenkt bekommen. Der Daten-Ausgang der mechanischen Uhr war abgeschnitten. Ich hatte damals einen Halter mit einem Ø 4 mm Stift angebracht. das erlaubte lediglich eine Spannmöglichkeit des Messgerätes.
Der Schwalbenschwanz hatte ein, nicht übliches Maß.
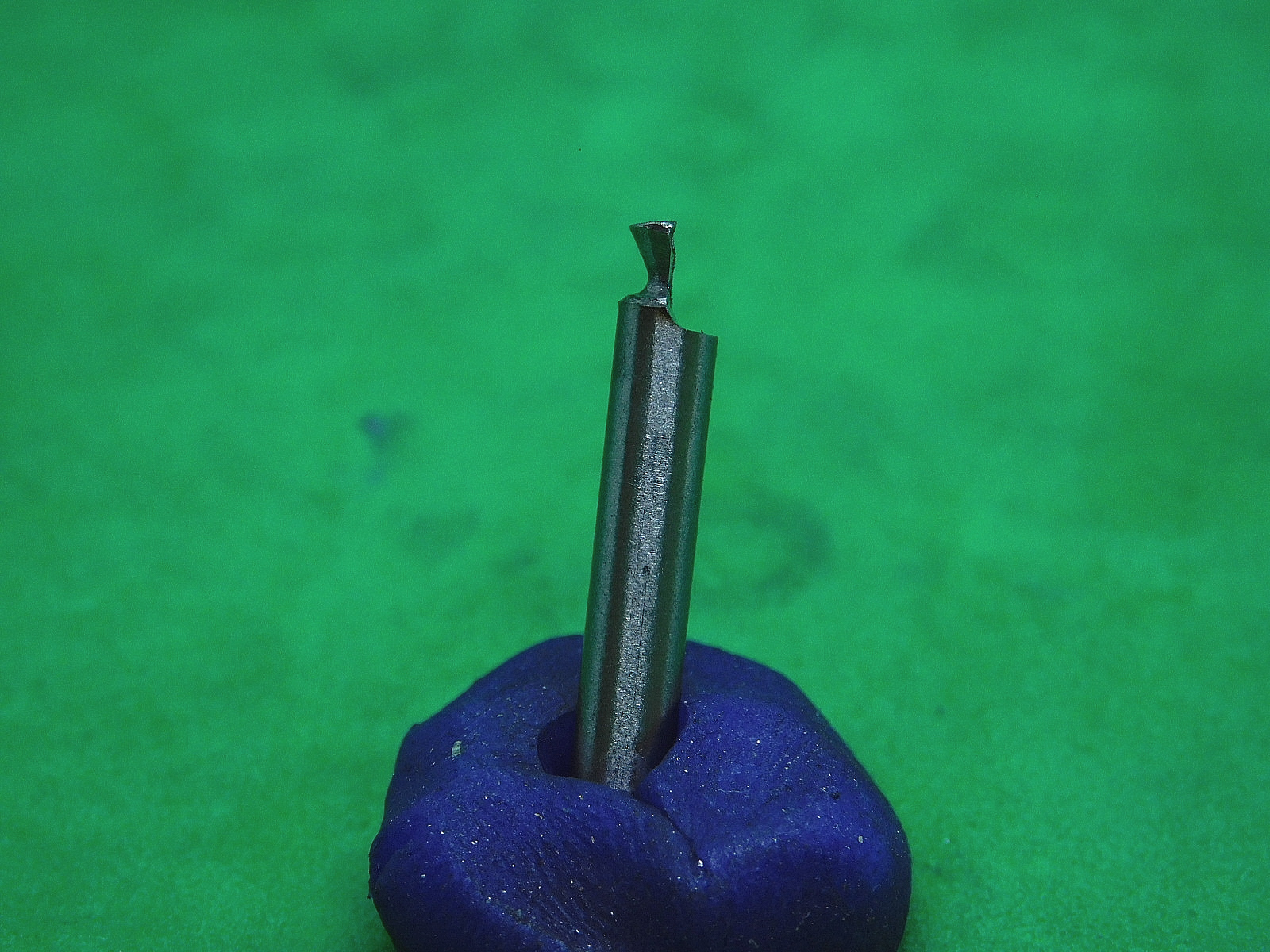
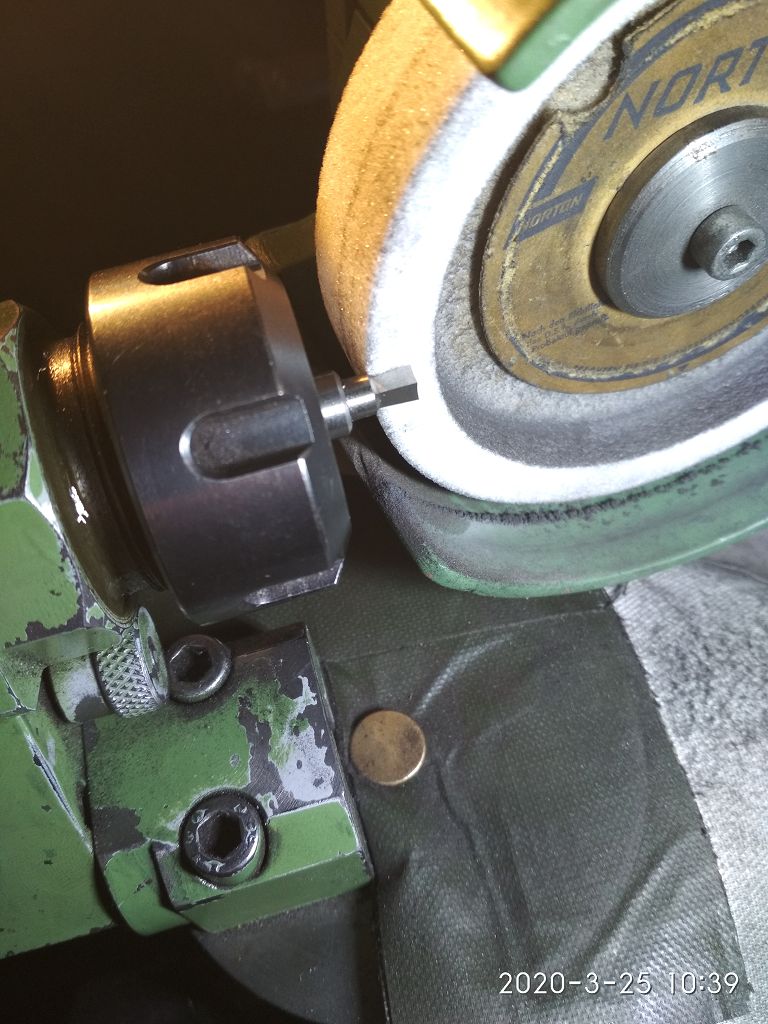
Aus einem Ø 4 mm Stichel-Rohling habe ich mir einen Schwalbenschwanz-Fräser geschliffen. Die schmalste Stelle des Fräsers beträgt im Durchmesser gerade mal 2 mm.
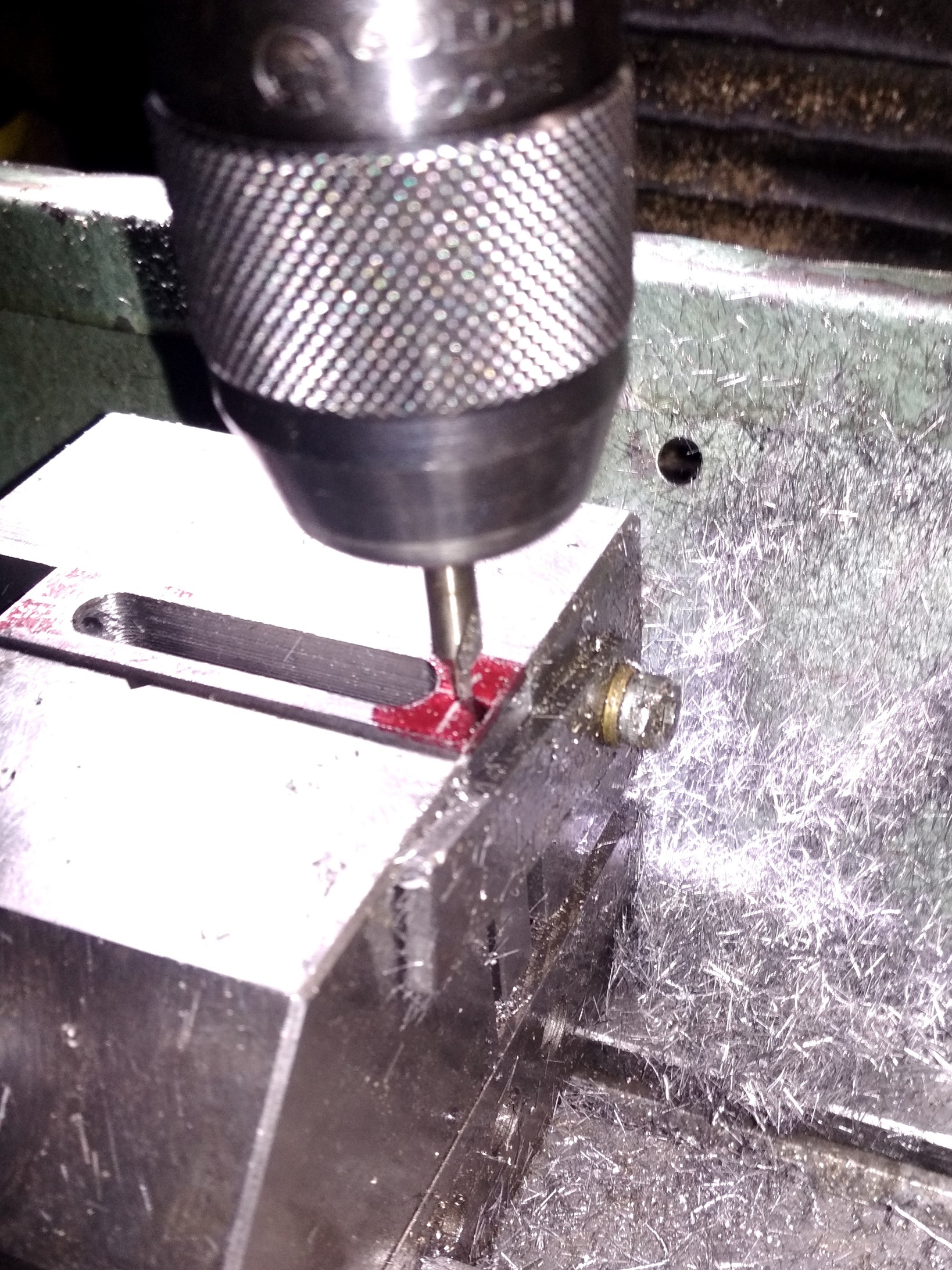
In ein Stück Ø 8 mm Rundmaterial habe ich ein 3 mm Nut 2,5 mm tief eingefräst und im Anschluss wurde mit dem angefertigten Stichel der Schwalbenschwanz zehntel weise eingefräst. Zwischendurch immer mal wieder kontrolliert, wie die Messuhr passt.
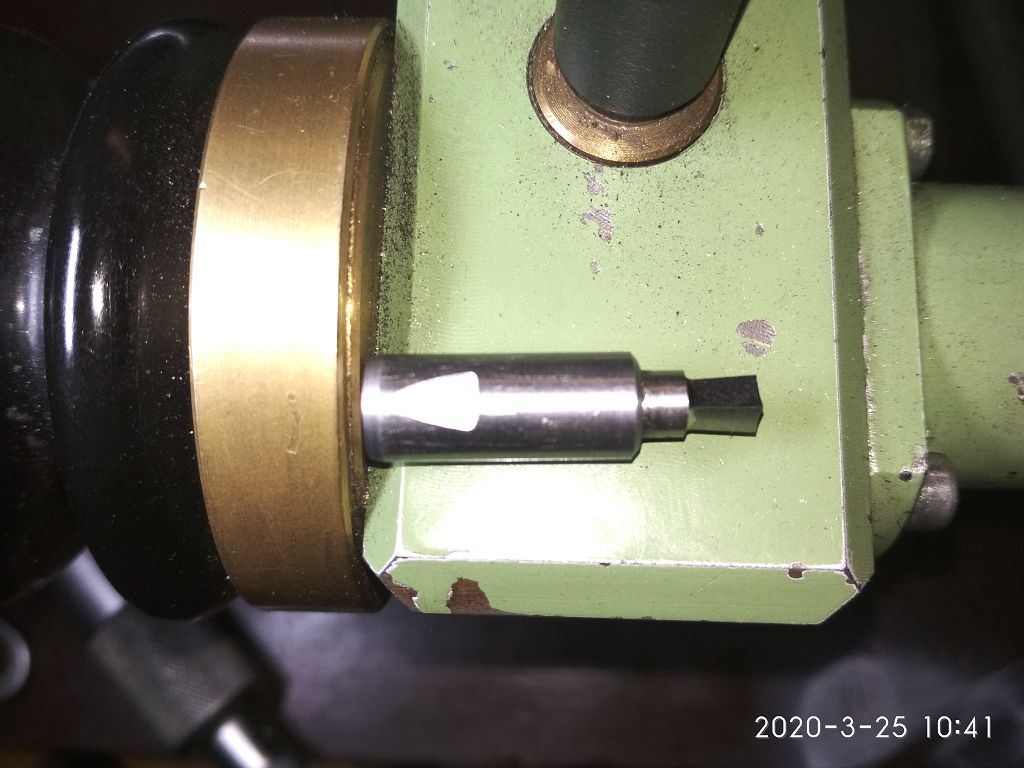
Der Schaft wurde mit 4,1 mm durchbohrt und am Ende ein M 6 Gewinde ca 15 tief eingeschnitten. Ein Stück von dem Stichelmaterial ( 4 mm HSS Drehstahl) wurde Abgeschnitten und an der Stichel-Schleifmaschine Plan geschliffen. Das dient als Druckstück zur Befestigung.
Clamping shaft for a feeler gauge.
2024
A few years ago, I was given a Swiss feeler gauge as a gift. The data output of the mechanical clock was cut off. At that time I had attached a holder with a Ø 4 mm pin, which only allowed the gauge to be clamped.
The dovetail had an unusual dimension.
I ground a dovetail cutter from a Ø 4 mm graver blank. The narrowest point of the cutter is just 2 mm in diameter.
I milled a 3 mm groove 2.5 mm deep into a piece of Ø 8 mm round bar and then milled the dovetail in tenths of a millimetre with the graver I had made. In between, I checked from time to time how the dial gauge fitted.
The shaft was drilled through with 4.1 mm and an M 6 thread was cut approx. 15 deep at the end. A piece of the graver material (4 mm HSS turning steel) was cut off and ground flat on the graver grinding machine. This serves as a pressure piece for fastening.

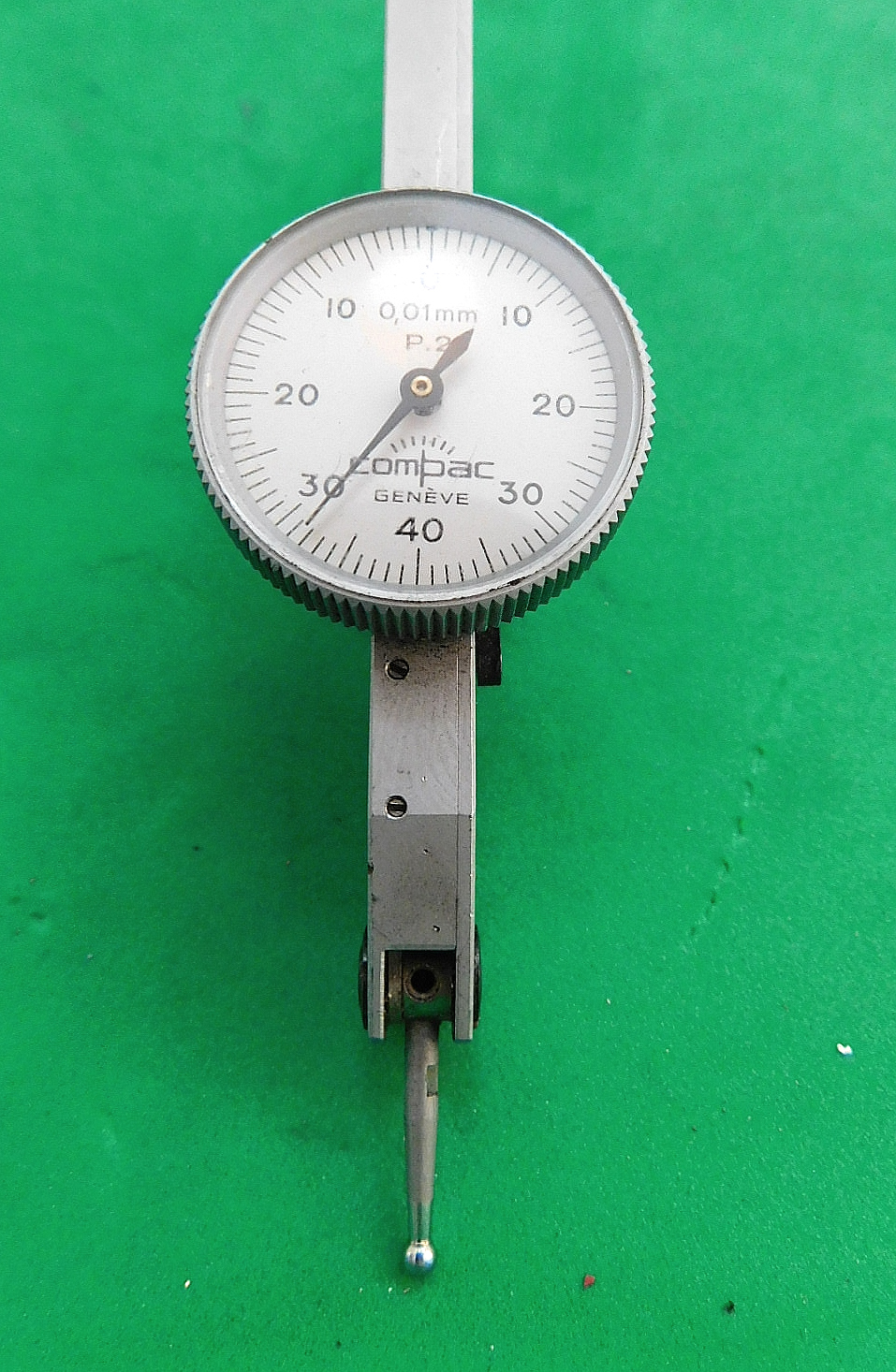
Hersteller der Fühler Messuhr "Compac- Genève". Manufacturer of the feeler dial gauge "Compac- Genève".
Schwalbenschwanz Spann-Schiene. Dovetail clamping bar.


Schwalbenschwanz-Stichel. Dovetail graver.


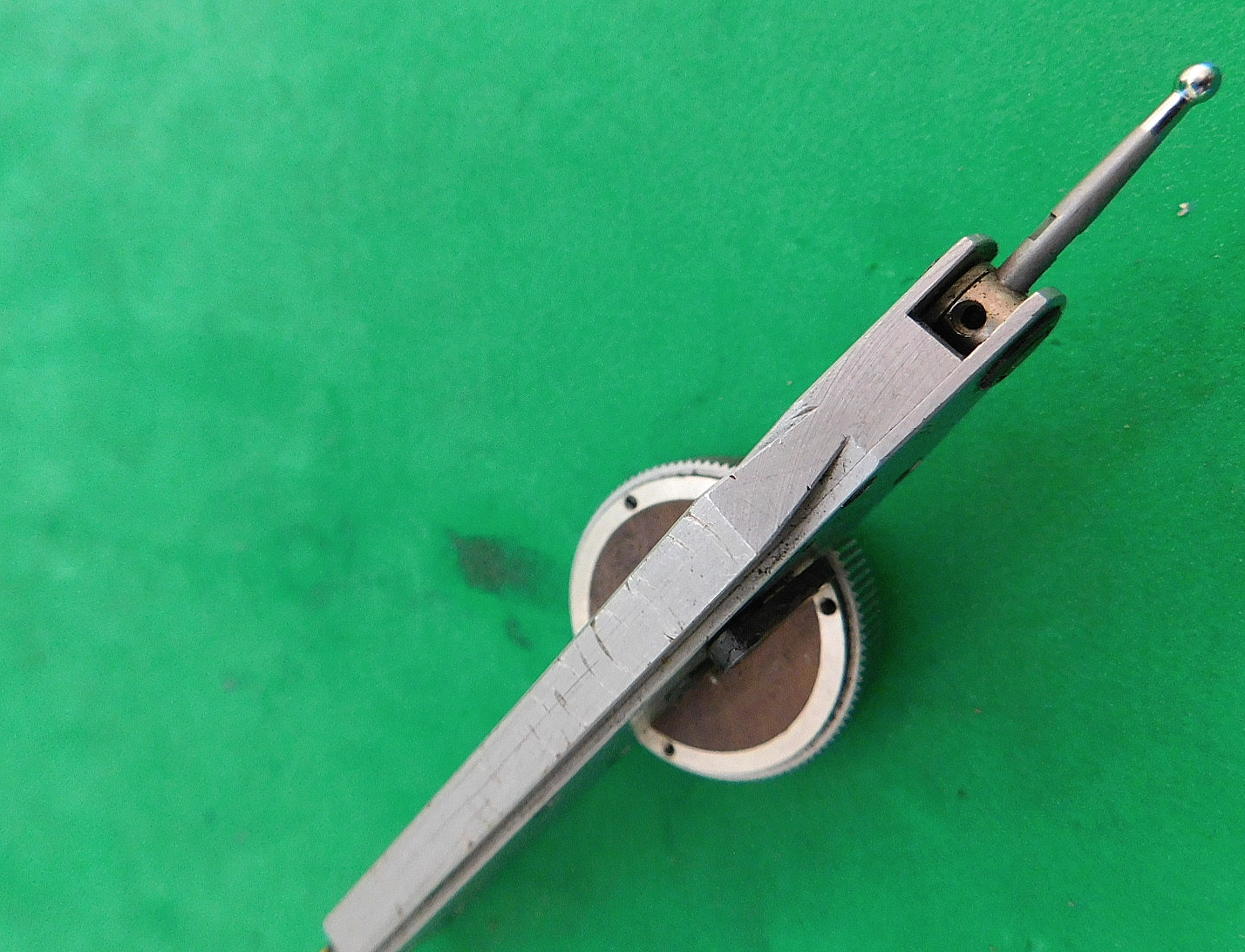
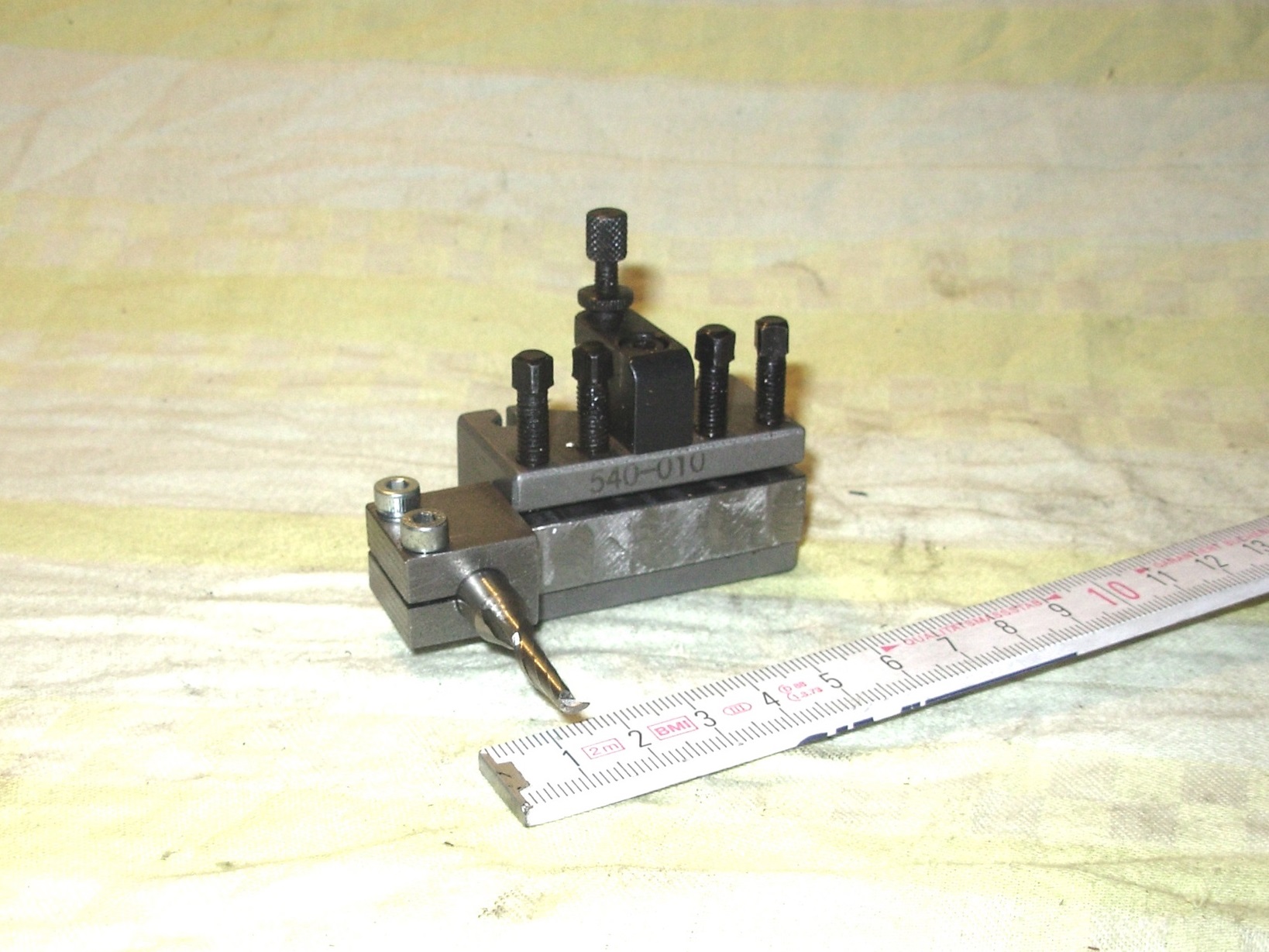
Fertig gefräste Schwalbenschwanz-Aufnahme. Ready-milled dovetail holder.

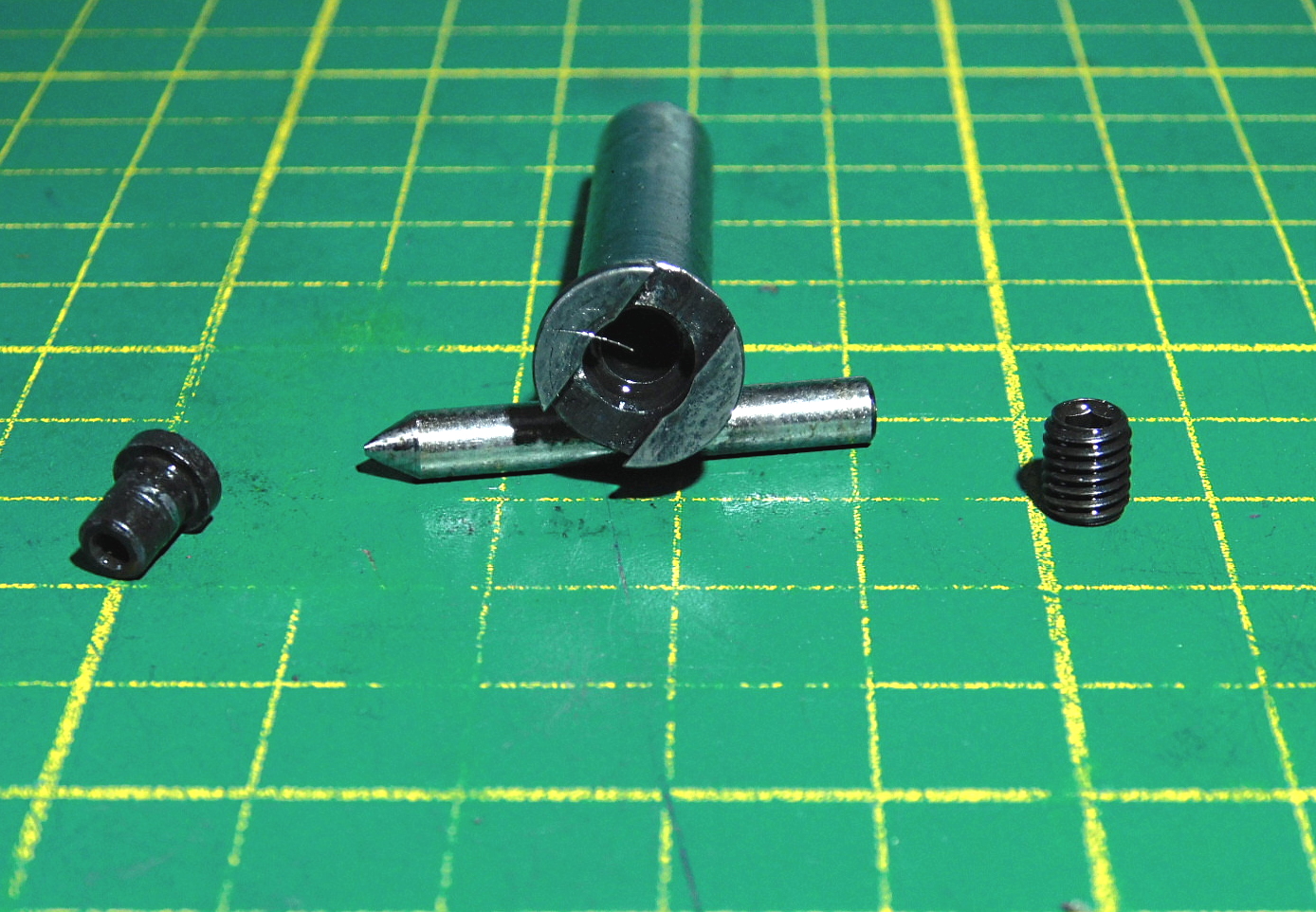
Einzelteile vom Halter. Components from the holder.


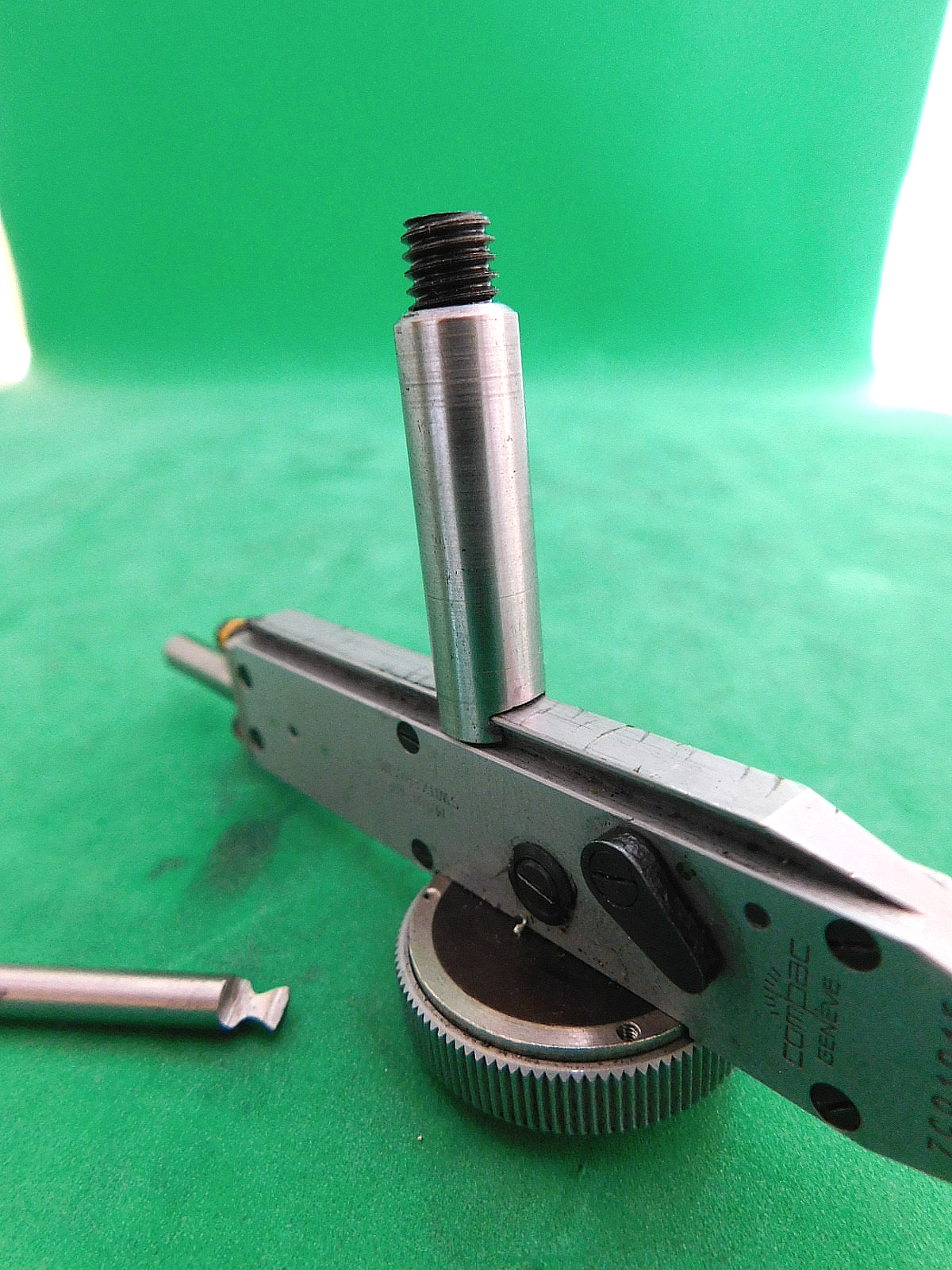
Passt perfekt. A perfect fit.
Am hinteren Ende ist der Ø 4 mm Einspannschaft zu sehen. The Ø 4 mm clamping shaft can be seen at the rear end.
Petschaft
2023
Ich habe mir einen Petschaft (Siegelstempel) für Wachs- oder Lacksiegel angefertigt. Dazu habe ich mein Logo spiegelverkehrt auf eine Messingscheibe eingraviert und ein Freund hat mir die Buchstaben in Spiegelschrift ausgeliehen.
Den Griff habe ich aus Kunststoff angefertigt.
I have made a petschaft (seal stamp) for wax or lacquer seals. I engraved my logo mirror-inverted on a brass disc and a friend lent me the letters in mirror writing.
I made the handle out of plastic.
 Die Kerbe und das Logo auf dem Schaft zeigen die Richtung an wie das Siegel aufgedrückt werden soll.
Die Kerbe und das Logo auf dem Schaft zeigen die Richtung an wie das Siegel aufgedrückt werden soll.The notch and the logo on the shaft indicate the direction in which the seal should be pressed on.
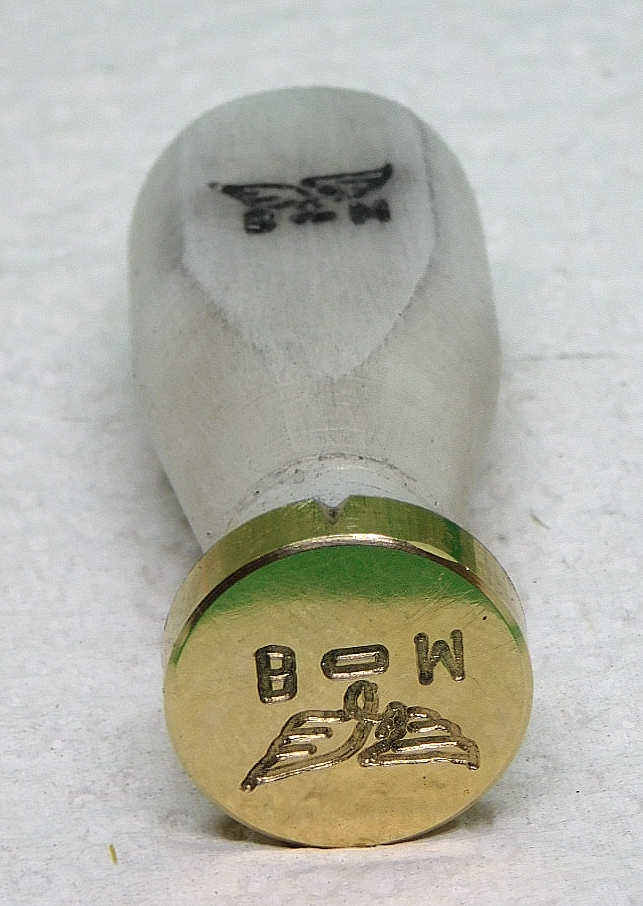 Der Stempel hat einen Durchmesser von 20 mm.
Der Stempel hat einen Durchmesser von 20 mm.The stamp has a diameter of 20 mm.

Nachdem der Siegellack endlich angekommen ist, habe ich einmal einen Probe-Abdruck gemacht.
After the sealing wax finally arrived, I made a test print.
Fallkörner
2023
Im Internet fand ich eine Zeichnung für einen Fallkörner. Ich fand , dass dies eine gute Idee war um genaue Markierungen zu körnen.
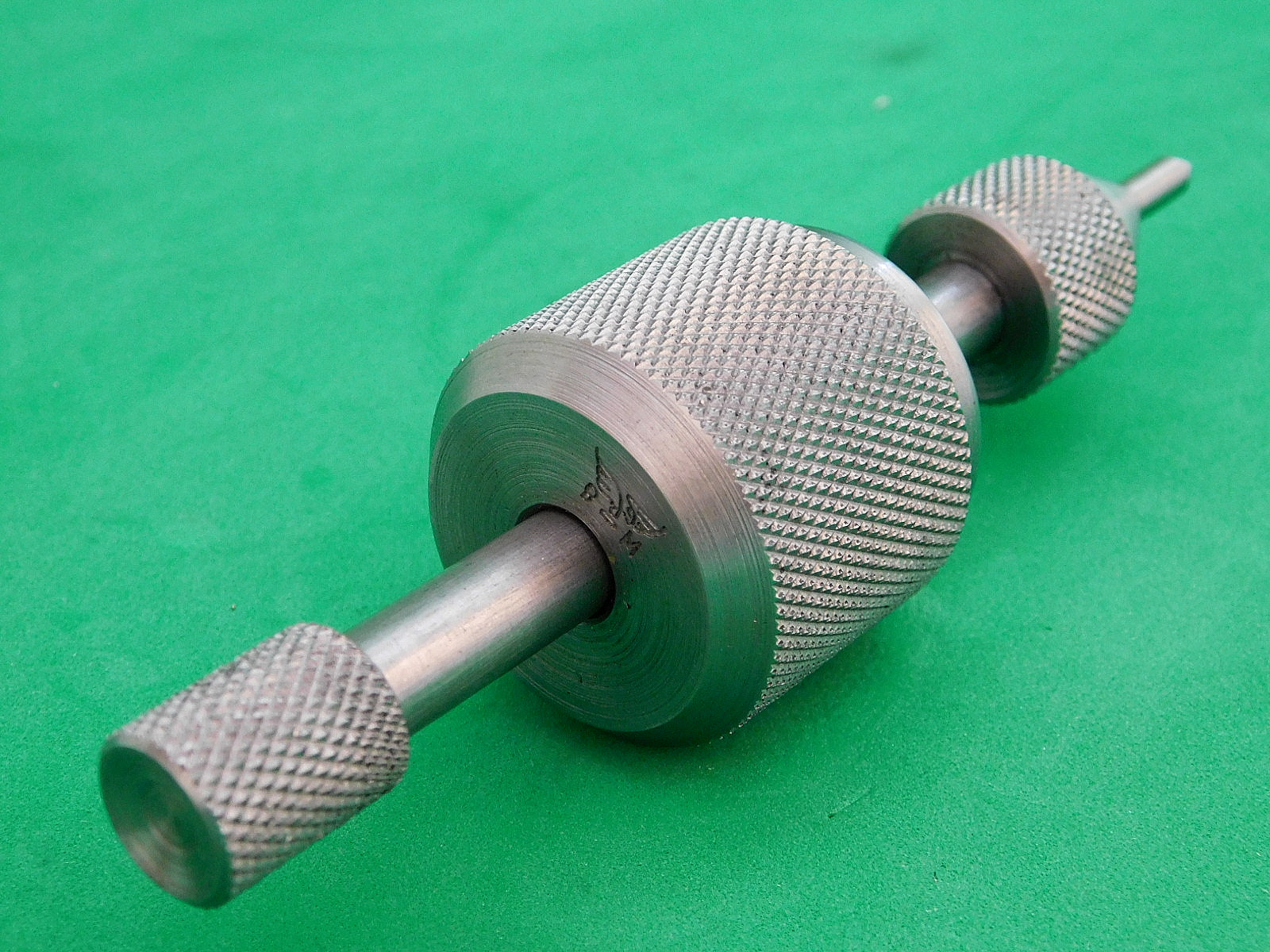
Das Gerät habe ich nachgefertigt.
Das Gerät wurde aus Reststücken von St52 gefertigt.
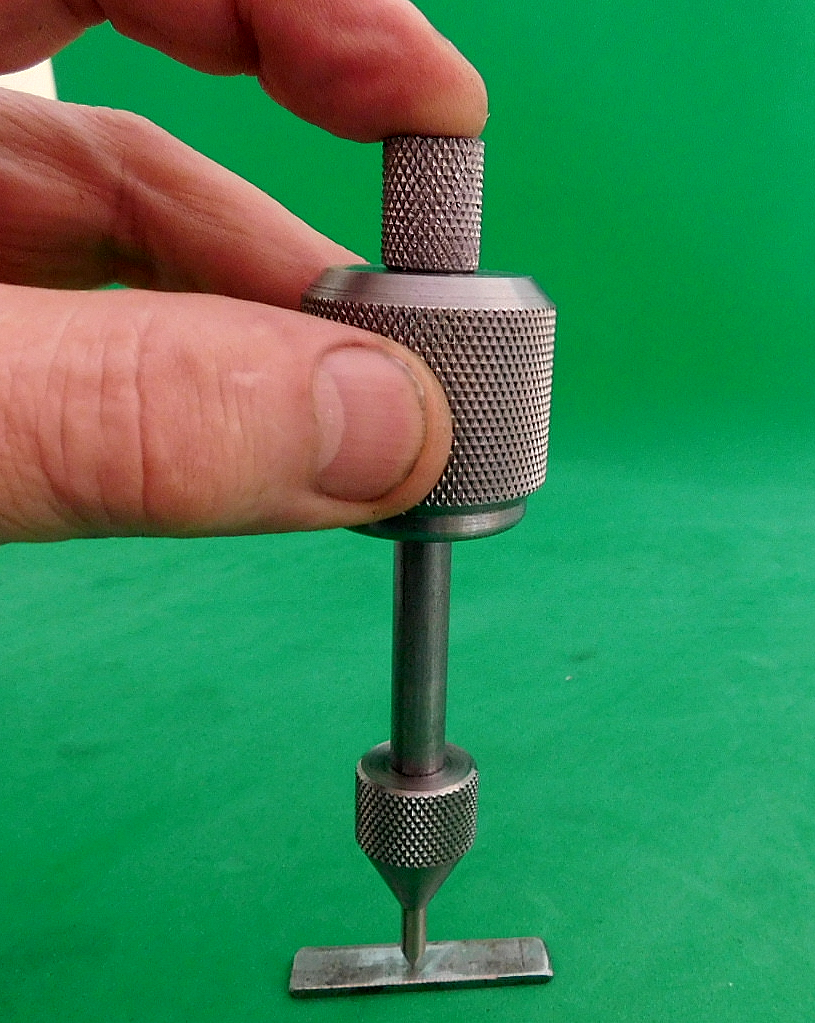
Die Körnerspitze habe ich aus einem 4 mm HSS-E Drehstahl geschliffen und eingeklebt.
Drop marker
On the internet I found a drawing for a drop marker. I found that this was a good idea for making accurate marks.
I made a copy of the device.
The tool was made from leftover pieces of St52.
I ground the point of the centre punch from a 4 mm HSS-E turning steel and glued it in place.


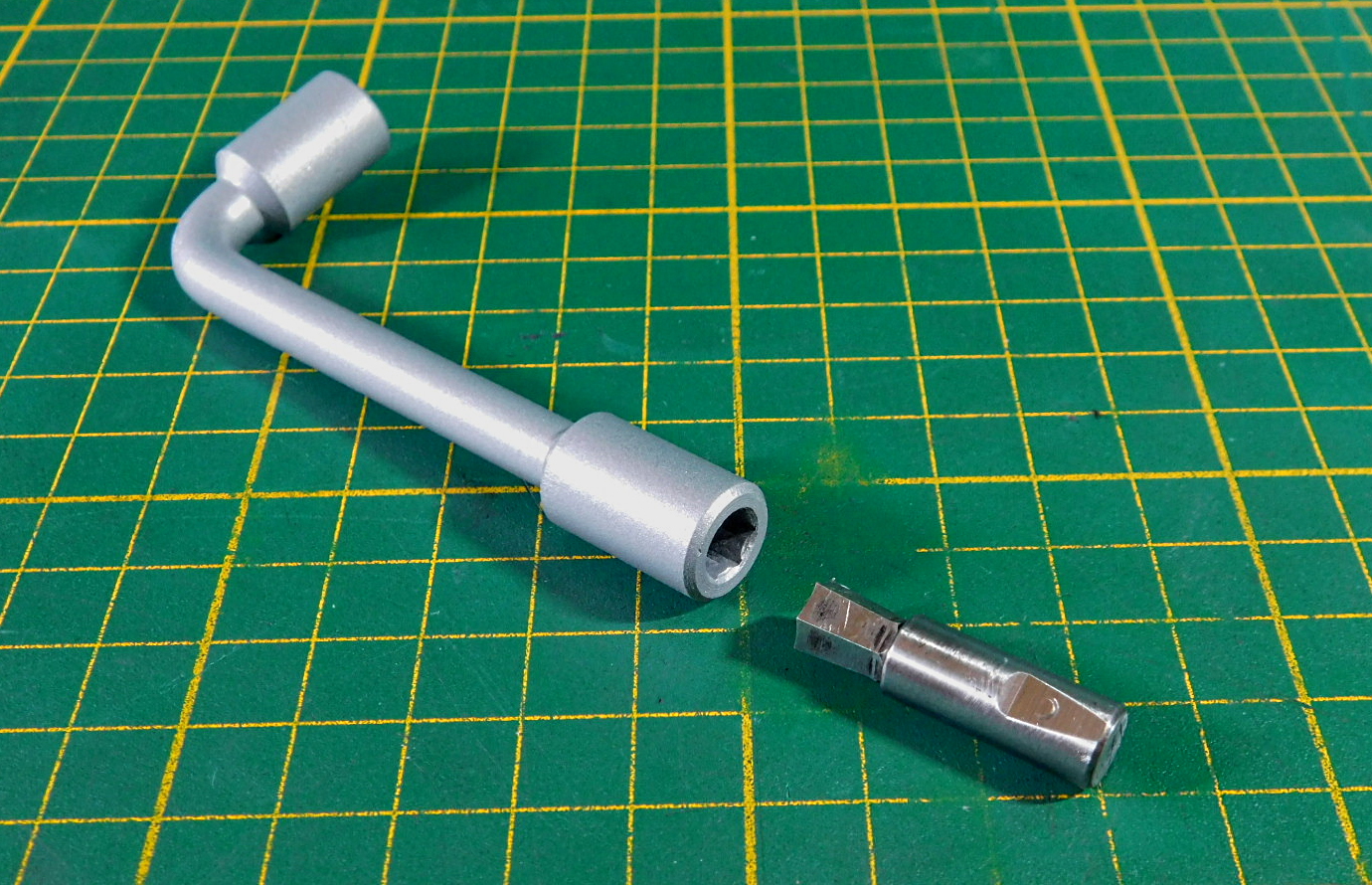
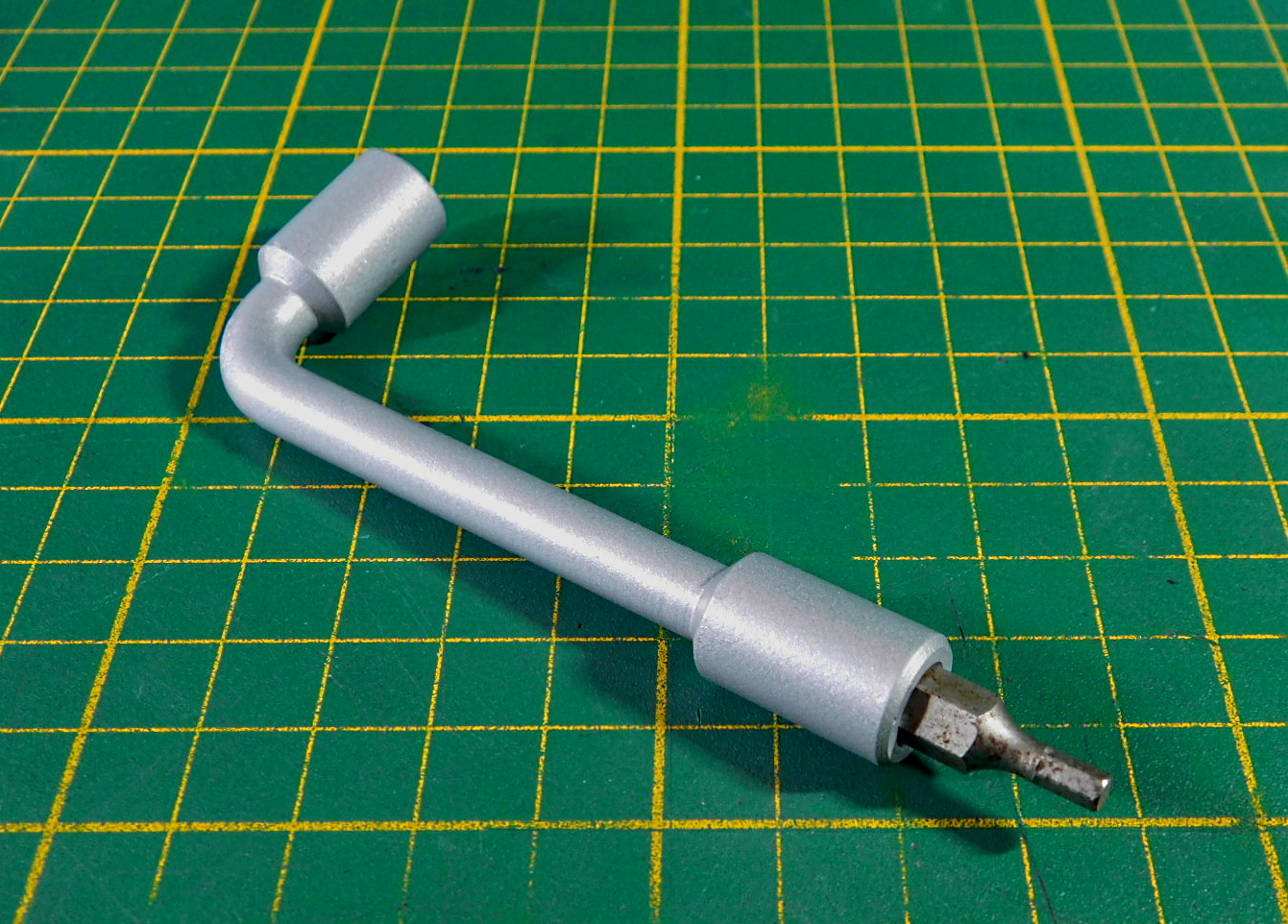
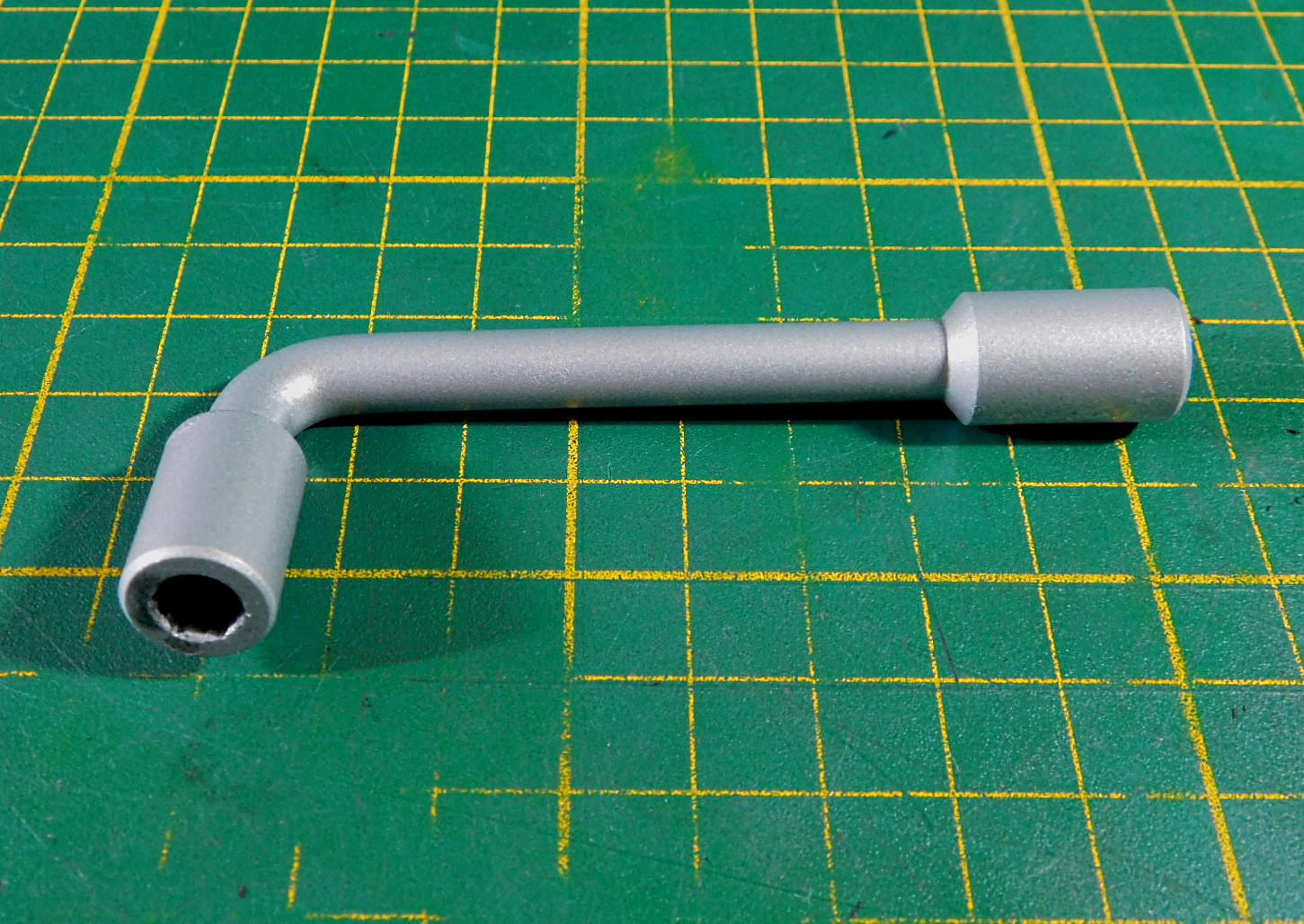
Vierkantschlüssel für Multifix
2022
Für einen Stammtisch-Kollegen habe ich einen Spannschlüssel angefertigt.
Er hatte sich eine gebrauchte Weiler Primus zugelegt und bei dem Multifix-Halter fehlte der 8 mm Vierkantschlüssel.
Der Schlüssel besteht aus C45 Stahl und den Vierkant habe ich mit dem Rotary-Broach auf der Drehmaschine eingeräumt. Dazu habe ich zuvor den Schlüssel mit Ø 8,5 mm aufgebohrt und 90° angesenkt. Der Vierkant ist ca. 9 mm tief.
I made a clamping key for a colleague from the machining forum.
He had bought a used Weiler Primus and the 8 mm square key was missing from the Multifix holder.
The key is made of C45 steel and I used the rotary broach to set the square on the lathe. To do this, I previously drilled out the key with Ø 8.5 mm and countersunk it at 90°. The square is approx. 9 mm deep.


Kleiner Drehstahlhalter
2022
Ich bin sehr günstig an einige runde HSS Drehlinge gekommen. Allerdings haben diese einen Durchmesser von 4,2 mm. In meiner Graviermaschine kann ich diese nicht einsetzten.
Allerdings für meine Bosch Drehmaschinen passen diese gut.
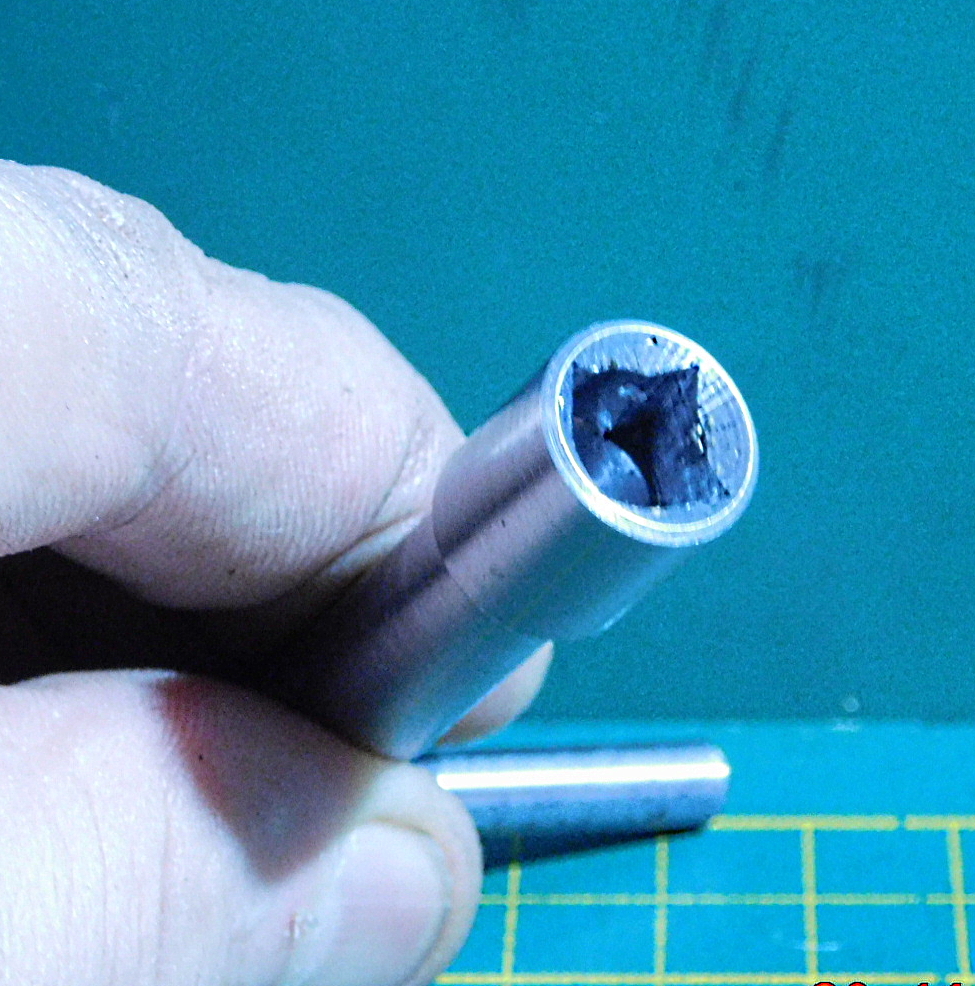
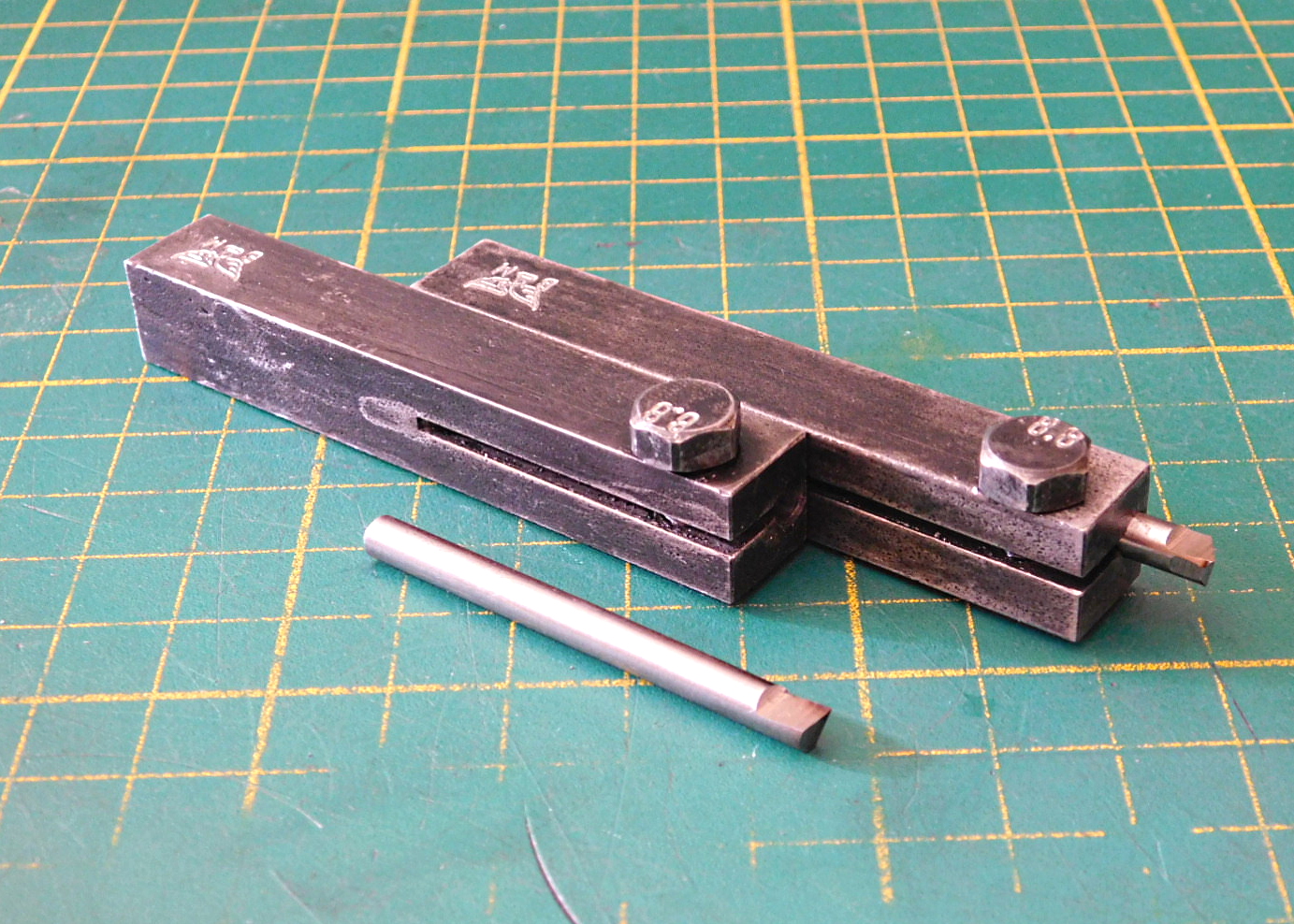
Dafür habe ich mir zwei Drehstahlhalter gefertigt. Der Halter hat einen Querschnitt von 12 mm und eine Länge von 75 mm, genau so wie beim Originalen Teil.
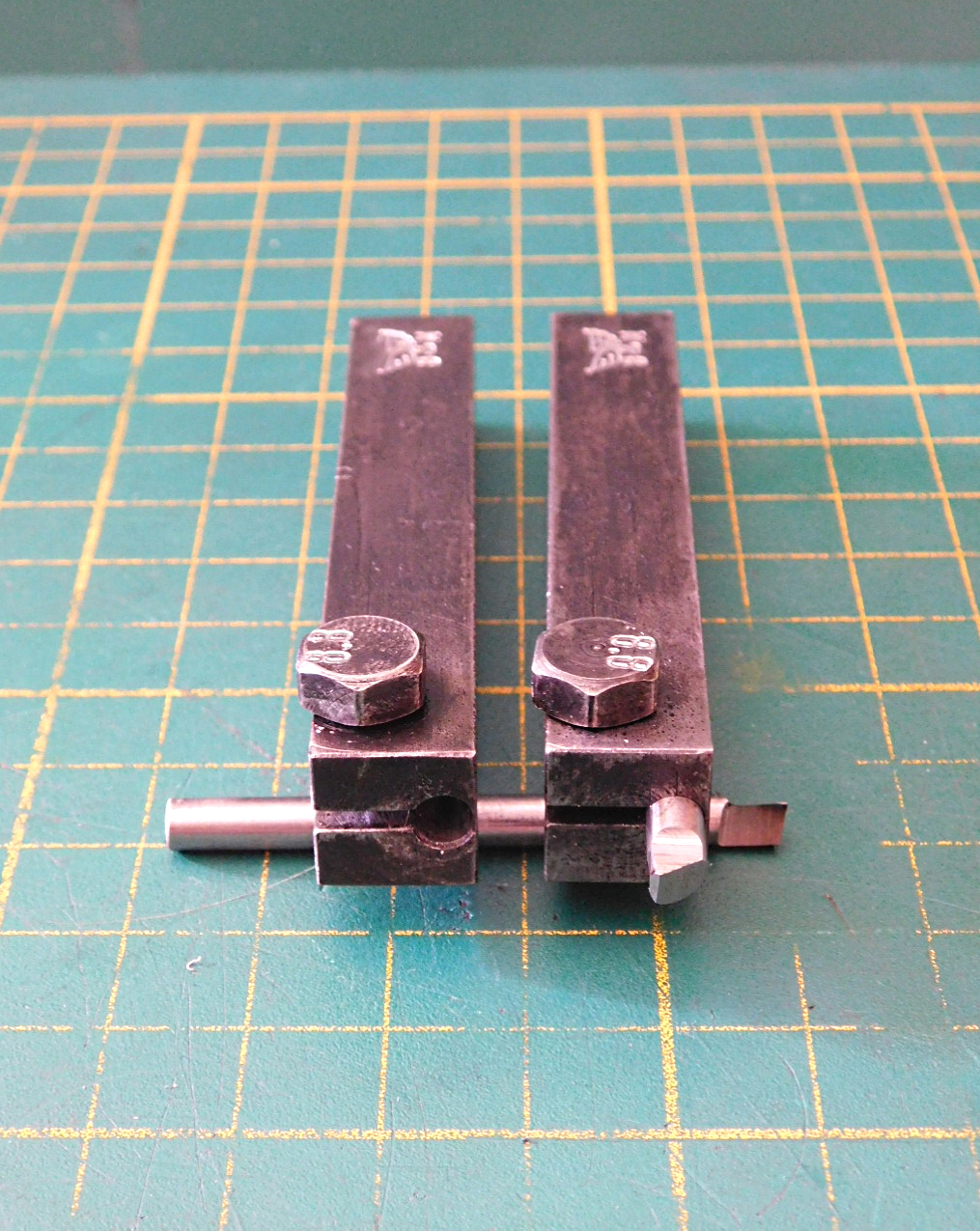
Statt der Aufnahme für quatratische Drehlinge von 4 mm habe ich eine Ø 4,2 mm Bohrung eingebracht und den Halter nur auf einer Seite geschlitzt.
Die Klemmschraube habe ich aus 42CrMo4 gefertigt, da das M 5 Gewinde einen 9 mm Sechskantkopf für den originalen Schlüssel bekam.
Small turning tool holder
I got some round HSS turning tools at a very good price. However, they have a diameter of 4.2 mm. I cannot use them in my engraving machine.
However, they fit well for my Bosch lathes.
I have made two turning tool holders for them. The holder has a cross-section of 12 mm and a length of 75 mm, just like the original part.
Instead of the 4 mm hole for square turning rings, I drilled a Ø 4.2 mm hole and slotted the holder on one side only.
I made the clamping screw from 42CrMo4, as the M 5 thread had a 9 mm hexagonal head for the original spanner.

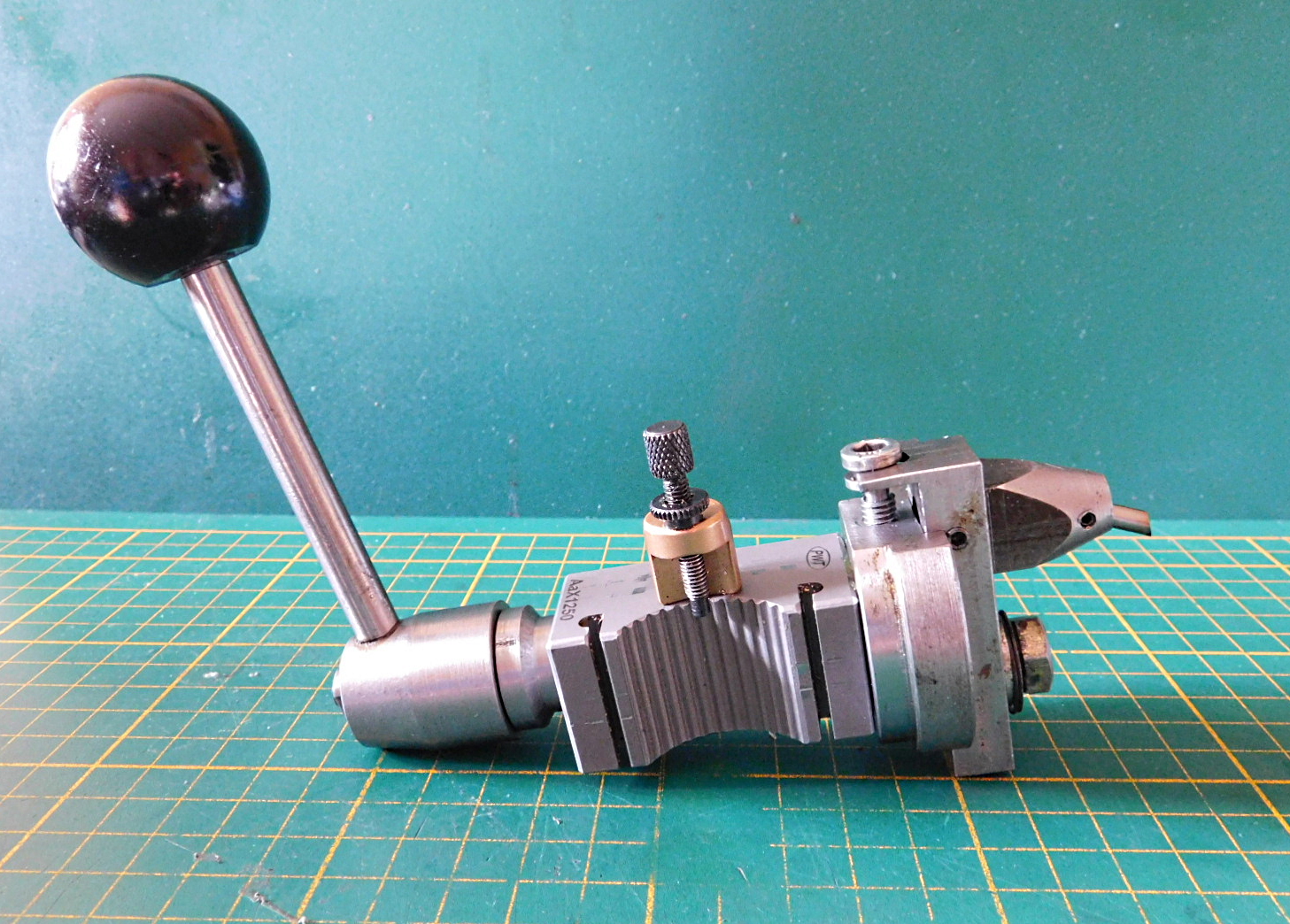
Kugel-Drehapparat
2022
Vor vielen Jahren habe ich einmal einen Kugel-Dreh-Apparat gefertigt.
Die Drehachse war in einem Alu-Klotz gelagert. Um das Teil zu nutzen, musste jedes mal der Stahlhalter entfernt werden. Die Ausrichtarbeit für den Stahlhalter war danach jedes mal wieder notwendig.
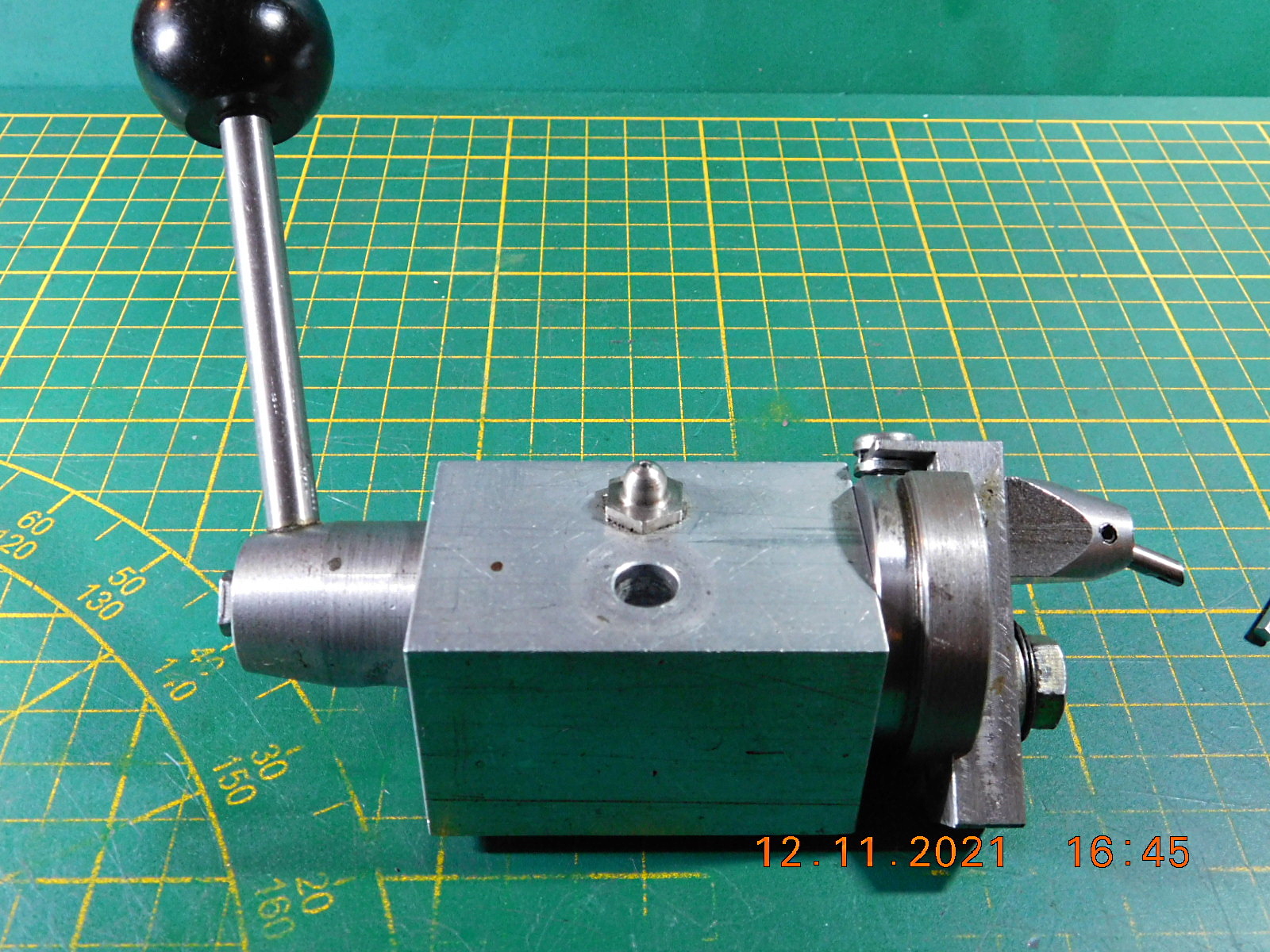
Ich habe für mein Multifix Aa System einen, selbst zu bearbeitenden, Wechseleinsatz gefunden. Diesen Einsatz habe ich so bearbeitet, dass mein bisheriger Kugel-Dreh-Apparat dort eingesetzt werden konnte.
Die Achse des Apparates läuft in Bronze-Buchsen. Diese haben lediglich eine Wandstärke von 0,5 mm. Der Wechselhalter wurde angerissen und mit Ø 13 mm aufgebohrt. Die Buchsen wurden gedreht und vorgebohrt. Nach dem Einpressen mit Loctite 648 wurde die Bohrung auf Ø12 mm aufgerieben.
Nach der Montage musste nur noch die Spitzenhöhe eingestellt werden und das Teil war einsatzbereit.
Ball turner
Many years ago I have made a ball-turning apparatus.
The rotary axis was mounted in an aluminium block. To use the part, the steel holder had to be removed each time. The adjustment work for the steel holder was necessary every time afterwards.
I found an exchangeable insert for my Multifix Aa system that I could machine myself. I machined this insert so that my previous ball-turning attachment could be used there.
The axle of the apparatus runs in bronze bushes. These have a wall thickness of only 0.5 mm. The exchangeable holder was scribed and drilled out with Ø 13 mm. The bushings were turned and pre-drilled. After pressing them in with Loctite 648, the bore was reamed to the axle diameter of Ø12 mm.
After assembly, only the centre height had to be adjusted and the part was ready for use.
 Das war die bisherige Apparatur.
Das war die bisherige Apparatur.That was the previous equipment.
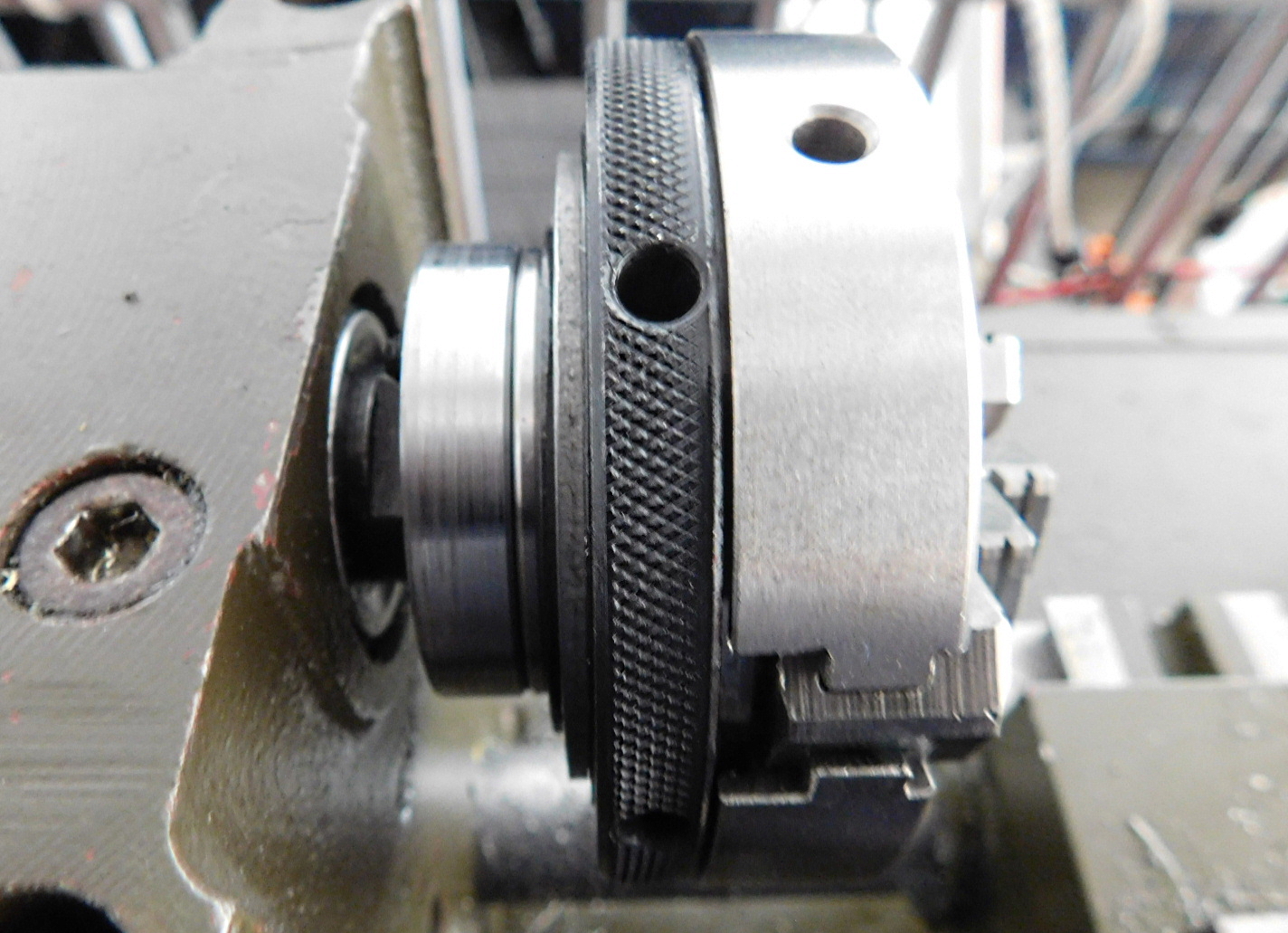
 Einsatz auf der Drehmaschine.
Einsatz auf der Drehmaschine.Use on the lathe.
 Wechsel-Halter der Größe Aa bearbeitet, mit Bronzebuchsen versehen und aufgerieben.
Wechsel-Halter der Größe Aa bearbeitet, mit Bronzebuchsen versehen und aufgerieben.Aa size change holder machined, bronze bushes fitted and reamed.
 Fertig montiert.
Fertig montiert.Completely assembled.
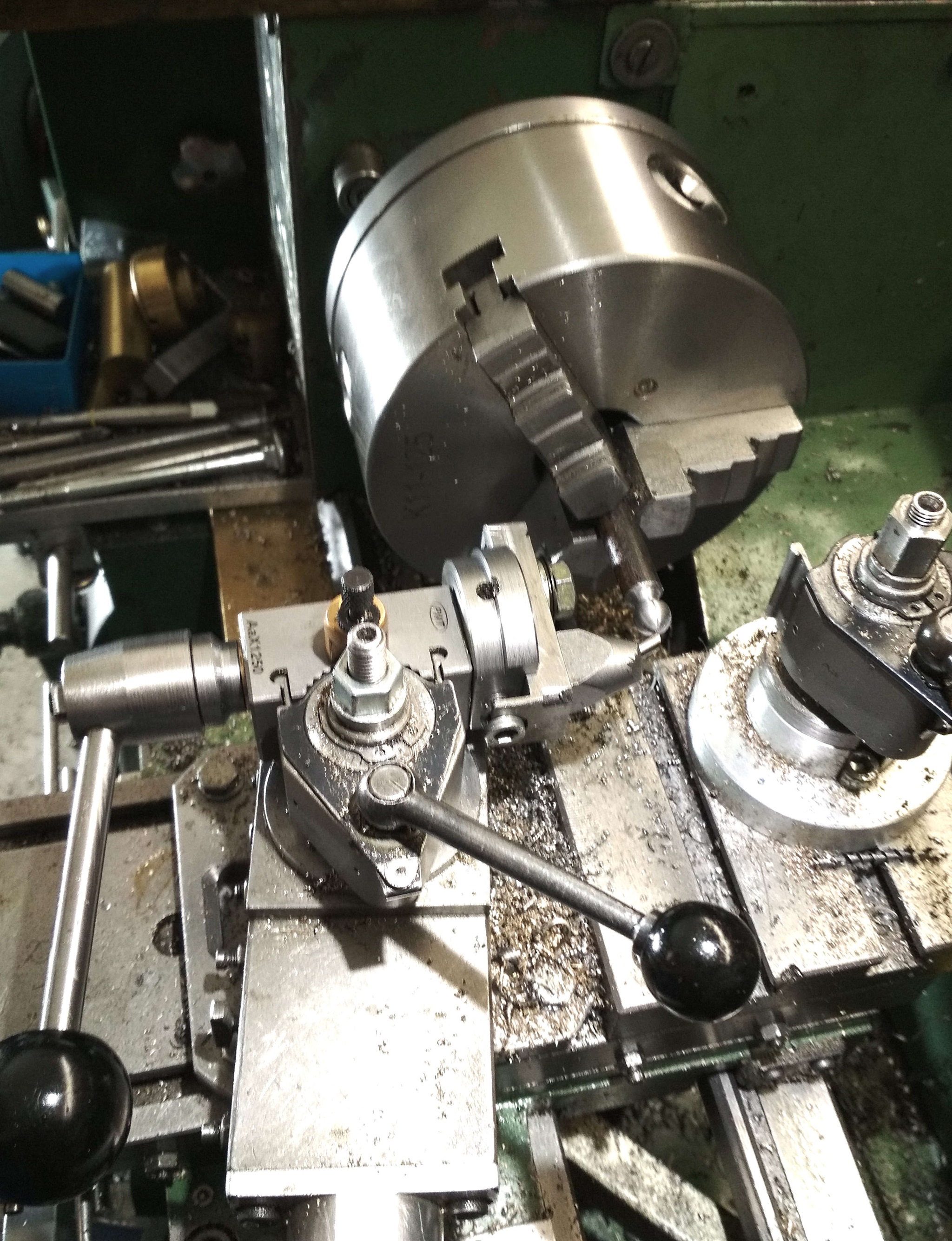 Das Gerät im Einsatz auf der Drehmaschine.
Das Gerät im Einsatz auf der Drehmaschine.The unit in use on the lathe.
Nun ist es wesentlich einfacher und schneller zwischen den einzelnen Arbeitsschritten das Werkzeug zu wechseln. Eine Entfernung vom Stahlhalter-Grundkörper, mit nachfolgender erneuter Ausrichtung, ist nicht mehr erforderlich.
Now it is much easier and faster to change the tool between the individual work steps. It is no longer necessary to remove the tool from the steel holder body and then adjust it again.
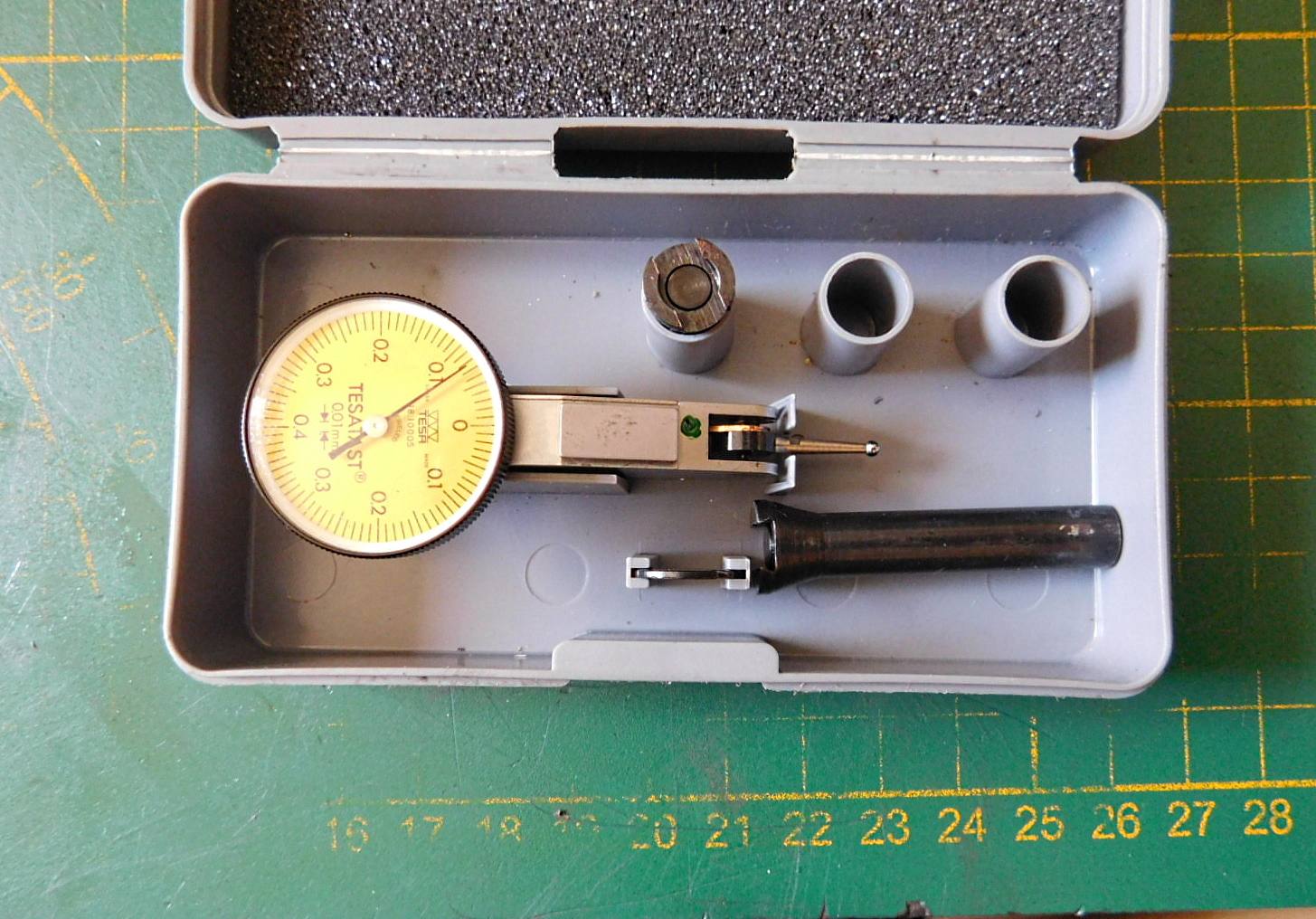
Spannaufnahme für einen Messtaster
2022
Ich habe günstig einen Neuen Messtaster der schweizer Fa.Tesa erstanden. Dabei ist eine kurze Spannaufnahme. Um etwas flexibler zu sein habe ich mir eine längere Spann-Aufnahme gefertigt.
Ein Stück Stahl in die Fräsmaschine eingespannt und eine Nut mit einer Breite von 4 mm und einer Tiefe von 1,4 mm eingefräst. Im Anschluss mir einem selbst geschliffenen 60° Schwalbenschwanz-Stichel den erforderlichen Schwalbenschwanz eingefräst.
in der Spannzange den Schaft auf 8 mm abgedreht und abgestochen.
Vom Schaftende aus mit 4,2 mm durchbohrt und ein Gewinde M5 ca, 20mm tief eingeschnitten.
Den Schaft umgedreht und an der Schwalbenschwanzseite eine Vertiefung von ca. 2mm mit einem Fräser mittig eingefräst.
In dieser Vertiefung sitzt später ein Druckstück, dass mit einer M5 Madenschraube vom Schaftende aus den Schwalbenschwanz klemmt. Zwischen Druckstück und Madenschraube habe ich eine 4 mm Druckstange eingebaut.
Clamping fixture for a touch gauge
I bought a new probe from the Swiss company Tesa at a good price. It comes with a short clamping fixture. To be a bit more flexible, I made a longer clamping fixture.
I clamped a piece of steel in the milling machine and milled a groove with a width of 4 mm and a depth of 1.4 mm. Then I milled the required dovetail with a 60° dovetail graver I ground myself.
Turned the shank to 8 mm in the collet and cut it off.
Drill a 4.2 mm hole from the end of the shaft and cut an M5 thread approx. 20 mm deep.
Turn the shaft upside down and cut a recess of approx. 2mm in the centre of the dovetail side with a milling cutter.
Later on, a pressure piece will sit in this recess and clamp the dovetail with an M5 grub screw from the end of the shaft. Between the pressure piece and the grub screw I installed a 4 mm pressure rod.
 Einzelteile.
Einzelteile.Components.
 Zusammenbau.
Zusammenbau.Assembling.
Spanndorn für Scheibenfräser
13.07.2022
Heute habe ich einen Spanndorn für Scheibenfräser mit einer Ø 13 mm Bohrung gefertigt.
Material ist St 52-3.
Today I made a clamping mandrel for disc cutters with a Ø 13 mm bore.
The material is St 52-3.
 Einzelteile
EinzelteileParts
 Zusammenbau.
Zusammenbau.Assembling.

 Der Spannschaft hat einen Ø von 16 mm.
Der Spannschaft hat einen Ø von 16 mm.The clamping shaft has a diameter of 16 mm.
Futterflansche
09.03.2022
Für einen netten User habe ich drei Flansche für seine Bosch-Drehmaschine angefertigt.
Ich nehme ja keine Anfragen zu der Herstellung von Teilen an. Da es sich aber um direkt drei solcher Flansche handelte habe ich mich breit schlagen lassen.
Für das Spindel-Gewinde der Bosch-Combi Drehmaschine sind die Flansche fertig bearbeitet. Für den Futter-Sitz ist genügend Aufmaß vorhanden, dass der Flansch auf der Maschine fertig gedreht werden kann. So ist sicher gestellt, dass der genaue zentrische Lauf des Futters gegeben ist.
Die Fertigung geht bei drei Teilen etwas flotter von der Hand, als nur bei einem Teil.
I do not accept requests for the production of parts. But since it was a matter of three such flanges, I let myself be beaten.
The flanges are finished for the spindle thread of the Bosch-Combi lathe. There is enough allowance for the chuck seat that the flange can be turned on the machine. This ensures that the chuck runs exactly centrically.
The production of three parts is a bit quicker than with only one part.



28.12.2021
Ich war einmal wieder auf der Suche nach dem Spannhebel für meinen Multifix Aa Schnellwechselhalter. Die kleinen Spannhebel verdünnisieren sich immer mal wieder. Irgend wann laufen sie mir wieder über den Weg.
Das nutzt mir aber im Moment recht wenig, ich brauche ja jetzt den Spannhebel.
Also einen neuen Spannhebel gefertigt.
Ein Stück St.52 mit Ø 15mm habe ich in meiner Restekiste gefunden. Zunächst eine Kugel mit dem Kugel-Drehklapperatissmus angedreht und im Anschluss auf der anderen Seite einen Absatz mit Ø 8mm und einen weiteren Absatz mit Ø 5mm angedreht. Das M5 Gewinde wurde auch gleich geschnitten.
Nun wurde dieser Rohling auf dem 8mm Absatz im Dreibackenfutter gespannt und an der Kugel mit einer hohlen Gegenspitze gehalten.
Der Schaft wurde unter 2,5° Schräge abgedreht.
Dieser Rohling wurde im Dreibackenfutter ganz knapp gespannt und der Schaft wurde schräg an das Backenfutter angelegt. nun wurde die Kugel plan gedreht, so dass eine Fläche von ca. 10mm entstand. In gleicher Aufspannung zentriert und mit 8,1mm durchbohrt. Diese Bohrung dient als Kernbohrung für den 8mm Sechskant, der mit dem rotierenden Räumstempel eingearbeitet wurde. So entstand der Innensechskant von 8mm.
Zum Schluss wurde die gegenüber liegende Seite auch leicht abgedreht.
Nach etwas Entgrat-Arbeiten war der eigentliche Schlüssel fertig.
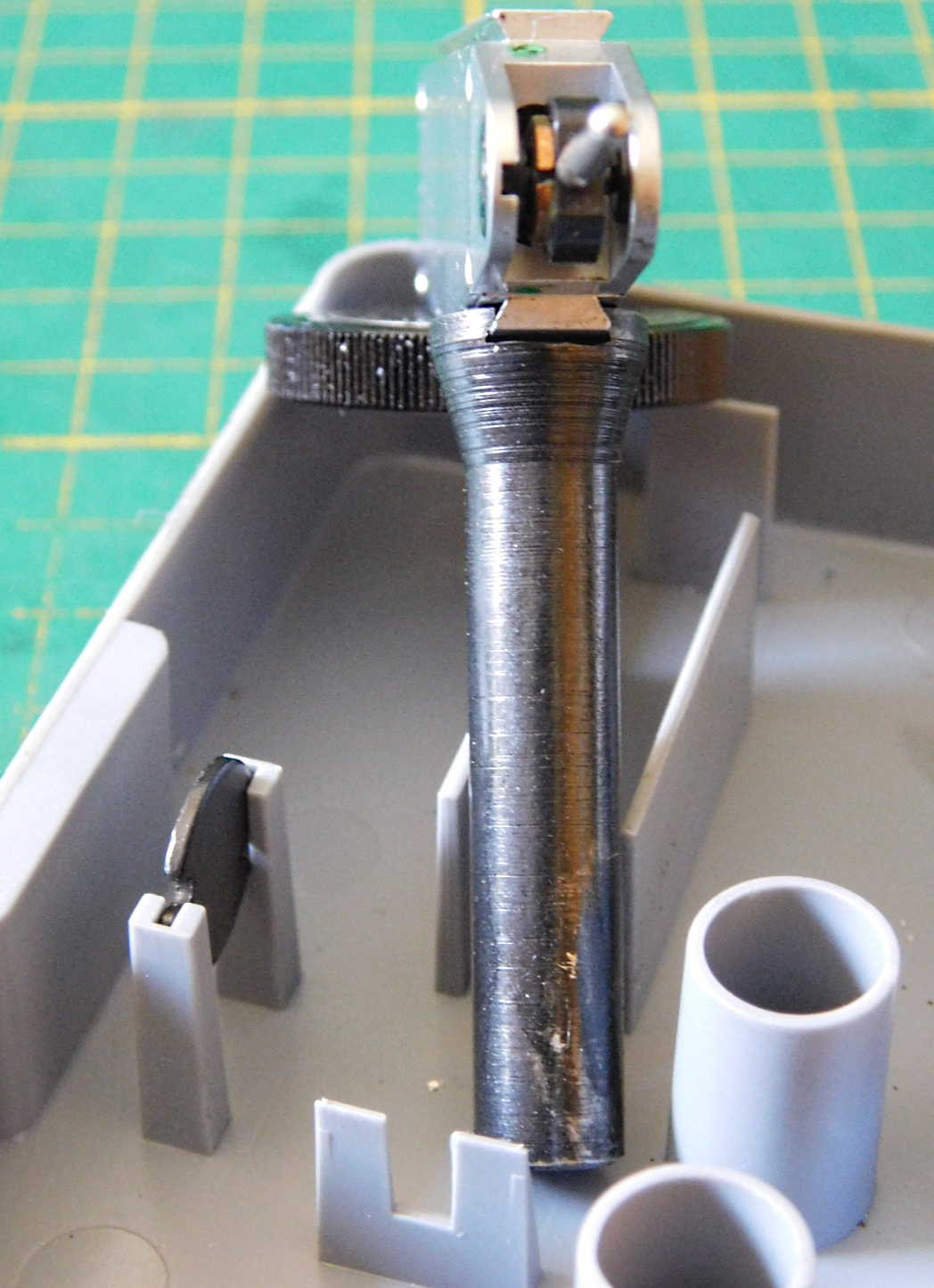
Es fehlte noch eine Kugel. Ein Stück "Plexiglas" wurde mit dem Kugeldrehapparat bearbeitet und mit einem M5 Gewinde versehen. Nachdem die Kugel verschliffen und poliert war konnte sie aufgeschraubt werden.
Das Teil ist fertig und warten darauf dass ich es wieder Suche.
I was once again looking for the clamping lever for my Multifix Aa quick change holder. The little tension levers get diluted every now and then. At some point they run across my path again.
But that is of little use to me at the moment, I need the clamping lever now.
So I made a new clamping lever.
I found a piece of St.52 steel with 15mm diameter in my scrap box. First I screwed on a ball with the ball-turning ratchet and then on the other side I screwed on a shoulder with 8mm diameter and another shoulder with 5mm diameter. The M5 thread was also cut.
Now this blank was clamped on the 8mm shoulder in the three-jaw chuck and held at the ball with a hollow counterpoint.
The shank was turned at an angle of 2.5°.
This blank was clamped very tightly in the three-jaw chuck and the shank was placed at an angle against the jaw chuck. now the ball was turned flat to create a surface of approx. 10mm. The ball was centered in the same clamping and bored through with 8.1mm. This hole serves as the core hole for the 8mm hexagon, which was machined with the rotating broach. This created the 8mm hexagon socket.
Finally, the opposite side was also slightly turned off.
After some deburring work, the actual key was ready.
A ball was still missing. A piece of "Plexiglas" was machined with the ball turning attachment and provided with a M5 thread. After the ball was ground and polished it could be screwed on.
The part is ready and waiting for me to search it again.


 Der Spannhebel steht ca.15° nach oben ab.
Der Spannhebel steht ca.15° nach oben ab.The clamping lever protrudes approx. 15 degrees upwards.

 Nach der Brünierung schaut der Spannhebel nun so aus.
Nach der Brünierung schaut der Spannhebel nun so aus.After bluing, the clamping lever now looks like this.
26.11.2021
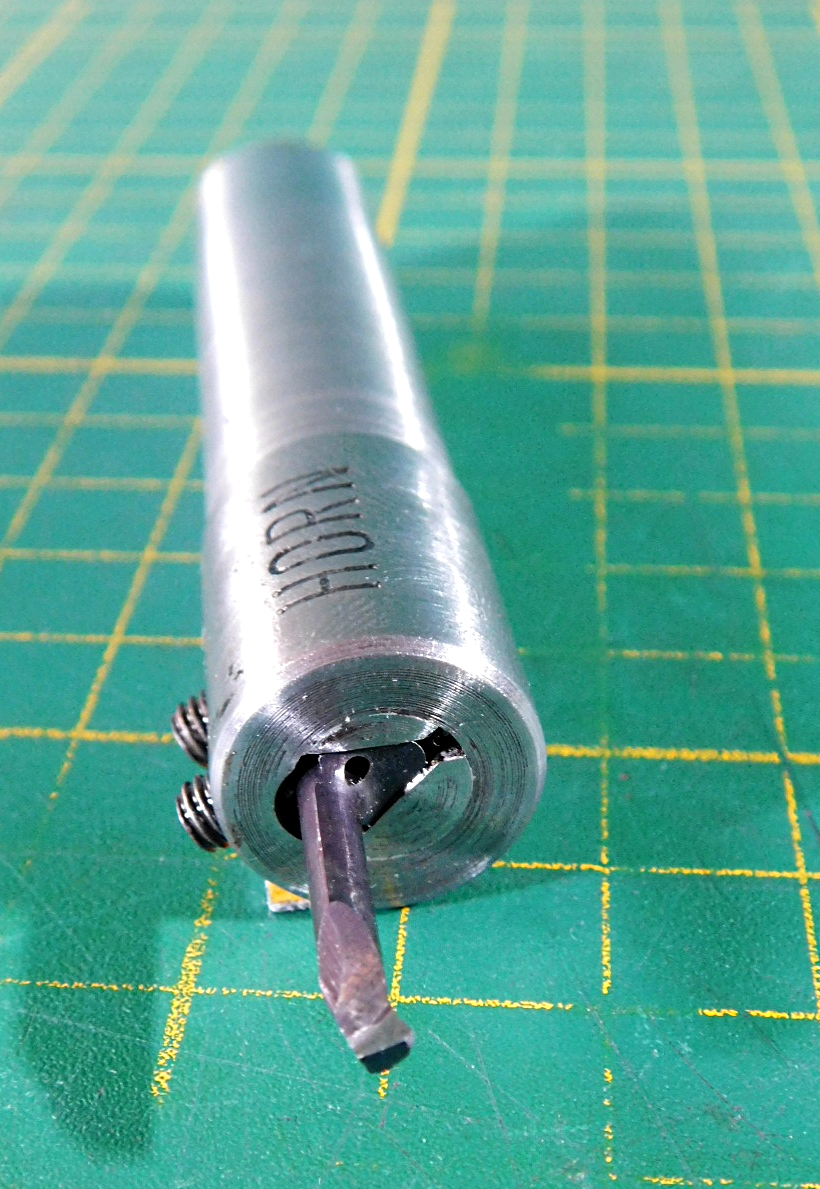
Heute habe ich einen Stahlhalter für "HORN" Drehstähle angefertigt.
Zunächst habe ich ein Stück Stahl auf Ø 9 mm Abgedreht etwas länger als die Aufnahme für den Halter werden soll. Im Anschluss habe ich in diesen Absatz eine V-Nut mit 40° von der Stirseite aus mit zwei Sägeschnitten eingefräst. Der verbliebenen Steg wurde heraus gefräst. Nun habe ich in eine Ø16mm Stahlstange ein Loch mittig mit Ø 9 mm gebohrt. Der V-Nutenabschnitt wurde in diese Bohrung unter Verwendung von Weichlotpaste , Flussmittel und etwas Installationslot verlötet. Der überstehende Rest wurde abgedreht. Die Bohrung war teilweise mit dem Lot voll gelaufen. Die breite Bohrung für die Stähle wurde mit einem Ø 5 mm Nutfräser Nachgefräßt und im Anschluss wurde die ganze Geschichte langsam erwärmt, bis das Lot wieder Weich wurde. Nun habe ich einen Horn-Drehstahl mit dem Schaft in die Bohrung gedrückt. Das überschüssige Lot wurde so heraus gedrückt. Die Horn Drehstähle bestehen aus Hartmetall und verbinden sich nicht mit dem Weichlot.
Zwei M 4 Gewindebohrungen und zwei Madenschrauben vervollständigen den Halter.
Nachdem Gravieren und Schwärzen wurde der Schaft auf 15 mm abgedreht, damit er in den Bohrstangenhalter meiner Multifix Aa Kassette passt.
Today I have made a toolholder for "HORN" turning steels.
First, I turned a piece of steel to Ø 9 mm a little longer than the holder for the holder should be. Subsequently, I milled a V-groove with 40° into this shoulder from the face side with two saw cuts. The remaining web was milled out. Now I drilled a hole in the center of a Ø16mm steel rod with Ø 9 mm. The V-groove section was soldered into this hole using soft solder paste , flux and some installation solder. The protruding rest was turned off. The hole was partially filled with the solder. The wide hole for the steels was re-milled with a Ø 5 mm groove cutter and then the whole story was slowly heated until the solder became soft again. Now I pressed a horn turning steel with the shank into the hole. The excess solder was pressed out. The Horn turning steels are made of carbide and do not bond with the soft solder.
Two M 4 threaded holes and two grub screws complete the holder.
After engraving and blackening, the shank was turned down to 15 mm to fit the boring bar holder of my Multifix Aa cassette.
 Unterschiedliche Drehstähle.
Unterschiedliche Drehstähle.Different lathe tool steels.
 In den Halter passen auch die kleinen Drehstähle links.
In den Halter passen auch die kleinen Drehstähle links.The small turning bars on the left also fit into the holder.
 Das ist die Kleine Ausführung von einem Horn Drehstahl.
Das ist die Kleine Ausführung von einem Horn Drehstahl.This is the small version of a horn turning steel.
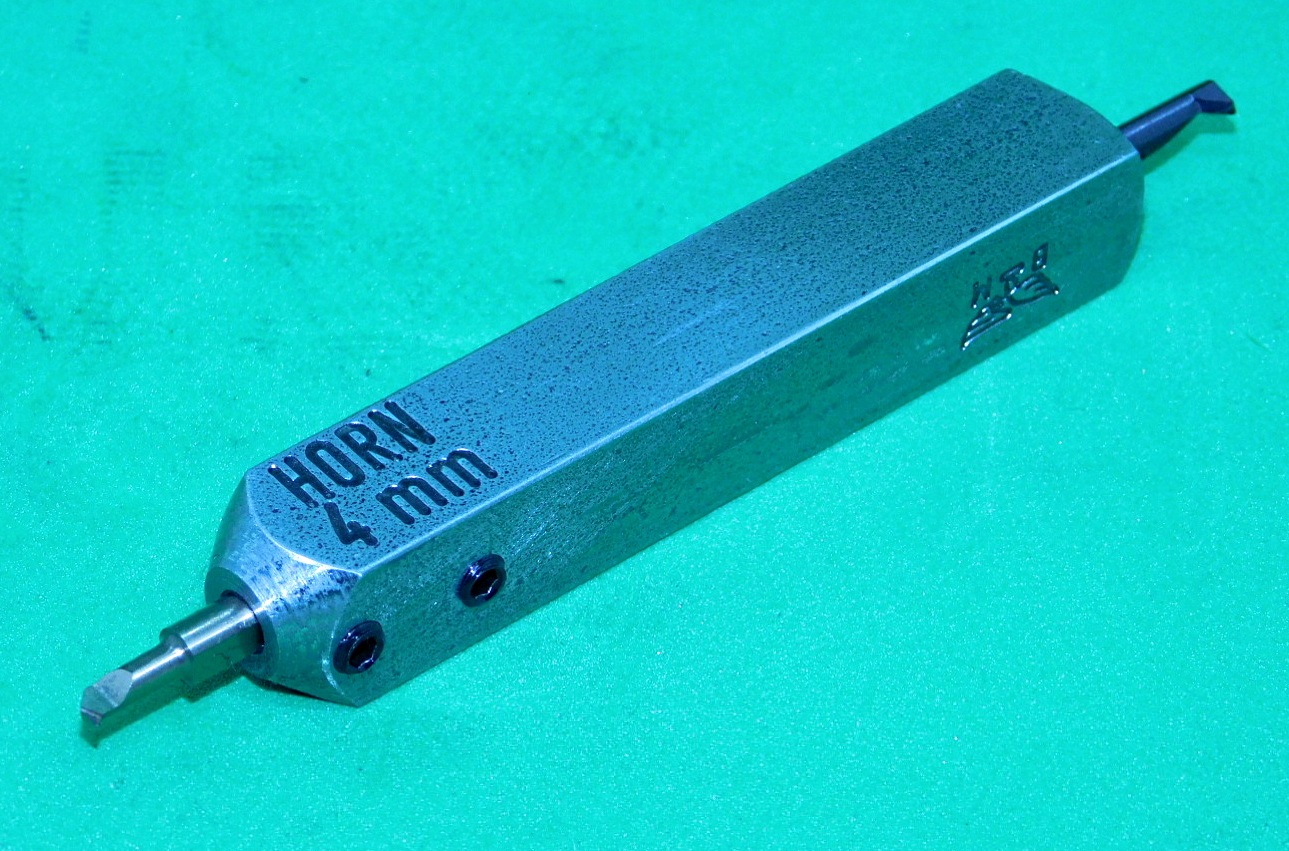
 Der fertige Stahlhalter.
Der fertige Stahlhalter.The finished toolholder.
 So schaut die Aufnahme aus.
So schaut die Aufnahme aus.This is what the shot looks like.
 Drehstahlhalter mit eingesetztem Drehwerkzeug.
Drehstahlhalter mit eingesetztem Drehwerkzeug.Turning toolholder with inserted turning tool.
 Kleiner Horn-Drehstahl.
Kleiner Horn-Drehstahl.Small "Horn" Turning Steel.
 Ø 16 mm.
Ø 16 mm.
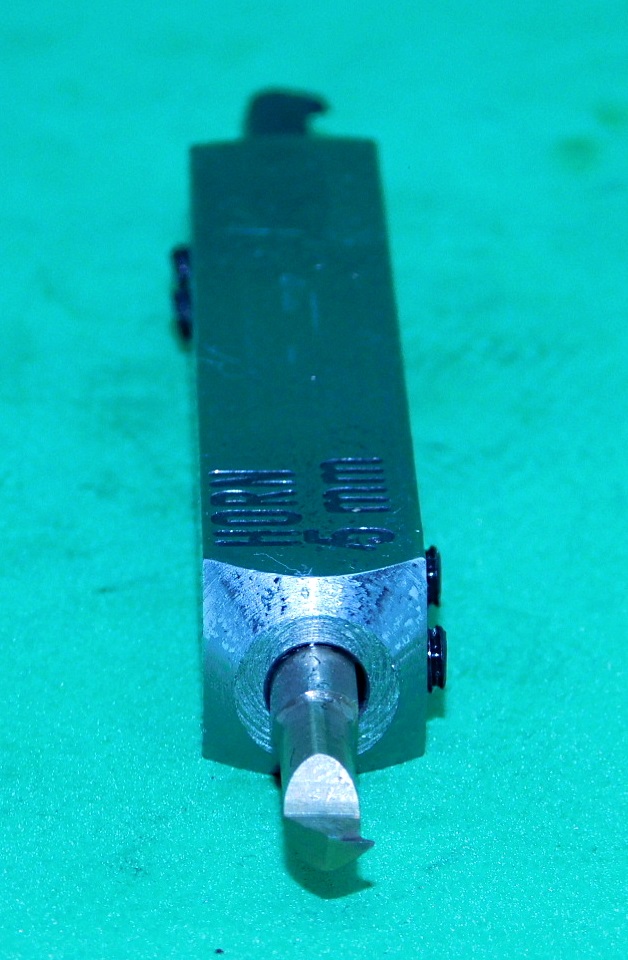
 Halter mit rechteckigem Querschnitt.
Halter mit rechteckigem Querschnitt.Holder with rectangular cross section.
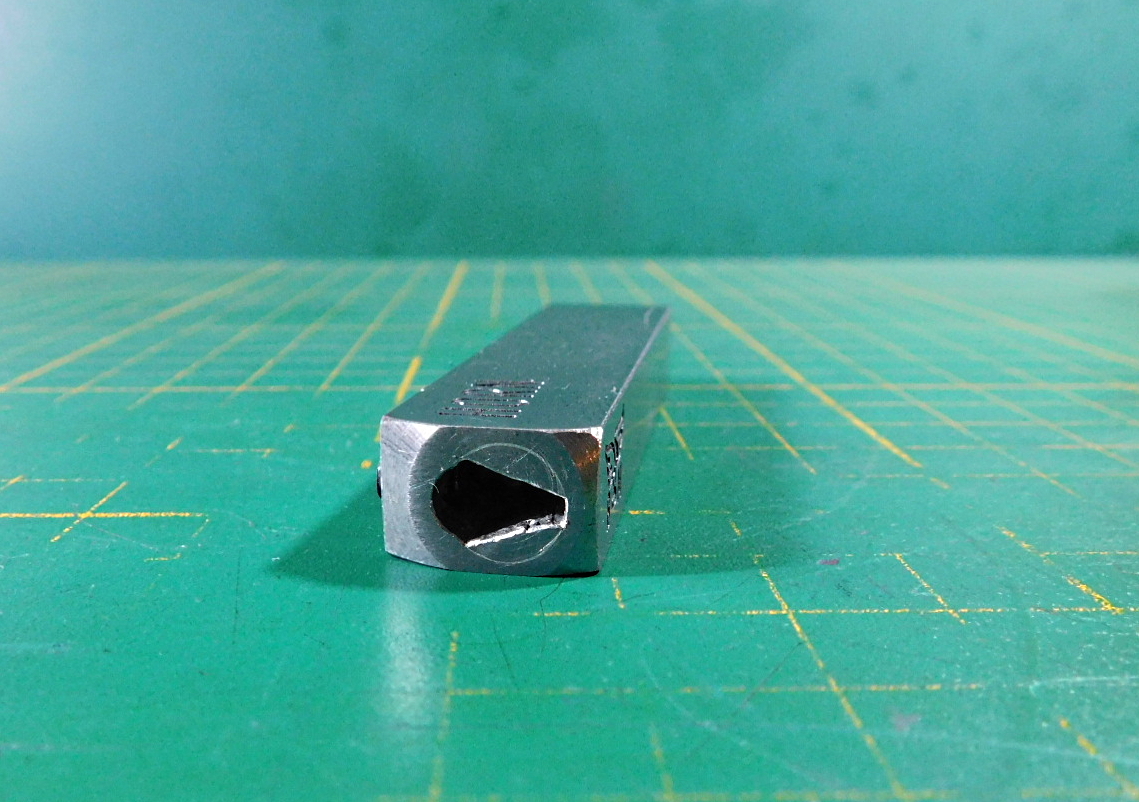 10 mm x 15 mm
10 mm x 15 mm
 Noch ein anderer Halter.
Noch ein anderer Halter.Yet another holder.
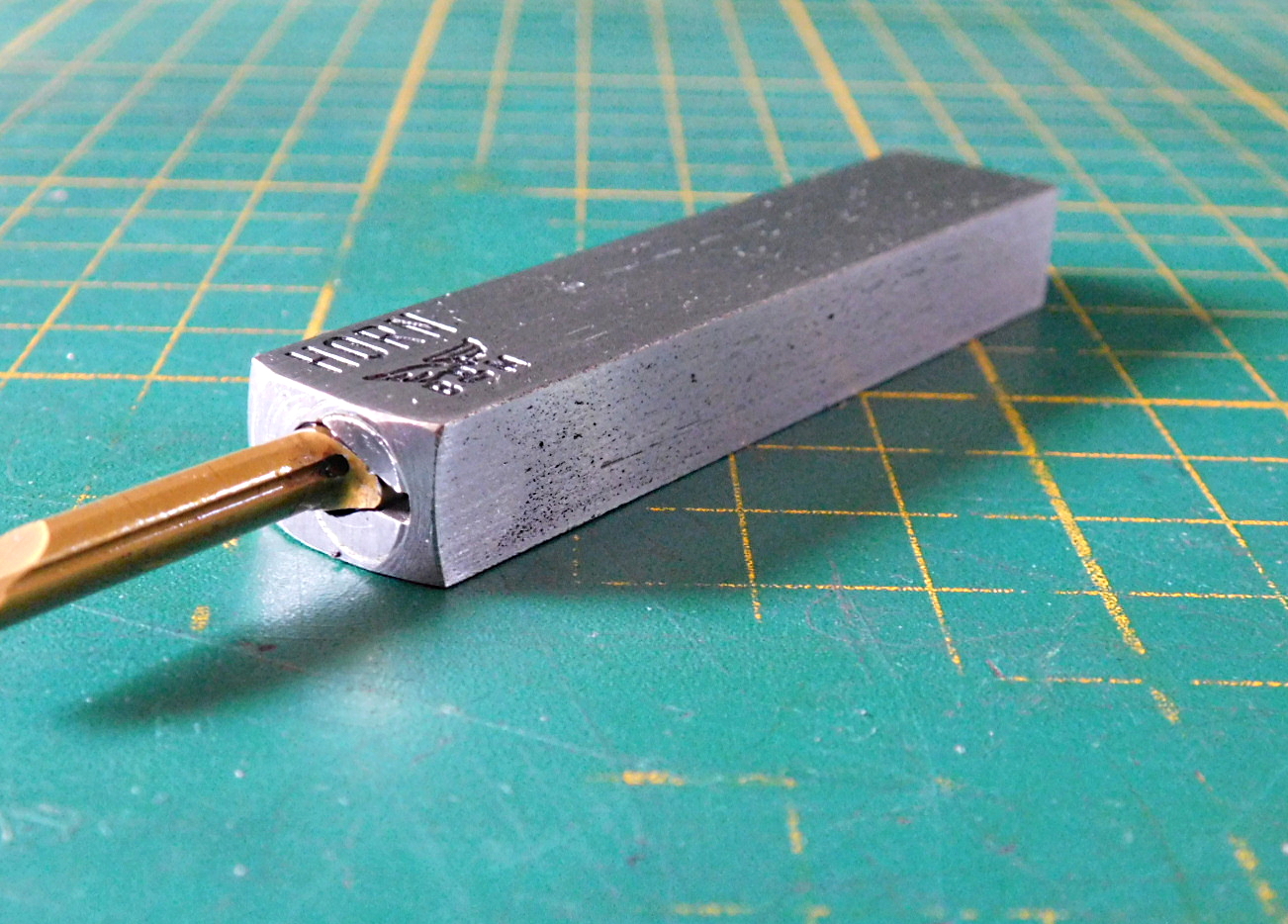
 Eine weitere Version.
Eine weitere Version.One more version.
 Mit meinem Logo versehen.
Mit meinem Logo versehen.Marked with my logo.
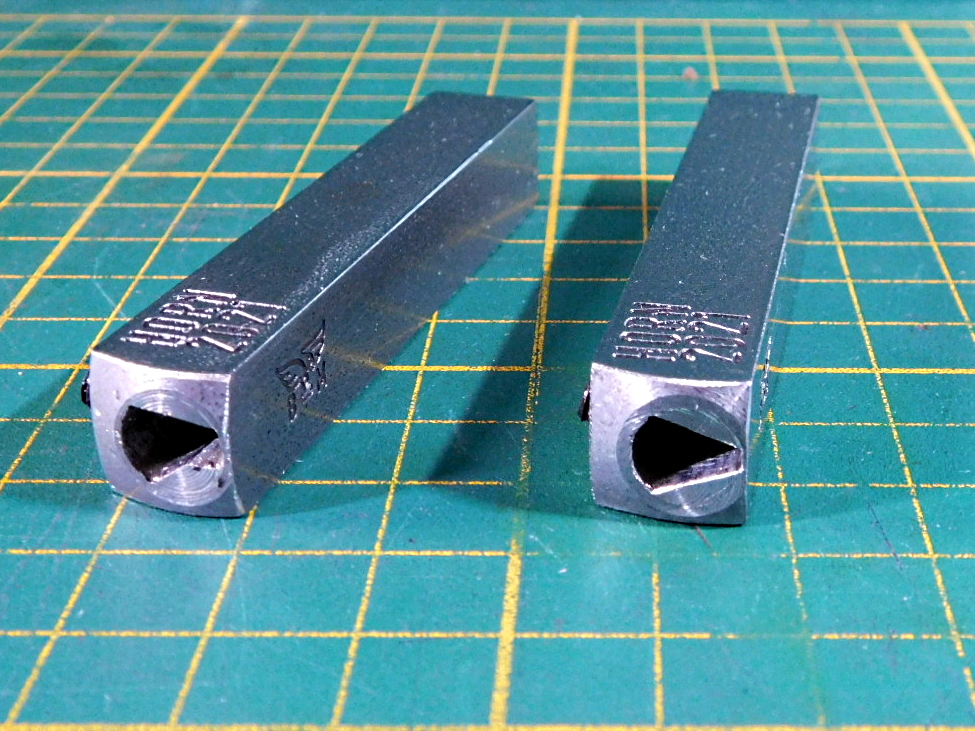
 Verwendungszweck und Herstellungsjahr.
Verwendungszweck und Herstellungsjahr.Intended use and year of manufacture.
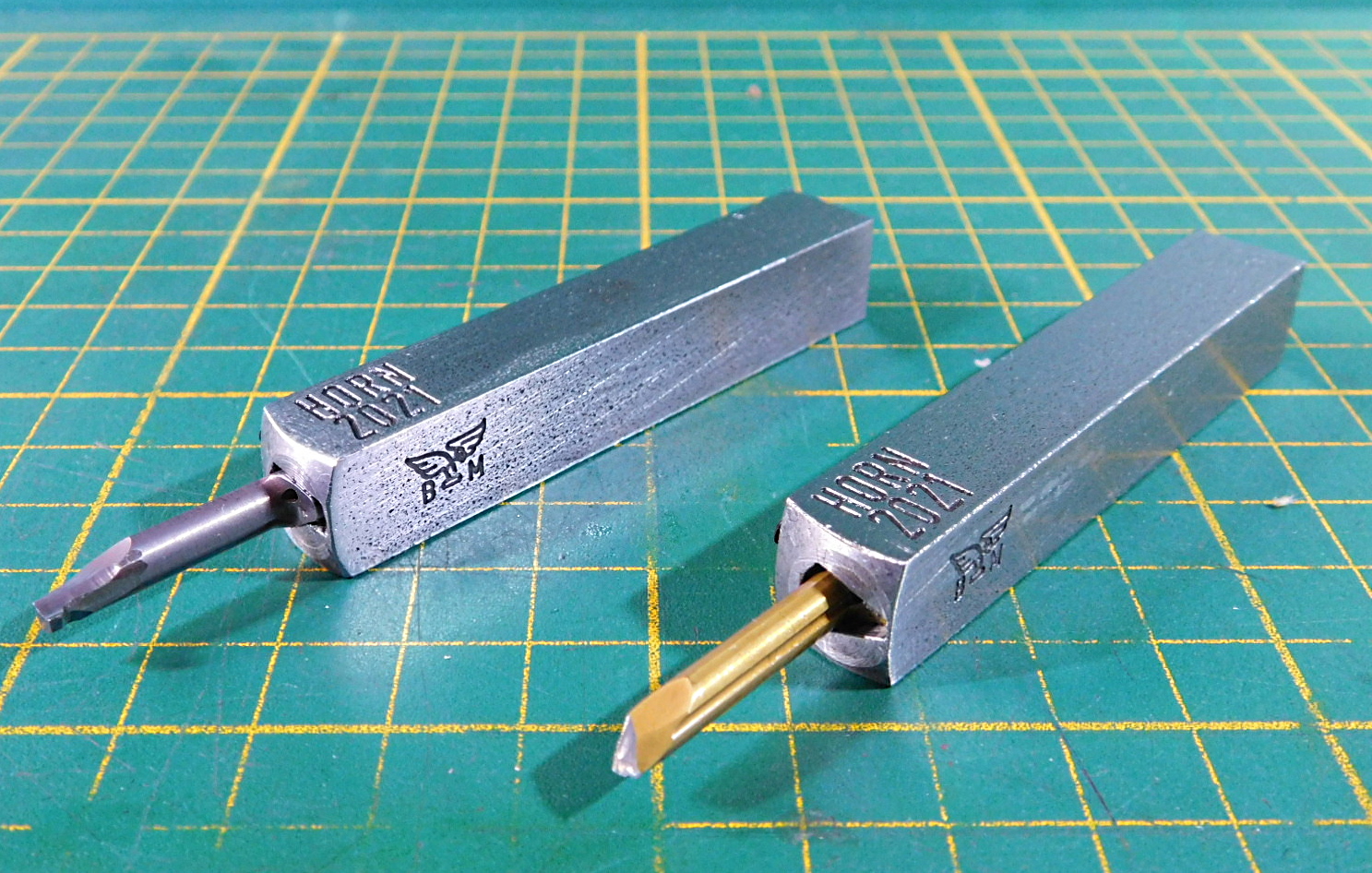 12 mm x 12 mm.
12 mm x 12 mm.An den gleichen Haltern wie zuvor, wurde an der Rückseite eine Aufnahme für die runden Hartmetall-Drehmeißel geschaffen. Es wurde jeweils eine Bohrung für Ø 4 mm und Ø 5 mm eingebracht. Die Befestigung erfolg mit jeweils zwei M 4 Madenschrauben.
On the same holders as before, a receptacle for the round carbide turning tools was created on the back. A hole was drilled for Ø 4 mm and Ø 5 mm. They are fixed with two M 4 grub screws.
 Halter für Ø 4 mm.
Halter für Ø 4 mm.  Halter für Ø 5 mm.
Halter für Ø 5 mm.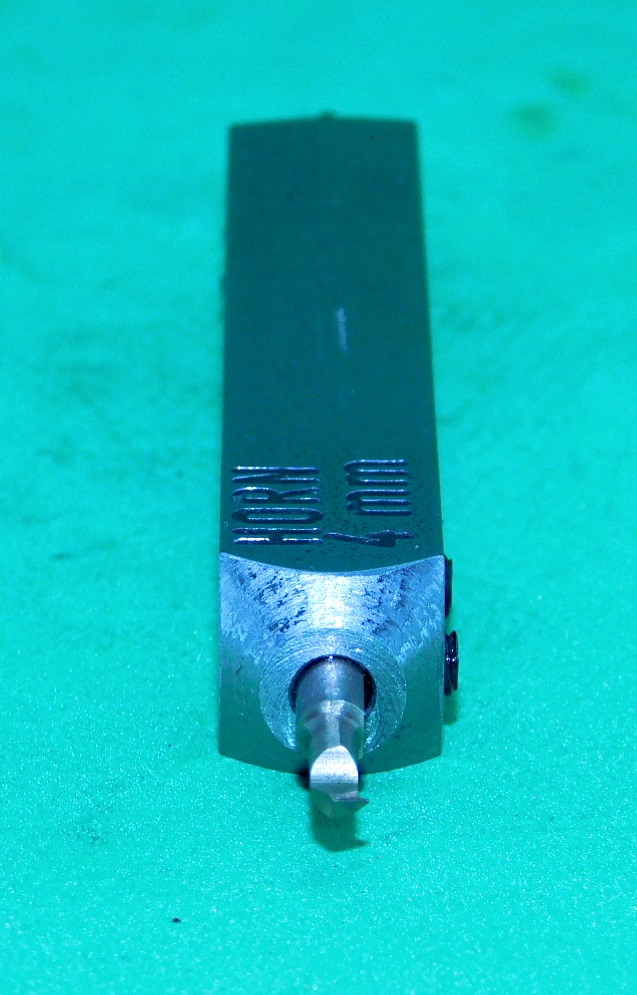
06.11.2021
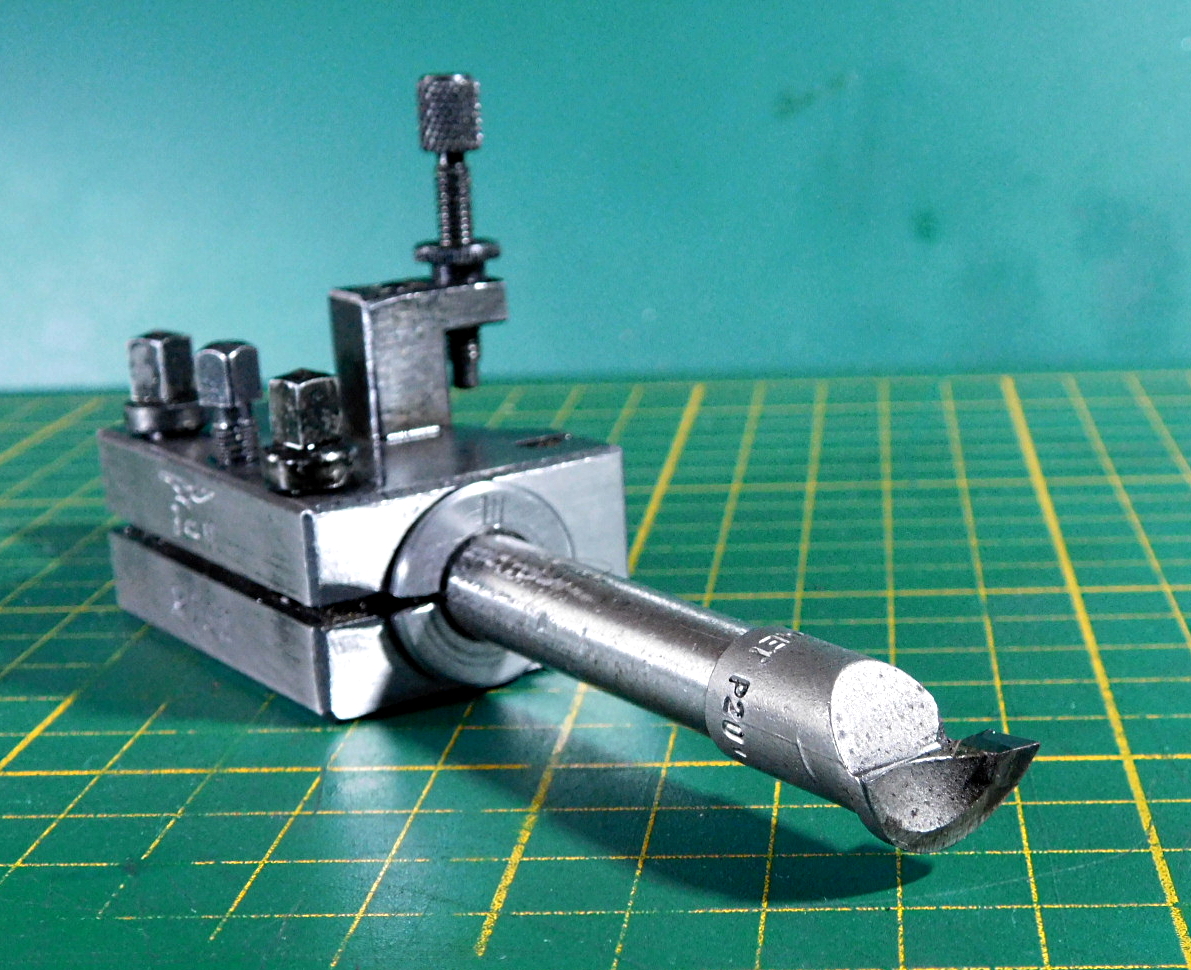
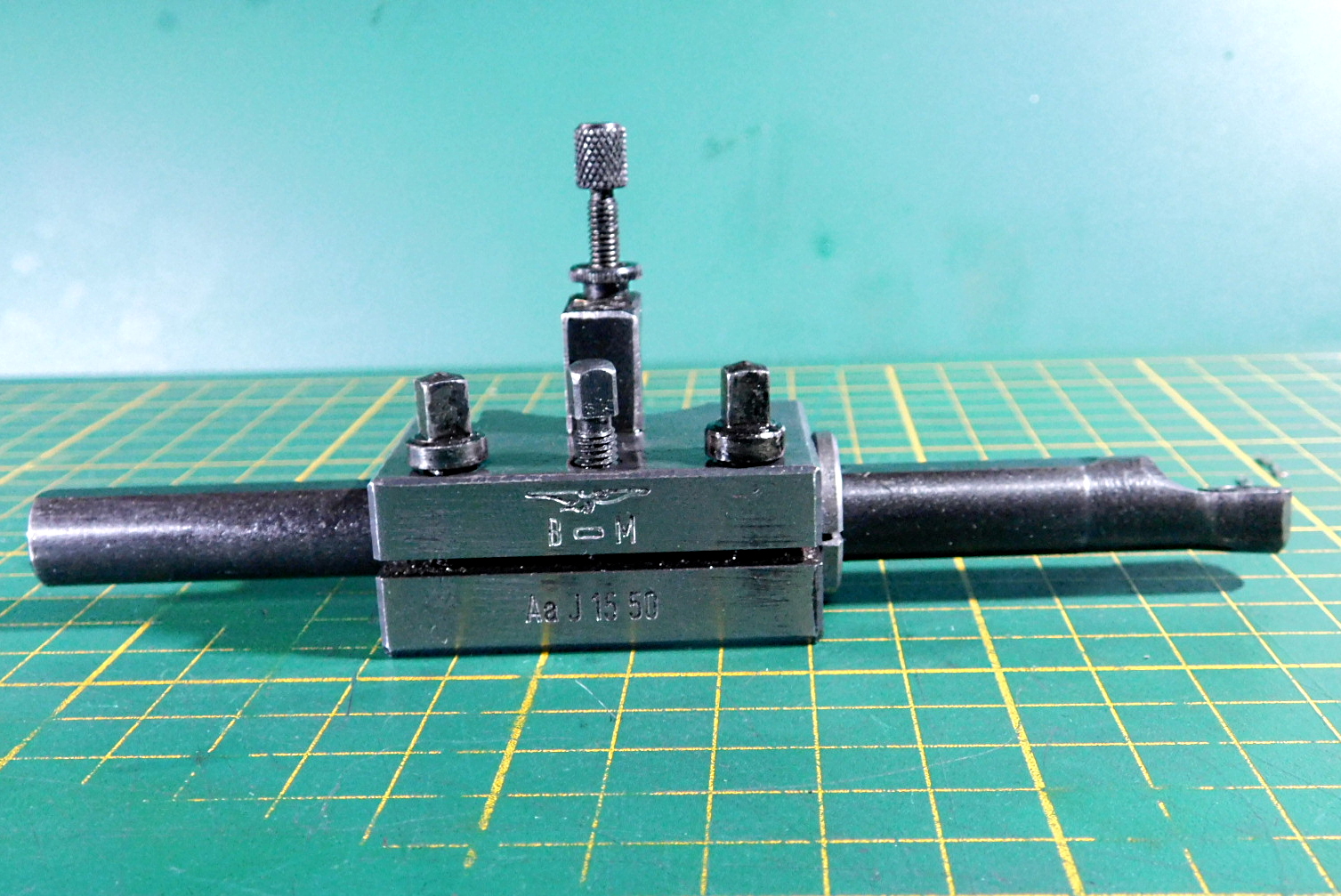
Für meinen Multifix Schnellwechsel-Halter Aa habe ich auch eine Kassette für Bohrstähle mit Ø 15mm.
Die Bezeichnung der Kassette ist - Aa J 15 50.
Um Bohrstangen mit geringerem Durchmesser zu spannen, habe ich mir jeweils eine Spannhülse mit einer Bohrung von Ø 12 mm und Ø 10 mm angefertigt.
Die Spannhülsen wurden aus St 52-3 gefertigt und geschlitzt.
For my multifix quick change holder Aa I also have a cassette for drill steels with Ø 15mm.
The designation of the cassette is - Aa J 15 50.
In order to clamp boring bars with a smaller diameter, I made myself a clamping sleeve with a bore of Ø 12 mm and Ø 10 mm respectively.
The clamping sleeves were made of St 52-3 and slotted.
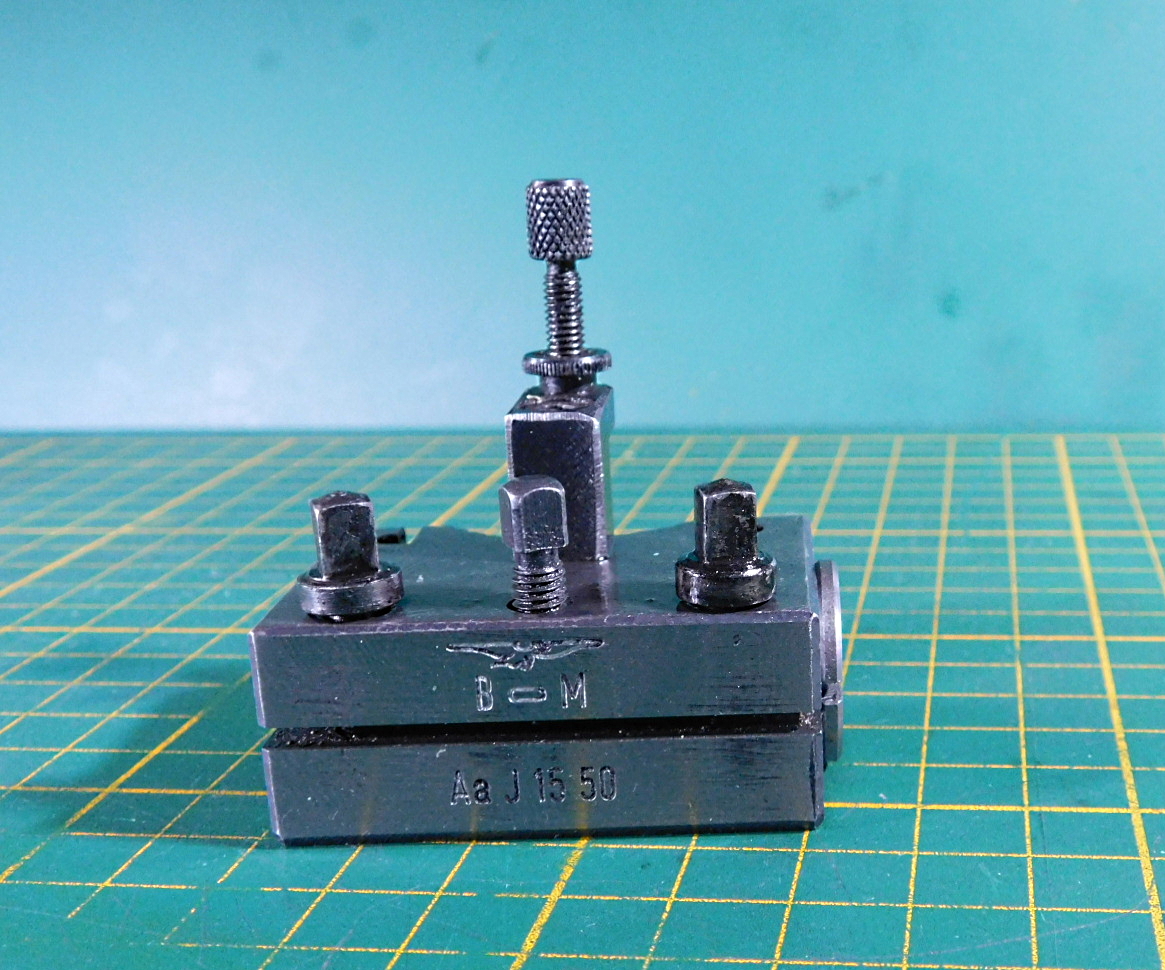 Das ist der Bohrstangenhalter.
Das ist der Bohrstangenhalter.This is the boring bar holder.
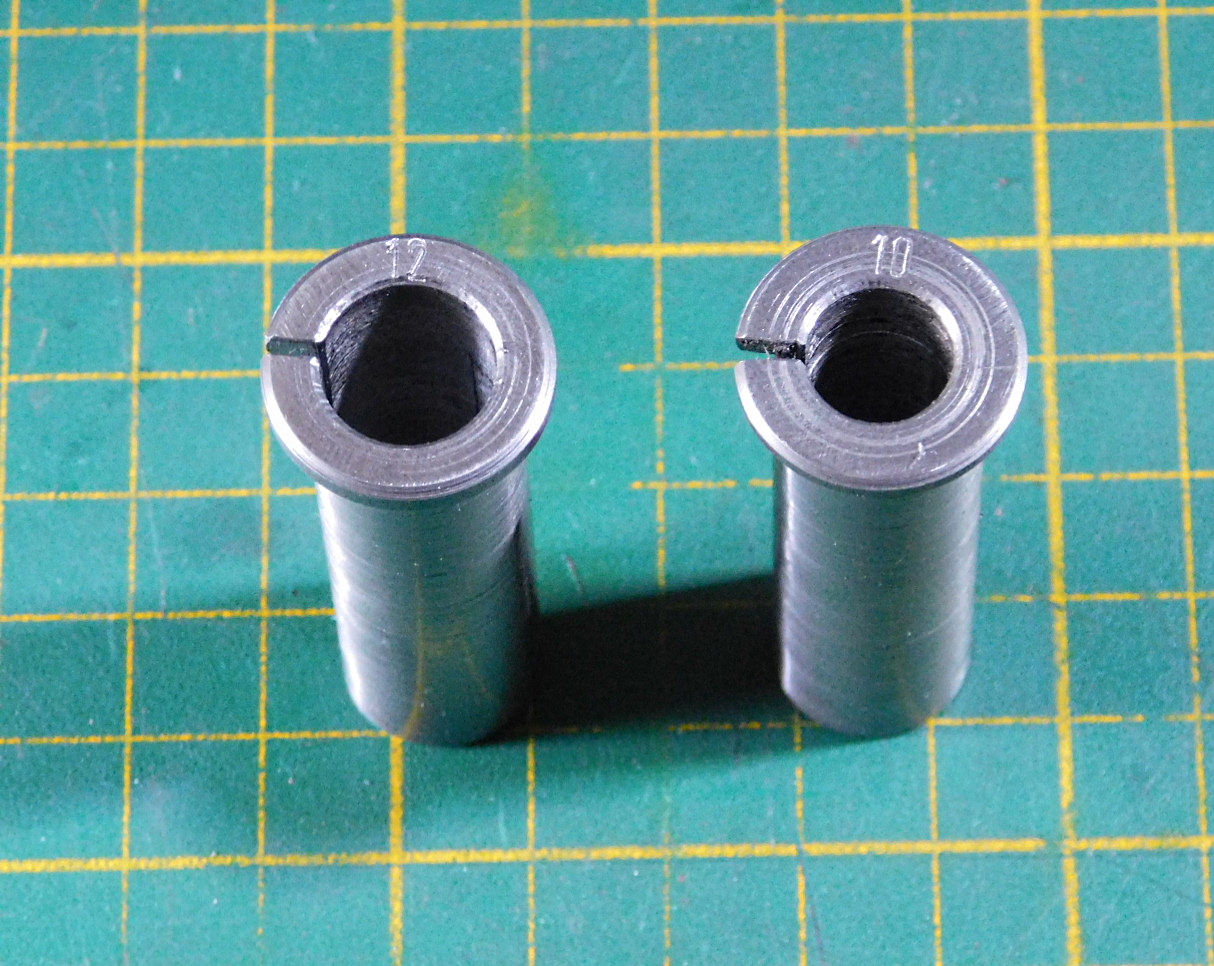 Das sind die Spannhülsen für kleinere Bohrstangen.
Das sind die Spannhülsen für kleinere Bohrstangen.These are the clamping sleeves for smaller boring bars.
 Die Bohrungsgröße habe ich eingraviert.
Die Bohrungsgröße habe ich eingraviert.I have engraved the hole size.
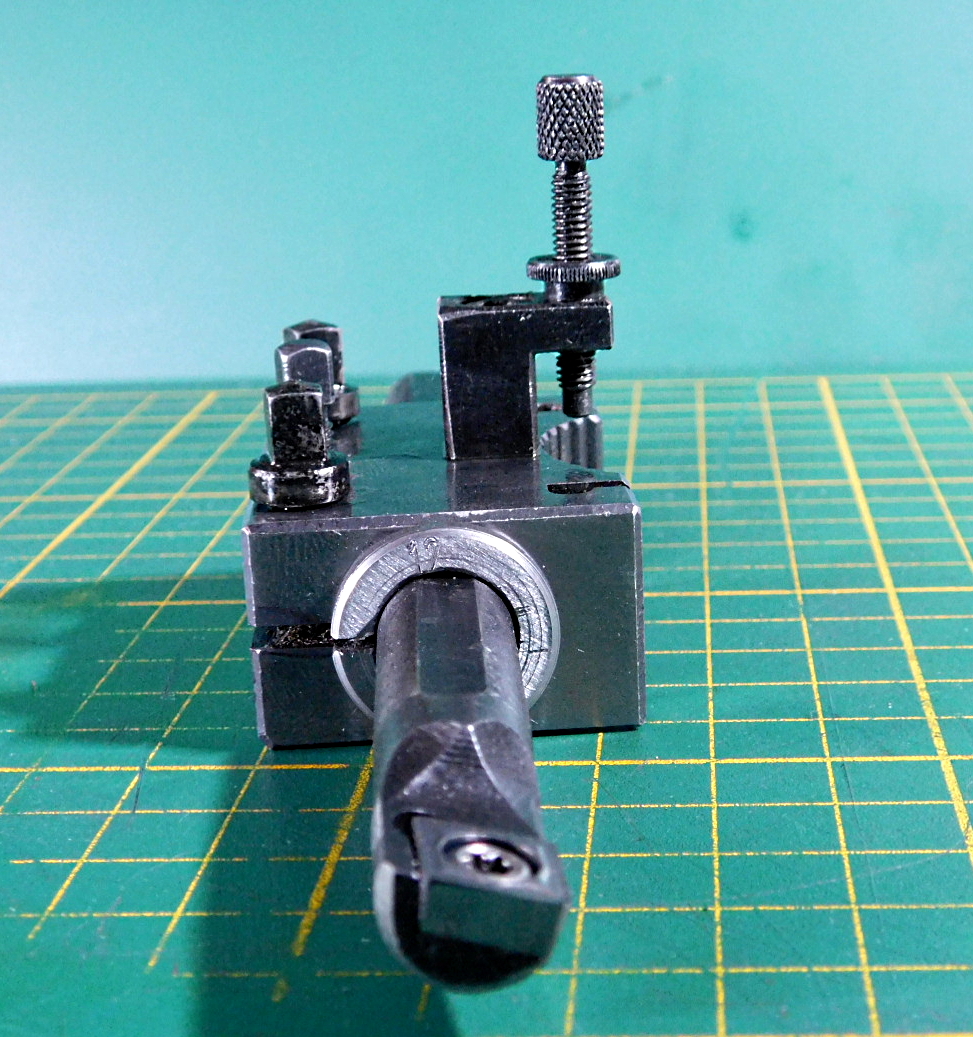
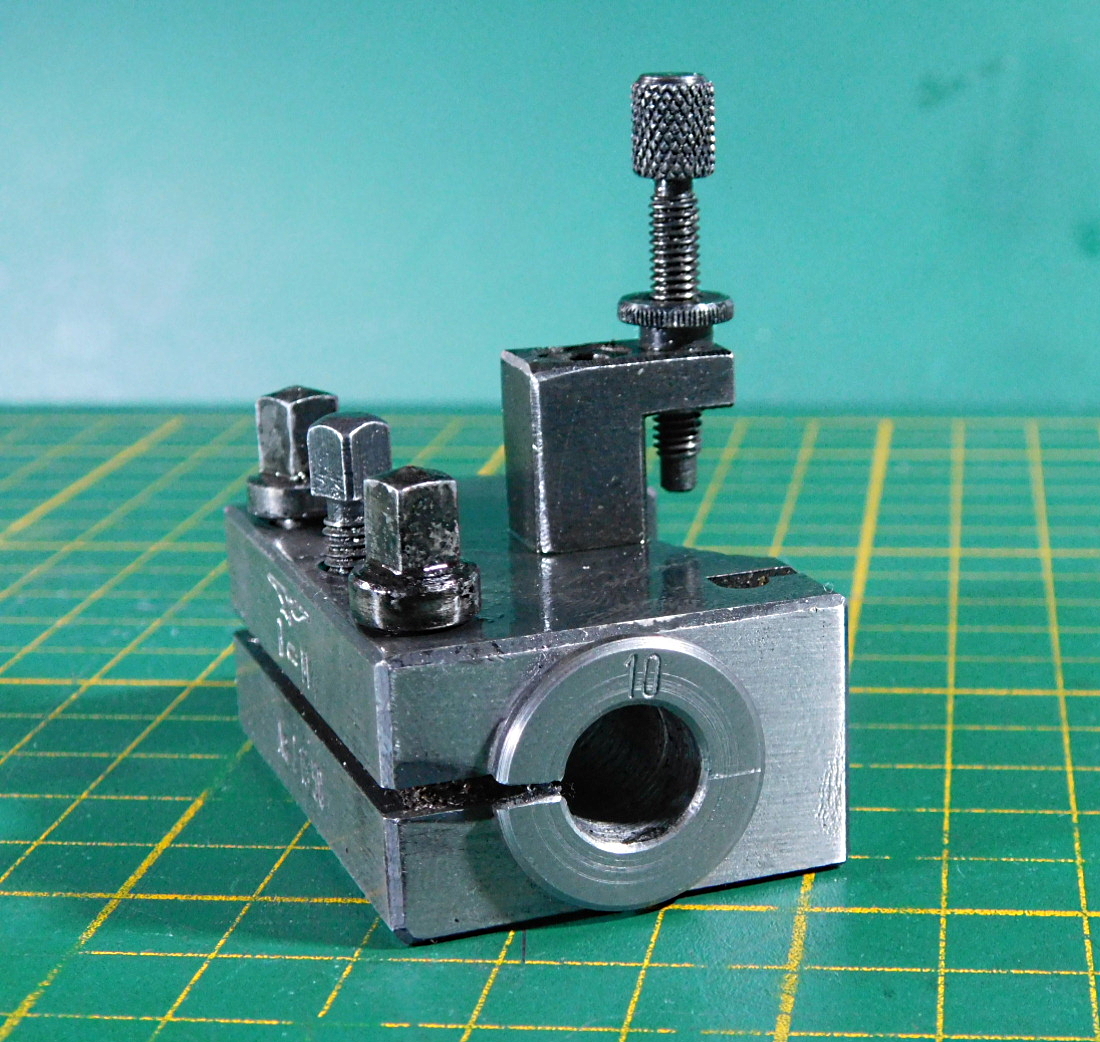 Spannhülse eingesetzt.
Spannhülse eingesetzt.Clamping sleeve is inserted.
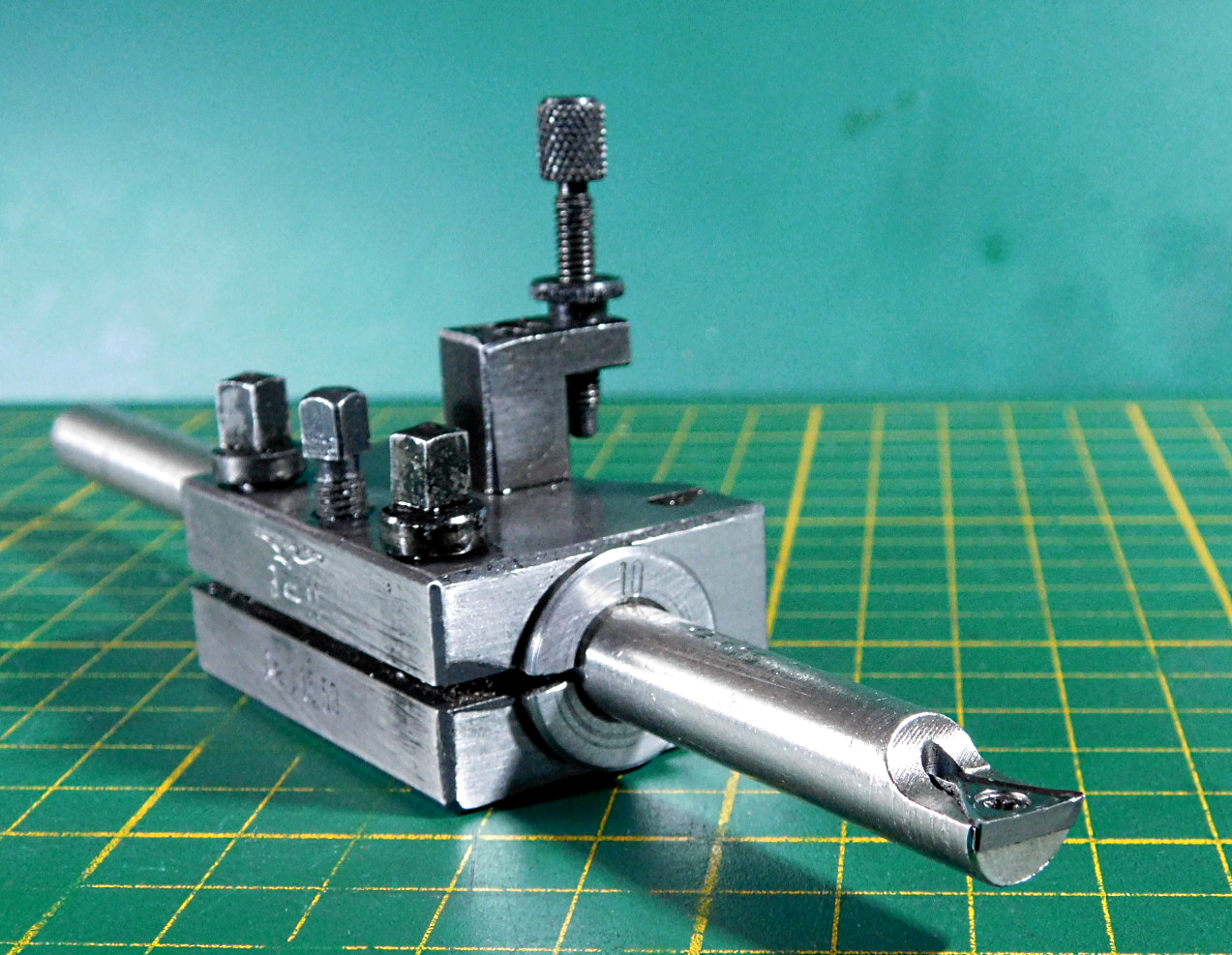 Bohrstange mit Ø 10mm Schaft.
Bohrstange mit Ø 10mm Schaft.Boring bar with Ø 10mm shank.
 Eine andere Bohrstange mit Ø 10 mm Schaft.
Eine andere Bohrstange mit Ø 10 mm Schaft.Another boring bar with Ø 10 mm shank.
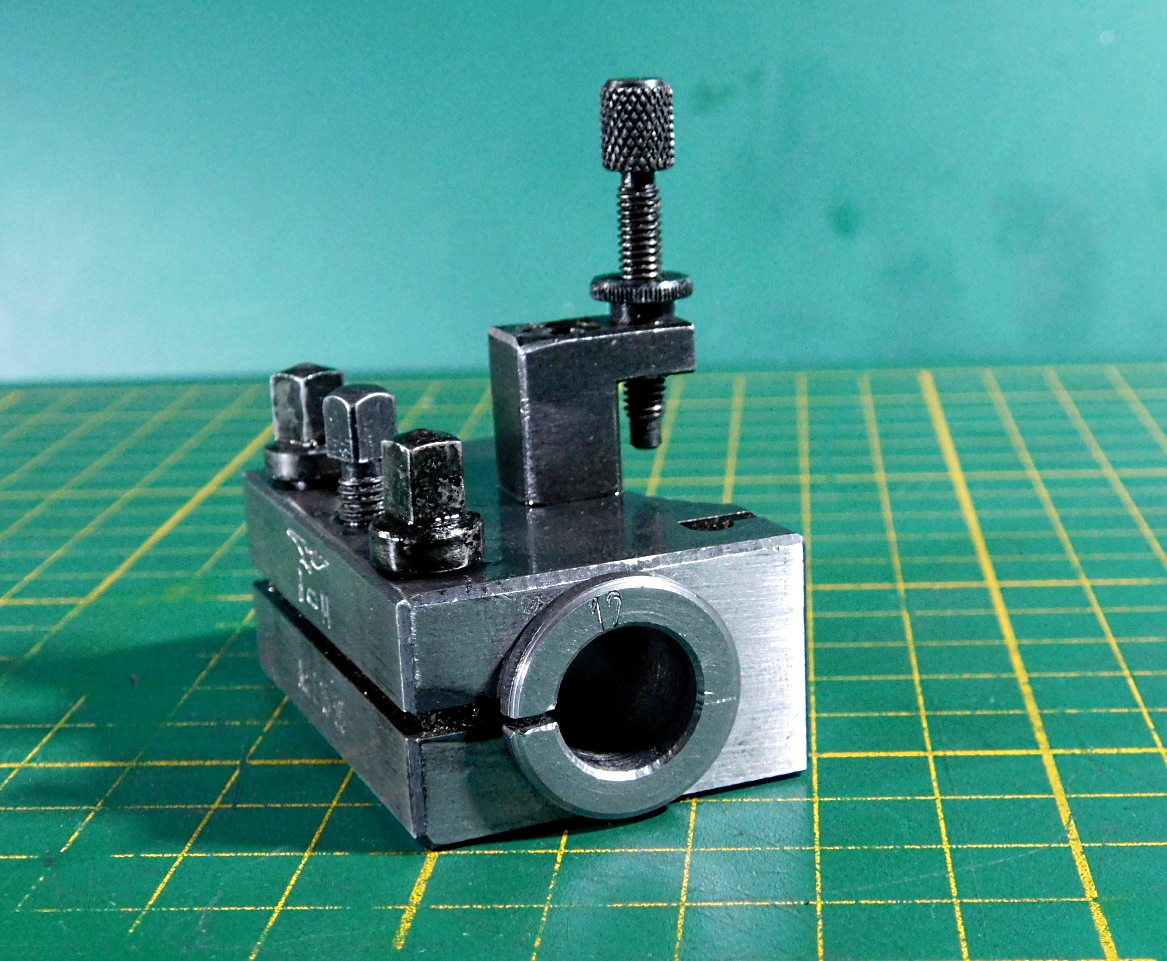 Spannhülse mit Ø 12 mm.
Spannhülse mit Ø 12 mm.Clamping sleeve with Ø 12 mm.
 Bohrstange mit Ø 12 mm Schaft.
Bohrstange mit Ø 12 mm Schaft.Boring bar with Ø 12 mm shank.
01.09.2021
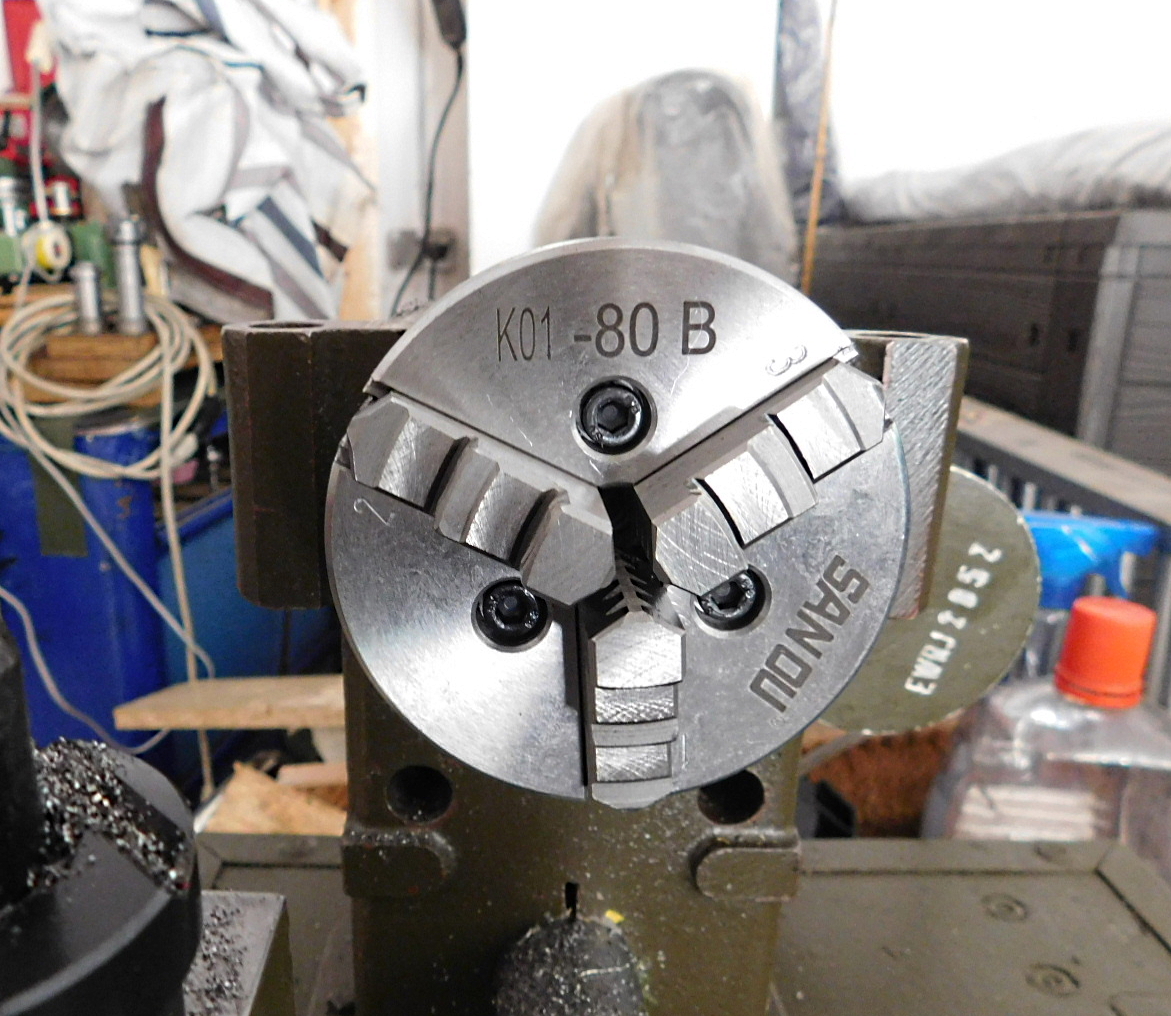
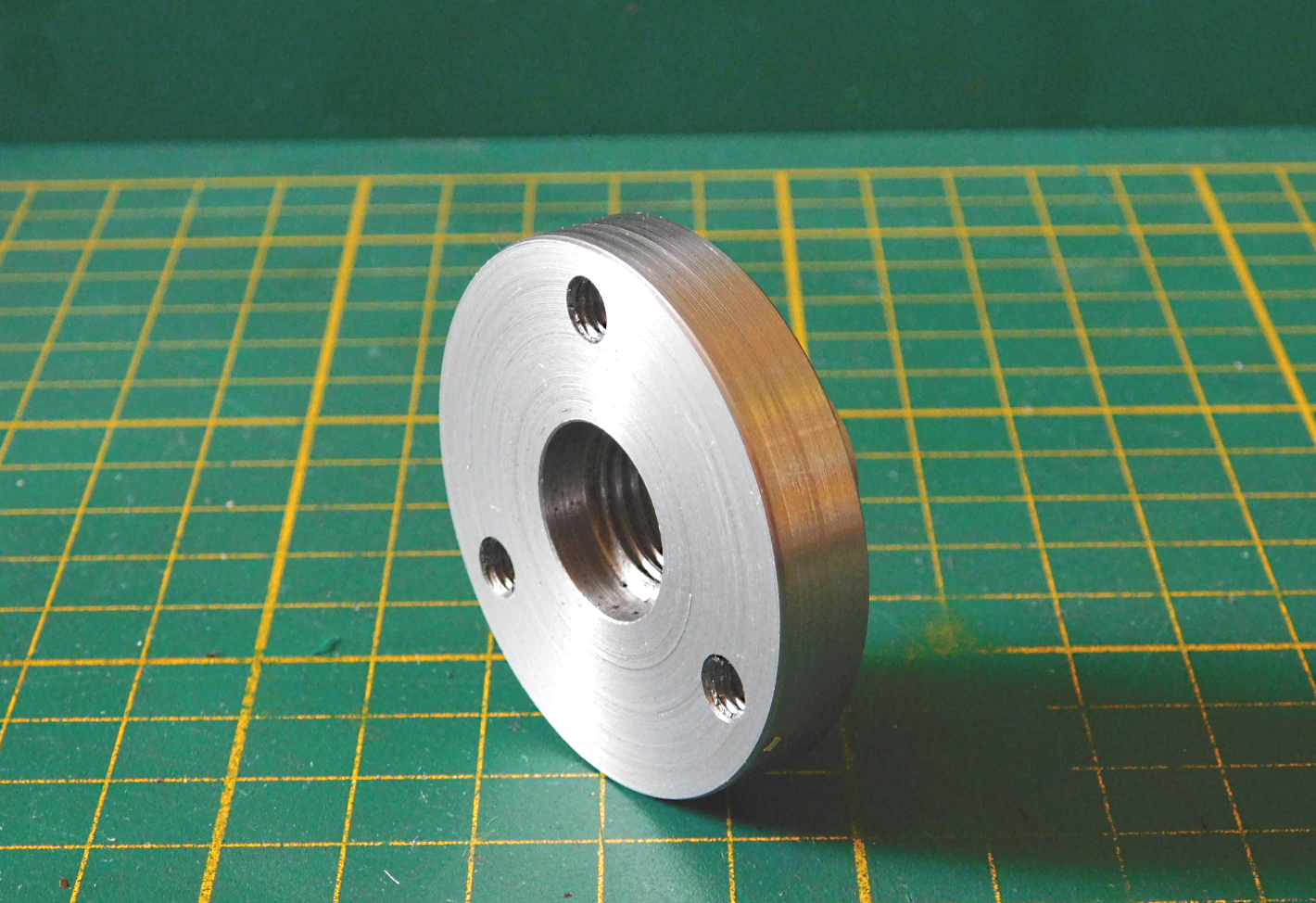
Die originalen Drehfutter für die Bosch-Combi Drehmaschine sind auf dem Markt nicht mehr erhältlich. Ein gute Alternative sind Drehfutter mit einem Durchmesser von 80 mm. Diese gibt es in unterschiedlichen Ausführungen. Allerdings benötigt man dazu einen passenden Aufspannflansch.
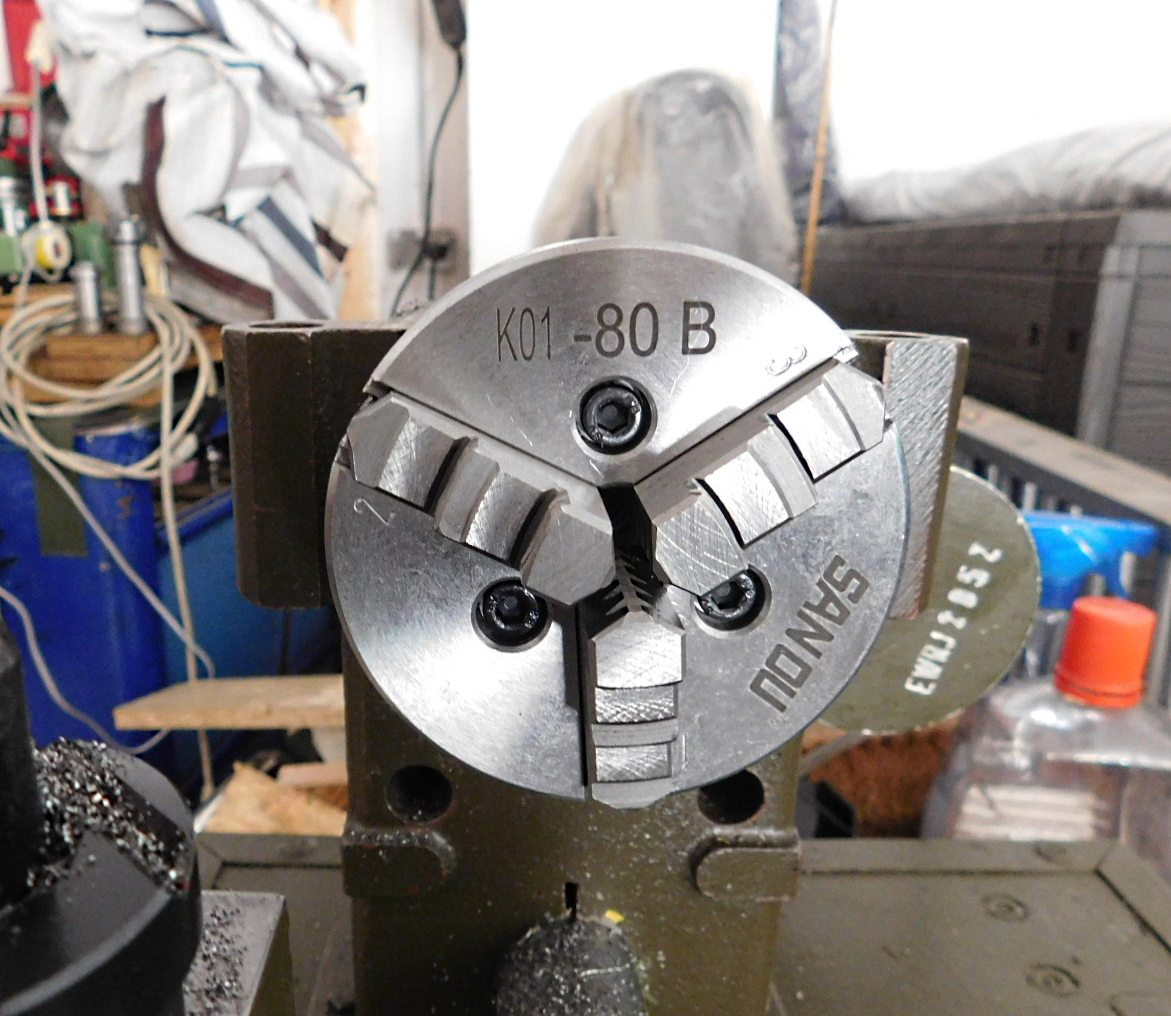
Für ein 80 mm Dreibackenfutter der Fa. SANOU, habe ich einen Aufspannflansch für die Bosch Combi- Drehmaschine gefertigt.
Das Futter habe ich bei einem Auktionshaus ersteigert.
The original lathe chucks are no longer available on the market. A good alternative are lathe chucks with a diameter of 80 mm. These are available in different versions. However, you need a suitable clamping flange for this.
For a 80 mm three-jaw chuck from SANOU, I made a clamping flange for the Bosch Combi lathe.
I found the chuck at an auction house.
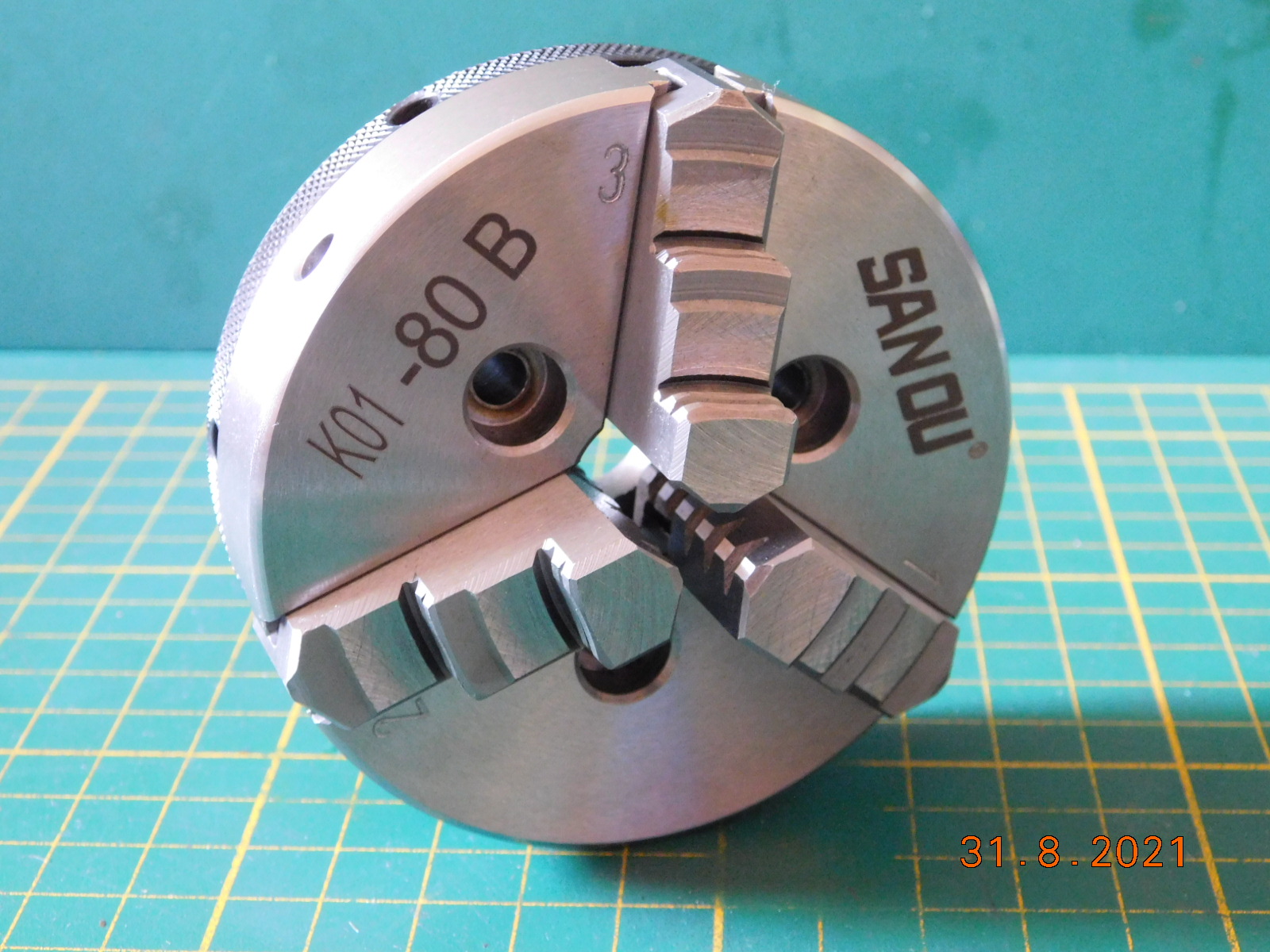 Es handelt sich dabei um ein Futter zur direkten Montage auf einer Kleindrehmaschine (ähnlich Emco 5 oder Proxxon).
Es handelt sich dabei um ein Futter zur direkten Montage auf einer Kleindrehmaschine (ähnlich Emco 5 oder Proxxon). 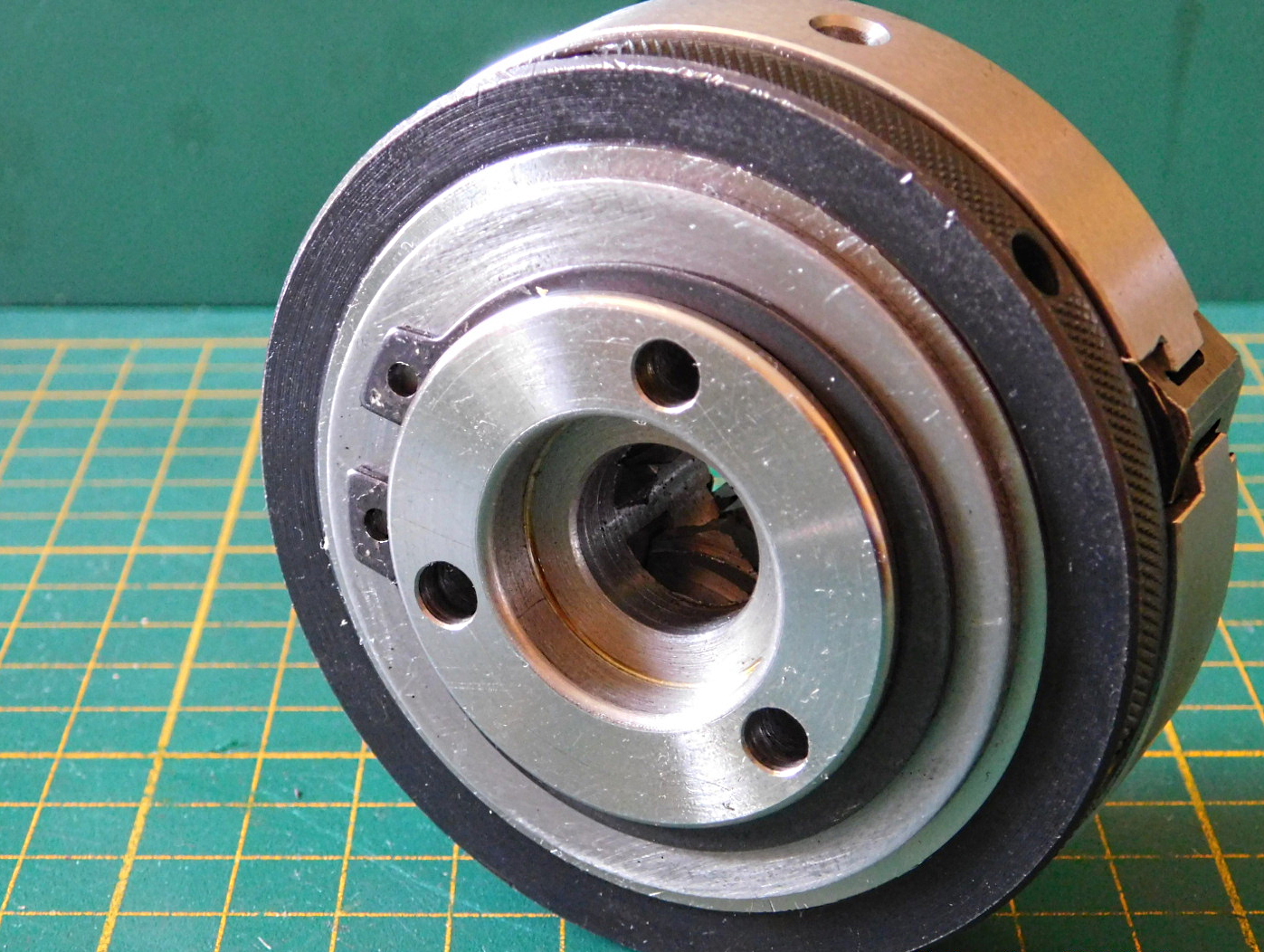
This is a chuck for direct mounting on a small lathe (similar to Emco 5 or Proxxon).
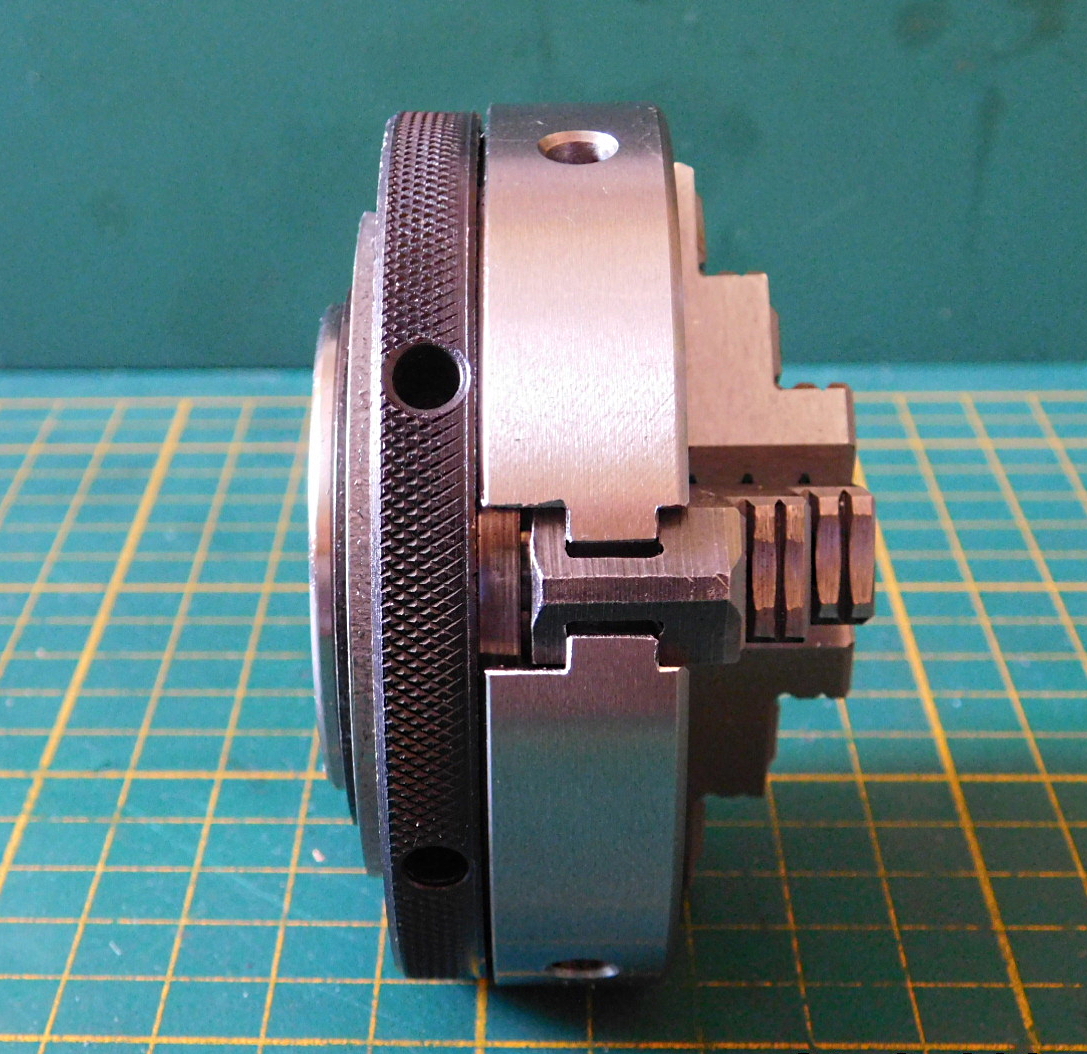 Diese Art Drehfutter baut etwas kürzer, als die herkömmlichen Drehfutter und ist für die Bosch-Combi Drehmaschine gut geeignet.
Diese Art Drehfutter baut etwas kürzer, als die herkömmlichen Drehfutter und ist für die Bosch-Combi Drehmaschine gut geeignet.This type of lathe chuck builds a little shorter than the conventional lathe chucks and is well adapted for the Bosch-Combi lathe.
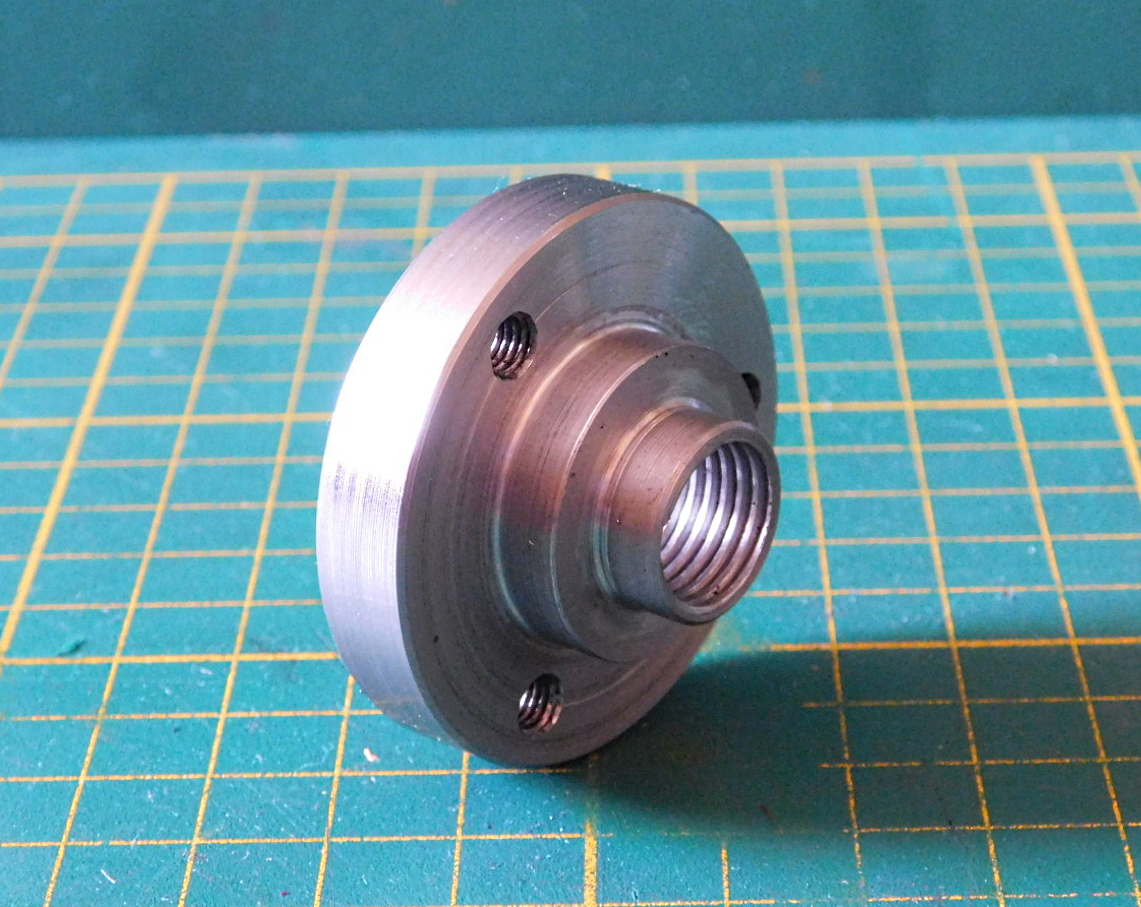
Das Innengewinde passt auf die Bosch Drehmaschine.
The internal thread fits the Bosch lathe.
The bag of the Flange.
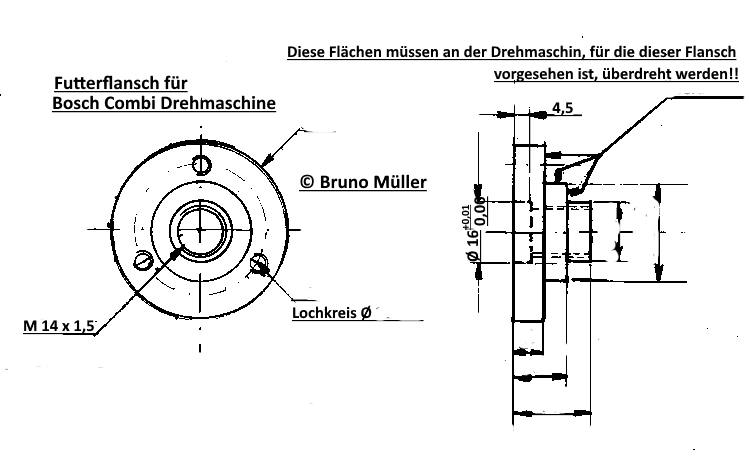 So schaut das Teil zeichnerisch aus. Ich habe nur die Maße zum Aufschrauben auf die Drehmaschine eingesetzt.
So schaut das Teil zeichnerisch aus. Ich habe nur die Maße zum Aufschrauben auf die Drehmaschine eingesetzt.This is how the part looks in the drawing. I have only used the dimensions for screwing onto the lathe.

The Flange is mounted on the Lathe chuck.
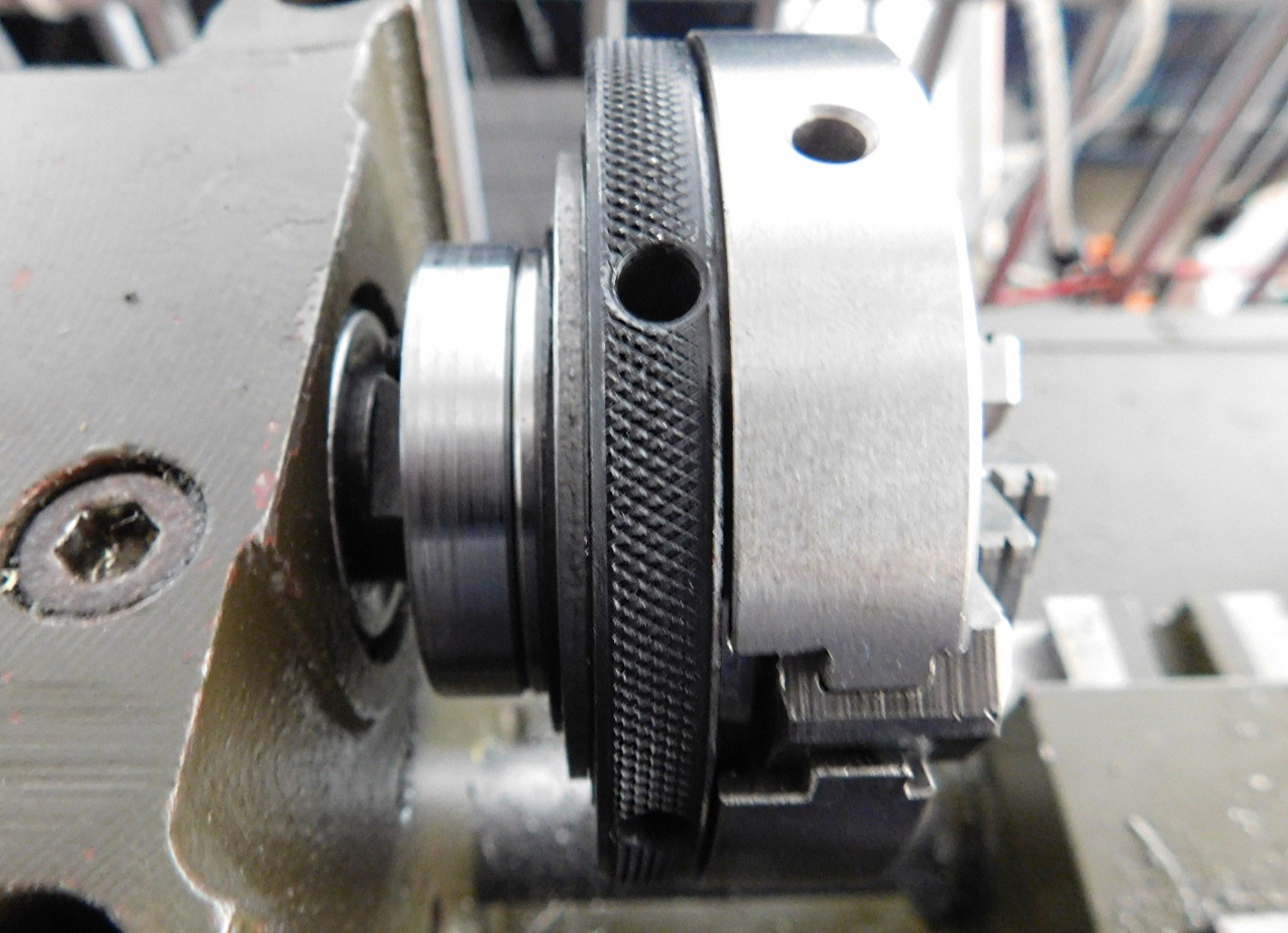
Mounted on the Bosch lathe.
 Die letzten Zehntel Millimeter des Pass-Sitzes wurden an der Bosch Drehmaschine abgenommen. Nur so ist ein einwandfreier Rundlauf gewährleistet.
Die letzten Zehntel Millimeter des Pass-Sitzes wurden an der Bosch Drehmaschine abgenommen. Nur so ist ein einwandfreier Rundlauf gewährleistet.The last tenths of a millimeter of the fit were removed on the Bosch lathe. This is the only way to ensure perfect concentricity.
Vierbacken Drehfutter für meine Bosch Drehmaschine.
Ein Vierbackenfutter ist für die Bosch-Combi-Drehmaschine ursprünglich nicht vorgesehen worden. Ich hab mich auf die Suche nach einem passenden Drehfutter gemacht und bin bei der Fa. Proxxon fündig geworden. Das Vierbackenfutter mit Einzel verstellbaren Spannbacken hat einen Durchmesser von 75 mm.
Es ist ursprünglich für die PD 250e von Proxxon vorgesehen und wird direkt auf die Ø40 mm Drehspindel geschraubt.
Ein passender Adapter war schnell hergestellt. So kann ich jetzt auch auf der Bosch Drehmaschine etwas variabler spannen.
A four-jaw chuck was not originally intended for the Bosch Combi lathe. I went in search of a suitable lathe chuck and found what I was looking for at Proxxon. The four-jaw chuck with independently adjustable clamping jaws has a diameter of 75 mm.
It is originally intended for the PD 250e from Proxxon and is screwed directly onto the Ø40 mm turning spindle.
A suitable adapter was quickly made. This means that I can now also clamp more variably on the Bosch lathe.

Hier das Drehfutter von Proxxon.
This is the lathe chuck from Proxxon.

Der Adapter mit dem Aufnahme-Gewinde für die Bosch Drehmaschine.
The adapter with the mounting thread for the Bosch lathe.

Vierbackenfutter auf einer meiner Bosch Drehmaschinen.
Four-jaw chuck on one of my Bosch lathes.

Vierbackenfutter im Vergleich zum originalen Drehfutter.
Four-jaw chuck compared to the original lathe chuck.
11.08.2021
Für kleine 1/4" Bit habe ich mir einen kleinen Schlüssel angefertigt.
Aus einem Stück Stahl mit Ø12 mm wurde der Körper gedreht. Die Aufnahme für die 1/4" Bit wurde zunächst mit Ø6,4 mm vorgebohrt und im Anschluss mit einem selbst gefertigten Räumstempel, mit dem Pendelräumgerät eingearbeitet.
Im Anschluss wurde der Schlüssel im Schraubstock warm umgebogen.
Mit etwas Aluminium-Zink-Schutzlack wurde der Schlüssel vor Rost geschützt.
For small 1/4" bit I made myself a small wrench.
The body was turned from a piece of steel with Ø12 mm. The receptacle for the 1/4" bit was first pre-drilled with Ø6.4 mm and then worked in with a self-made broach, with the rotary broach.
Subsequently, the key was bent over warm in the vice.
The key was protected from rust with a little aluminum-zinc primer.
 Bit-Schlüssel mit 1/4" Bit-Aufnahme.
Bit-Schlüssel mit 1/4" Bit-Aufnahme.Bit wrench with 1/4" bit socket.
 Schlüssel mit dem selbst gefertigten Räumstempel.
Schlüssel mit dem selbst gefertigten Räumstempel.Wrench with the self-made broach.
 Der Einsatz passt perfekt.
Der Einsatz passt perfekt.The insert is a perfect fit.
 Der Schlüssel wurde mit Aluminium-Zink Spray vor Rost geschützt.
Der Schlüssel wurde mit Aluminium-Zink Spray vor Rost geschützt.The key was protected from rust with aluminum-zinc spray.
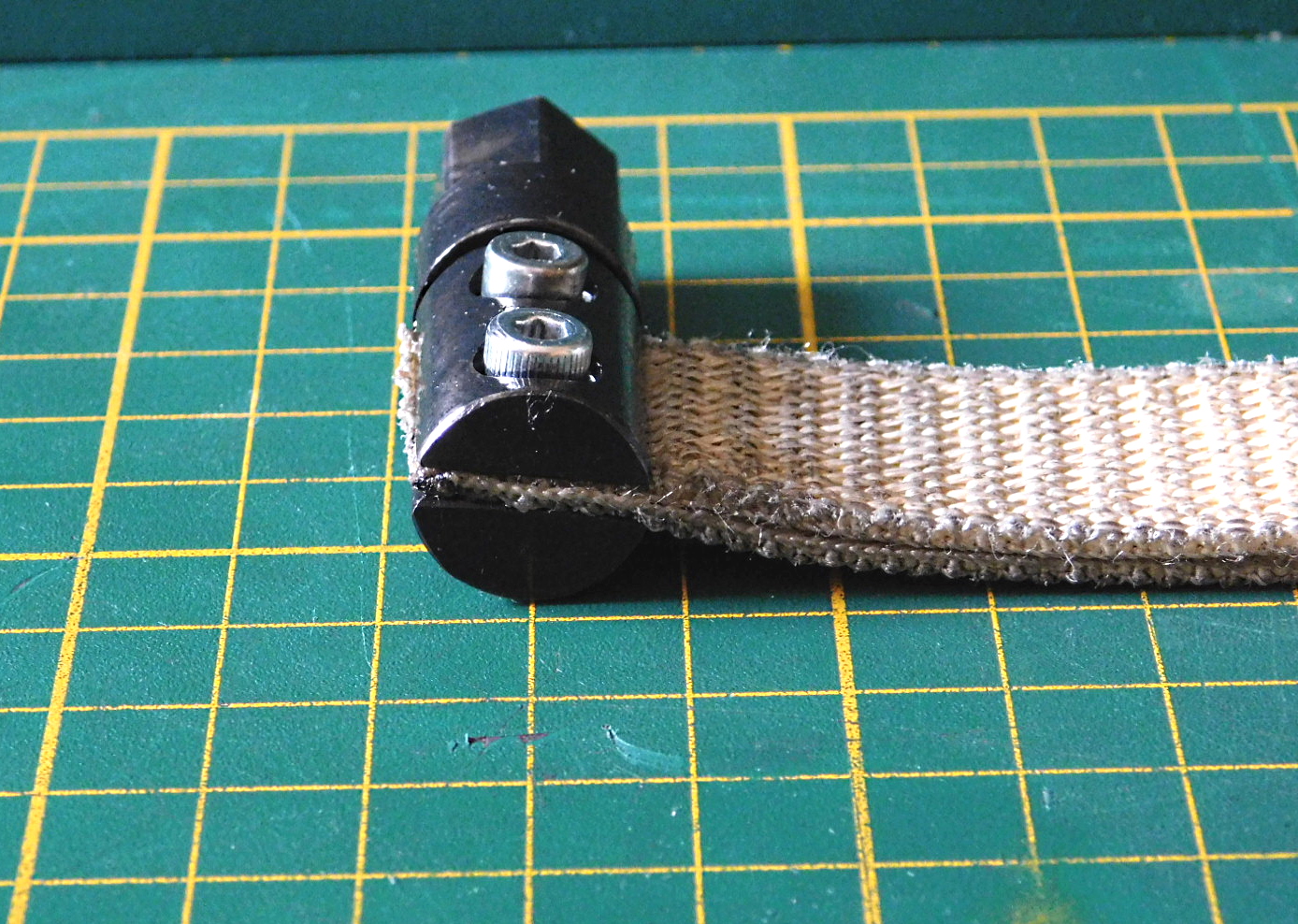
16.07.2021
Heute habe ich mal wieder eine Kleinigkeit gebastelt.
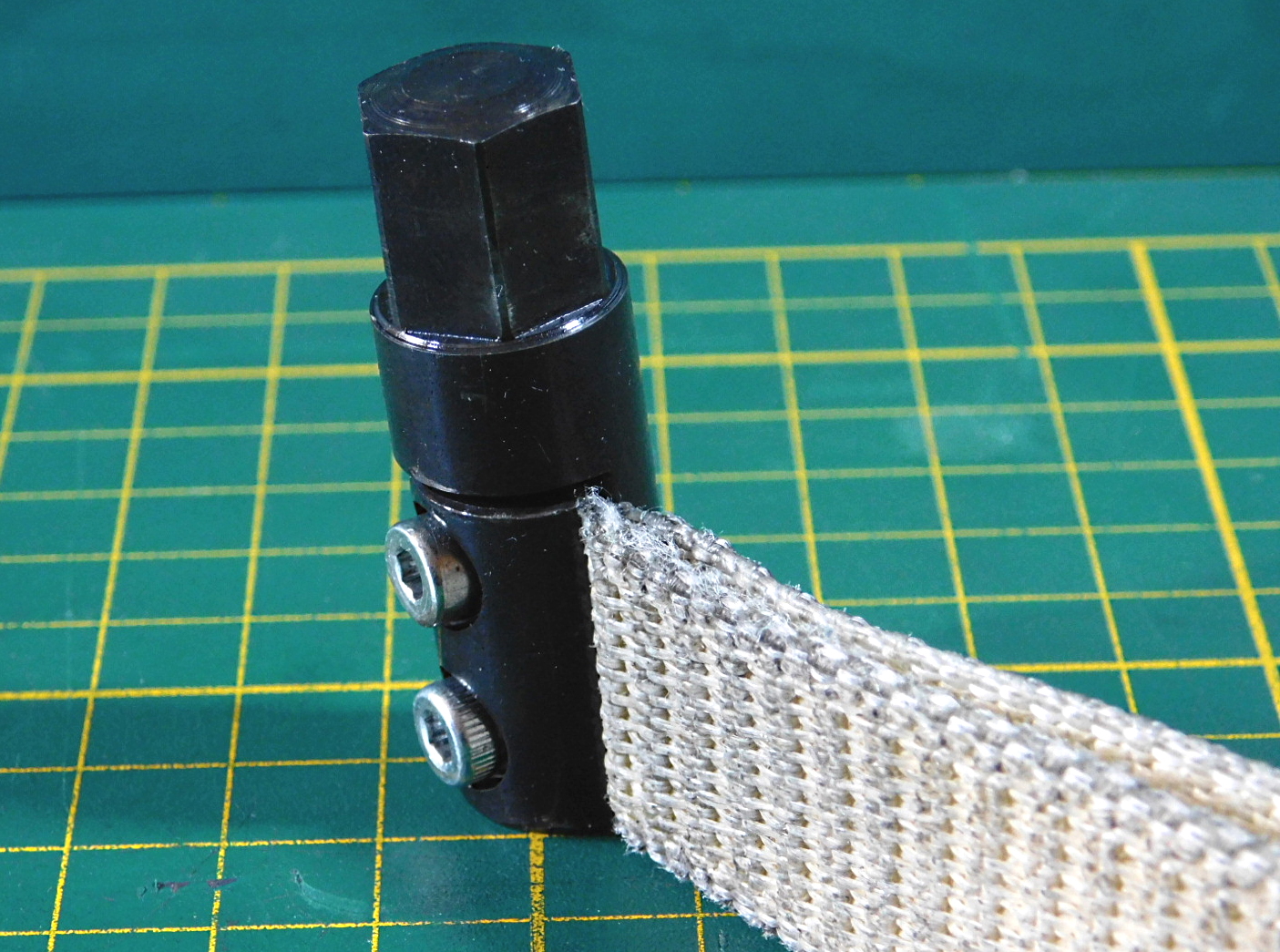
Es wurde ein Schlüssel für die Demontage des Ölfilters.
Aus einem Stück Rollladen-Gurt und einem Stück Stahl wurde das Teil angefertigt. Zur Betätigung habe ich einen 13 mm Sechskant angefräst, so kann man mit einer 13 mm Nuss des Teil benutzen.
Nach der Fertigstellung wurde das Teil brüniert und eingeölt.
Natürlich kann man das Werkzeug auch für andere Halte-Aufgaben benutzen.
Today I have once again made a small tool.
It became a key for the disassembly of the oil filter.
From a piece of shutter belt and a piece of steel, the part was made. For operation I milled a 13 mm hexagon, so you can use a 13 mm nut of the part.
After completion, the part was burnished and oiled.
Of course, you can use the tool for other holding tasks.


28.02.2021
Zur Herstellung von unterschiedlichen Knebelschrauben habe ich einige Spann-Elemente gefertigt.
Die entsprechende Idee und Zeichnungen fand ich im Buch von Geo.H.Thomas "The Modeel Engineers Workshop Manual".
Das Buch gibt es im Handel von TEE Publishing ISBN 1-85761-000-8.
For the production of different toggle screws I made some clamping elements.
I found the corresponding idea and drawings in the book by Geo.H.Thomas "The Modeel Engineers Workshop Manual".
The book is available from TEE Publishing ISBN 1-85761-000-8.
 Die Maße entsprechen dem größten Kugeldurchmesser des Knebels.
Die Maße entsprechen dem größten Kugeldurchmesser des Knebels.The dimensions correspond to the largest ball diameter of the toggle.



14.12.2020
Zu Weihnachten hatte ich den Auftrag, vier Bank-Haken für die Hobelbank, die mein Enkel zu Weihnachten bekommt, zu fertigen.
Den Auftrag für die Hobelbank hat mein Schwiegersohn erhalten.
Die Platten-Dicke beträgt 40 mm.
Die Bank-Haken haben einen Kopfdurchmesser von 30 mm. Die Kopfhöhe ist 16 mm.
Der Zapfen-Durchmesser beträgt 19 mm und die Zapfen-Länge 45 mm.
Die Spann-Fläche ist unter einem Winkel von 2,5 Grad angefräst.
For Christmas I had an order to make four bench pins for the planer bench my grandson is getting for Christmas.
The order for the workbench has received my son-in-law.
The board thickness is 40 mm.
The bench hooks have a head diameter of 30 mm. The head height is 16 mm.
The tenon diameter is 19 mm and the tenon length is 45 mm.
The clamping surface is milled at an angle of 2.5 degrees.
 Das Logo erinnert den Enkel noch in Jahren an seinen Opa.
Das Logo erinnert den Enkel noch in Jahren an seinen Opa.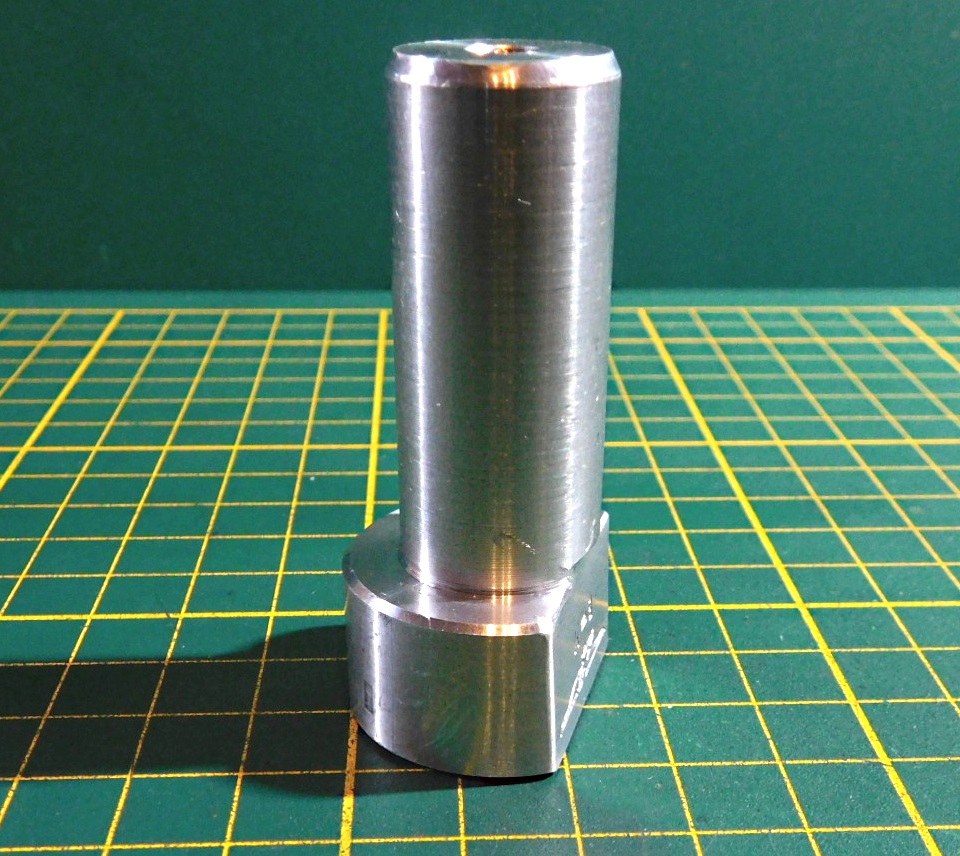 Hier sieht man die Schräge der Spann-Fläche.
Hier sieht man die Schräge der Spann-Fläche. Irgend wie haben es nicht alle Bank-Haken auf das Bild geschafft. Es wurden insgesamt 6 Stück.
Irgend wie haben es nicht alle Bank-Haken auf das Bild geschafft. Es wurden insgesamt 6 Stück.12.11.2020
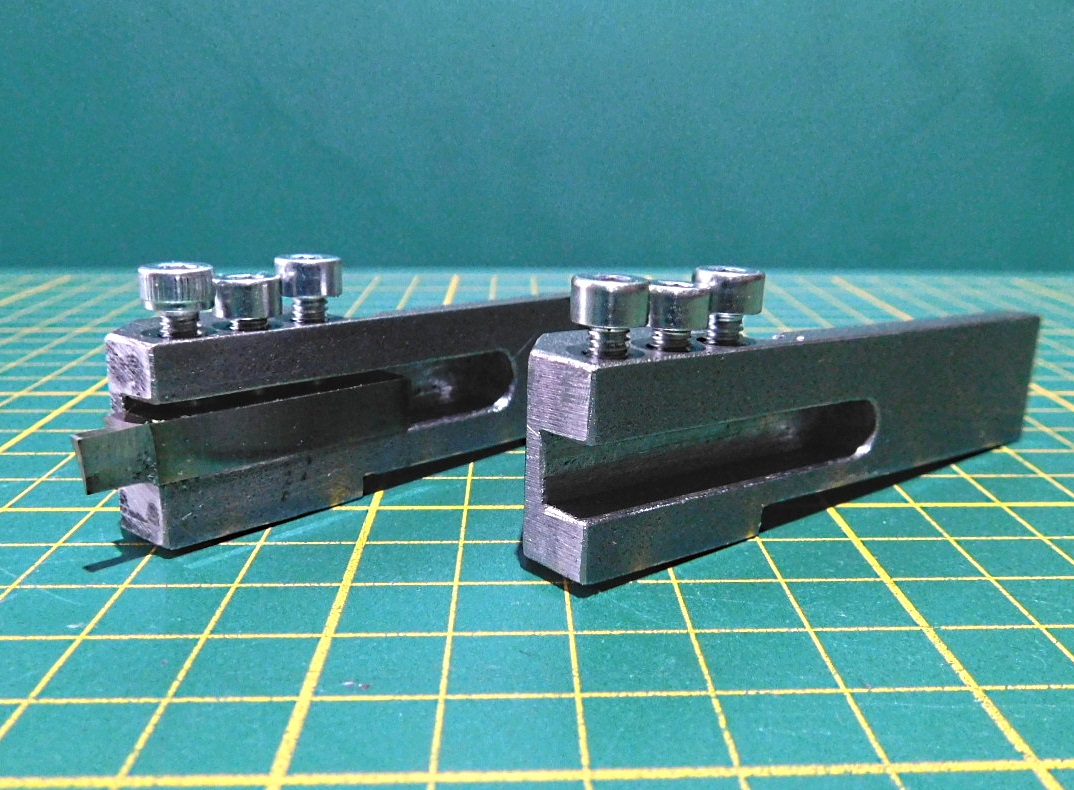
Heute sind zwei Drehstahlhalter für kleine Drehstähle, mit 6 mm Querschnitt, entstanden.
Ausgangsmaterial war Blankstahl mit einem Querschnitt von 15 x 20 x 80 mm.
Zunächst wurde eine Nut mit dem entsprechenden Maß für die HSS-Drehlinge eingefräst. Im Anschluss wurden die Halter so befräst, dass sie in meine Multifix Aa Wechselkassetten passten.
Die letzte Arbeit war jeweils drei M 4 Gewinde für die Klemmschrauben zu fertigen.
Today, two turning toolholders for small turning steels, with 6 mm cross-section, have been created.
The starting material was bright steel with a cross-section of 15 x 20 x 80 mm.
First, a groove was milled with the appropriate dimension for the HSS blanks. Then the holders were milled so that they fit into my Multifix Aa interchangeable cassettes.
The last job was to make three M 4 threads for the clamping screws.



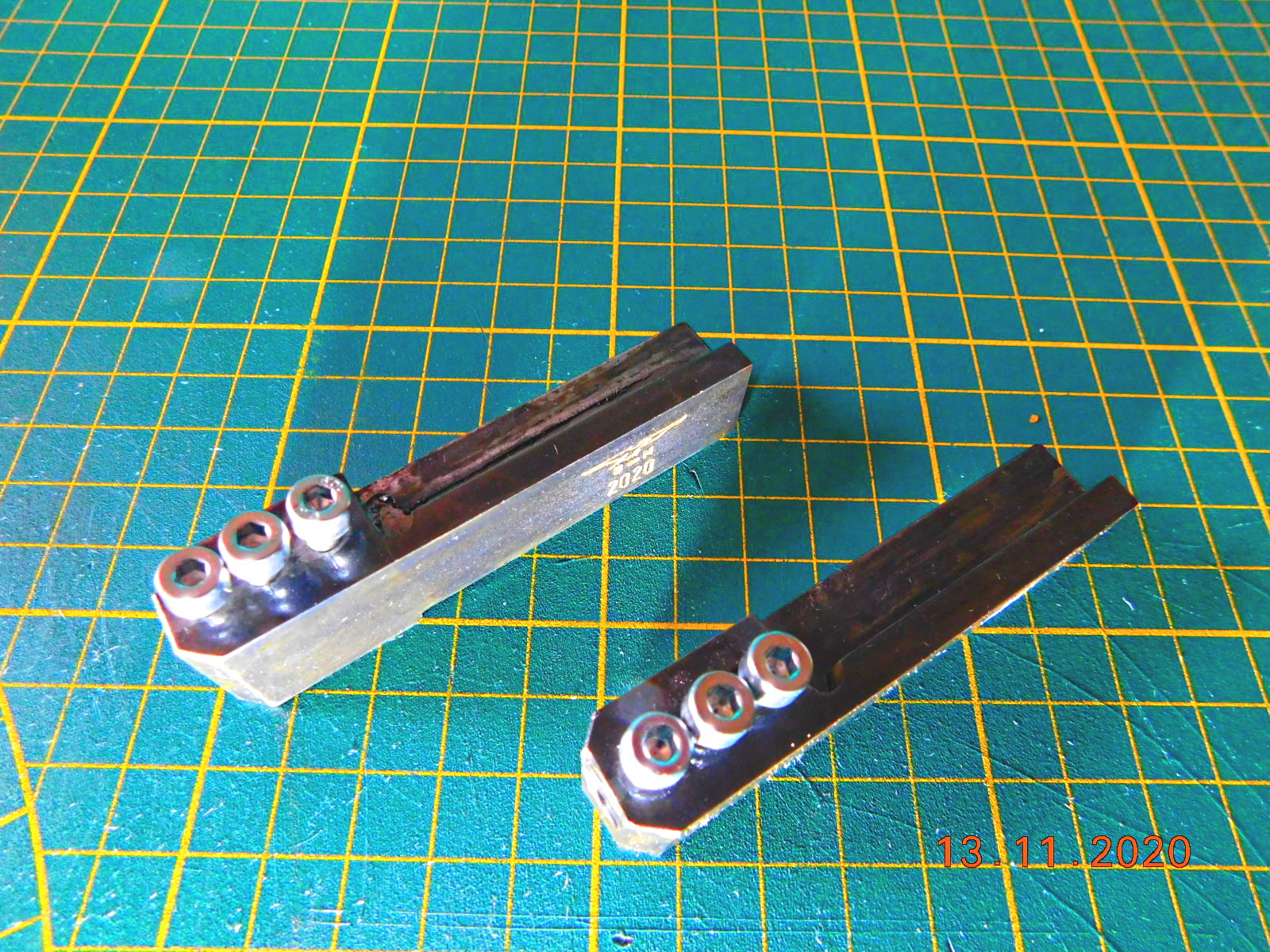
Nach dem ich alles entfettet hatte, wurden die Halter brüniert.
Im Anschluss wurde mein Logo eingefräst und mit Goldfarbe ausgelegt.
After I had degreased everything, the holders were burnished.
Afterwards, my logo was milled and laid out with gold paint.
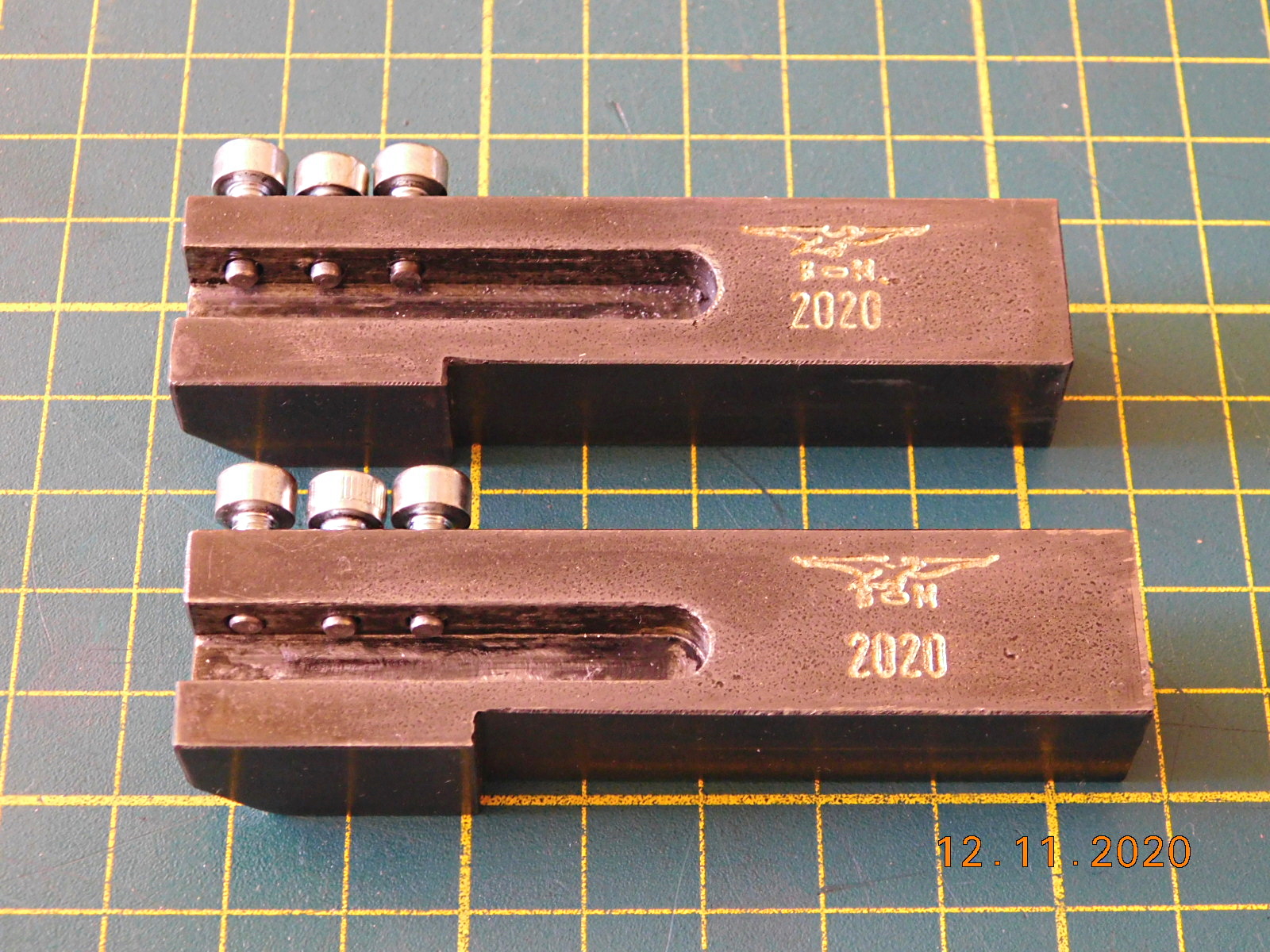 Die Halter haben mein "Brandzeichen" erhalten.
Die Halter haben mein "Brandzeichen" erhalten.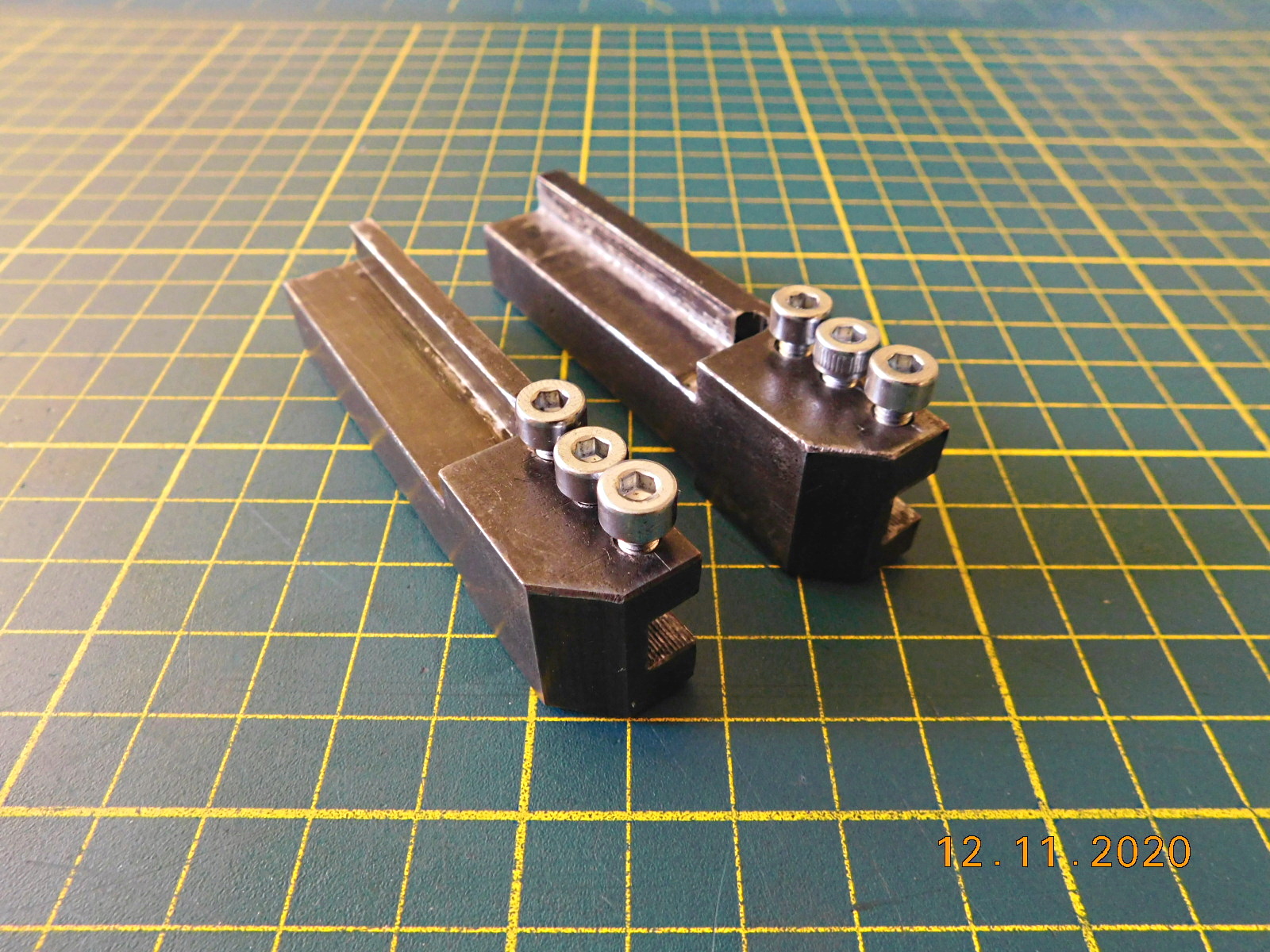
The holders have received my "brand".

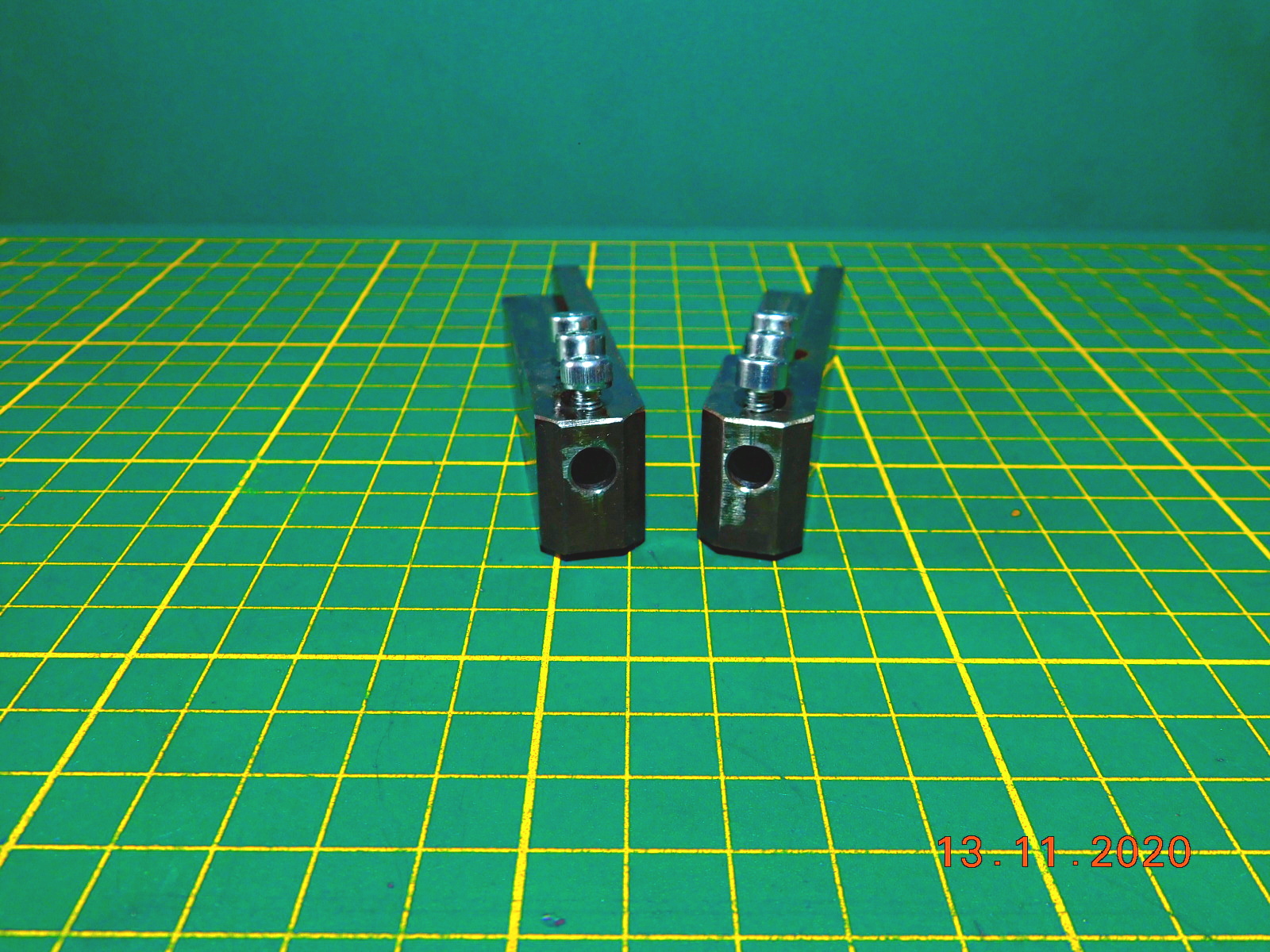
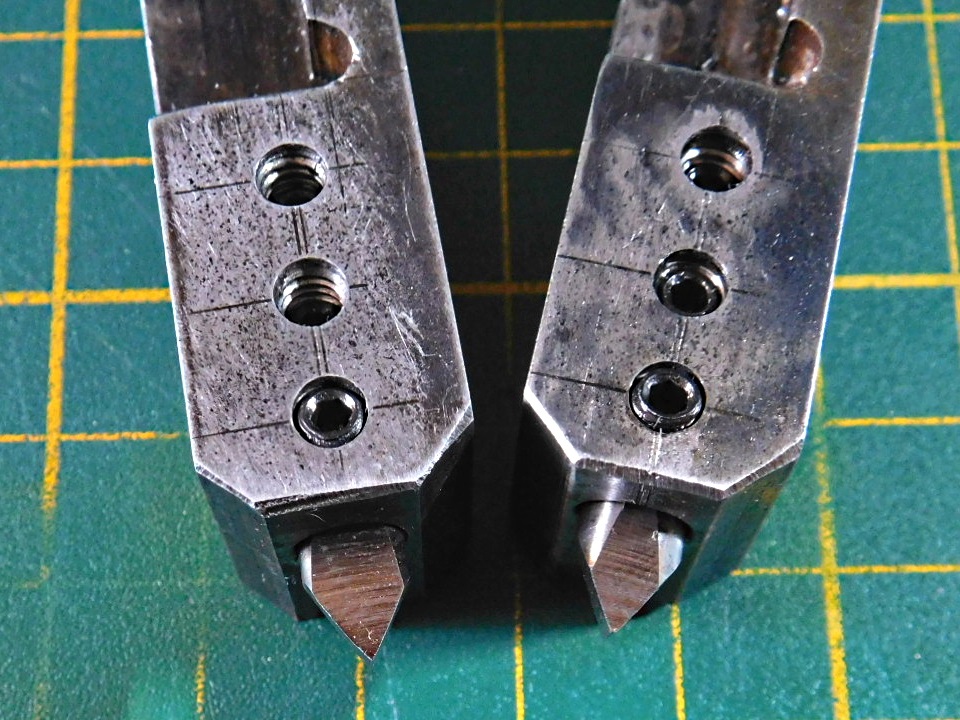
Auch für Runde 6 mm Drehlinge habe ich zwei Halter gefertigt.
Der Drehstahl sitzt in einem Winkel von 10° im Halter. Die Klemmschrauben sind im rechten Winkel dazu angebracht.
I also made two holders for round 6 mm turning rings.
The turning tool sits in the holder at an angle of 10°. The clamping screws are attached at an angle of 90 degrees to it.


08.09.2020
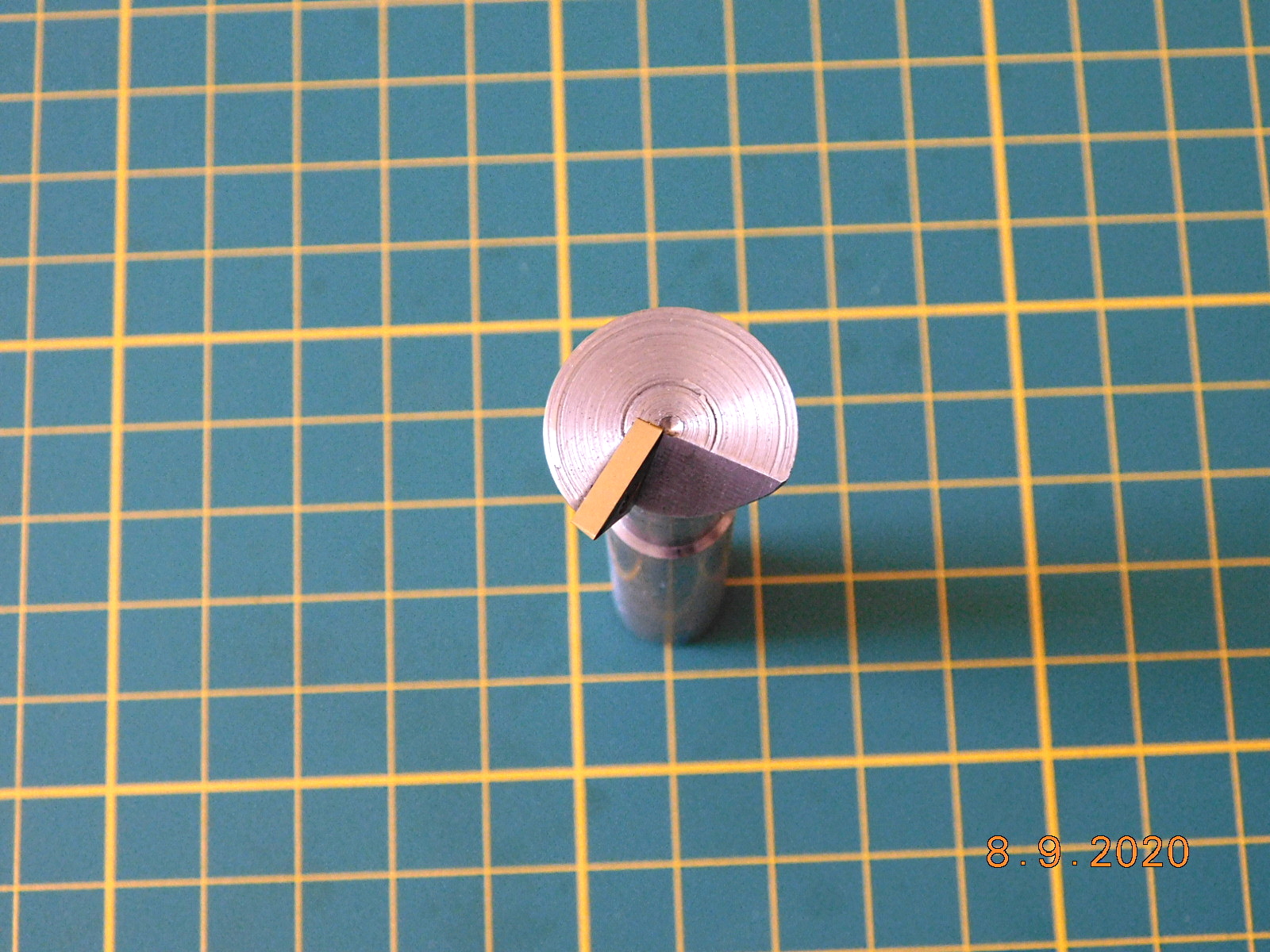
Ein weiterer Schwalbenschwanz-Fräser wurde gefertigt.
Er ist etwas kleiner als der vorhergehende.
Schaft-Durchmesser ist 12mm.
Fäser-Durchmesser ist 22mm.
Gesamtlänge des Fräsers 70mm.
Er ist vorgesehen für Folgende Wendeplatten: TCMT - 110204 oder 110208.
Another dovetail cutter was made.
It is slightly smaller than the previous one.
Shank diameter is 12mm.
Milling cutter diameter is 22mm.
Total length of the cutter is 70mm.
It is designed for the following inserts: TCMT - 110204 or 110208.
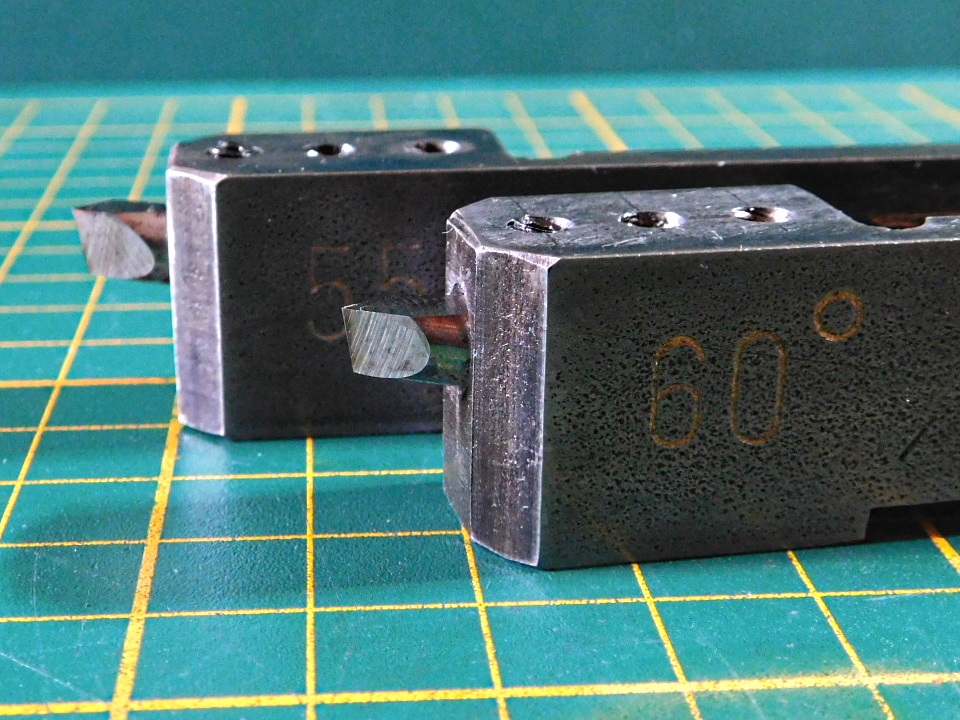
 In den Schaft wurde die Winkel-Größe und die verwendete Wendeplatten-Größe eingraviert.
In den Schaft wurde die Winkel-Größe und die verwendete Wendeplatten-Größe eingraviert.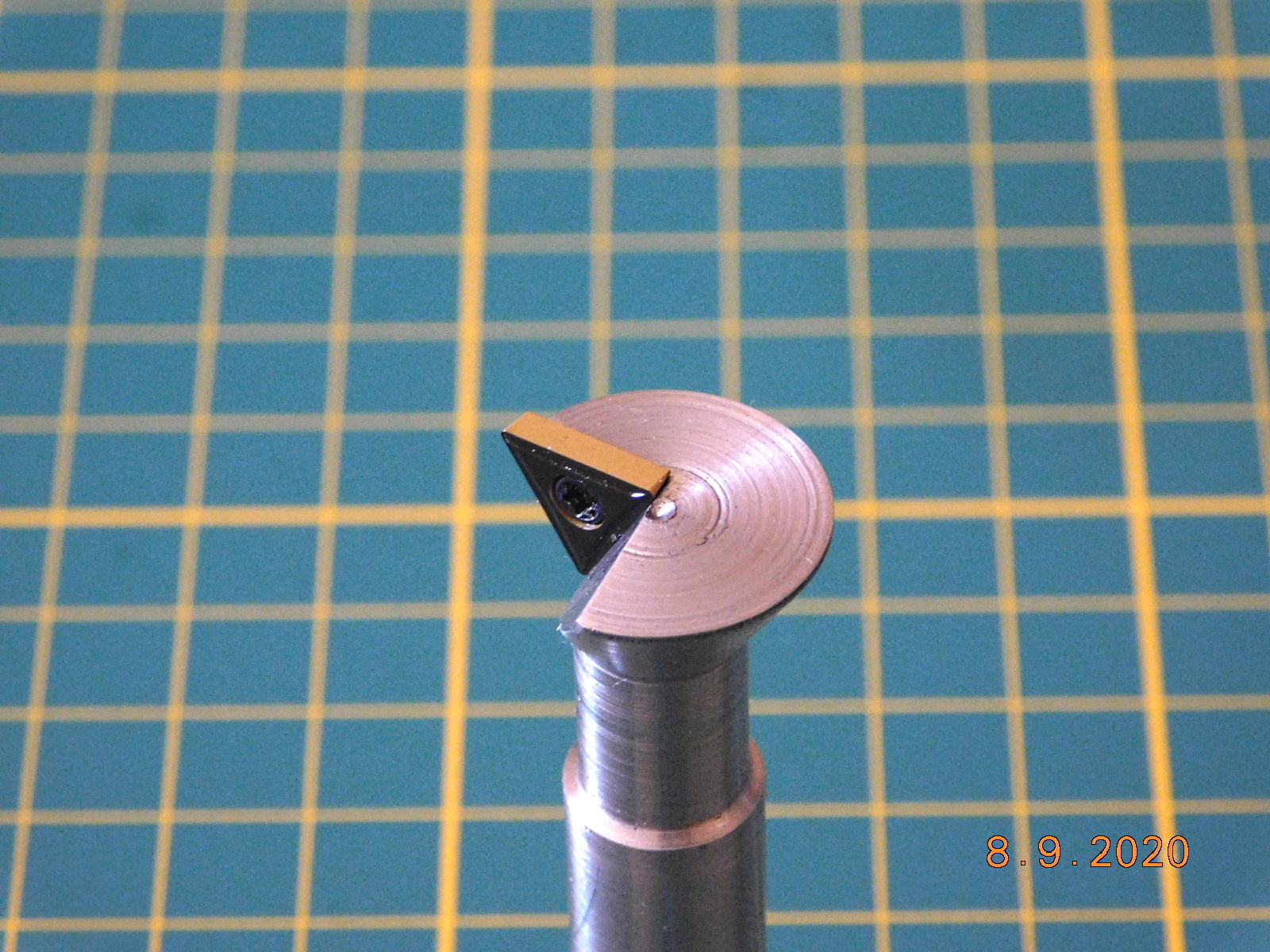
The shank was engraved with the angle size and the number insert size.
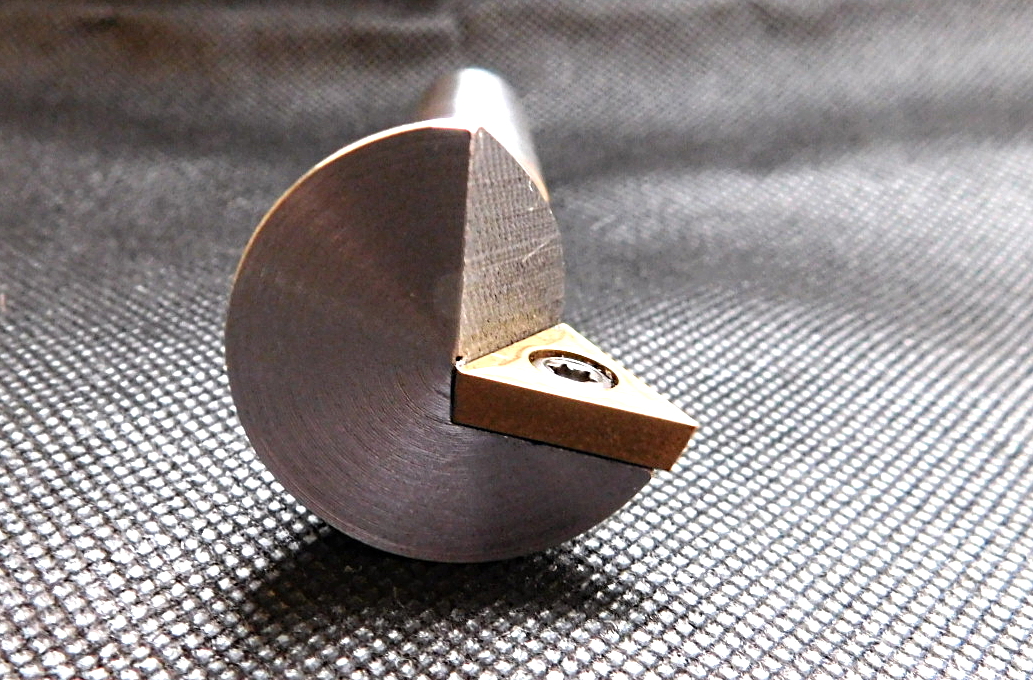
 Nach dem ich den Fräser brüniert hatte, habe ich die Gravur mit Goldfarbe ausgelegt.
Nach dem ich den Fräser brüniert hatte, habe ich die Gravur mit Goldfarbe ausgelegt.After I burnished the cutter, I laid out the engraving with gold paint.
11.08.2020
Heute habe ich einen 60° Schwalbenschwanz-Fräser hergestellt.
Ausgangsmaterial war eine Hartmetall-Wendeplatte "TCMT 16 T3 04"
Für den Fräserschaft verwendete ich EN: S355J2 (St52-3).
Today I made a 60° dovetail cutter.
The starting material was a carbide insert "TCMT 16 T3 04".
For the cutter shank I used EN: S355J2 (St52-3).
 Der Fräser hat einen Ø von 32 mm.
Der Fräser hat einen Ø von 32 mm.The cutter has a diameter of 32 mm.

 Die Gesamtlänge beträgt 85 mm und der Spannschaft hat 16 mm Durchmesser
Die Gesamtlänge beträgt 85 mm und der Spannschaft hat 16 mm DurchmesserThe total length is 85 mm and the clamping shank has a diameter of 16 mm.

25.06.2020
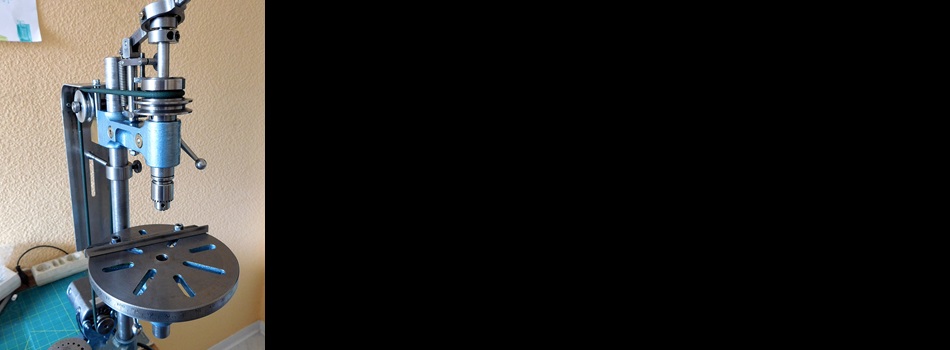
Für mein "Pillar Tool" habe ich eine Finger-Platte angefertigt. Dieses Teil dient dazu sehr kleine Teile sicher bei der Bearbeitung zu handhaben.
Aus einem Reststück EN-GJL-250 (GG25) wurde die Platte gefräst.
Eine Vorrichtung, für Querbohrungen zentrisch in Rundmaterial zu fertigen, habe ich auch noch realisiert. Dazu wurden unterschiedliche Bohrbuchsen gefertigt. Diese bestehen aus 115 CrV3 Werkzeugstahl und wurden gehärtet.
Das Gehäuse für die Bohrbuchsen ist von unten mit einem Anschlagbund in den Grundkörper eingeklebt.
Es können Wellen bis 10mm Durchmesser gespannt werden.
Der Haltefinger und die Klemmschraube wurde aus Stahl S235JR+C (St 37) gefertigt.
For my "Pillar Tool" I have made a finger plate. This part is used to handle very small parts safely during machining.
The plate was milled from a leftover piece of EN-GJL-250 (GG25).
I also made a fixture for drilling cross holes centrically in round material. For this purpose, different drill bushings were manufactured. These are made of 115 CrV3 tool steel and were hardened.
The housing for the drill bushings is glued into the base body from below with a stop collar.
Shafts up to 10mm diameter can be clamped.
The retaining finger and the clamping screw were made of steel S235JR+C (St 37).
 Die Einzelteile der Fingerplatte.
Die Einzelteile der Fingerplatte.Grundkörper, Haltefinger, Klemmschraube und 7 Bohrbuchsen von 2mm bis 5mm um 0,5mm steigend.
The components of the finger plate.
Base body, retaining finger, clamping screw and 7 drill bushings from 2mm to 5mm increasing by 0.5mm.
 Bohrbuchse im Halter und Haltefinger montiert. Es wurde noch eine Stützschraube gefertigt.
Bohrbuchse im Halter und Haltefinger montiert. Es wurde noch eine Stützschraube gefertigt.Drill bushing mounted in the holder and holding finger. One more support screw was made.
 Ein anderer Blickwinkel.
Ein anderer Blickwinkel.Another perspective.
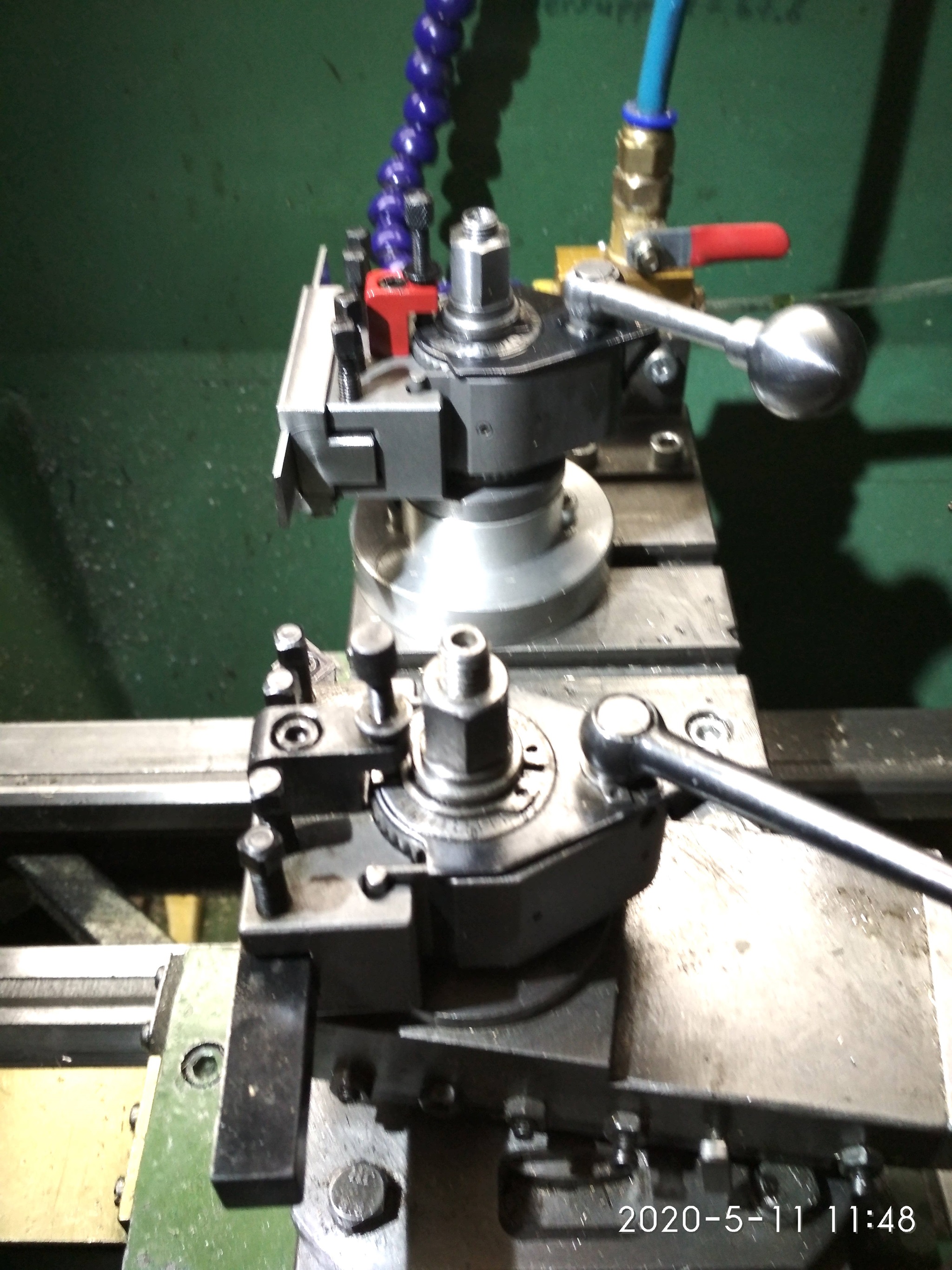
11.05.2020
Ich konnte noch einen Multifix Aa Schnellwechsler günstig erhalten. Den habe ich als rückwärtigen Stahlhalter auf der Drehmaschine aufgebaut.
Bei Serienfertigungen von Kleinteilen leistet er sehr gute Dienste.
Die Basis ist ein Alu-Klotz, dieser wird auf die Aufspannplatte vom Planschlitten, gemeinsam mit einer Stahlunterlage und der zentralen Befestigungsschraube für den Halter gespannt. Die zentrale Schraube ist von unten in den Alu-Klotz eingesetzt und mit einem 4mm Stift gegen Verdrehen gesichert.
Am oberen Ende der Schraube ist ein M8 x 1 Feingewinde. Die Entsprechende Mutter habe ich ebenfalls angefertigt.
I was able to get a Multifix Aa quick coupler at a good price. I have set it up as a rear steel holder on the lathe.
For series production of small parts, it performs very well.
The base is an aluminum block, which is clamped on the clamping plate of the cross slide, together with a steel base and the central fastening screw for the holder. The central screw is inserted into the aluminum block from below and secured against rotation with a 4mm pin.
At the upper end of the screw is a M8 x 1 fine thread. I also made the corresponding nut.
 Rückwärtiger Stahlhalter auf seinem Sockel.
Rückwärtiger Stahlhalter auf seinem Sockel.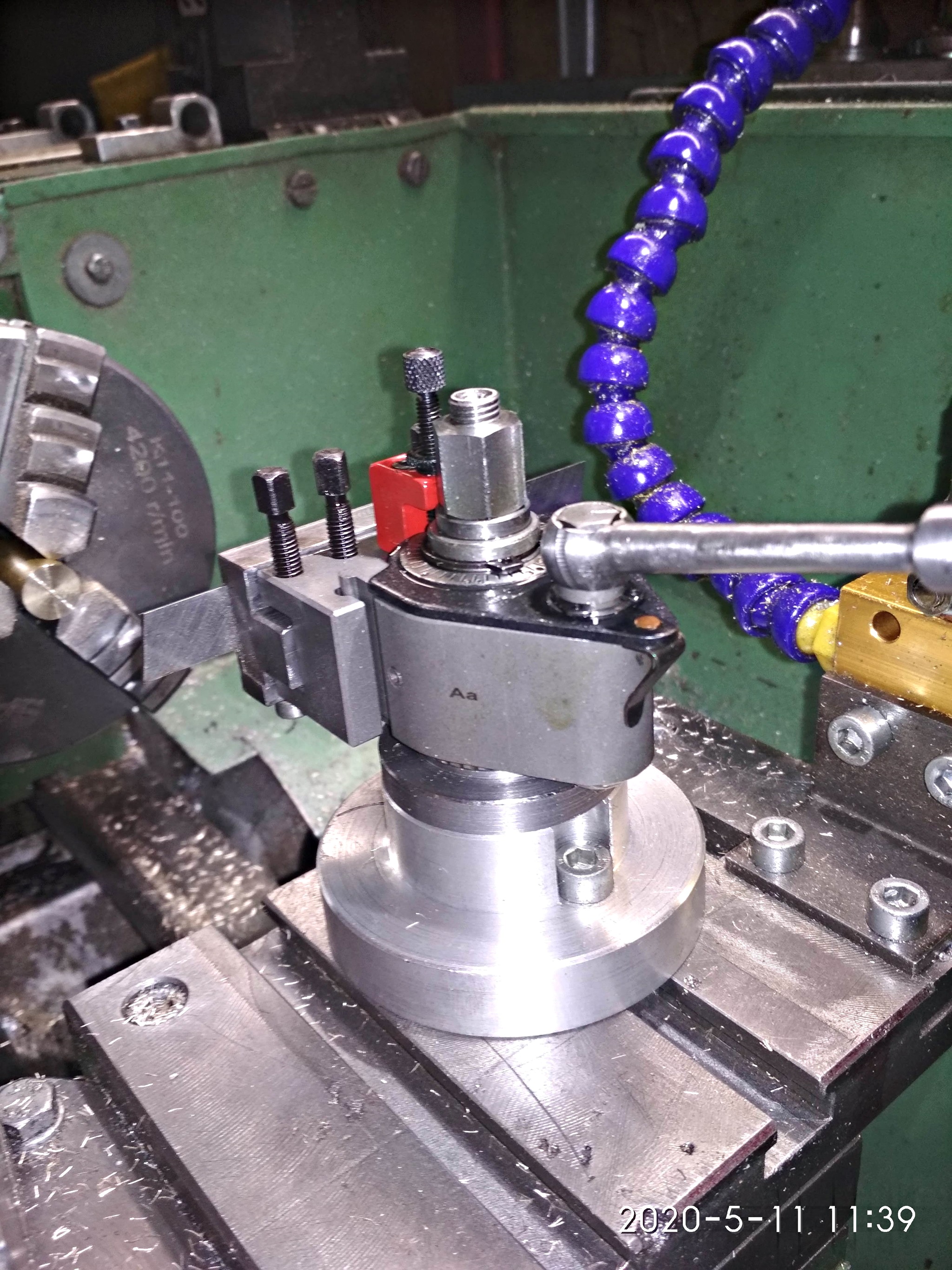
Back steel holder on its base.
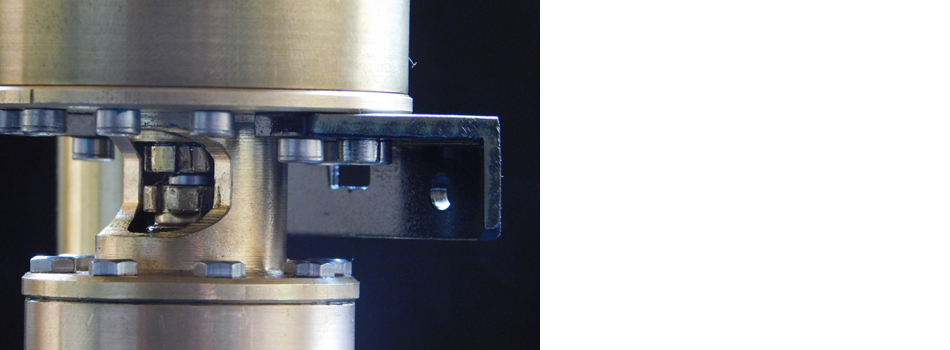
 Das Abstech-Messer ist Kopfüber eingespannt.
Das Abstech-Messer ist Kopfüber eingespannt.The cutting blade is clamped upside down.
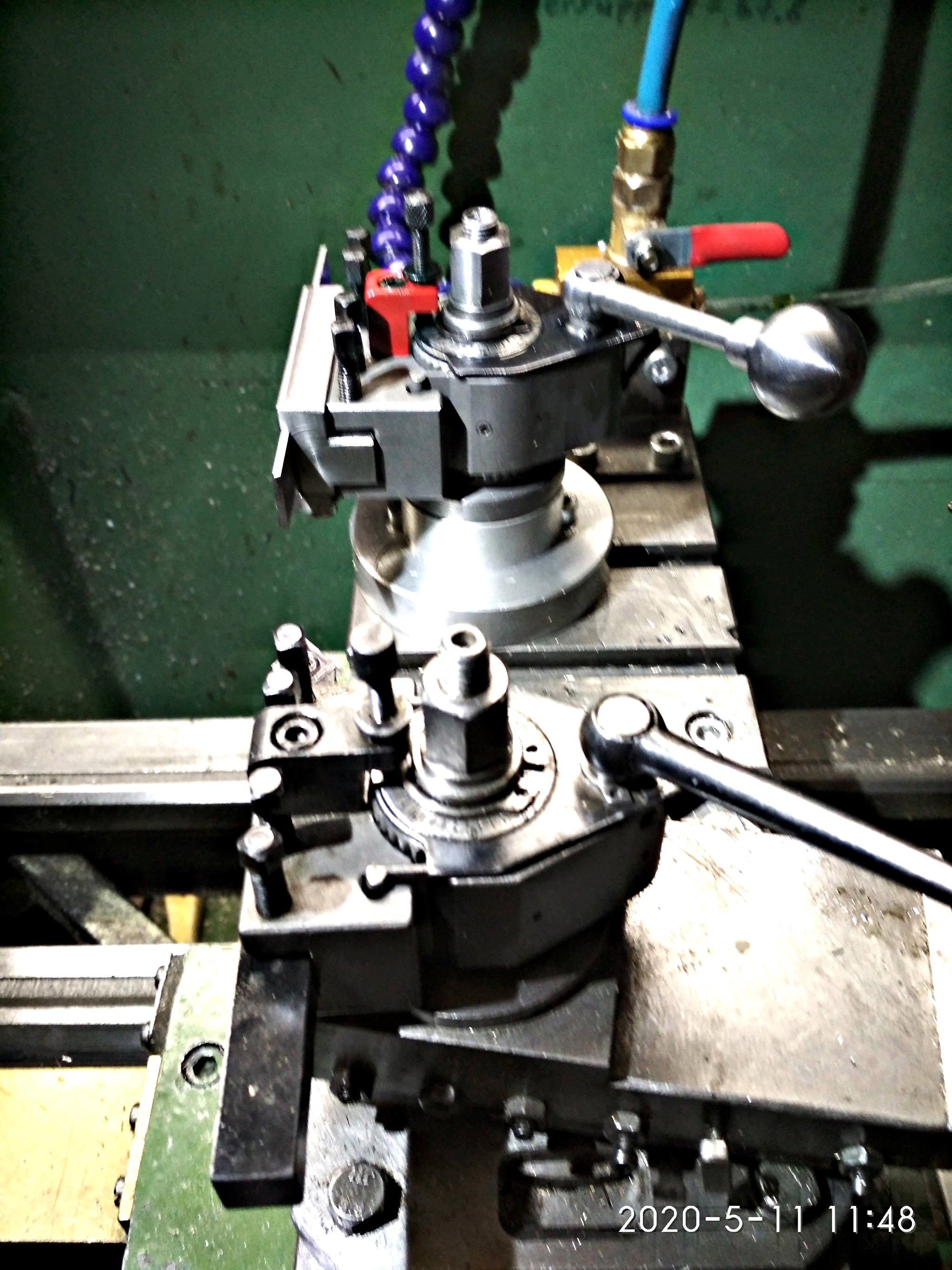 Anordnung zum Oberschlitten.
Anordnung zum Oberschlitten.Arrangement to the top slide.
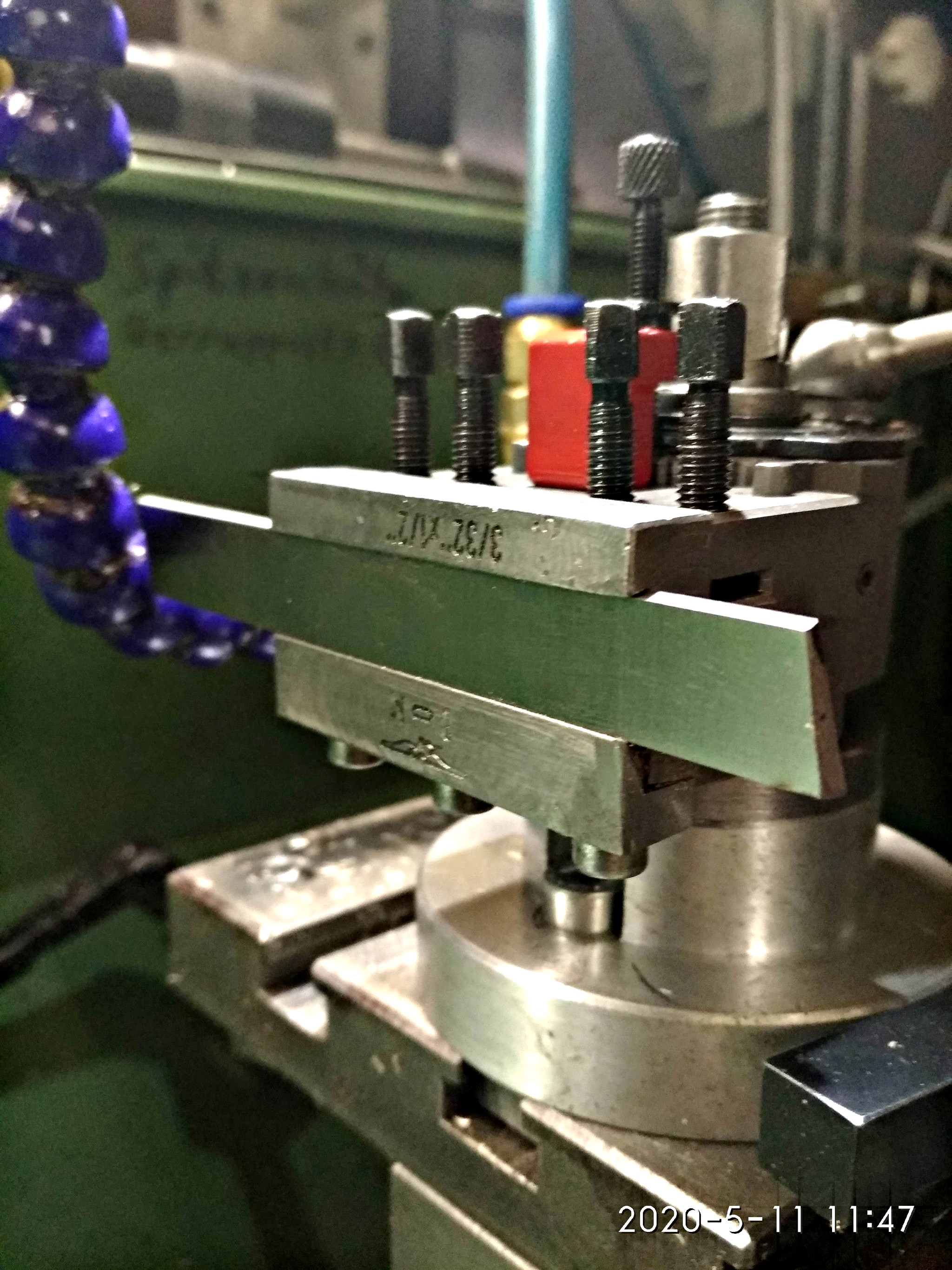
02.05.2020
Für die Abstechmesser mit den Abmaßen 3/32"x 1/2" habe ich mir einen Halter angefertigt.
Die entsprechenden Winkel habe ich an dem Abstechmesser abgegriffen und auf den Halter übertragen.
Gehalten wird das Messer durch ein Druckstück, dass durch zwei Passstifte geführt - und mit drei M4 Schrauben fest gezogen wird.
Dieser Halter wird dann in einer Multifix Aa Kassette gespannt.
I made a holder for the parting knives with the dimensions 3/32 "x 1/2".
I tapped the corresponding angles on the parting knife and transferred them to the holder.
The knife is held by a pressure piece that is guided by two dowel pins and tightened with three M4 screws.
This holder is then clamped in a Multifix Aa cassette.
 Einzelteile des Halters.
Einzelteile des Halters. Mit der Graviermaschine habe ich die Abmaße der Stechmesser und mein Logo eingraviert.
Mit der Graviermaschine habe ich die Abmaße der Stechmesser und mein Logo eingraviert.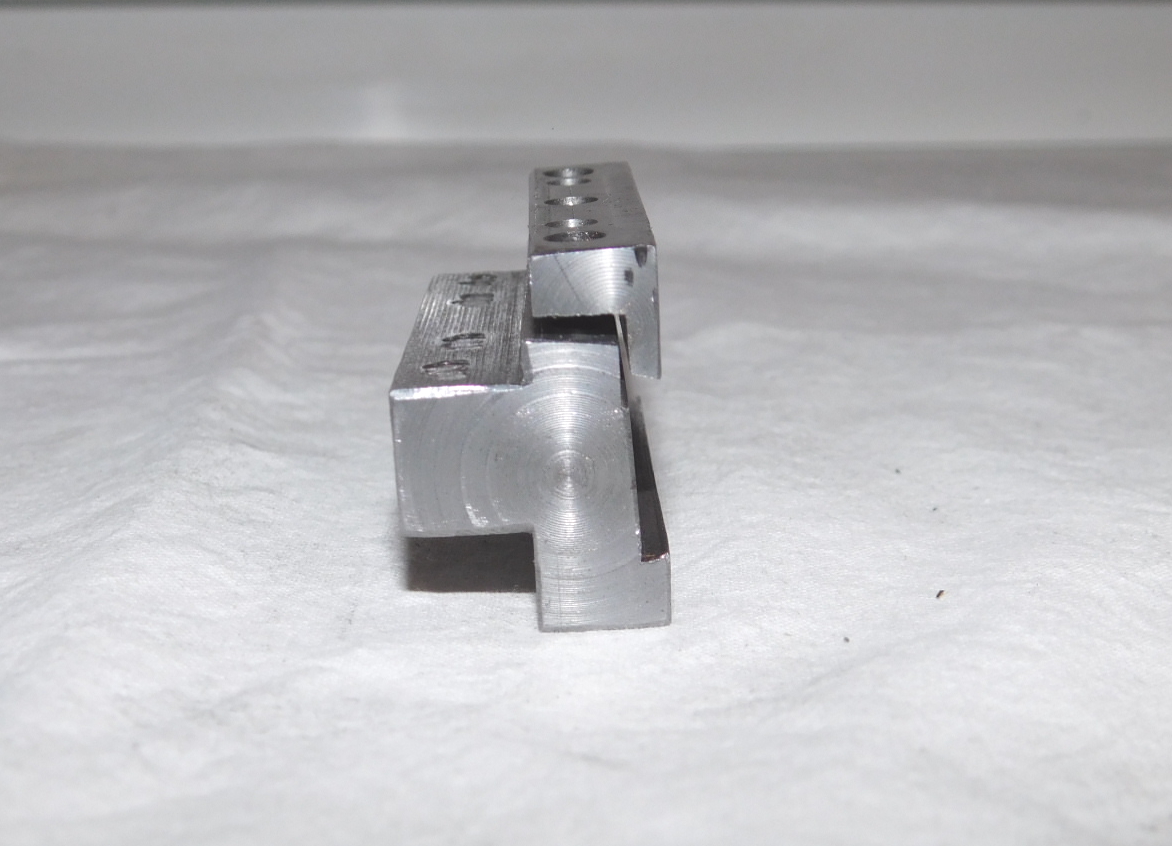 Zusammenbau-Anordnung.
Zusammenbau-Anordnung.
 Messer Eingebaut
Messer Eingebaut Die Gravur wurde mit schwarzer Auslegefarbe behandelt.
Die Gravur wurde mit schwarzer Auslegefarbe behandelt.
25.03.2020
Heute hab ich einen kleinen Räumstempel für mein Rotary Broach gefertigt.
Der Stempel besteht aus zwei Teilen.
Der Halter ist aus ungehärtetem Werkzeugstahl und der eigentliche Stempel ist ein verschlissener Zentrierbohrer.
Beide Teile wurden mit Loctite 648 hochfest zusammengefügt und im Anschluss wurde der 3mm Vierkant geschliffen.
Today I made a small broach stamp for my Rotary Broach.
The broach consists of two parts.
The holder is made of unhardened tool steel and the actual broach is a worn center drill.
Both parts were joined together with Loctite 648 high strength and then the 3mm square was ground.


10.03.2020
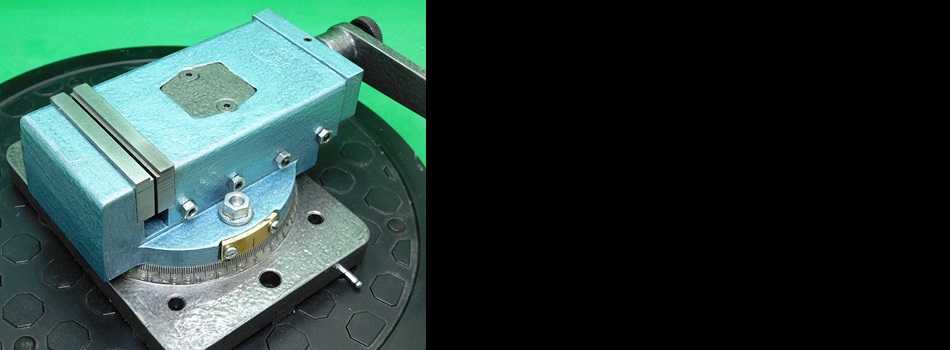
Für einen neuen Messtaster musste ich eine Schwalbenschwanz-Aufnahme fertigen. Die originale Aufnahme war eine Schlockerpaarung da hatte ich wenig vertrauen.
Zunächst musste ein kleiner Schwalbenschwanzfräser für den 60° Schlitz gefertigt werden. Diesen Fräser habe ich in Form eines Einschneiden-Fräser gefertigt.
Aus einem 4mm HSS-E Rohling wurde der Fräser auf der Stichelschleifmaschine geschliffen.
Im Anschluss wurde die Aufnahme mit einem 2mm Nutfräser 1,5mm tief in Messing vor gefräst. Danach wurde mit dem Stichel-Fräser der Schwalbenschwanz heraus gearbeitet, bis der Schwalbenschwanz in den Messtaster saugend passte. Ein M5 Gewinde wurde eingeschnitten und das Teil abgestochen. Umgedreht auf eine M5 Aufnahme geschraubt und die andere Seite bearbeitet.
For a new measuring touch probe I had to make a dovetail mount. The original mount was a Schlocker pairing so I had little confidence.
First I had to make a small dovetail cutter for the 60° slot. I made this cutter in the form of a single flute cutter.
From a 4mm HSS-E blank, the cutter was ground on the graver grinder.
Afterwards, the holder was pre-milled with a 2mm groove cutter 1.5mm deep in brass. Then the dovetail was worked out with the graver cutter until the dovetail suction fit into the probe. An M5 thread was cut and the part tapped. Turned upside down, it was screwed onto an M5 receptacle and the other side machined.
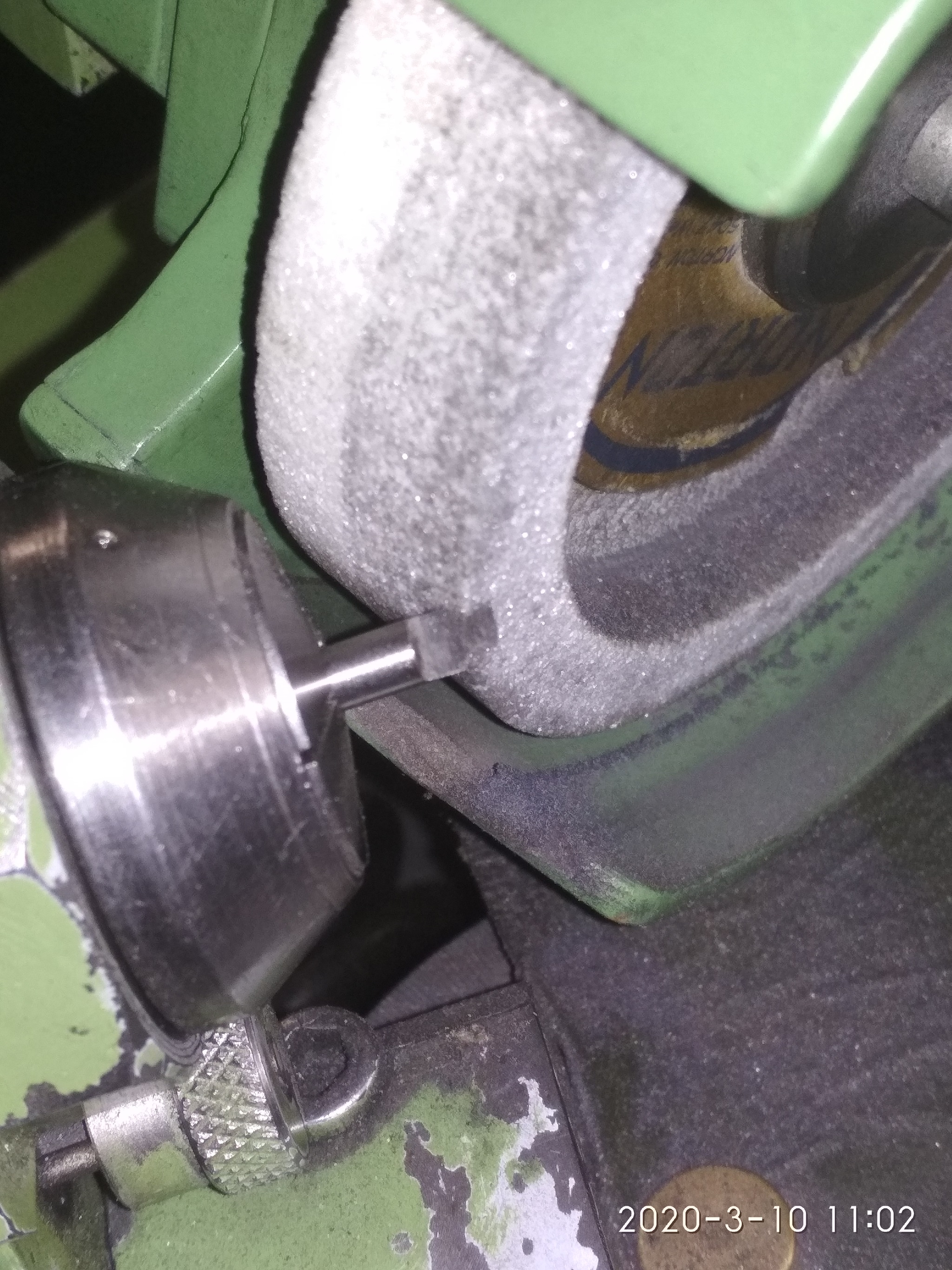 Den 60° Winkel habe ich an der Stichelschleifmaschine geschliffen.
Den 60° Winkel habe ich an der Stichelschleifmaschine geschliffen.Zuerst wurde der 4mm HSS-E Rohling an der Spitze auf den halben Durchmesser herunter geschliffen.

I ground the 60deg angle on the graver grinder.
First, the 4mm HSS-E blank was ground down to half the diameter at the tip.

Fertiger Fräser.
Finished milling cutter.
 Das ist die fertige Klemmaufnahme für den Messtaster.
Das ist die fertige Klemmaufnahme für den Messtaster.
This is the finished clamp for the measuring probe.

14.01.2020
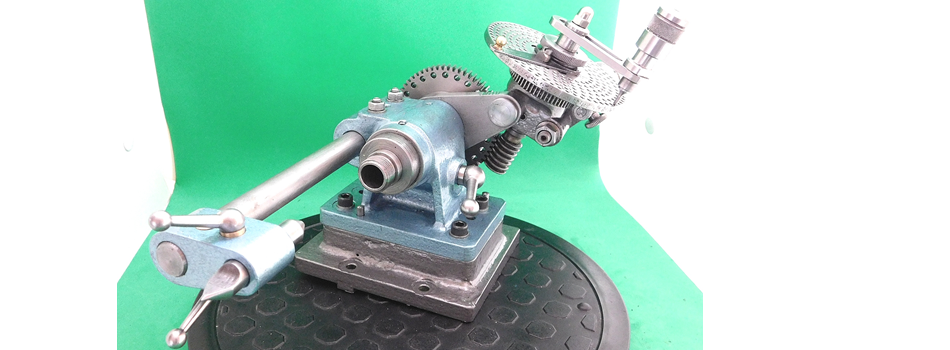
Für mein Vielseitiges Teilgerät habe ich eine Aufspannscheibe gefertigt. Sie wird anstelle des Dreibackenfutters aufgeschraubt.
Der Außendurchmesser beträgt 80mm.
Die drei Spannschlitze sind 6mm breit.
Das Aufnahmegewinde ist M20 x 1,5
Die Passung ist 22 mm.
I made a clamping disk for my versatile dividing tool. It is screwed on instead of the three-jaw chuck.
The outer diameter is 80mm.
The three clamping slots are 6mm wide.
The mounting thread is M20 x 1.5.
The fit is 22mm.


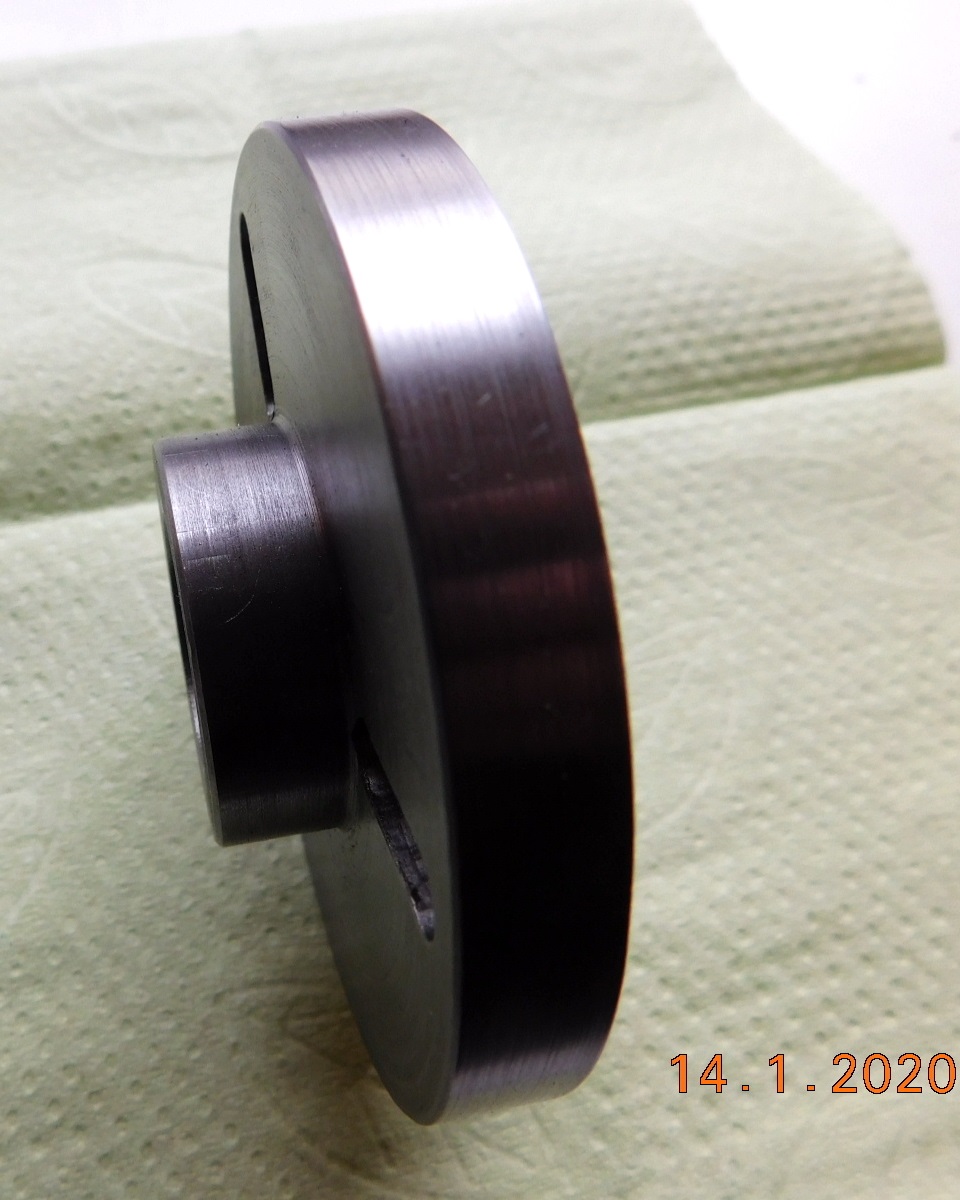
 Aufspannscheibe an dem Teilgerät.
Aufspannscheibe an dem Teilgerät.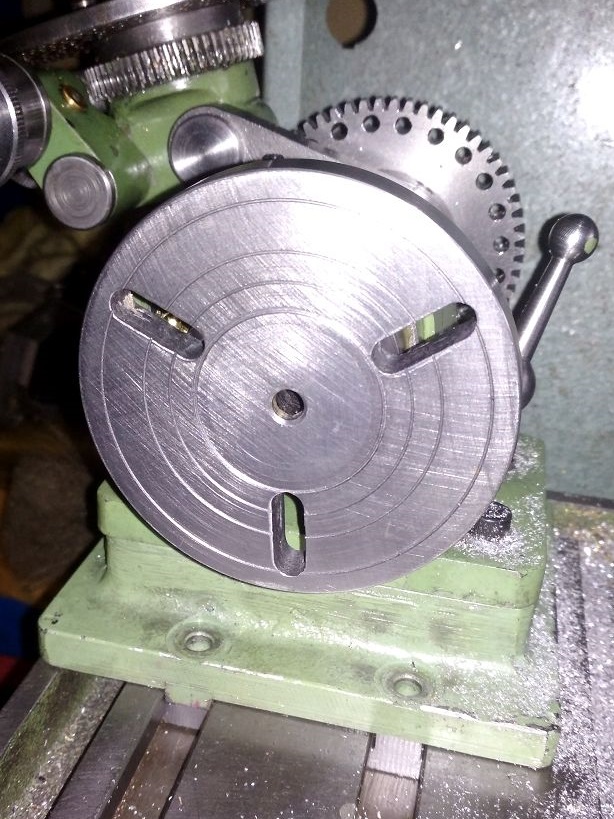

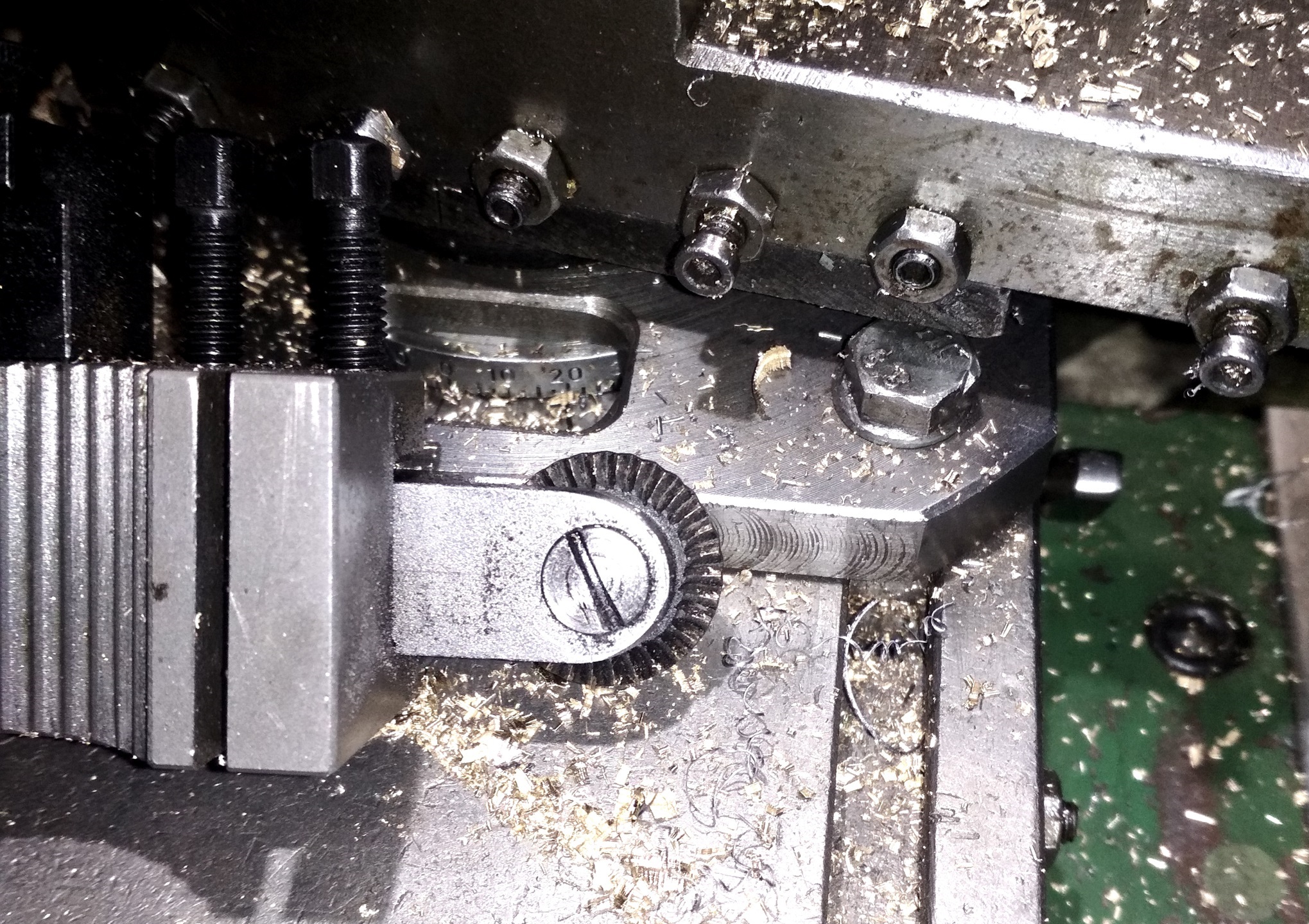
10.01.2020
Modul-Gewinde (Modulsteigung) auf meiner Drehmaschine schneiden.
Auf meiner Drehmaschine gab es keine Möglichkeit Modul-Steigungen zu schneiden. Gelegentlich benötige ich allerdings die Möglichkeit für ein Modul1 ~ PI = 3,14159 Schneckengetriebe so eine Steigung zu schneiden.
Ich habe mir anhand meiner vorhandenen Zahnräder eine Möglichkeit gesucht trotzdem Modul -Steigungen zu realisieren.
Ich benötigte drei zusätzliche Zahnräder, um in Verbindung mit dem vorhandenen Norton-Getriebe einige Modulsteigungen zu realisieren.
Im Einzelnen ist dies je ein Zahnrad mit, 73 Zähne, 31 Zähnen und 29 Zähnen.
Die Zahnräder mit 29 und 31 Zähnen waren mit den vorhandenen Teilscheiben und der Teiltabelle auf meinem Vielseitigen Teilgerät (VDH) ohne Probleme herzustellen.
Das Zahnrad mit 73 Zähne war schon schwieriger, da dies eine Primzahl ist und es keine direkte Möglichkeit gab, mittels Teilscheiben, das herzustellen.
Ich habe die Möglichkeit der Microverstellung meines Teilgerätes genutzt.
Im Einzelnen
360° : 73 = 4,931506849°
Aufgerundet auf 1/1000 ~ 4,932
73 x 49 Lochabstände auf der 60ziger Teilscheibe = 357,700 °
73 x 32 Teilstriche auf der Microverstellung = + 2,336°
Jede 2te Teilung statt 32 Teilstriche nur 31 Teilstriche - 0,036°
Gesamt = 360,000 °
Ferner gibt es noch eine andere Möglichkeit.
Wenn man die Kombination 22/7 nimmt dann kommt man auf einen Wert von 3,142, was dem Wert PI =3,14159 sehr nahe kommt. Das entspricht Modul 1.
Man muss lediglich die Zähnezahl erweitern z.B. 44/14, 66/21 oder 88/28.
Da ich auf der Drehmaschine kein Zahnrad mit 21 Zähnen einbauen kann (es ist einfach zu klein), bin ich auf die Kombination 88/28 gegangen.
Ein Zahnrad mit 28 Zähnen war bei der Drehmaschine dabei. Ich musste nur noch ein Zahnrad mit 88 Zähnen anfertigen. Das geht gerade so noch einzubauen.
Das Absägen mit der Bandsäge von einem 100mm Aluminiumklotz hat länger gedauert, als die spätere Bearbeitung.
Im Anschluss habe ich paar Bilder eingefügt.
,
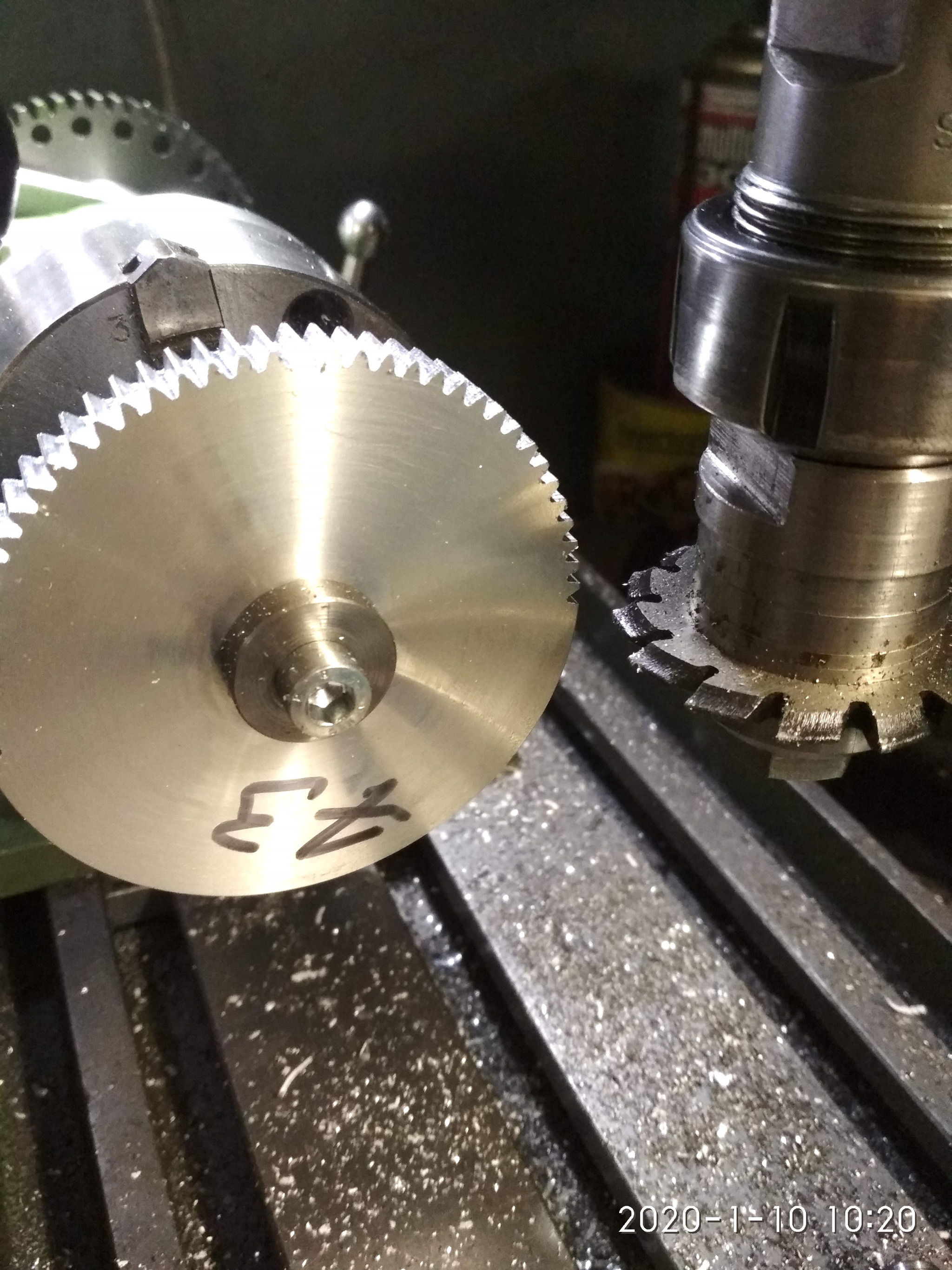 Fräsarbeit mit dem Vielseitigen Teil-Gerät. Der Rohling ist auf einem Spanndorn gespannt.
Fräsarbeit mit dem Vielseitigen Teil-Gerät. Der Rohling ist auf einem Spanndorn gespannt.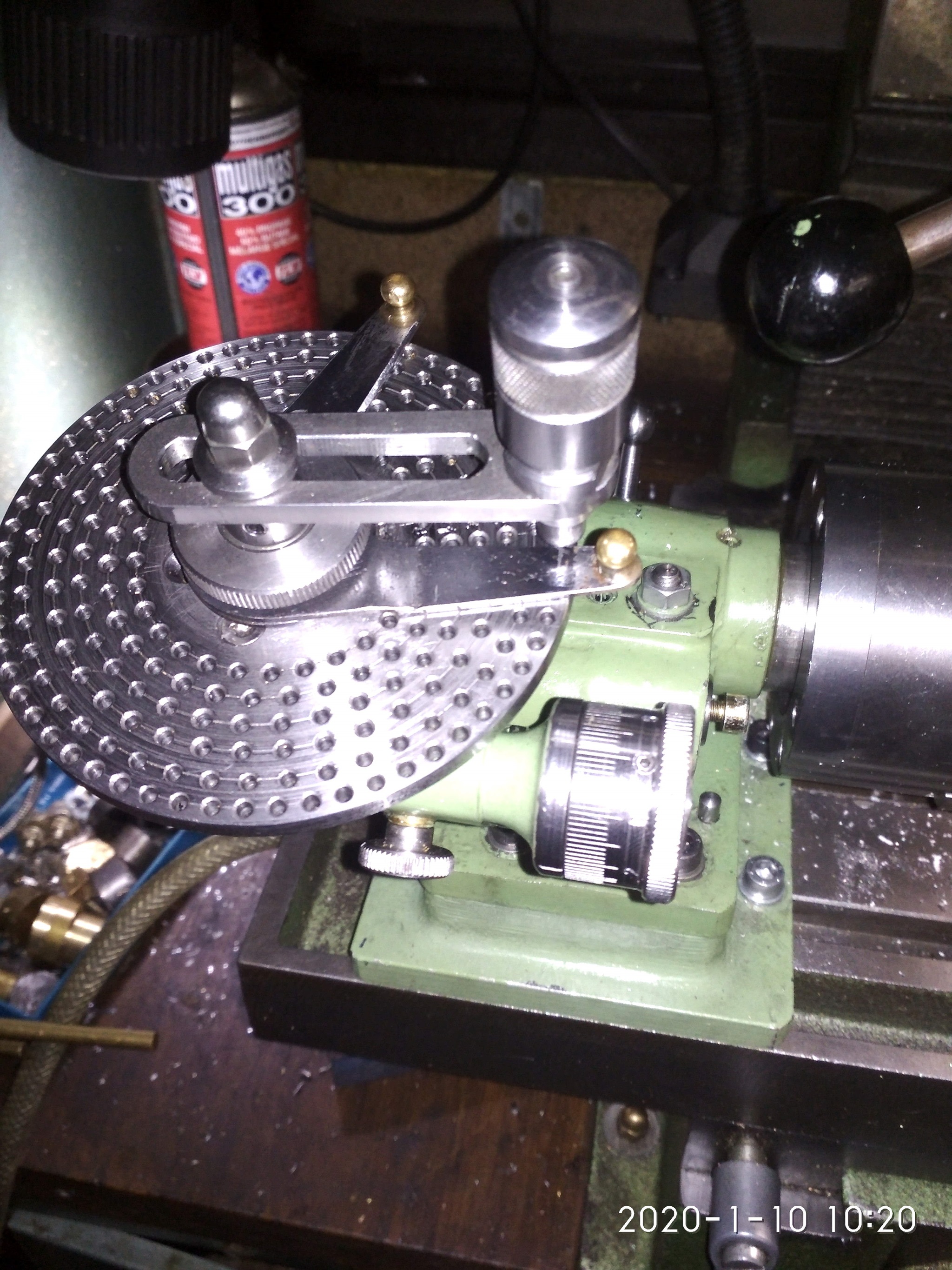 Teil-Gerät mit Micro-Verstellung.
Teil-Gerät mit Micro-Verstellung. Fräs-Fortschritt, die Teilung geht auf.
Fräs-Fortschritt, die Teilung geht auf.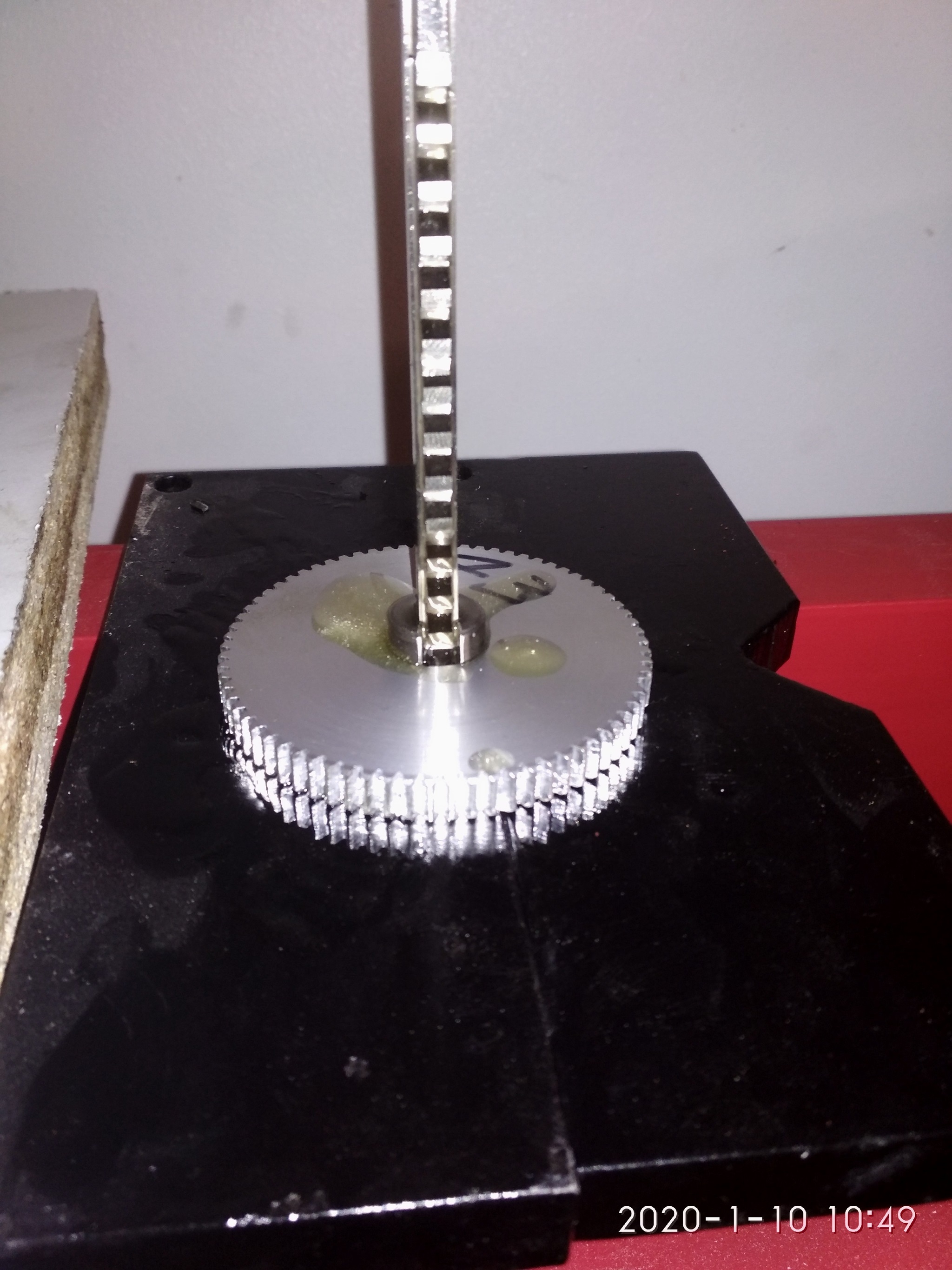 Räumen der Passfedernut auf der Hydraulik-Presse.
Räumen der Passfedernut auf der Hydraulik-Presse.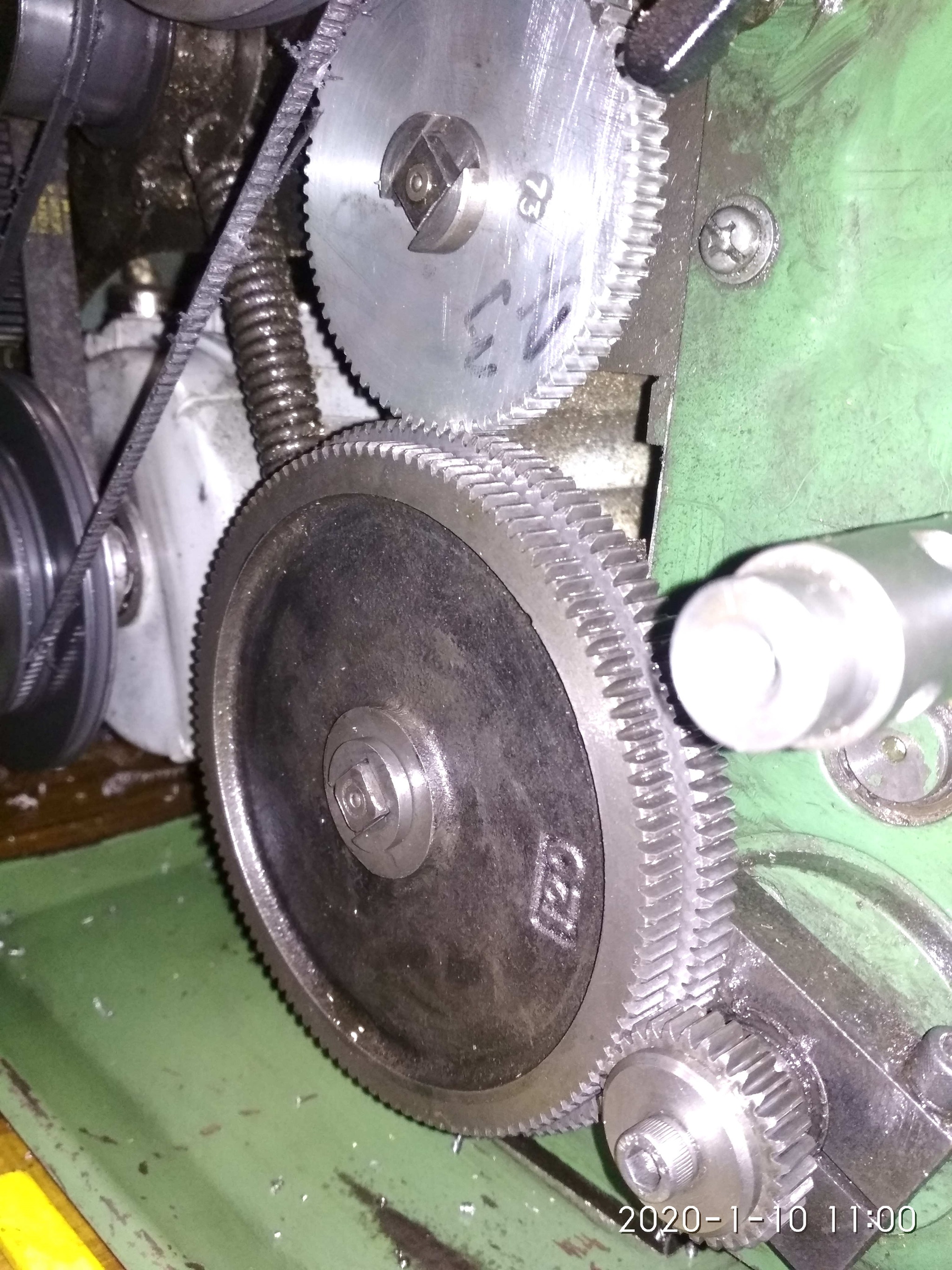 Zahnräder eingebaut.
Zahnräder eingebaut. Läuft einwandfrei.
Läuft einwandfrei.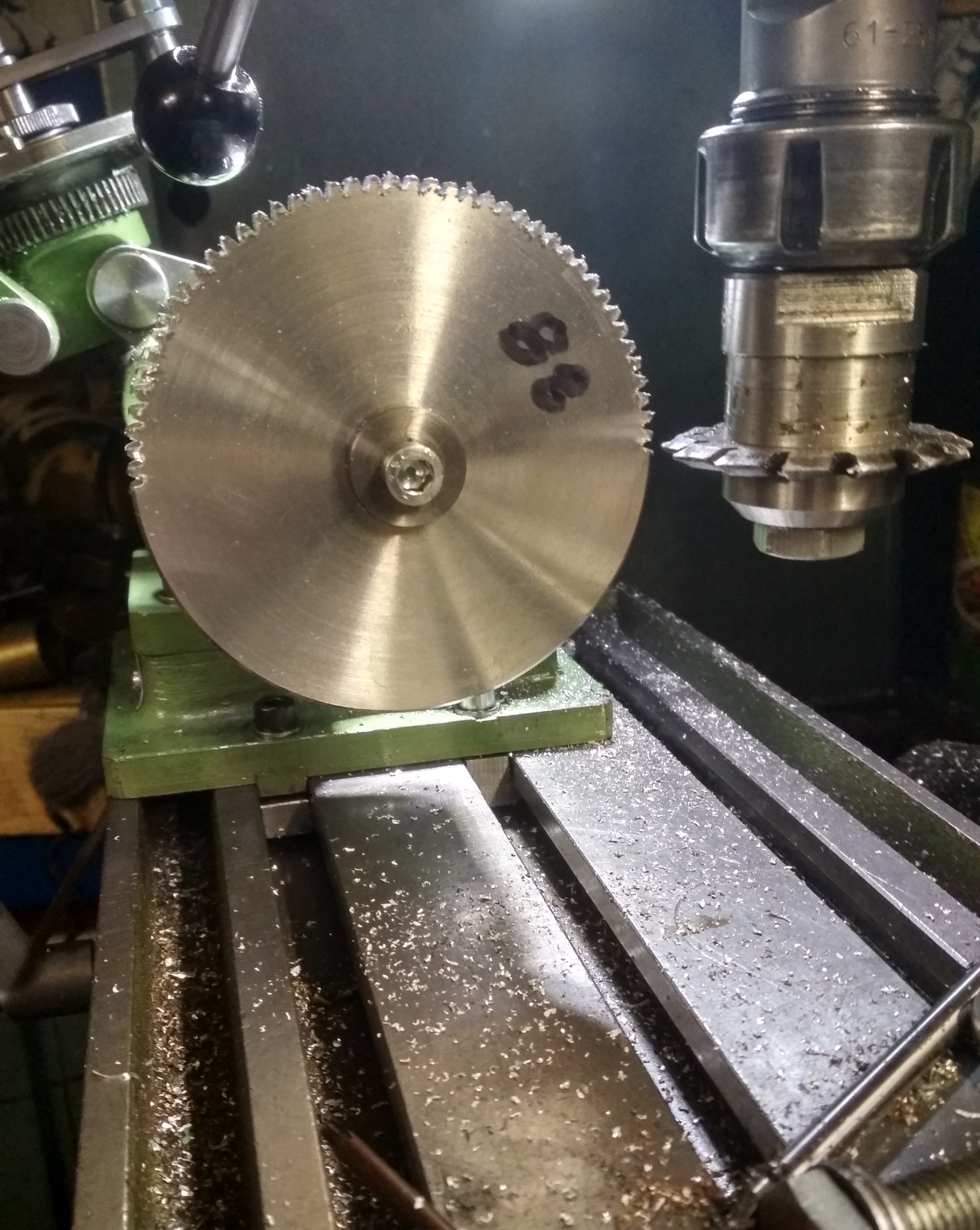 Das Zahnrad mit 88 Zähnen auf der Fräsmaschine.
Das Zahnrad mit 88 Zähnen auf der Fräsmaschine. Und fertig bearbeitet.
Und fertig bearbeitet.Folgende Modul-Steigungen sind realisierbar.
Modul 0,5 = 1,57 mm Steigung
Modul 0,8 = 2,51 mm Steigung
Modul 1 = 3,14 mm Steigung
Modul 1,25 = 3,91 mm Steigung
Der Steigungsfehler liegt im 1/100 mm Bereich.
04.12.2019
Für eine, fast 90 jährige Drehmaschine aus England habe ich eine Spindel gefertigt.
Die originale Spindel hatte ein Aufnahmegewinde von 1/2" BSW. Dafür gibt es keine Drehfutter mehr. Der Eigner der Maschine bat mich, ihm eine passende Spindel, für eine Drehfutter mit einer Aufnahme M14 x 1, zu fertigen.
Einige Bilder hat mir der Eigner der Maschine (M.Funke) freundlicherweise zur Verfügung gestellt.
 Eine "Gamage" Drehmaschine aus den 30siger Jahren des letzten Jahrhunderts. Hergestellt von "Portass" für das Kaufhaus Gamage in London.
Eine "Gamage" Drehmaschine aus den 30siger Jahren des letzten Jahrhunderts. Hergestellt von "Portass" für das Kaufhaus Gamage in London.Foto © M.Funke.
 Spindellagerung der Portass-Maschine.
Spindellagerung der Portass-Maschine.Die ungehärtete Spindel läuft in Graugusslagern.
Foto © M.Funke.
 Originale ungehärtete Spindel aus "Feld-Wald und Wiesenstahl". mit dem 1/2" BSW Gewinde.
Originale ungehärtete Spindel aus "Feld-Wald und Wiesenstahl". mit dem 1/2" BSW Gewinde.Foto © M.Funke.
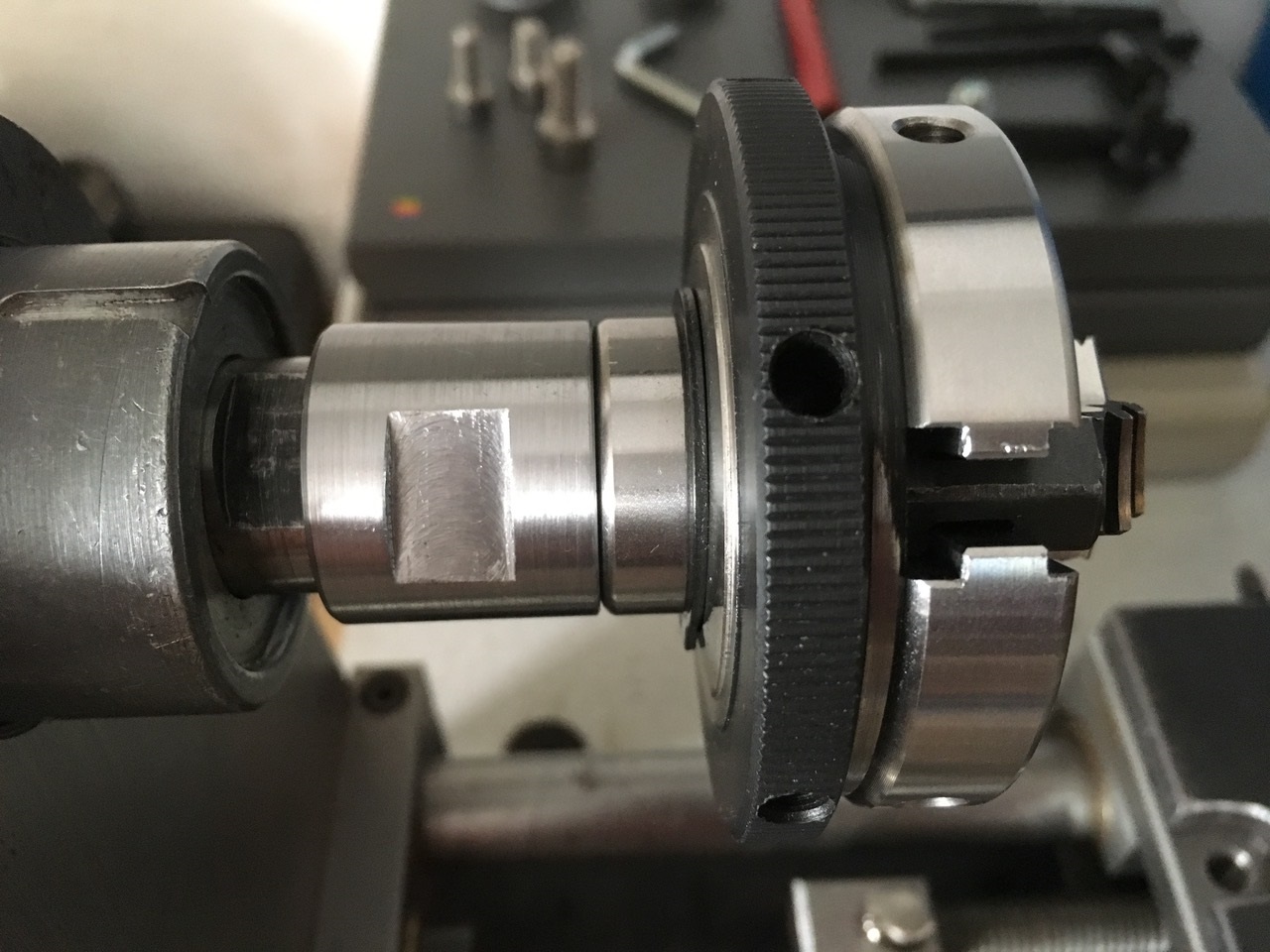
 Nachgebaute Welle aus St52-3 (1.0570/ S355J2+N) mit Anschlussgewinde M14 x 1.
Nachgebaute Welle aus St52-3 (1.0570/ S355J2+N) mit Anschlussgewinde M14 x 1.Der Wellendurchmesser beträgt 1/2" (12,7mm).
 Die Welle ist nur anzentriert, nicht durchbohrt.
Die Welle ist nur anzentriert, nicht durchbohrt.Am hintere Ende ist ein M8 Gewinde zur Befestigung einer Drehkurbel.
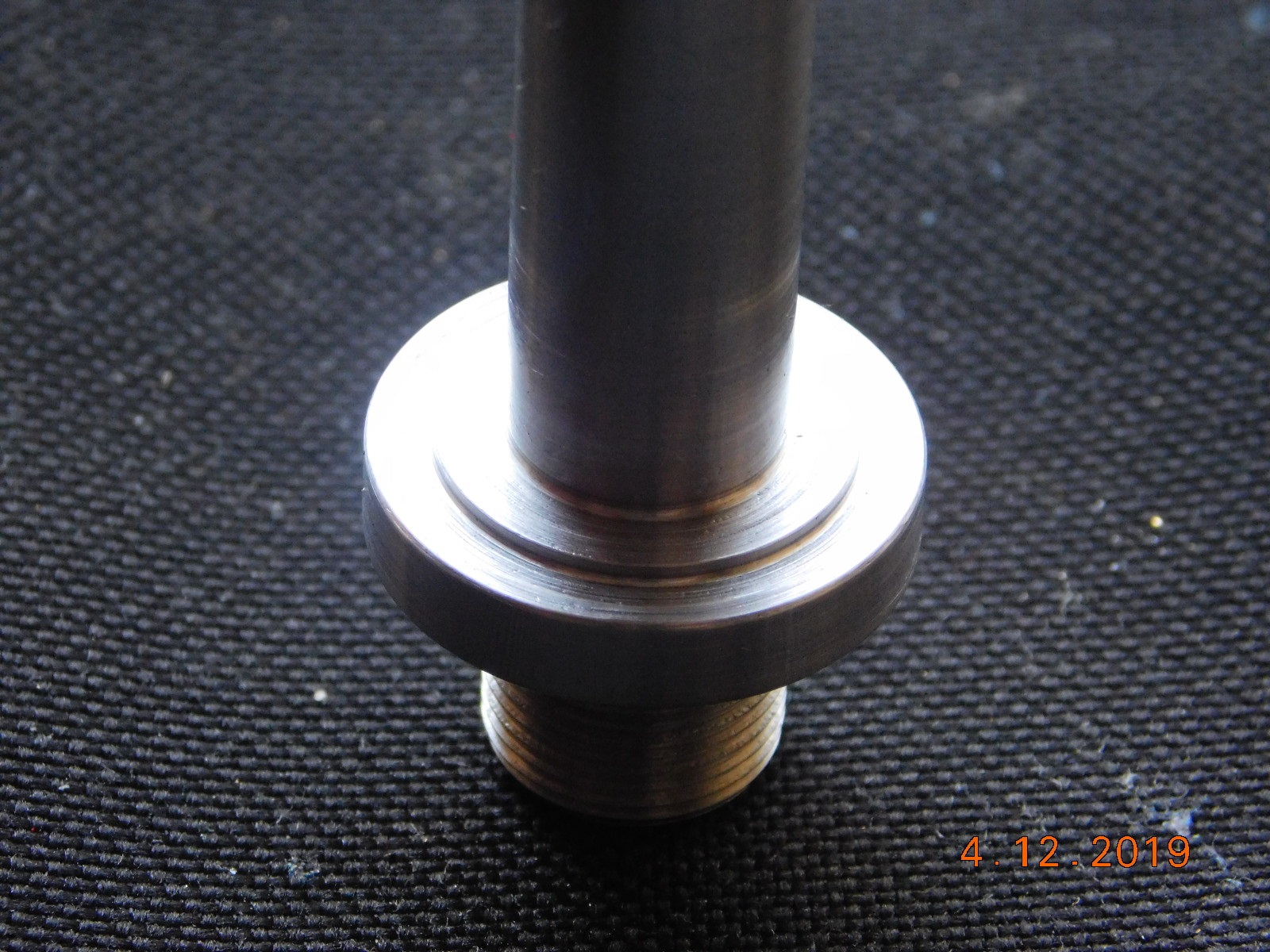 Die Welle hat einen Anlaufbund mit einem Durchmesser von 3/4" (19,05mm)
Die Welle hat einen Anlaufbund mit einem Durchmesser von 3/4" (19,05mm)Der Anlaufbund für das Drehfutter hat 25mm.
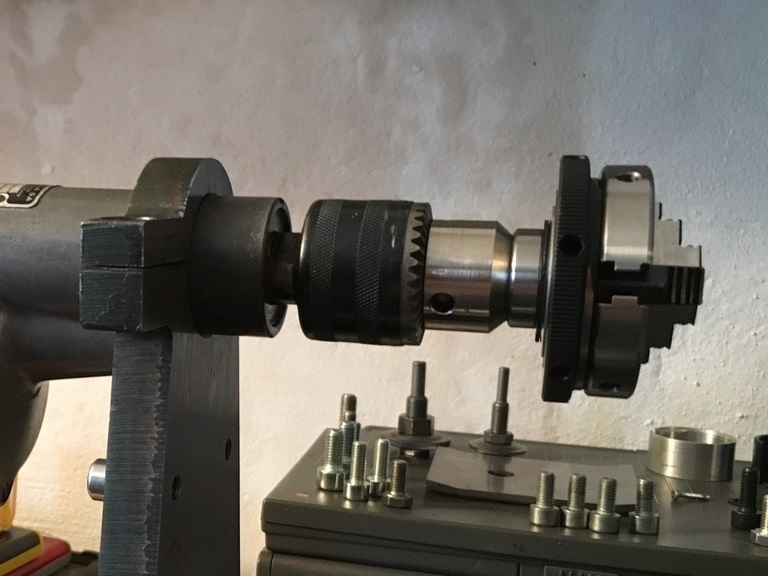
 Neue Welle im Spindelstock. Sie wurde vom Eigner noch auf 12,68mm Abgezogen, damit sie gut läuft.
Neue Welle im Spindelstock. Sie wurde vom Eigner noch auf 12,68mm Abgezogen, damit sie gut läuft.Foto © M.Funke.
 Hier mit dem Dreibacken-Drehfutter.
Hier mit dem Dreibacken-Drehfutter.Foto © M.Funke.
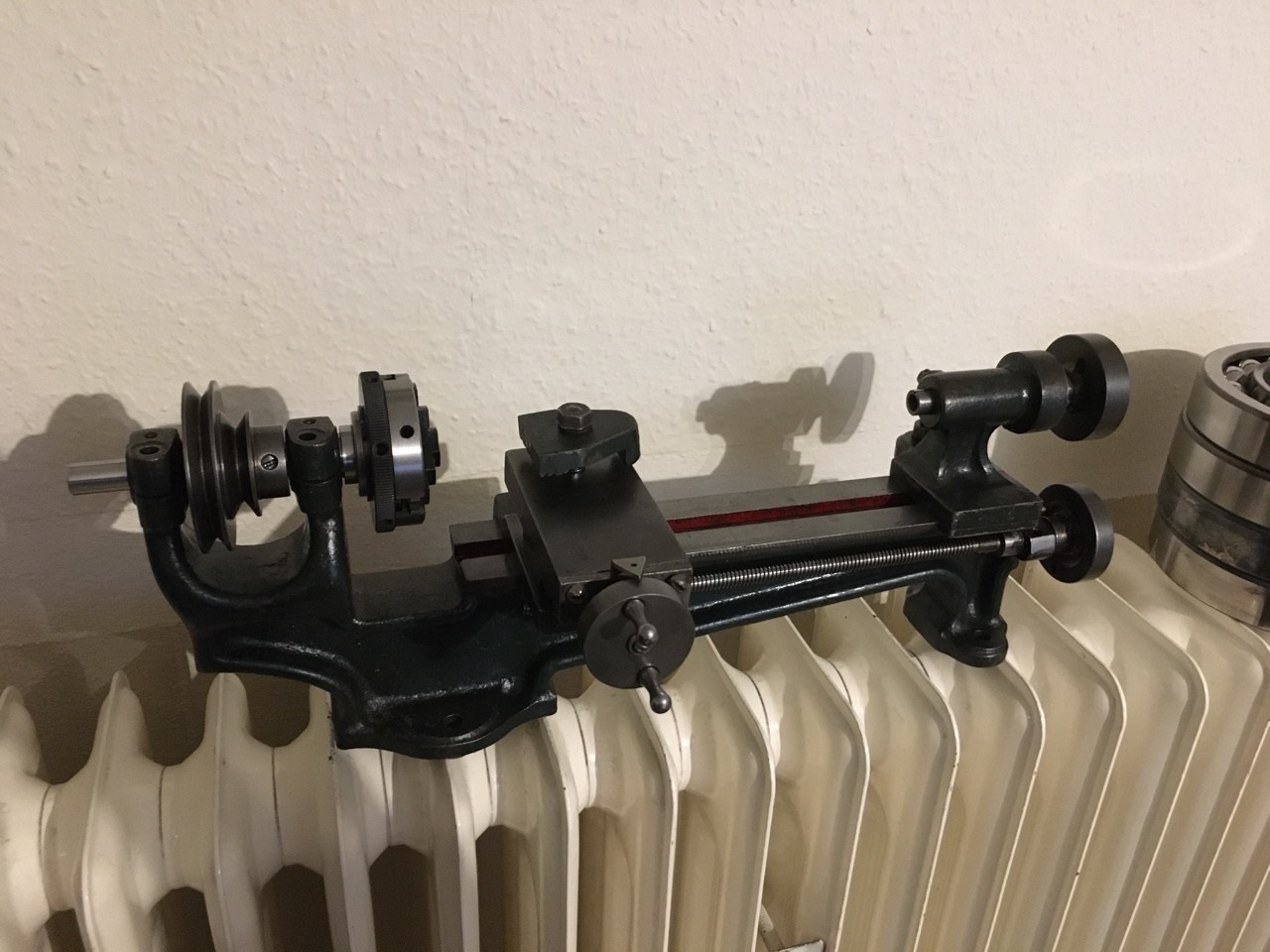 Komplette Drehmaschine.
Komplette Drehmaschine.Foto © M.Funke.
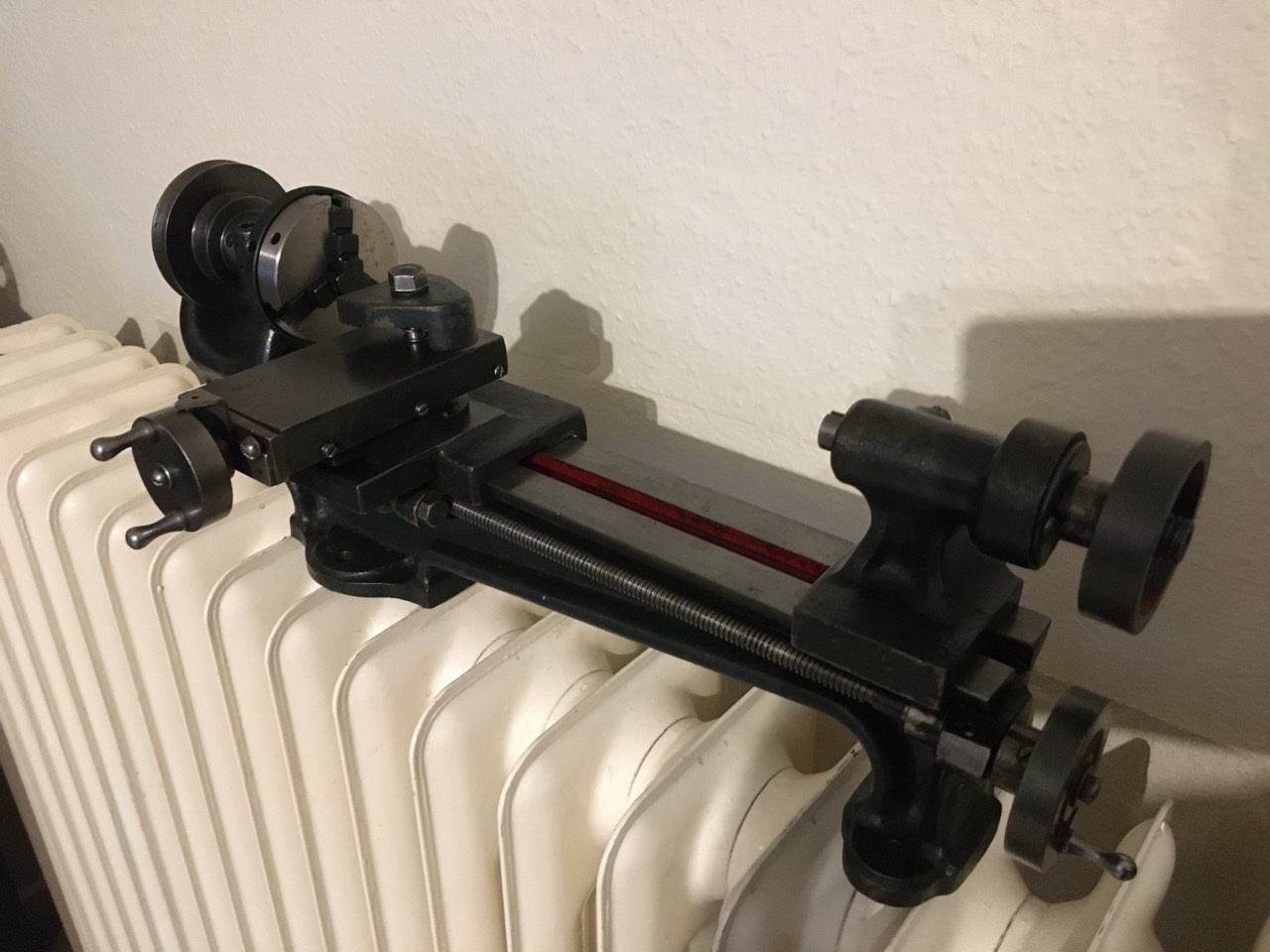 Foto © M.Funke.
Foto © M.Funke.Mehr über die Drehmaschinen der Handelsmarke "Gamage" finden sie unter-
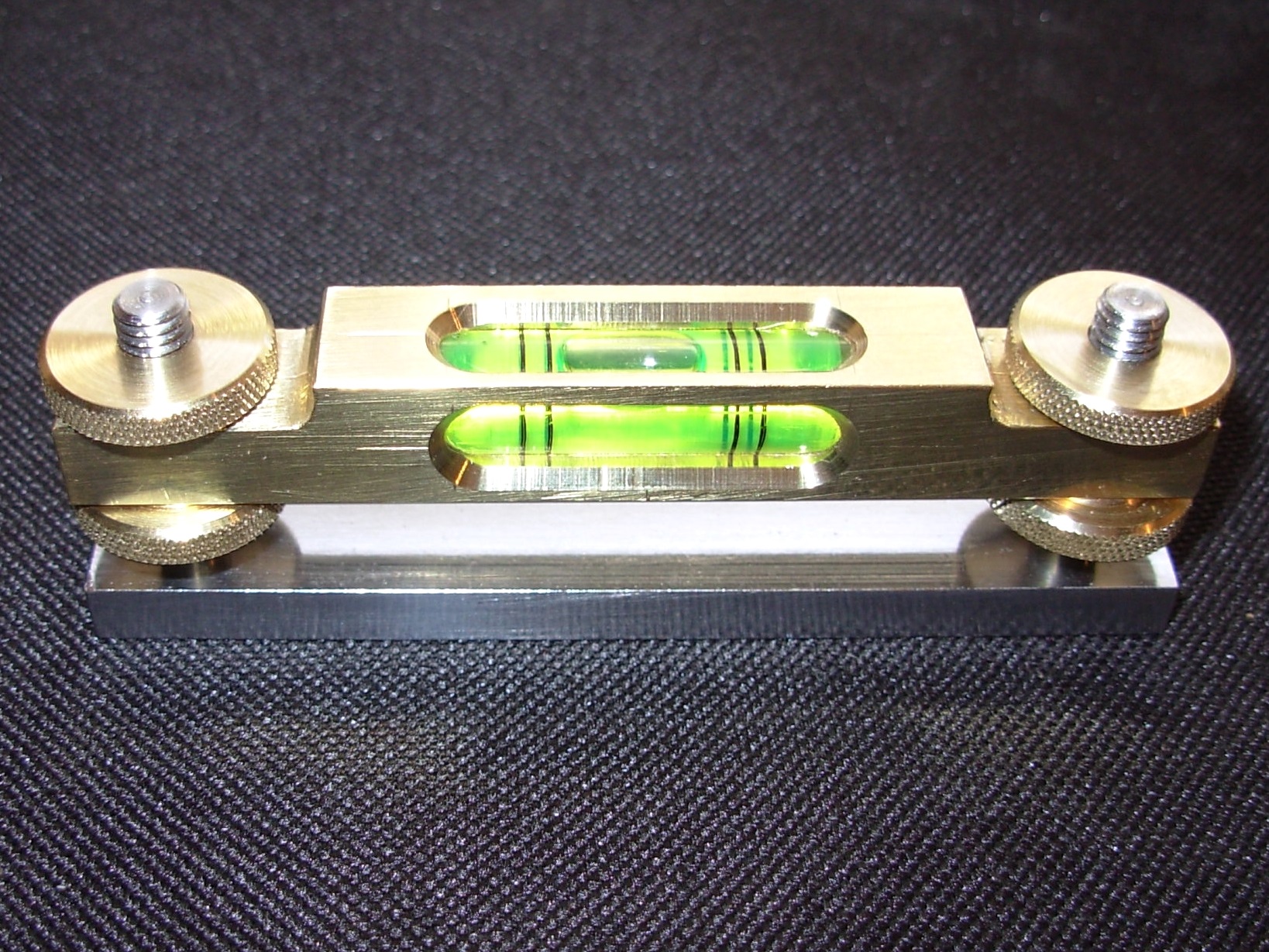
25.09.2019
Meine kleine Nivelierwaage hat einen etwas größeren Bruder bekommen. Die Empfindlichkeit ist etwas höher als bei dem kleineren Teil.
 Gesamtlänge 120mm, Gesamtbreite 25mm.
Gesamtlänge 120mm, Gesamtbreite 25mm.Durchmesser der Libelle 11mm.
Maße des Libellenhalters 16 x 16 x 105mm.
Einstellschrauben M6.
 Beide Nivelierwaagen zusammen.
Beide Nivelierwaagen zusammen.Ein Gerät steht bei meiner Tochter auf ihrer Kommode im Wohnzimmer.
Das andere Gerät hat meine Enkelin erhalten.
16.09.2019
Adapter zur Drehfutteraufnahme auf einer Bohrmaschine.
Ich bekam eine Anfrag bzgl. eines Adapters für eine Drehfutteraufnahme auf einer Bohrmaschine.
Ein Modellbauer hatte eine Selbstgebaute Drehmaschine für günstiges Geld erstanden. Er hatt ein 63mm Dreibackenfutter mit einem Aufspanndorn in eine Bohrmaschine gespannt. Diese Anordnung ist nicht gut, da der Abstand zum Lager zu groß wird.
Er bat mich, ob ich ihm zwei Adapter anfertigen könne.
Die Bohrmaschinenspindel hat ein Außen-Gewinde von 1/2" x 20 Gang UNF.
Das Futter hat ein Innen-Gewinde von M 14x1 mit einem kurzen Zentrieransatz von 15mm.
Unten sehen sie die Anordnung.
 Drehfutter 63mm (hier ein Vierbackenfutter) mit einem der zwei Adapter.
Drehfutter 63mm (hier ein Vierbackenfutter) mit einem der zwei Adapter. Beide Adapter.
Beide Adapter.Innengewinde 1/2"x 20Gang UNF.
Außengewinde M14x1 mm, mit Zentrieransatz 15mm.
Gesamtlänge 40mm.
Durchmesser 28mm.
 Hier auf der Maschine für die, das Teil angefertigt wurde.
Hier auf der Maschine für die, das Teil angefertigt wurde."Mit freundlicher Genehmigung vom Eigner © M.Funke".
 So sah die Konstruktion vorher aus.
So sah die Konstruktion vorher aus. Einspannschaft im Bohrfutter = große Baulänge.
"Mit freundlicher Genehmigung vom Eigner © M.Funke".
18.04.2019
Umbau der festen Lynette meiner Drehmaschine auf Rollenführung.
Meine Feste Lynette hatte Bronzeführungen. Diese nutzen sich mit der Zeit ab.
Auch bei Absützungen von langen Werkstücken mit Gewinde sind die Gleitgelagerten Stützen nicht ideal.
Ich habe die Stützen ersetzt und gleichzeitig Kugellager als Stütze verwendet.
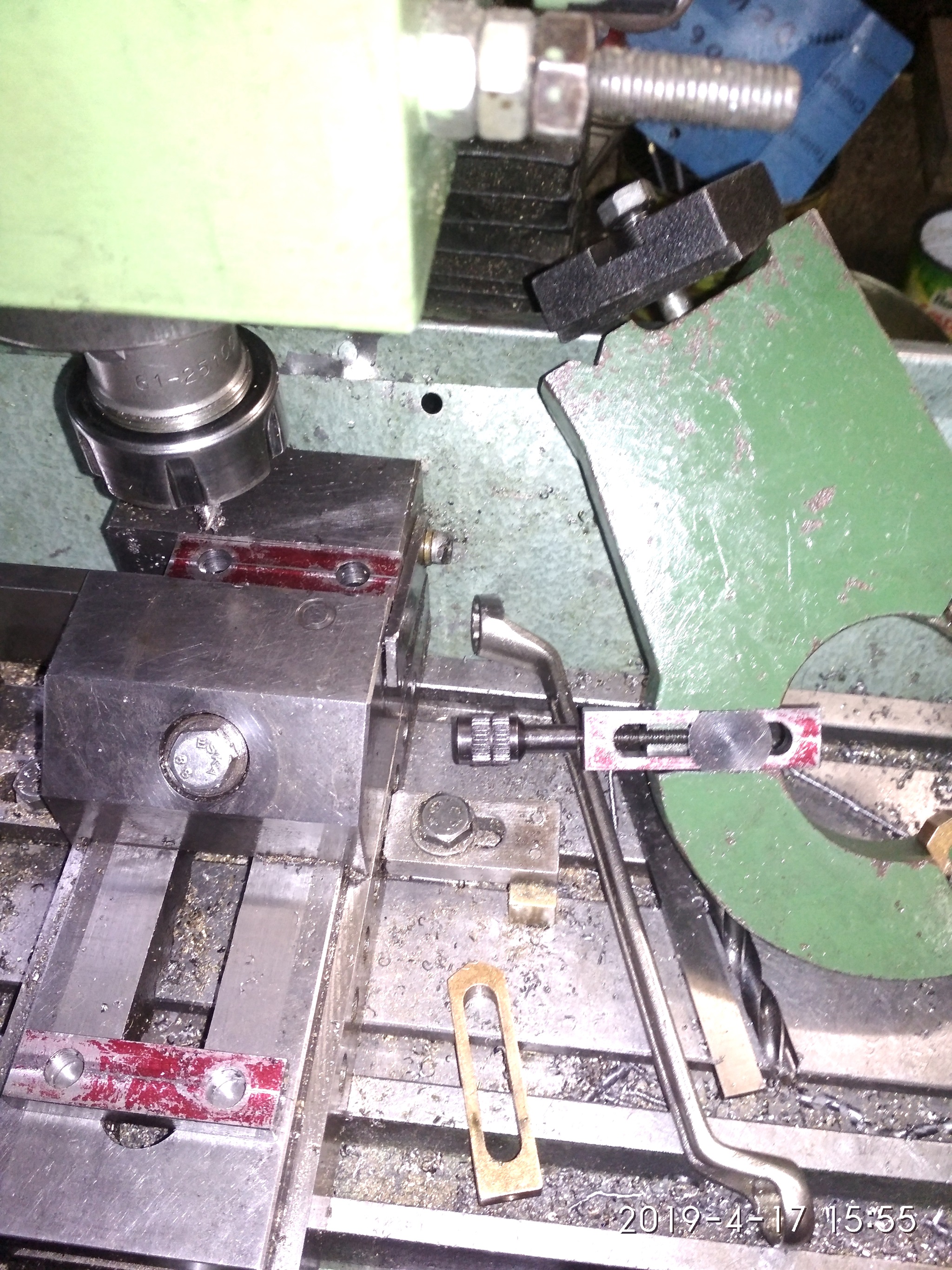 Die Rohlinge der Rollenhalter wurden auf der Fräsmaschine bearbeitet.
Die Rohlinge der Rollenhalter wurden auf der Fräsmaschine bearbeitet. Hier werden die Schlitze gefräst.
Links sehen sie einen fast fertigen Halter in der Lynette.
 Hier wird der Schlitz für das Kugellager gefräst.
Hier wird der Schlitz für das Kugellager gefräst. Dazu habe ich einen 4mm Scheibenfräser verwendet.
 Im Anschluss wurden die Lagerbohrung eingebracht.
Im Anschluss wurden die Lagerbohrung eingebracht.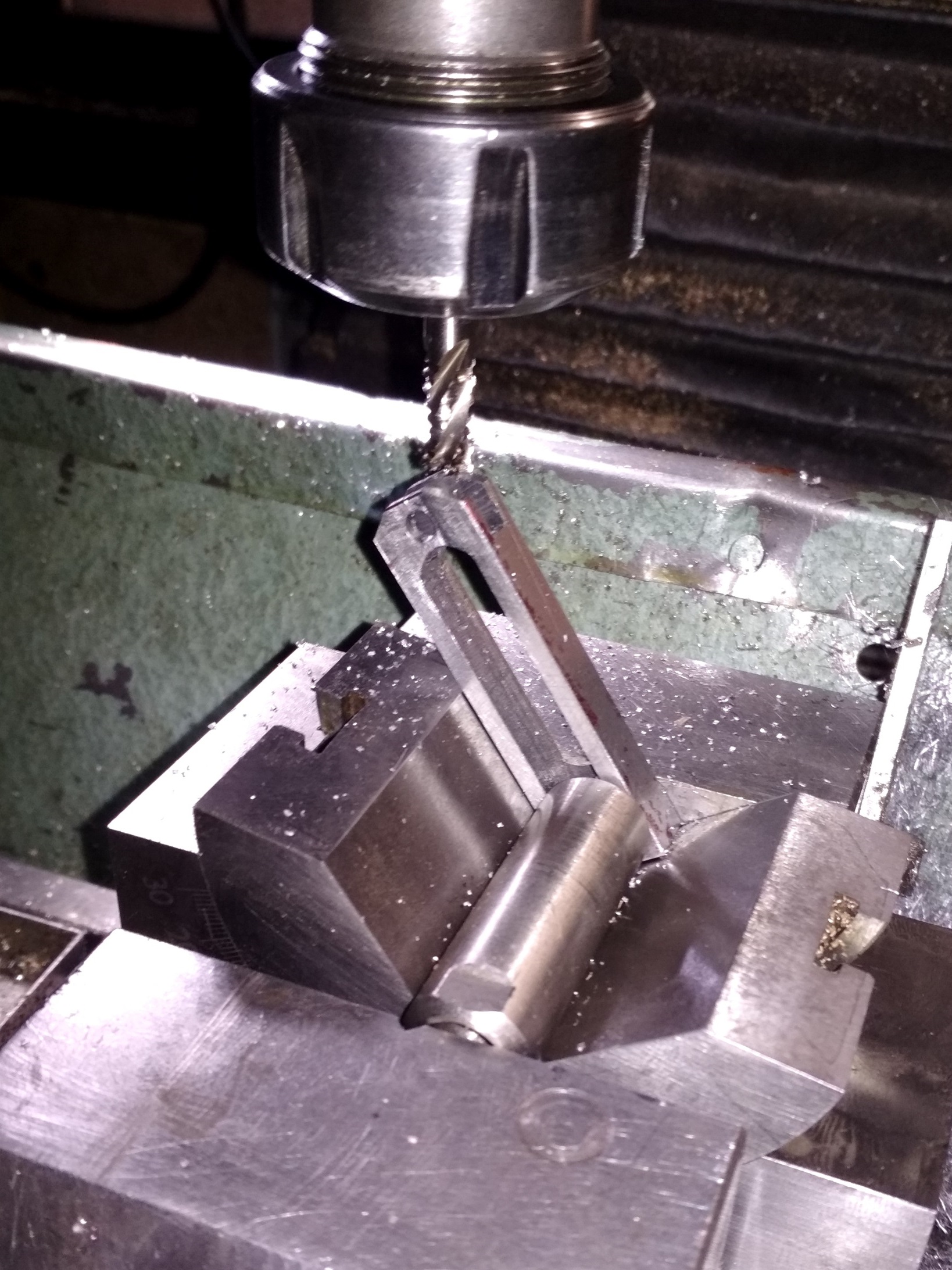 Der Rollenhalter bekam noch eine Anschrägung.
Der Rollenhalter bekam noch eine Anschrägung.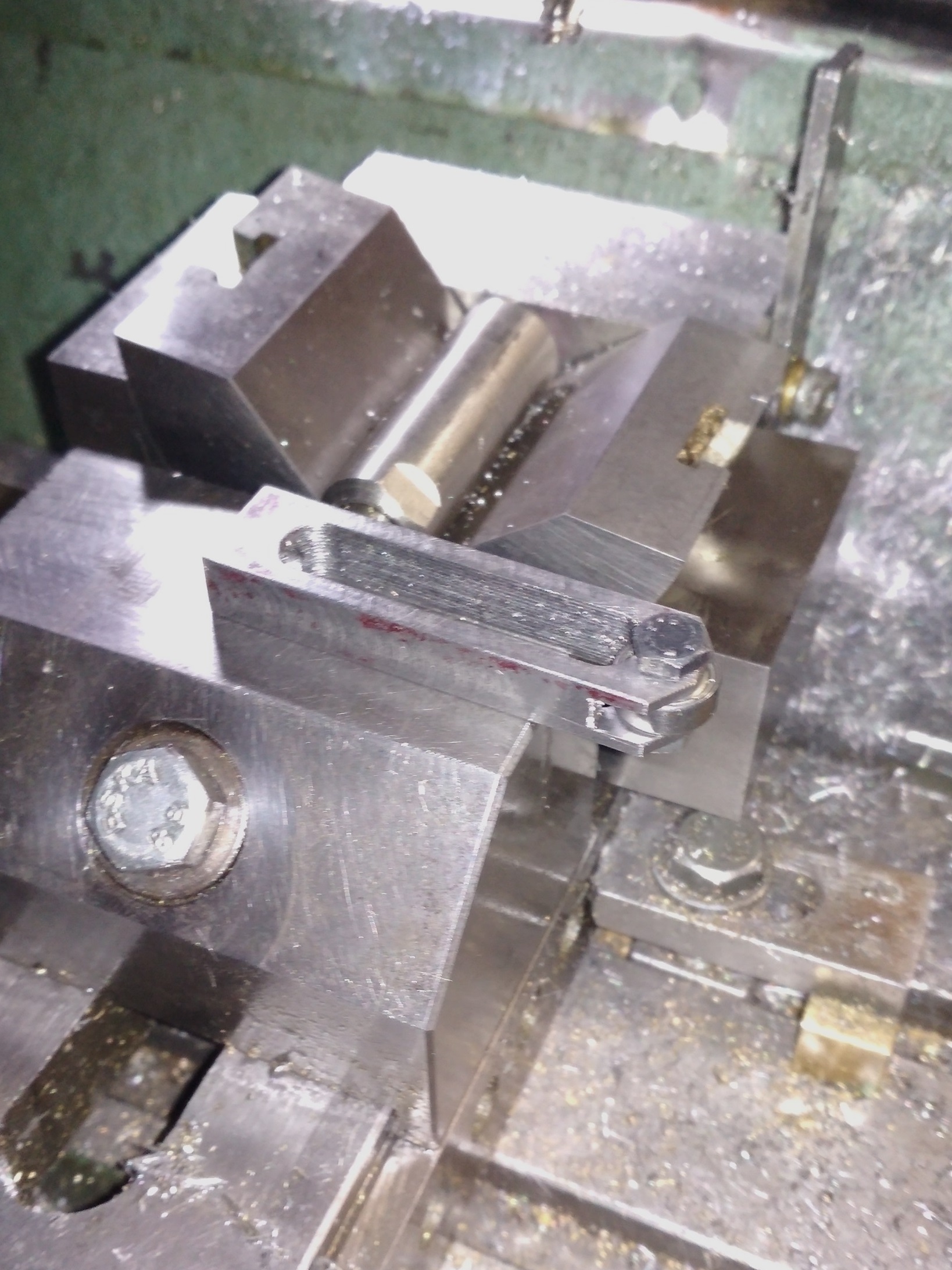 Fertiger Rollenhalter.
Fertiger Rollenhalter.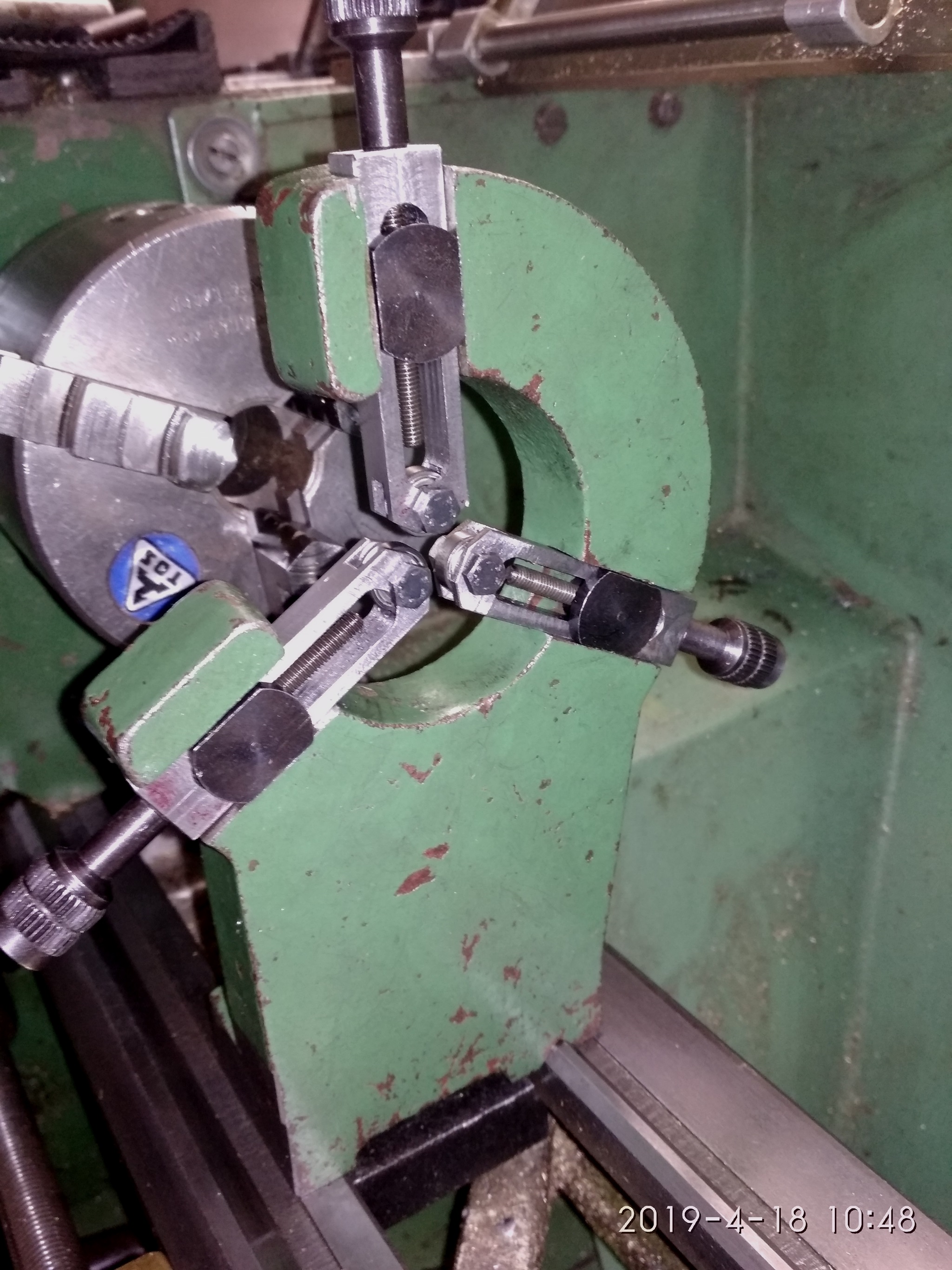 Alle drei Rollenhalter in der Lynette montiert.
Alle drei Rollenhalter in der Lynette montiert. Ein Werkstück mit Walzhaut in der Lynette.
Ein Werkstück mit Walzhaut in der Lynette.Die ursprünglichen Bronzestützen wären hier recht bald verschlissen.
 Das Bild entstand während der Rotation.
Das Bild entstand während der Rotation.
28.03.2019
Kleine Nivellierwaage.
Im Buch von George H.Thomas "The Model Engineers Workshop Manual" ISBN 1-85761-000-8, fand ich eine kleine Skitze einer kleinen Nivellierwaage. Ich hab das Teil nachgebaut.
Die Libelle hab ich im Internet bestellt. Der Rest ist aus dem Material, was ich gerade vorhanden hatte.
Aber schaut selbst - Bilder sagen mehr als viele Worte.
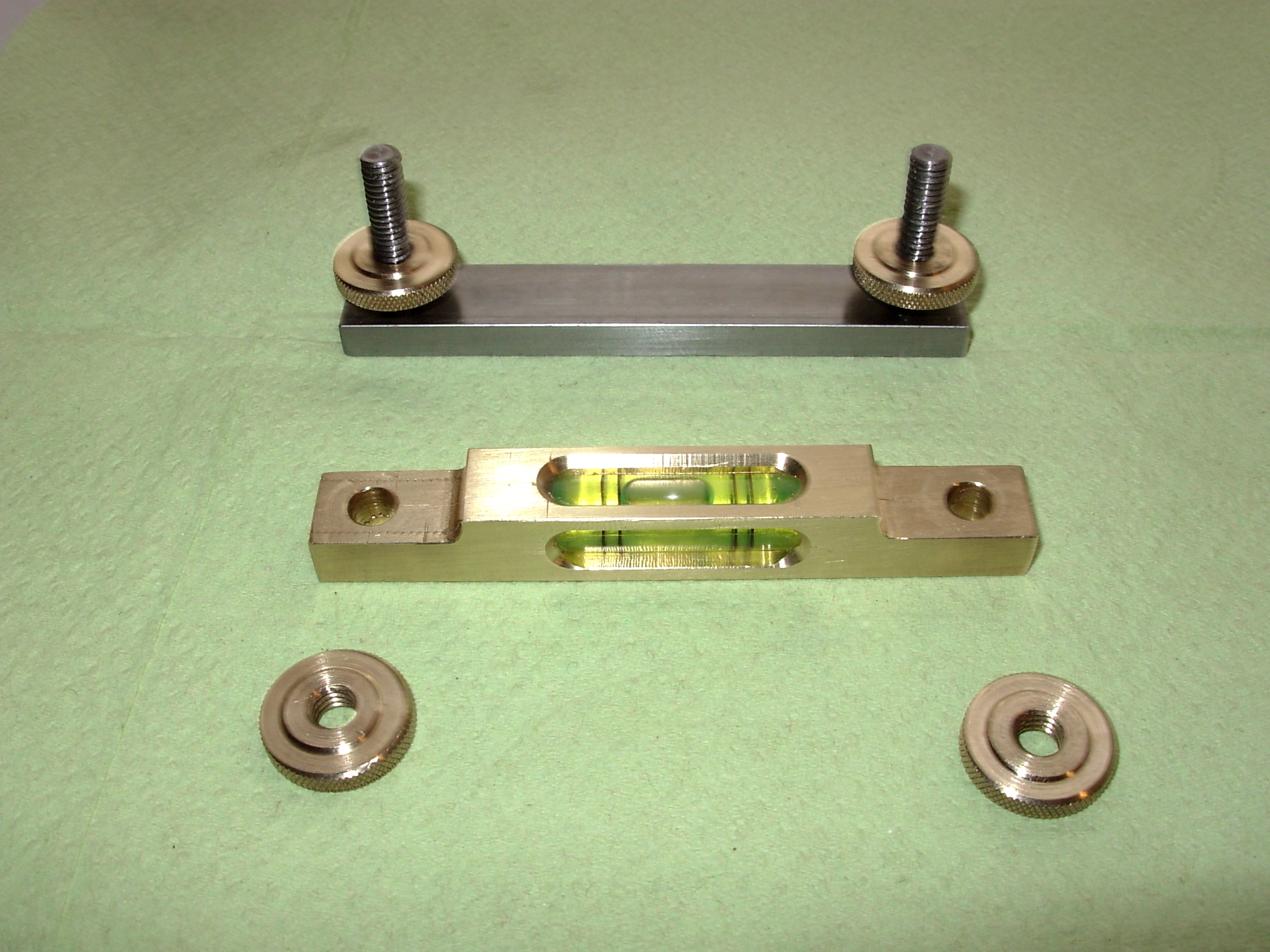 Die Basis aus Stahl, mit den Einstellschrauben. Davor die kleine Nivellierwaage und die Einstellmuttern.
Die Basis aus Stahl, mit den Einstellschrauben. Davor die kleine Nivellierwaage und die Einstellmuttern.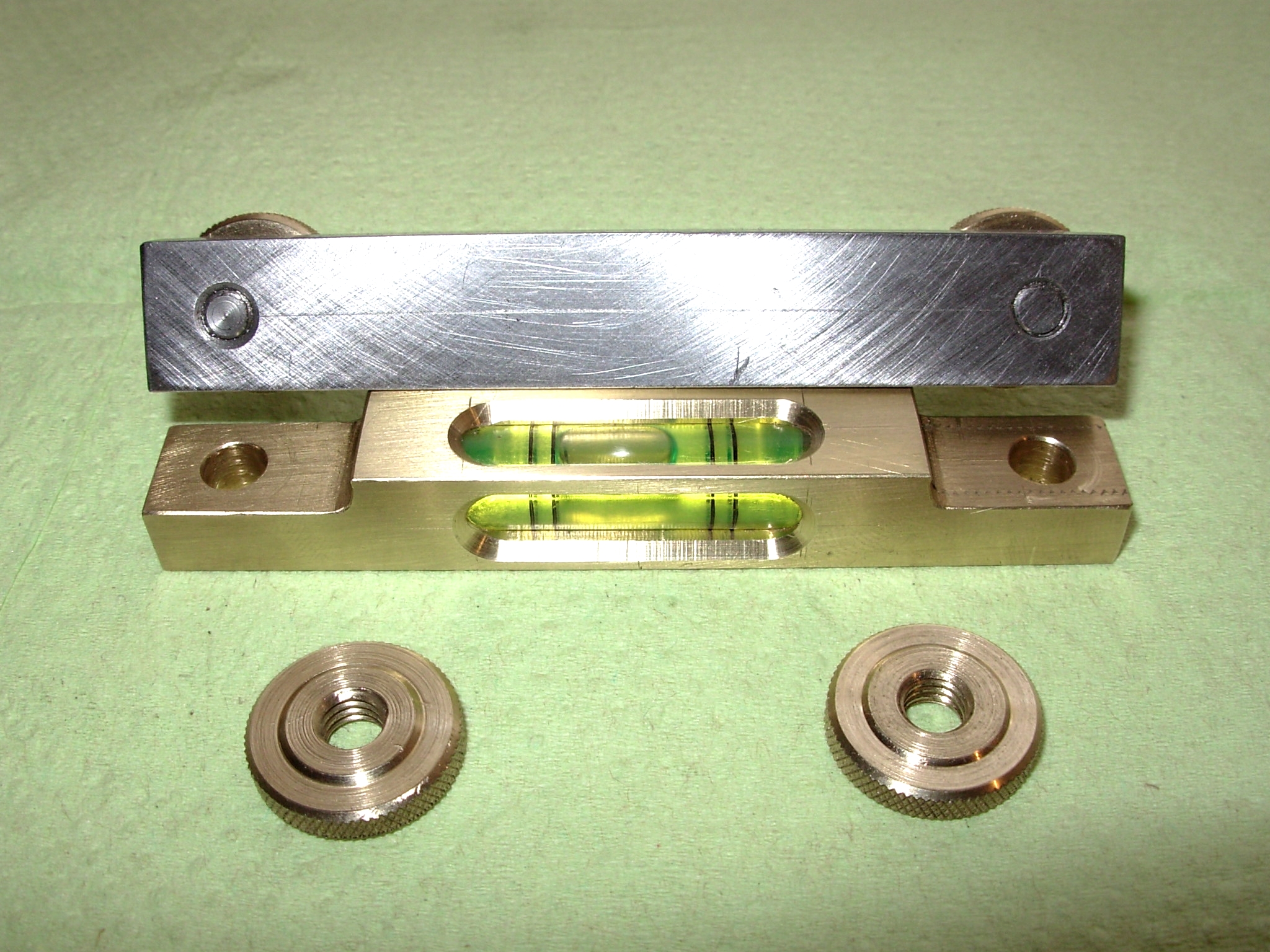 Die Unterseite der Basis. Die Gewindestifte sind mit Loctide 270 Schraubensicherung gesichert.
Die Unterseite der Basis. Die Gewindestifte sind mit Loctide 270 Schraubensicherung gesichert.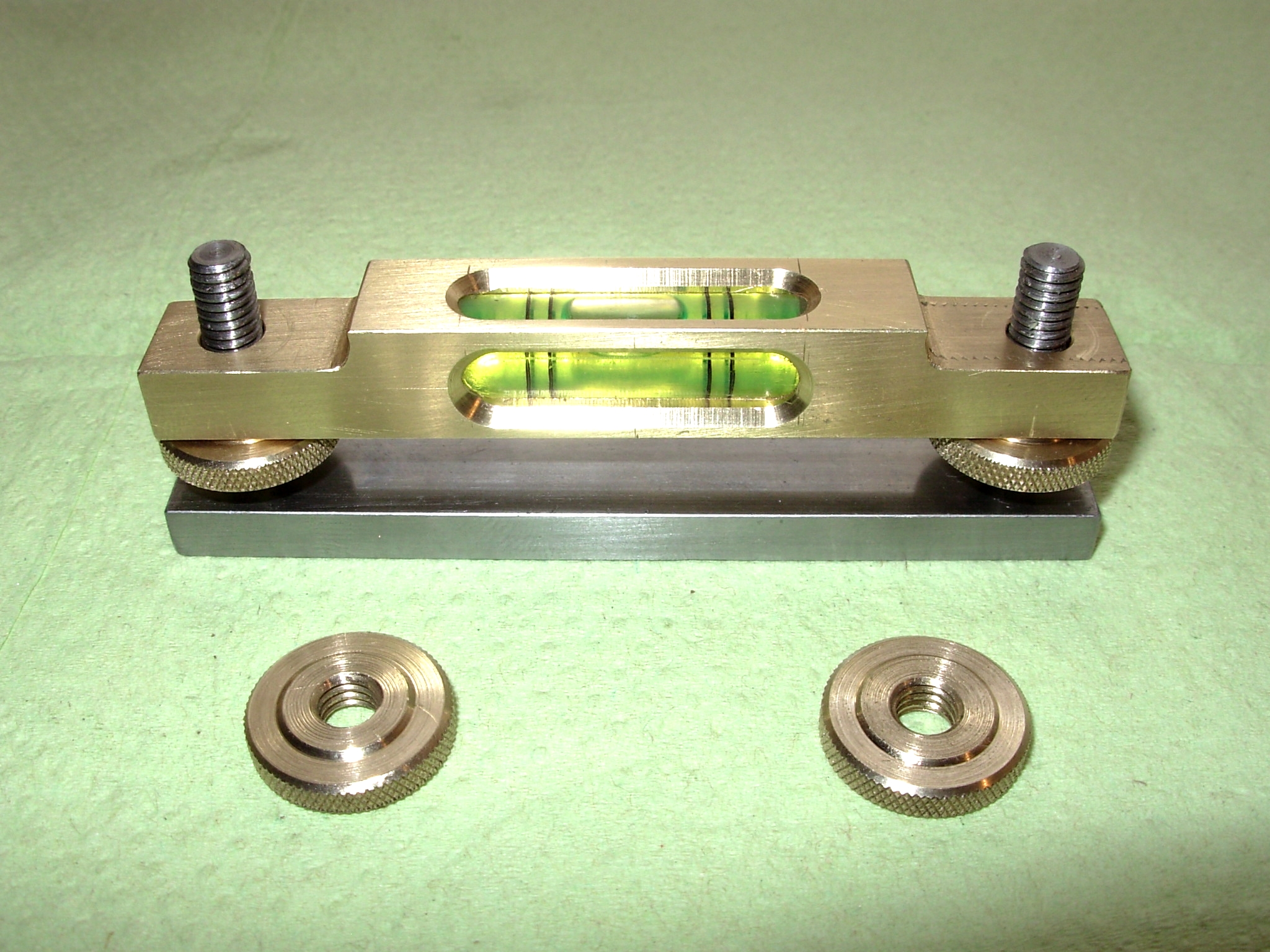 Teilmontage.
Teilmontage.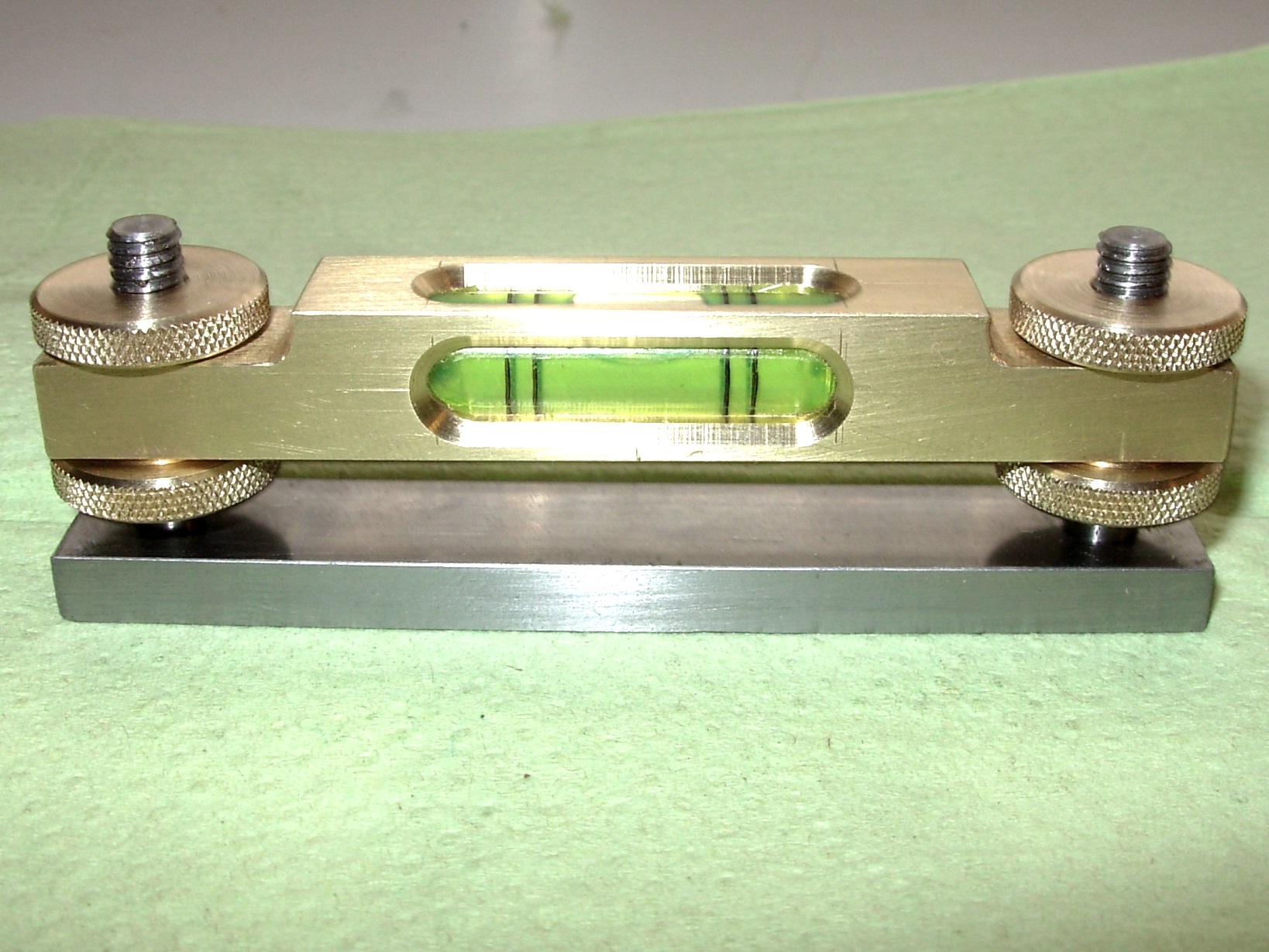 Fertig montiert.
Fertig montiert.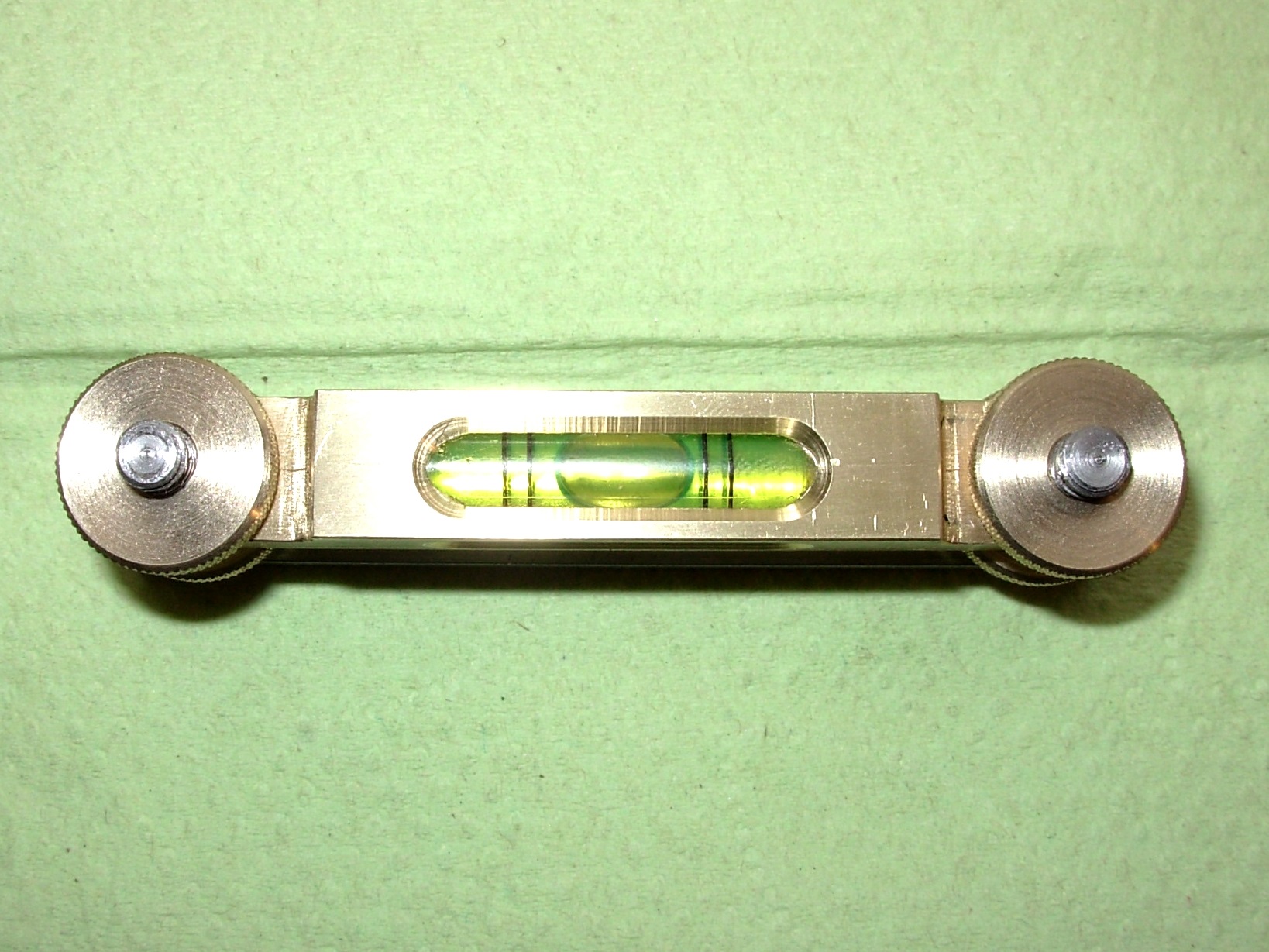 Die Einstellung wurde auf Umschlag vorgenommen und mit einer Wellenwasserwaage kontrolliert.
Die Einstellung wurde auf Umschlag vorgenommen und mit einer Wellenwasserwaage kontrolliert.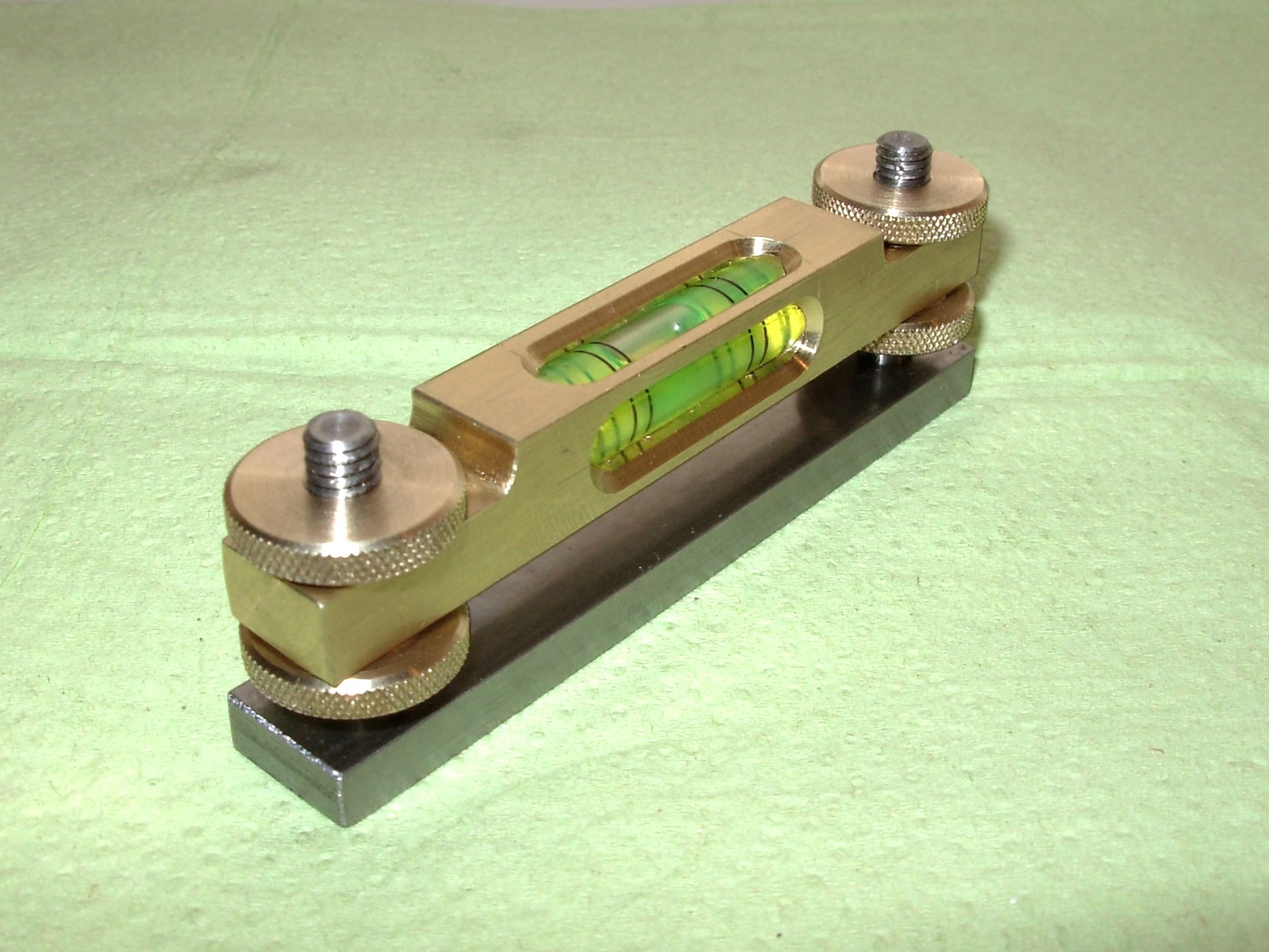
 Das Teil sieht schon edel aus.
Das Teil sieht schon edel aus. Eigentlich zu schade, um damit zu arbeiten.
Eigentlich zu schade, um damit zu arbeiten. Würde sich in einer Vitriene gut machen.
Würde sich in einer Vitriene gut machen.
08.03.2019
Höheneinstellhilfe für Drehmeissel
Für die Mitteneinstellung der Drehmeissel habe ich mir eine kleine Hilfe gebastelt.
Der Drehmeissel wird so eingestellt, dass die Einstellhilfe gerade so noch über die Schneidkante geht.
 Die Drehmitte ist exakt 67,8mm über der Quersupportoberfläche.
Die Drehmitte ist exakt 67,8mm über der Quersupportoberfläche.
06.02.2019
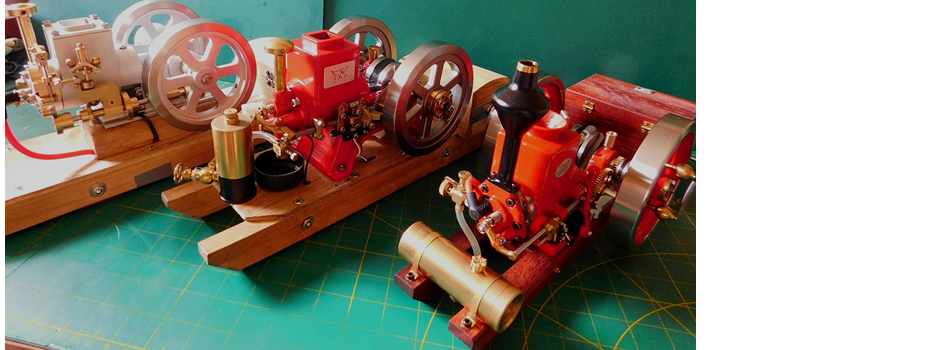
Antrieb-Scheiben für die Dampfmaschine.
Für meine Wilesco Dampfmaschinen brauchte ich einige Antrieb-Scheiben. Sicherlich kann man sich diese auch als Ersatzteil bei Wilesco bestellen. Ich hatte den Ergeiz diese aber selbst herzustellen.
Die Vermessung der originalen Scheiben ergab, dass die Nut einen Winkel von ca. 30° hatte und an der breitesten Stelle ca. 2,5mm breit und 2,5mm tief war.
Die originalen Scheiben haben an ihrer Lauffläche eine Rändelung, damit die Feder-Antriebsriemen besser greifen. Für diese Rändelung habe ich mir ein Werkzeug hergestellt.
 Das Rändelrad wurde aus Werkzeugstahl gedreht und die Zähne wurden beidseits eingefräst. Im Anschluss gehärtet und angelassen.
Das Rändelrad wurde aus Werkzeugstahl gedreht und die Zähne wurden beidseits eingefräst. Im Anschluss gehärtet und angelassen.Die Kontur entspricht der Nut in den Antrieb-Scheiben.
 Die Nut wird mit einem Formstahl vorgestochen und im Anschluss kommt das Rändelrad zum Einsatz.
Die Nut wird mit einem Formstahl vorgestochen und im Anschluss kommt das Rändelrad zum Einsatz.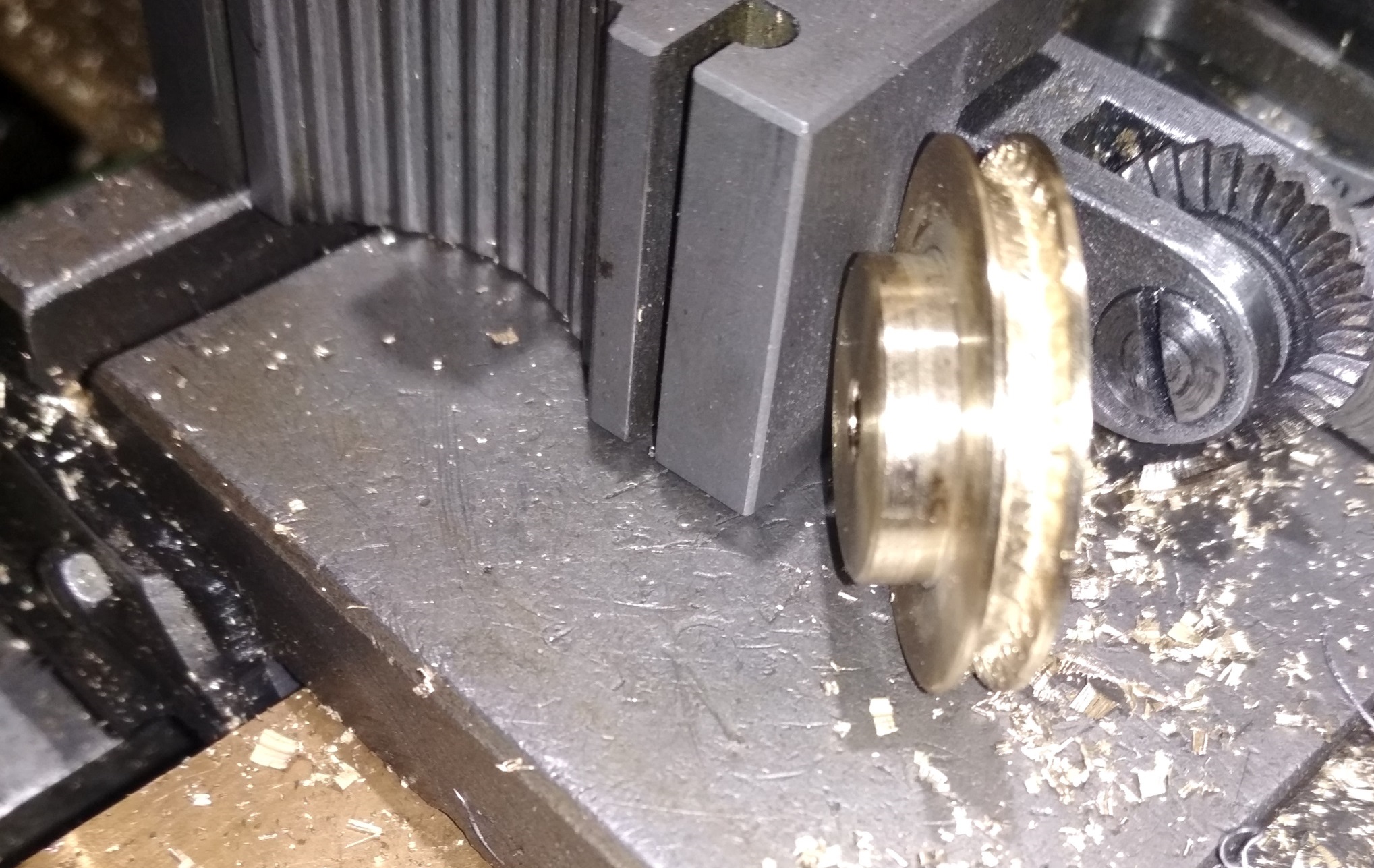 Fertiges Rad.
Fertiges Rad.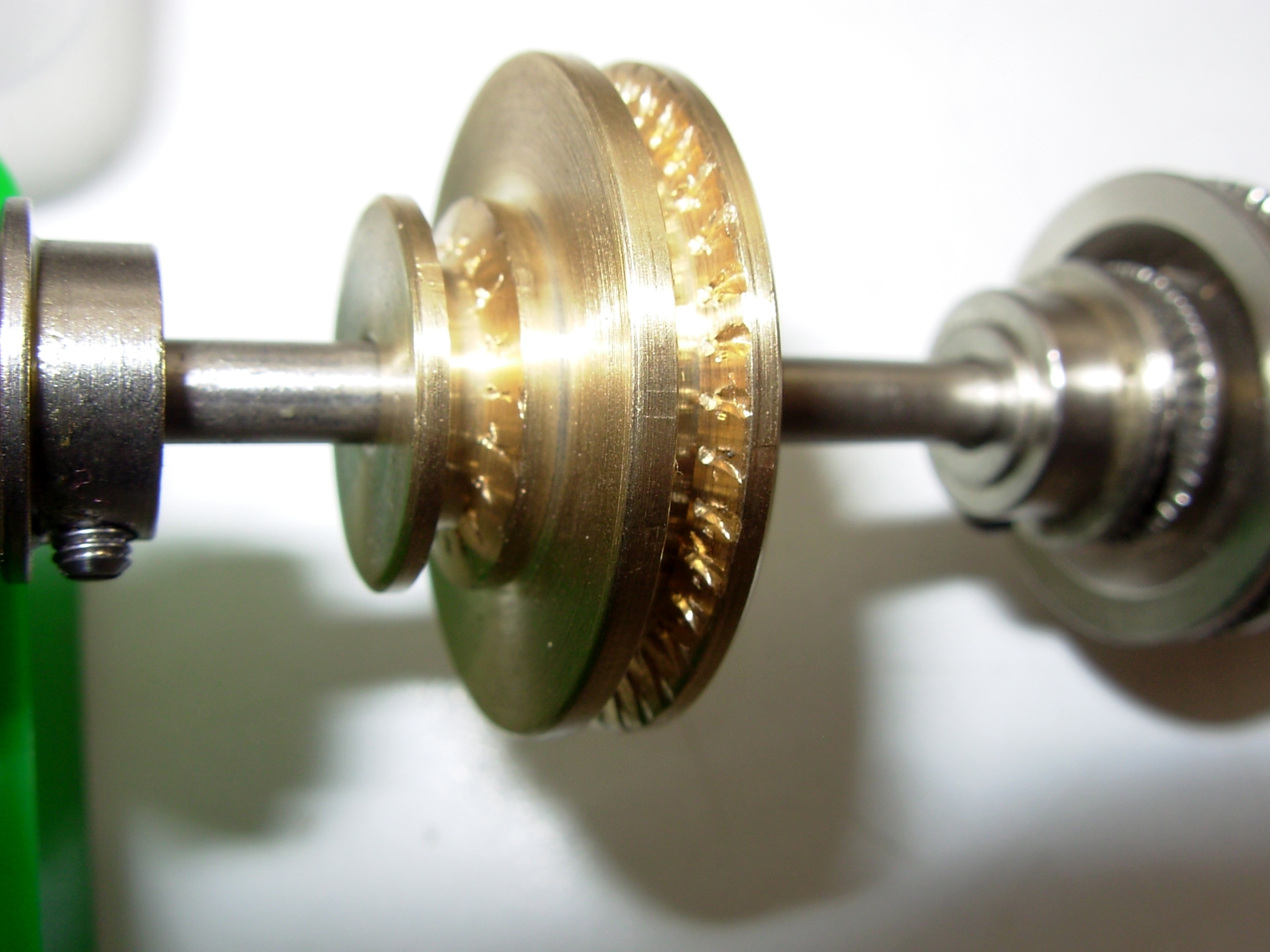 Auch Doppelräder sind möglich.
Auch Doppelräder sind möglich.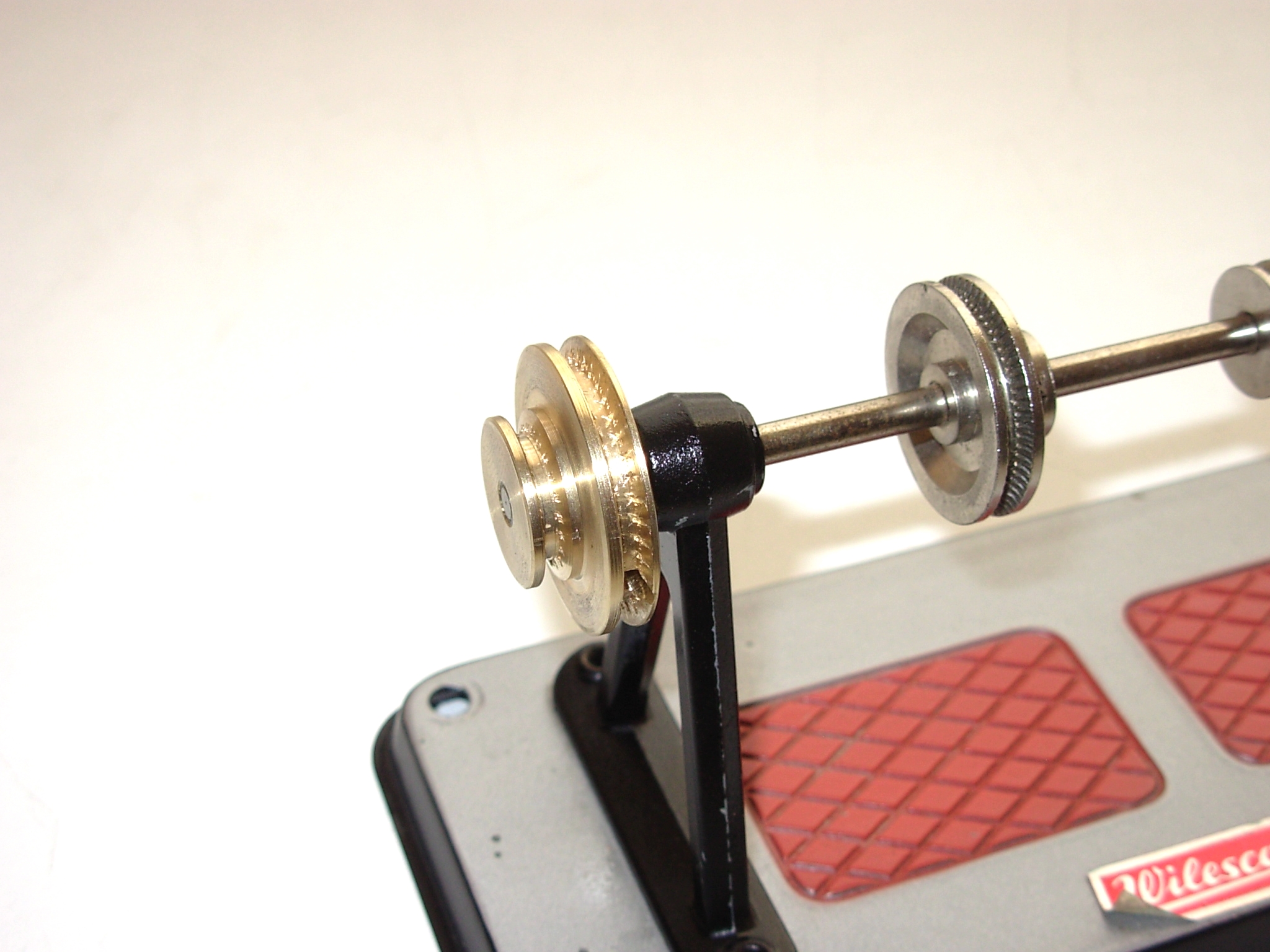
Verlängerungsbolzen für Bosch-Combi Drehmaschine.
Für meine Bosch-Combi Drehmaschine habe ich einen Verlängerungsbolzen hergestellt. Dieser wird benötigt, um mit dem Spindelstock der Drehmaschine auch die Wanknuteinrichtung verwenden zu können.
Da ich mehrere Spindelstöcke vom Bosch-Combi habe, habe ich nach einem Originalteil ein weiteres hergestellt.
Der Sechskant wurde auf der Fräsmaschine mit Hilfe eines Teilgerätes hergestellt.
Ausgangsmaterial war St52_3 mit 25mm Durchmesser.
 Links das Original und rechts der Nachbau.
Links das Original und rechts der Nachbau. Das Aufnahmegewinde für den Spindelstock ist M14 x 1,5mm und der Zentrieransatz 16,00mm +0,02mm, 5,5mm tief.
Das Aufnahmegewinde für den Spindelstock ist M14 x 1,5mm und der Zentrieransatz 16,00mm +0,02mm, 5,5mm tief.Dafür hatte ich einen Gewindeschneid-Satz.
 Das Gewinde für die Spannmutter ist 1/2" x 20 Gang UNF, 14mm lang. Das ist ein Gewinde mit 60° Spitzenwinkel und Zollabmessungen. Das ist bei jeder Bohrmaschine Standart für die Bohrfutteraufnahme.
Das Gewinde für die Spannmutter ist 1/2" x 20 Gang UNF, 14mm lang. Das ist ein Gewinde mit 60° Spitzenwinkel und Zollabmessungen. Das ist bei jeder Bohrmaschine Standart für die Bohrfutteraufnahme.Das Gewinde habe ich auf der Drehmaschine mit Wechselräder geschnitten.
 Die Spannmutter geht saugend auf das Gewinde.
Die Spannmutter geht saugend auf das Gewinde.
Ein Bronce-Klüpfel.
Noch aus meiner Zeit, als ich überwiegend mit Holz gearbeitet habe.
Vorbild war ein kleiner Klüpfel der Fa.Kirschen.
Der Kopf besteht aus einer Bronce-Legierung und der Stiel wurde aus einem 100 Jahre alten Eichenbalken gefertigt.
Durchmesser des Kopfes ist 50mm und die Kopflänge beträgt 60mm.
Die Gesamtlänge des Klüpfels beträgt 190mm.
Das Gesamtgewicht beträgt 818 Gramm.
Die Schläge sind gut zu kontrollieren.
Für feine Abeiten ist er allerdings zu schwer.


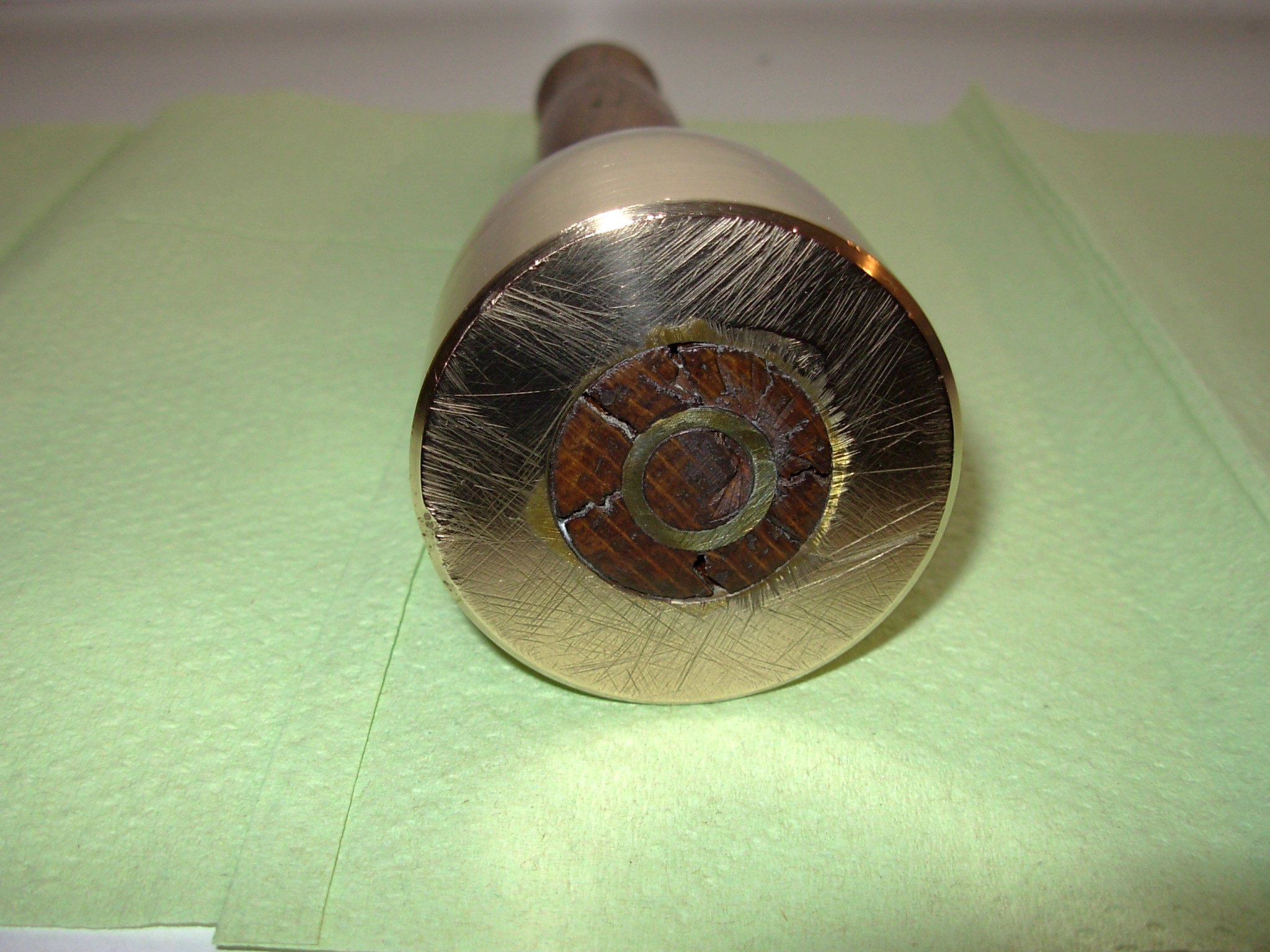 Der Eichenstiel ist mit einer Ringkeilhülse gesichert. Die Bohrung im Kopf ist auf beiden Seiten leicht konisch gedreht.
Der Eichenstiel ist mit einer Ringkeilhülse gesichert. Die Bohrung im Kopf ist auf beiden Seiten leicht konisch gedreht.
Reisnadel.
Die Nadelhalter, aus 8mm Rundmessing, wurden Abgelängt und die Rändelflächen hergestellt.
Im Anschluss wurde der Kegel, mit 10° Winkelversatz am Oberschlitten, angedreht und ein 1,1mm Bohrung eingebracht.
An den Nadeln (es handelt sich um normale Stopfnadeln) wurde das Öhr abgeschnitten und die Nadel in der Mitte geteilt.
Mit Loctite 648 wurden die Nadel in das Loch eingeklebt.
Die geteilte Nadel wurde anschließend noch angespitzt.
 Aus einer Stopfnadel und einem Stück Rundmessing kam eine Anreißnadel heraus.
Aus einer Stopfnadel und einem Stück Rundmessing kam eine Anreißnadel heraus. Das vorher Gesagte, stimmt nicht ganz. Es wurden drei Reißnadeln daraus.
Das vorher Gesagte, stimmt nicht ganz. Es wurden drei Reißnadeln daraus. Diese Anreisnadel wurde aus einem Stück Messing und einem abgebrochenen 1mm Bohrer hergestellt.
Diese Anreisnadel wurde aus einem Stück Messing und einem abgebrochenen 1mm Bohrer hergestellt.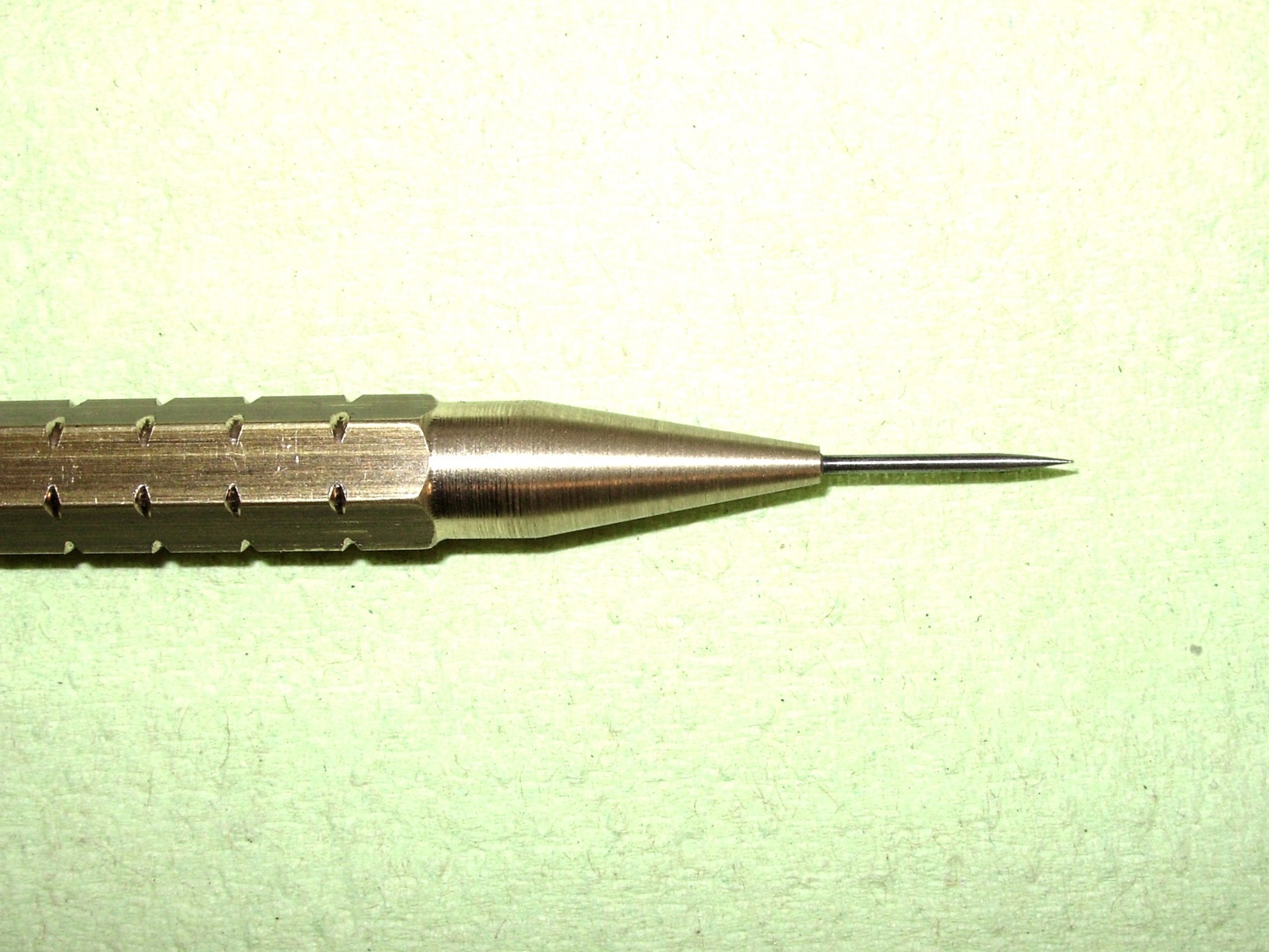
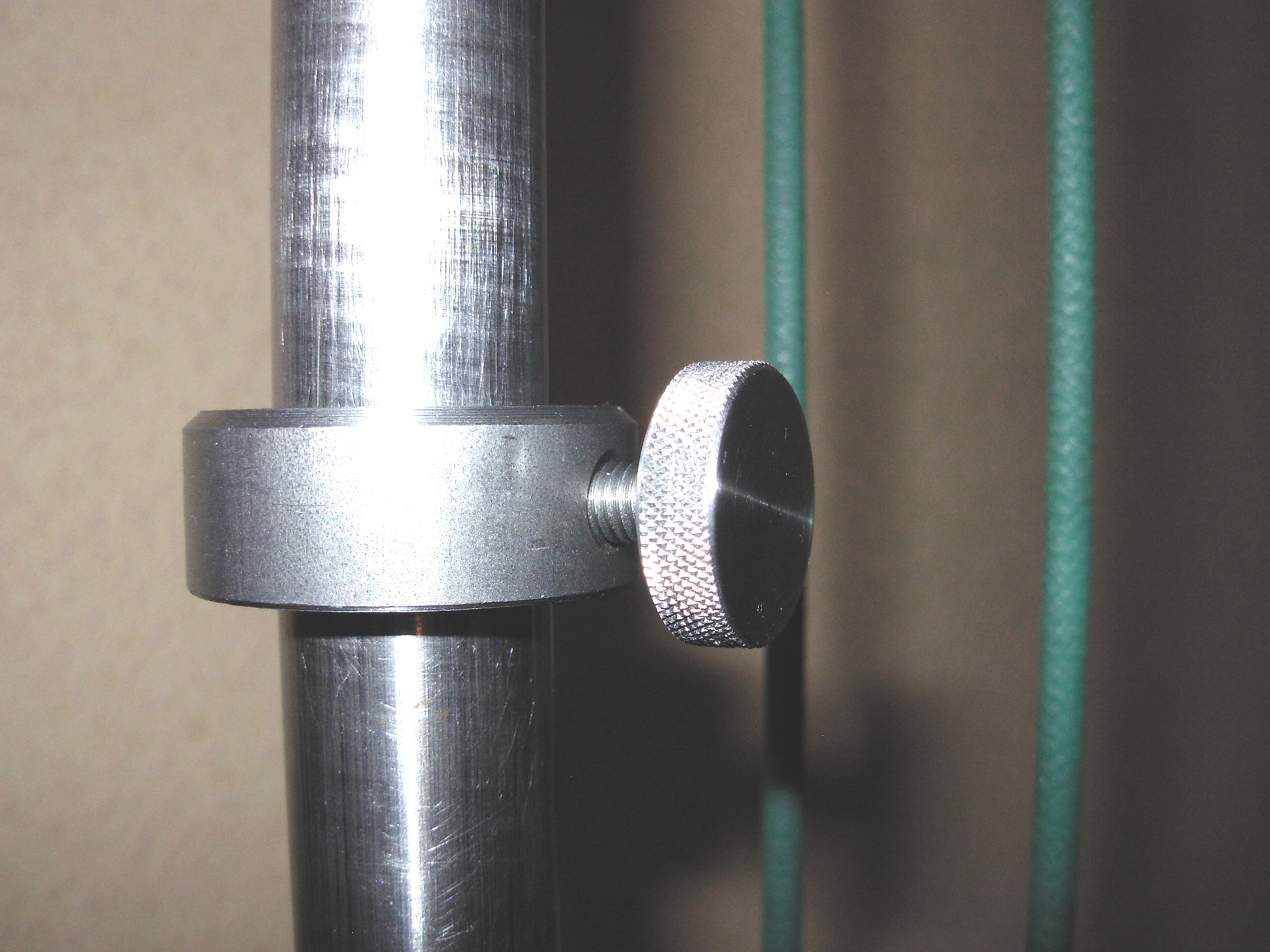
Klemmschrauben.
Diese Klemmschrauben halten meine Stellringe am Pillar Tool.
Die Messingeinsätze wurden tief in die Schraube eingeklebt.
Sollte sie mal platt gedrückt sein, kann man die Schraube einfach etwas nachsetzen.
Es drückt sich kein Gewinde platt und es gibt auch keine Druckstellen an der Führungssäule.
 Für die Stellringe an meinem Pillar Tool habe ich mir Klemmschrauben hergestellt.
Für die Stellringe an meinem Pillar Tool habe ich mir Klemmschrauben hergestellt. Normale Klemmschrauben sehen so aus.
Normale Klemmschrauben sehen so aus.Diese erzeugt eine Druckstelle.
 Bei diesen Schrauben habe ich ein Druckstück aus Messing eingesetzt. Dadurch gibt es keine Druckstellen an der Führungssäule.
Bei diesen Schrauben habe ich ein Druckstück aus Messing eingesetzt. Dadurch gibt es keine Druckstellen an der Führungssäule. Die kleine Feststelschraube für meinen kleinen Messschieber ging leider verloren.
Die kleine Feststelschraube für meinen kleinen Messschieber ging leider verloren. Es mußte eine neue Klemmschraube her.
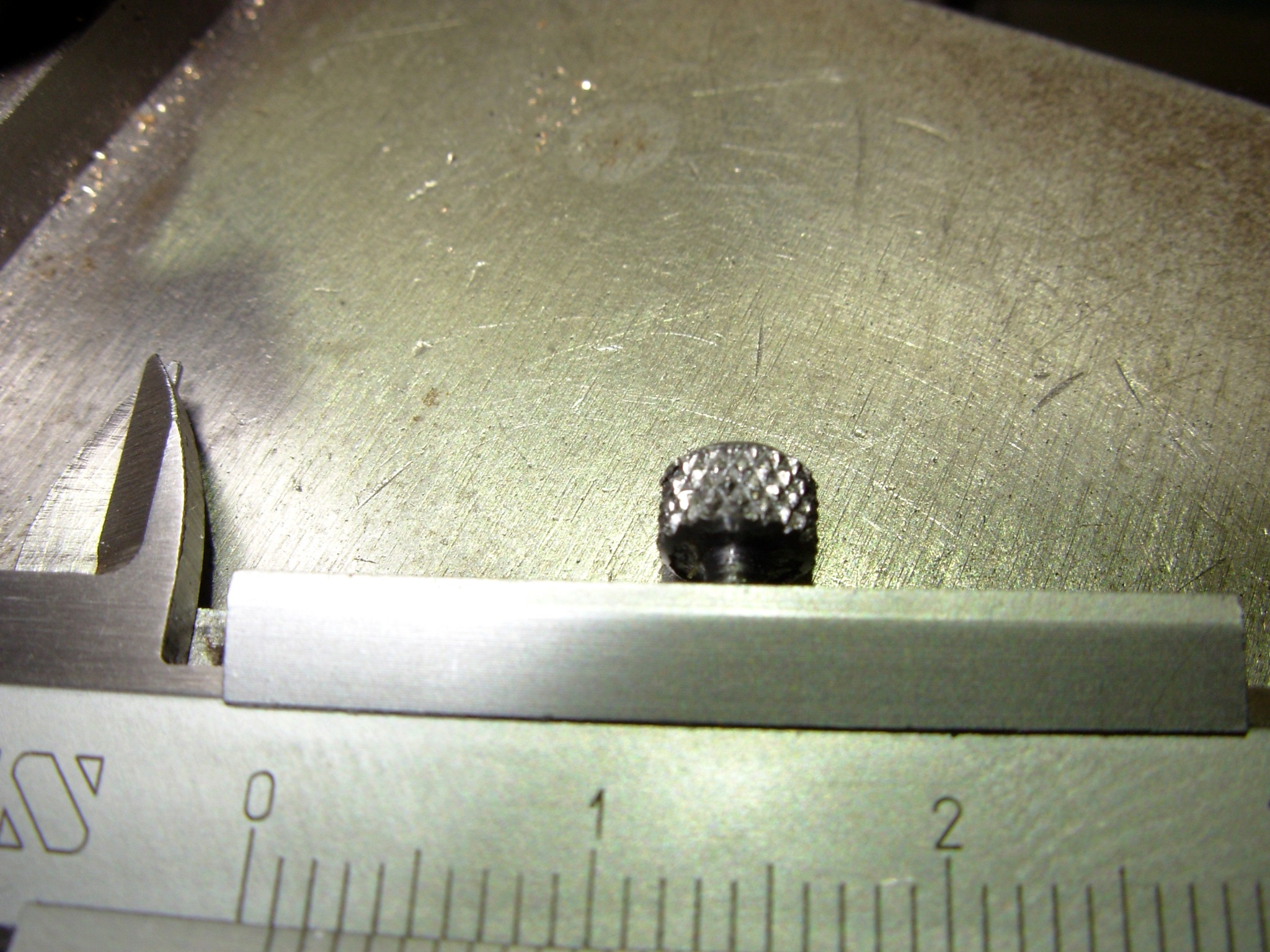 Material: C45 Stahl.
Material: C45 Stahl.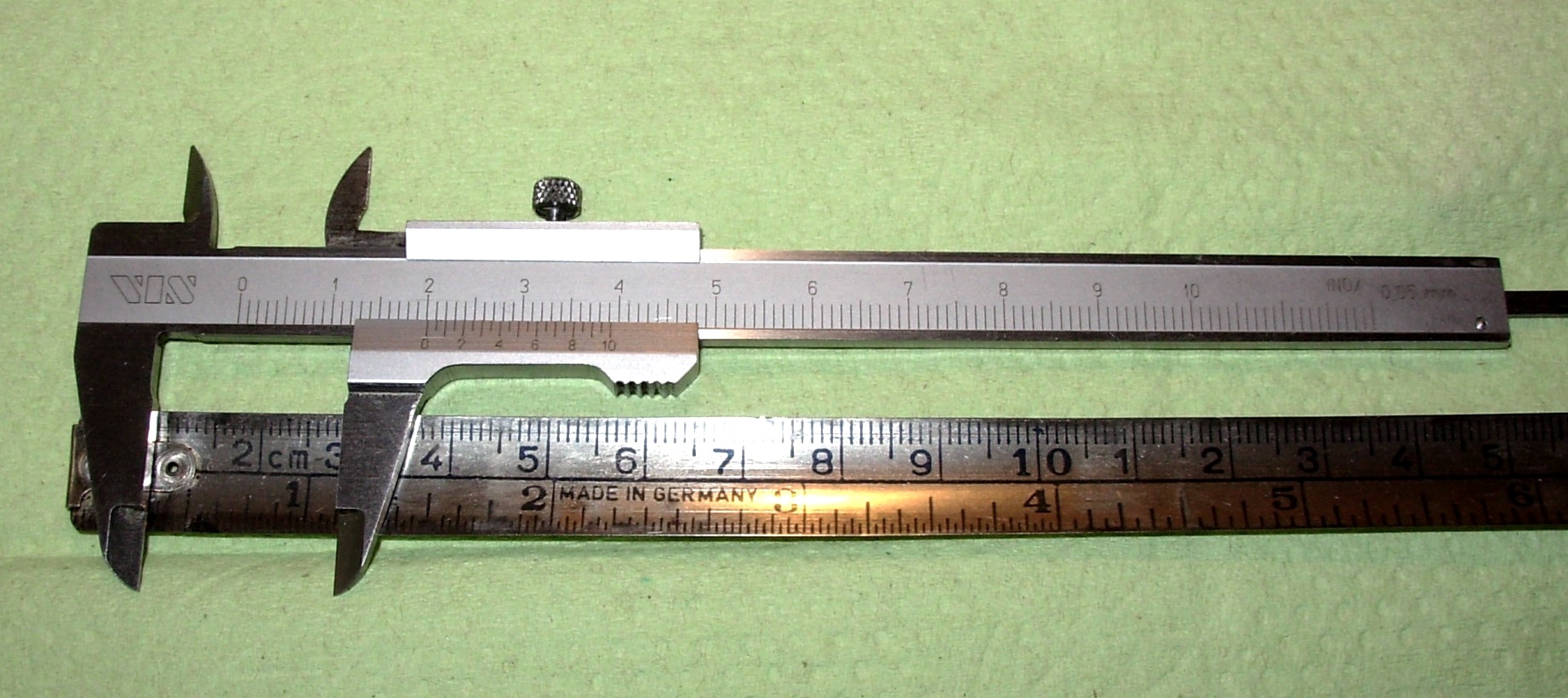 Das Gewinde ist M2.
Das Gewinde ist M2.Der Kopfdurchmesser beträgt 5mm und die Kopfhöhe ist 3mm.
Die Gesamtlänge ist 7,5mm.
Drehstahlhalter.
Die Halter wurden aus 20 x 15 mm Vierkantmaterial gefräst. Aufnahmebohrung ist 8 mm. Die Befestigungsschrauben haben M4 Gewinde.
 Kleine Halter für runde Innendrehstähle.
Kleine Halter für runde Innendrehstähle. Bei der Aktion entstanden gleich zwei davon.
Bei der Aktion entstanden gleich zwei davon.
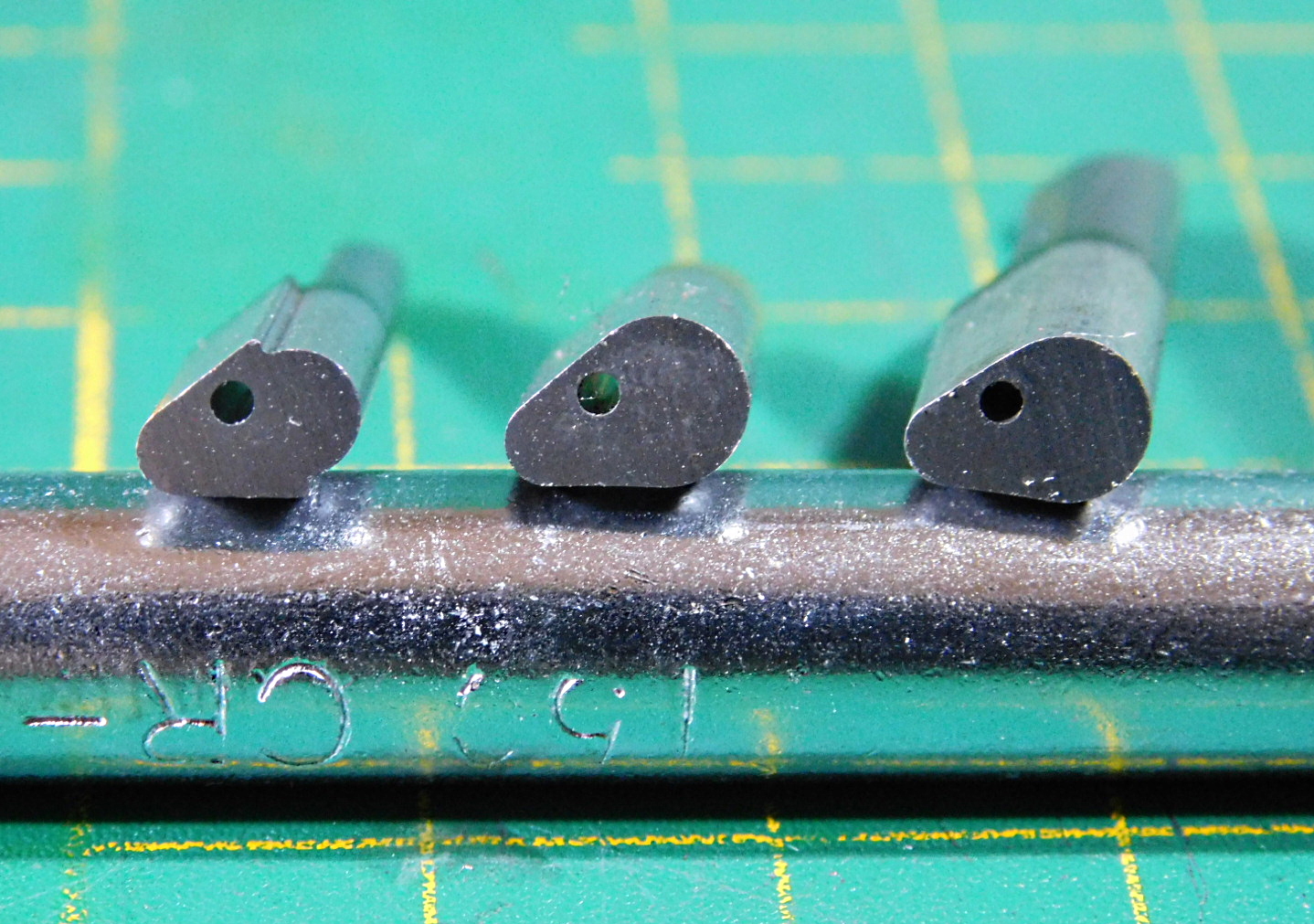
Unterschiedliche Bohrstangen.
Die Bohrstangen bestehen aus 15 mm Stahl, St. 52_3.
Die Schneideinsätze sind aus HSS-E Drehlingen Ø 6 mm oder abgebrochenen Fräsern entstanden.
Der Anschliff erfolgte auf der Universal Schleifmaschine.
 Bohrstange für Innengewinde 55° "imperial".
Bohrstange für Innengewinde 55° "imperial". Bohrstange für Innengewinde 60° "metrisch".
Bohrstange für Innengewinde 60° "metrisch".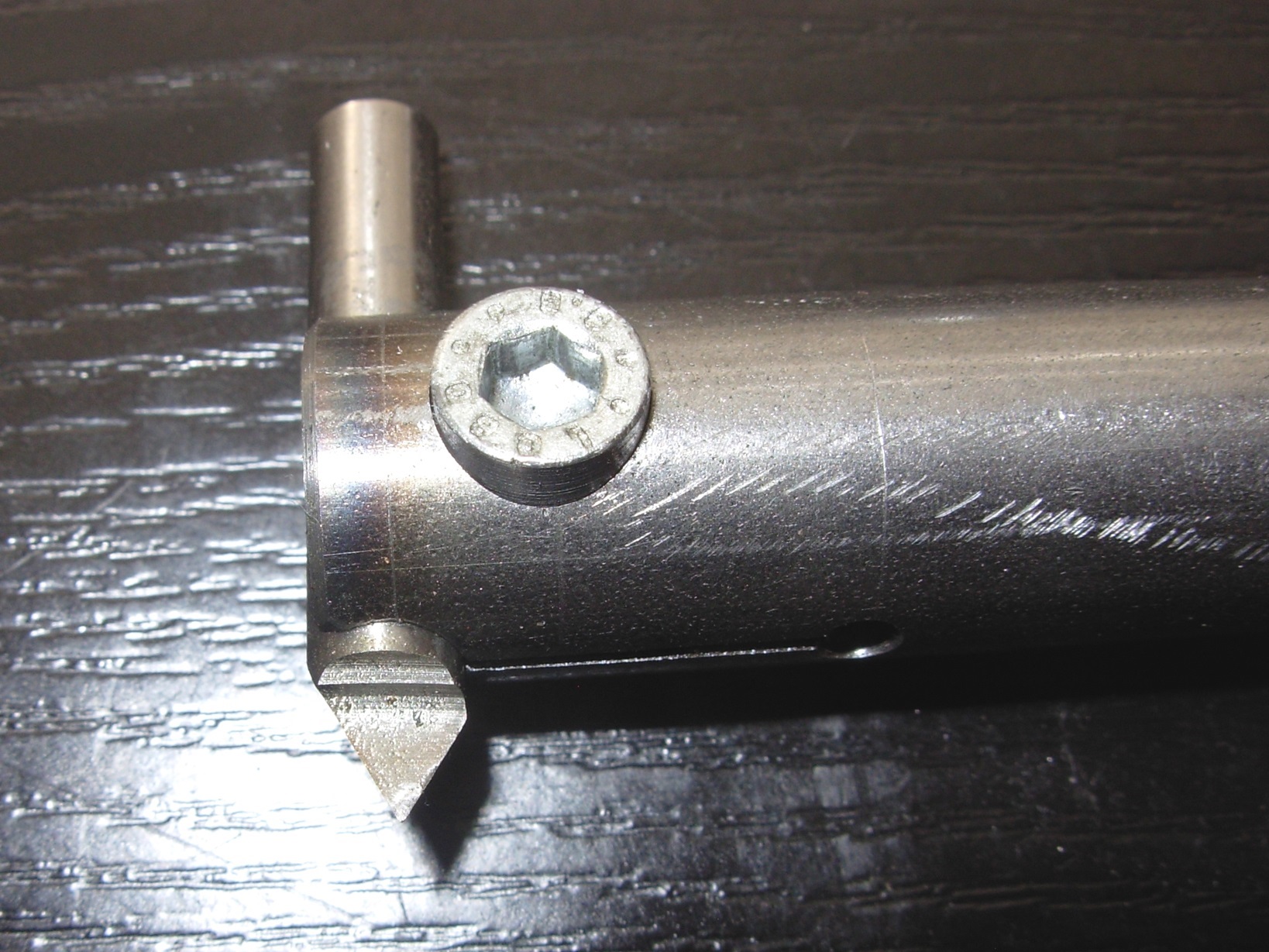 Bohrstange "gerade".
Bohrstange "gerade".
Die Unterstellböcke wurden aus Ø 25 mm Stahl - St. 52_3 hergestellt. Das Gewinde hat Ø M 10 mm.
Die Platten bestehen aus 18 mm dickem Plexiglas.
 Unterstellböcke für die Fräsmaschine.
Unterstellböcke für die Fräsmaschine. Ständer für, im Gebrauch befindliche, Fräser.
Ständer für, im Gebrauch befindliche, Fräser.
 Zentriergerät für die Fräsmaschine.
Zentriergerät für die Fräsmaschine. Ständer für kleine Schraubwerkzeuge.
Ständer für kleine Schraubwerkzeuge. Es wurden zwei Plexiglasblöcke zusammen geschraubt.
Es wurden zwei Plexiglasblöcke zusammen geschraubt.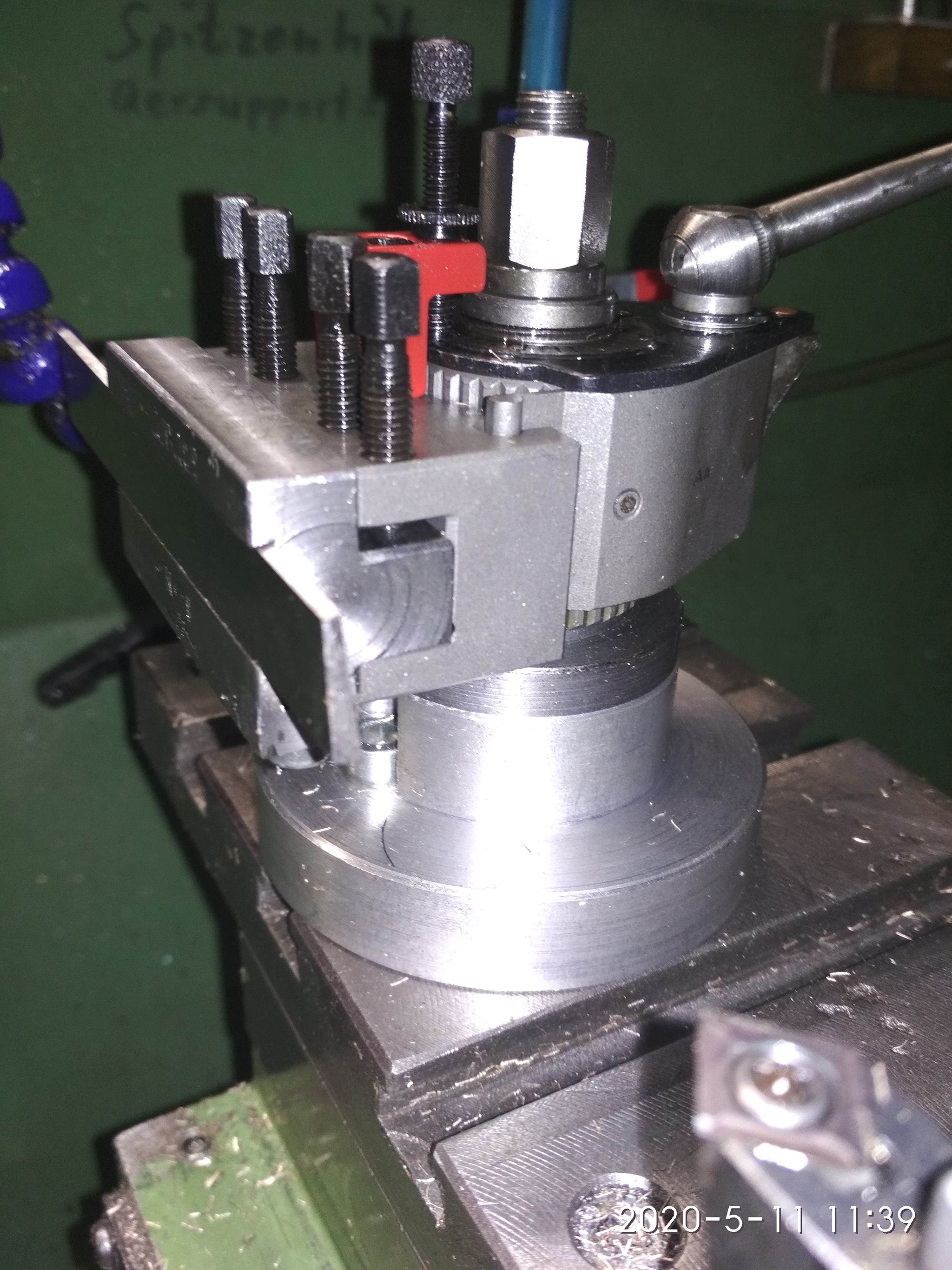 Abstechmeißel-Halter um von Hinten abzustechen.
Abstechmeißel-Halter um von Hinten abzustechen.