
Während unseres Dampffestes in Gustavsburg 2014.
During our steam party in Gustavsburg 2014.
Bonelle - Universal-Schleifmaschine
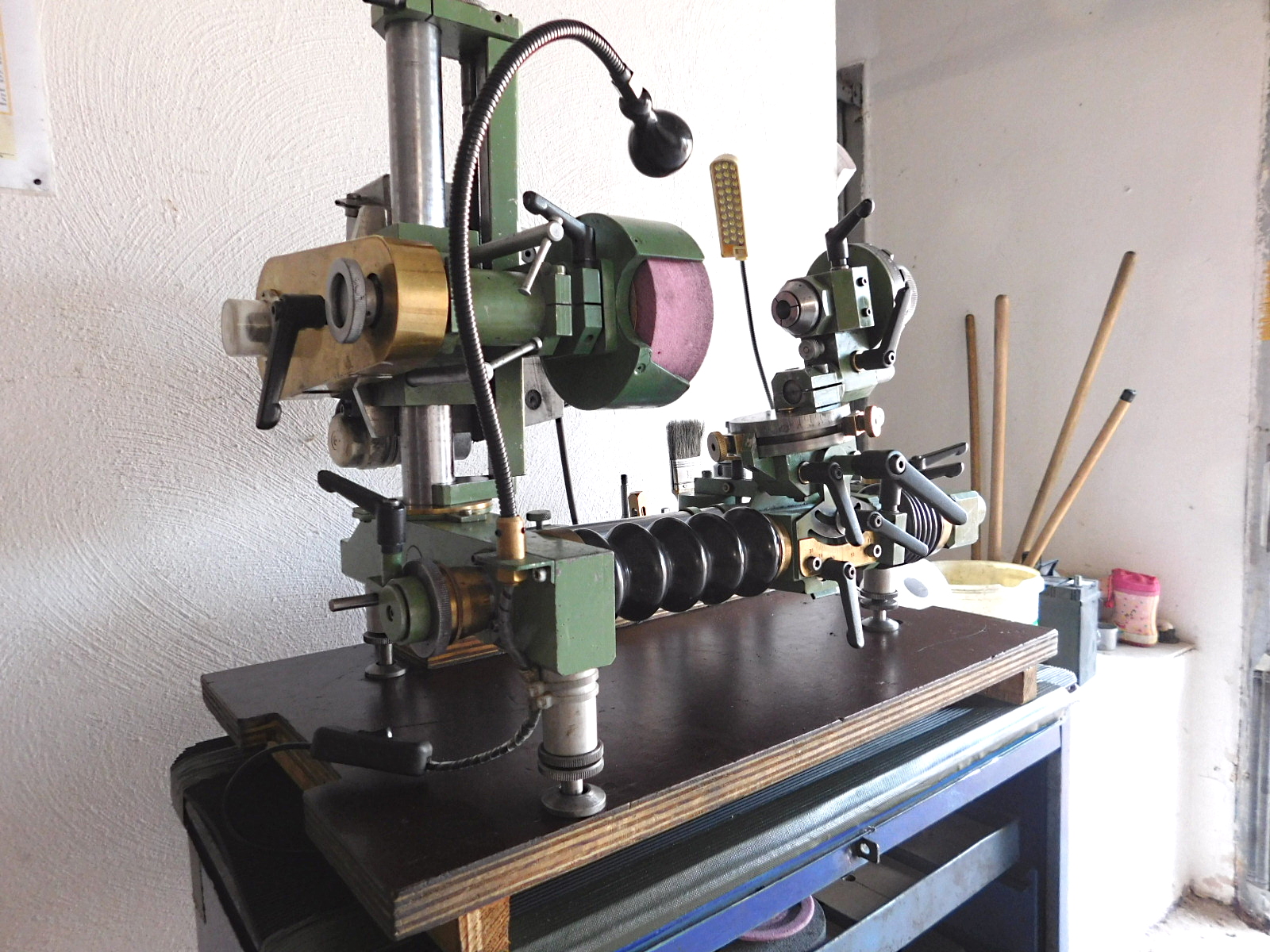
Hier sehen sie meine Werkzeug-Schleifmaschie, die ich 2007 gebaut habe.
Die Idee war, eine kleine, leistungsfähige Schleifmaschine selbst zu bauen.
Anfang der 70ziger Jahren des letzten Jahrhunders hatte ein Prof. D.H. Chaddock in England die Idee, für den Privatanwender eine kleine, leistungsfähige und bezahlbare Schleifmaschine zu konstruieren.
Die "QUORN" war gebohren. Er fertigte Gussmodelle für diese Maschine und hatte Gussteile herstellen lassen.
Die Maschien wurde in der Zeitschrift "Model Engineer" schon 1974 vorgestellt.
Die detaillierten Pläne und auch die erforderlichen Gussteile gibt es immer noch Neu aufgelegt von der Fa. Hemingway Kits in England.
1984 kam das Buch " THH QUORN" Universal Tool and Cutter Grinder auf den Markt. Es ist die Zusammenfassung, aller Artikel über die Quorn, aus der Zeitschrift "Model Engineer" von 1974.
Dieses Buch ist auch heute noch als Reprint von TEE Publishing aus dem Jahre 2001 mit der ISBN Nr. 0 905 100 91 3 im Buchhandel erhältlich.
Die Idee so eine Maschine selbst zu bauen, schlummerte lange in meinem Hinterkopf.
Nach einer Anfrage in England zu den Gussteilen, stellte sich schnell heraus, dass diese Teile meinen damaligen finanziellen Rahmen sprengen würden.
Also schlummerte das Projekt weiterhin in der Schublade.
Jahre vergingen!!
Ende der 90ziger Jahre fand ich durch Zufall im Internet eine PDF- Zeichnung einer Maschine, die der "QUORN" zum Verwechseln ähnlich sah.
Es stellte sich sehr schnell heraus, dass ein gewisser J.B.D. Willis 1987 diese Maschine, nach den Zeichnungen von Prof. D.H. Chaddock gänzlich ohne Gussteile konstruierte. Die Maschine bestand aus Stahl und Strangguss, den es als Stangenmaterial im Stahlhandel zu erwerben gab.
Der Name der Maschine "BONELLE"
Die Zeichnungen der "Bonelle" sind im anglo- amerikanischen Maßsystem ausgeführt. So konnte ich die Maschine nicht bauen. Ich habe jedes Maß umgerechnet und angepasst, so dass ich nach dem metrischen Maßsystem arbeiten konnte. Bei dieser Umrechnerei muss man sehr aufmerksam sein, damit sich keine Fehler einschleichen.
Von der Maschine fasziniert, berichtete ich einigen Modellbau-Kollegen in meiner Nähe. Es stellte sich heraus, dass der Eine oder Andere mir bei der Beschaffung vom entsprechendem Material behilflich sein konnte.
Einiges Material stammt vom Schrottplatz und anderes wurde im Stahlhandel dazu gekauft.
Die Führungsstangen wurden aus hartverchromten Hydraulik-Schubstangen hergestellt. Die Basis-Teile wurde aus einer 250mm dicken Grauguss-Welle, die im Schrott landen sollte, auf einer Industrie-Bandsäge herausgeschnitten.
Die Klemmgriffe sind Neuteile und wurden von der Fa. Ganter aus Furtwangen erworben.
Im Juli - August des Jahres 2007 begann ich dann mit dem Bau der Maschine.
Nach unendlich vielen Stunden in der Werkstatt, war sie kurz vor Jahresende soweit fertig, dass man damit arbeiten konnte. Allerdings noch ohne die endgültige Farbgebung.
Im Laufe der Jahre wurden einige Zubehörteile für die "BONELLE" angefertigt.
Weiteres dazu finden sie auf dieser Seite.
Die Originalen Zeichnungen der Bonelle finden sie hier.
Bonelle -Universal Grinder
Here you can see my tool grinding machine that I built in 2007.
The idea was to build a small, powerful grinding machine myself.
At the beginning of the 1970s, Prof. D.H. Chaddock in England had the idea of constructing a small, powerful and affordable grinding machine for private users.
The "QUORN" was born. He produced casting patterns for this machine and had castings made.
The machine was already presented in the magazine "Model Engineer" in 1974.
The detailed plans and the necessary castings are still available in new editions from Hemingway Kits in England.
In 1984 the book "THH QUORN" Universal Tool and Cutter Grinder was published. It is the summary of all articles about the Quorn from the magazine "Model Engineer" from 1974.
This book is still available today as a reprint by TEE Publishing from 2001 with ISBN No. 0 905 100 91 3.
The idea of building such a machine myself had been dormant in the back of my mind for a long time.
After an enquiry in England about the castings, it soon became clear that these parts would exceed my financial limits at the time.
So the project remained in the drawer.
Years went by!
At the end of the 90's, I found by chance a PDF drawing of a machine on the Internet that looked confusingly like the "QUORN".
It turned out very quickly that a certain J.B.D. Willis constructed this machine in 1987, according to the drawings of Prof. D.H. Chaddock, completely without cast parts. The machine was made of steel and continuous cast iron, which was available as bar material in the steel trade.
The name of the machine "BONELLE
The drawings of the "Bonelle" are in the Anglo-American dimensional system. I could not build the machine that way. I converted and adjusted every dimension so that I could work according to the metric system of measurement. You have to be very careful with this conversion so that no mistakes creep in.
Fascinated by the machine, I reported to some model-making colleagues in my vicinity. It turned out that one or the other could help me with the procurement of the appropriate material.
Some of the material came from the scrap yard and some was bought from the steel trade.
The guide rods were made from hard-chrome plated hydraulic push rods. The basic parts were cut out of a 250mm thick grey cast iron shaft, which was supposed to end up in the scrap, on an industrial band saw.
The clamping handles are new parts and were purchased from the company Ganter in Furtwangen/ Germany.
In July - August 2007 I started to build the machine.
After endless hours in the workshop, it was ready to work with shortly before the end of the year. However, the final colouring was still missing.
Over the years, a number of accessories have been made for the "BONELLE".
You can find more information on this page.
The original drawings of the Bonelle can be found here.
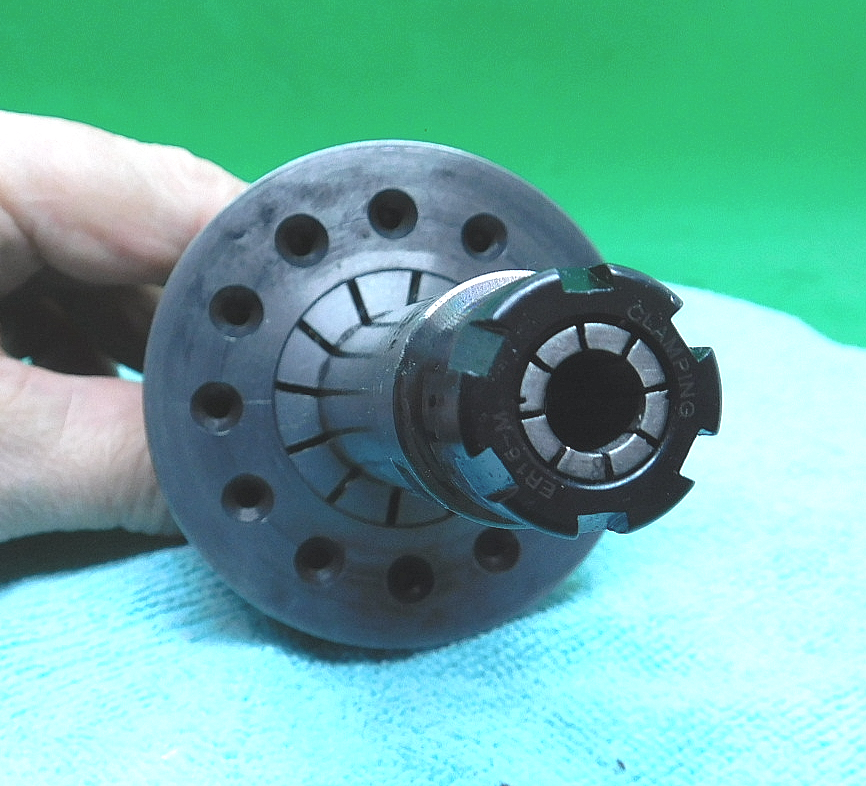
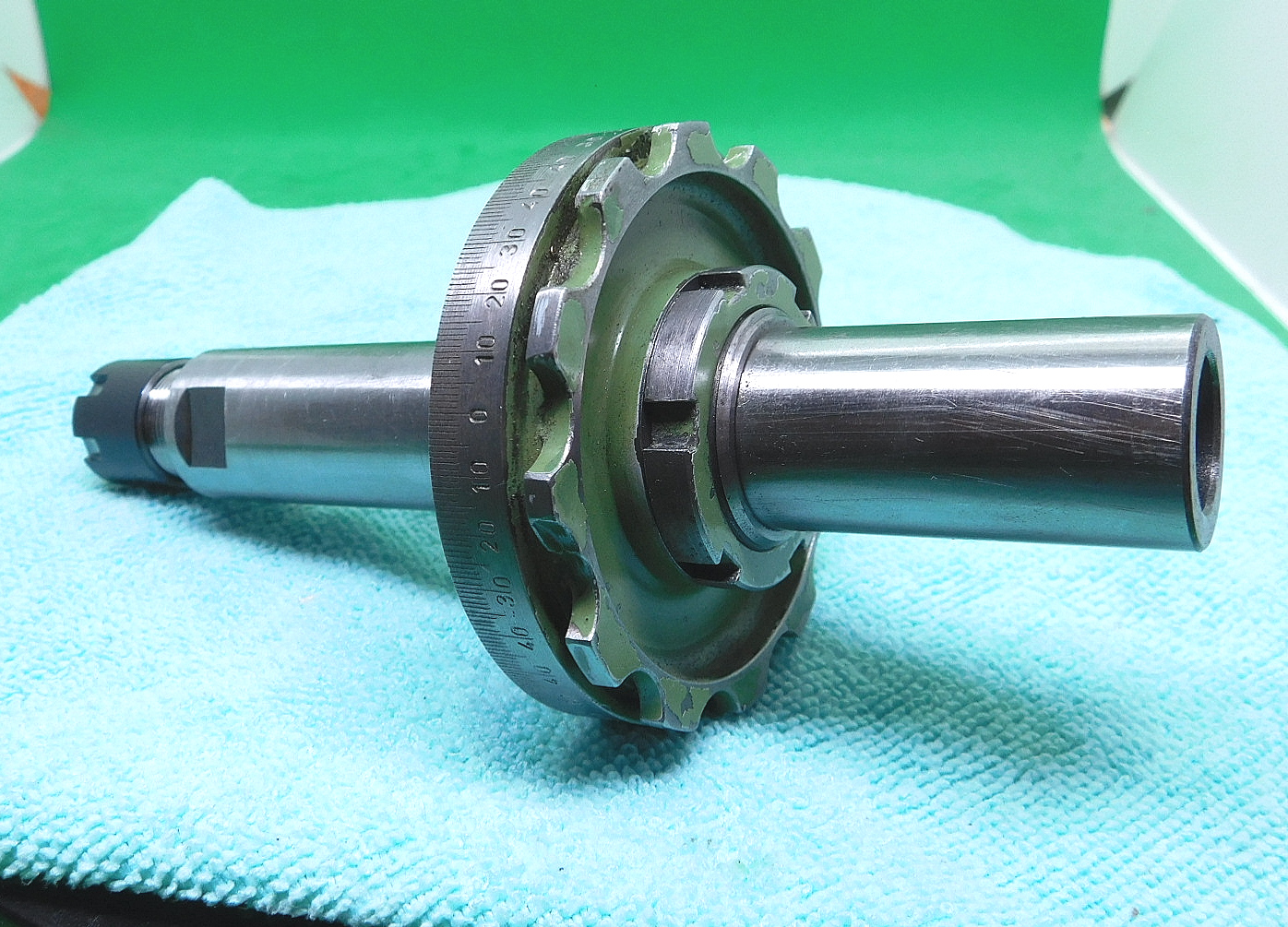
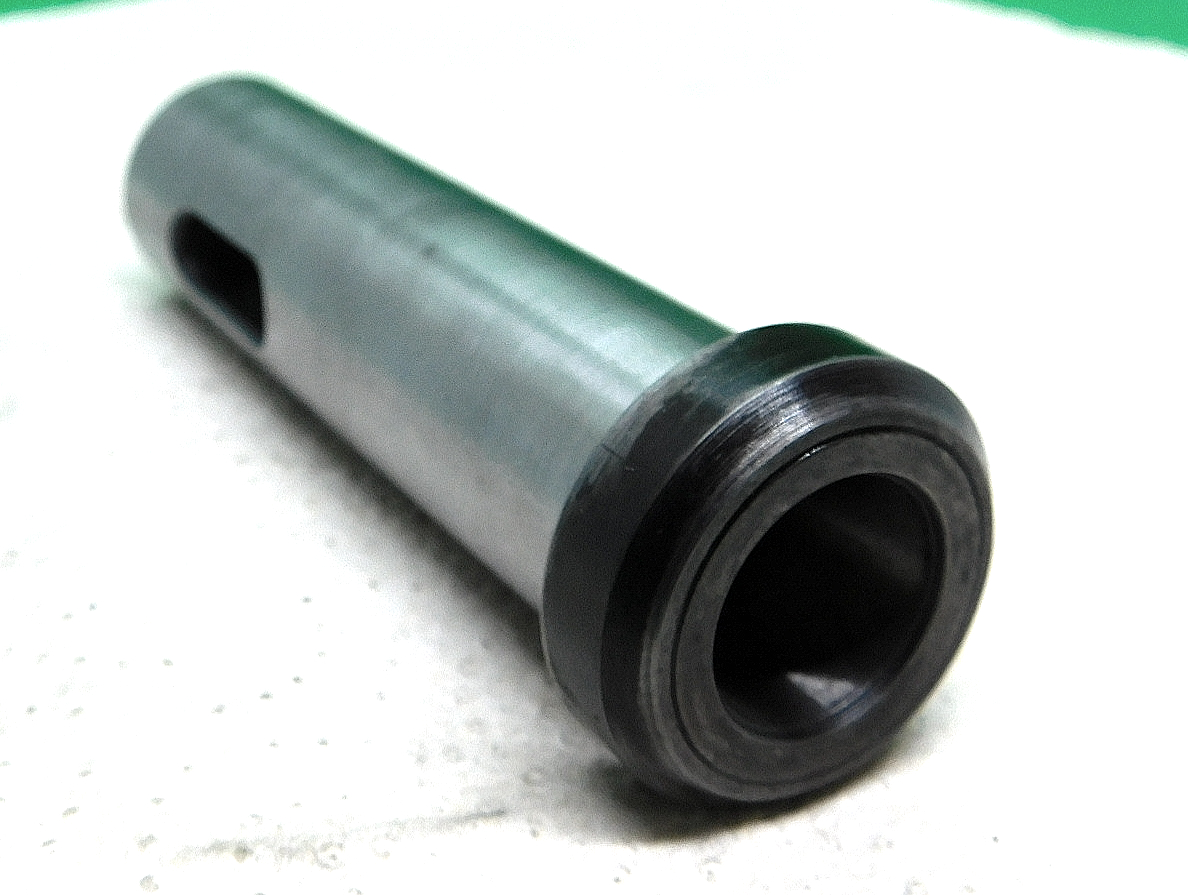
Neue Werkzeugaufnahme für meine Bonelle Schleifmaschine.
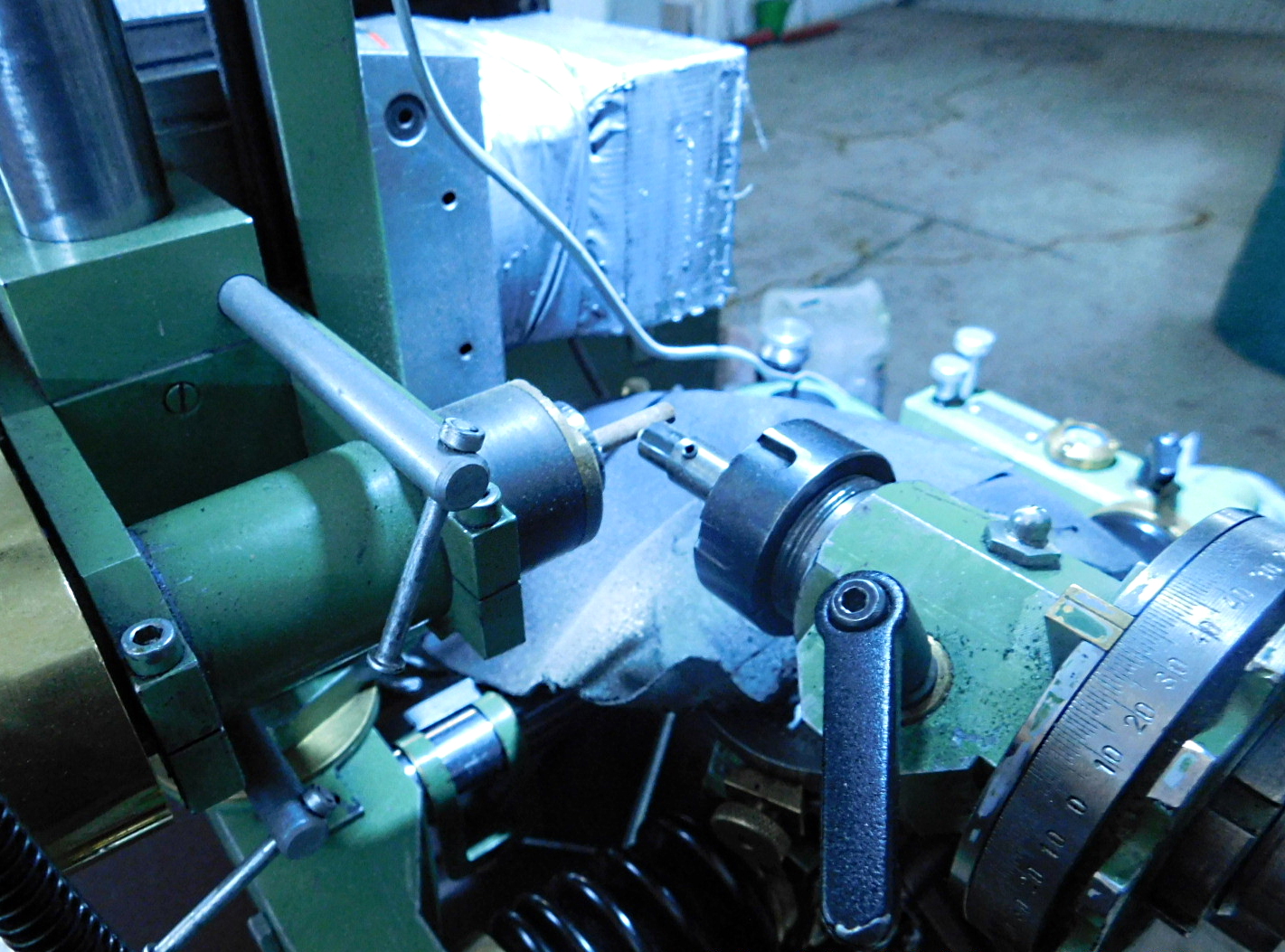
Für meine Bonelle Werkzeug-Schleifmaschine habe ich mir eine neue Spindel bestellt. Es ist eine ER 16 Spannzangen Spindel mit 25 mm Außendurchmesser und 150 mm länge. Sie hat einen klaren Vorteil gegenüber der Spindel mit ER 25 Spannzangen-Aufnahme. Man kann die Spindel , ohne die Teilplatte zu demontieren, aus ihrem Halter ziehen. Die Spannmutter hat nur einen Außendurchmesser von 22,2 mm.
New tool holder for my Bonelle grinder.
I have ordered a new spindle for my Bonelle tool grinding machine. It is an ER 16 collet chuck spindle with an outer diameter of 25 mm and a length of 150 mm. It has a clear advantage over the spindle with ER 25 collet holder. You can pull the spindle out of its holder without removing the dividing plate. The clamping nut only has an outer diameter of 22.2 mm.
Hand-Schärfgerät für Mini-Spiralbohrer.
März 2024
Das was ich ihnen jetzt hier zeige, gehört eigentlich nicht zur "Bonelle" Schleifmaschine.
Da es sich allerdings auch um das Schärfen von sehr kleinen Bohrer geht, passt es nach meiner Meinung gut in diese Rubrik.
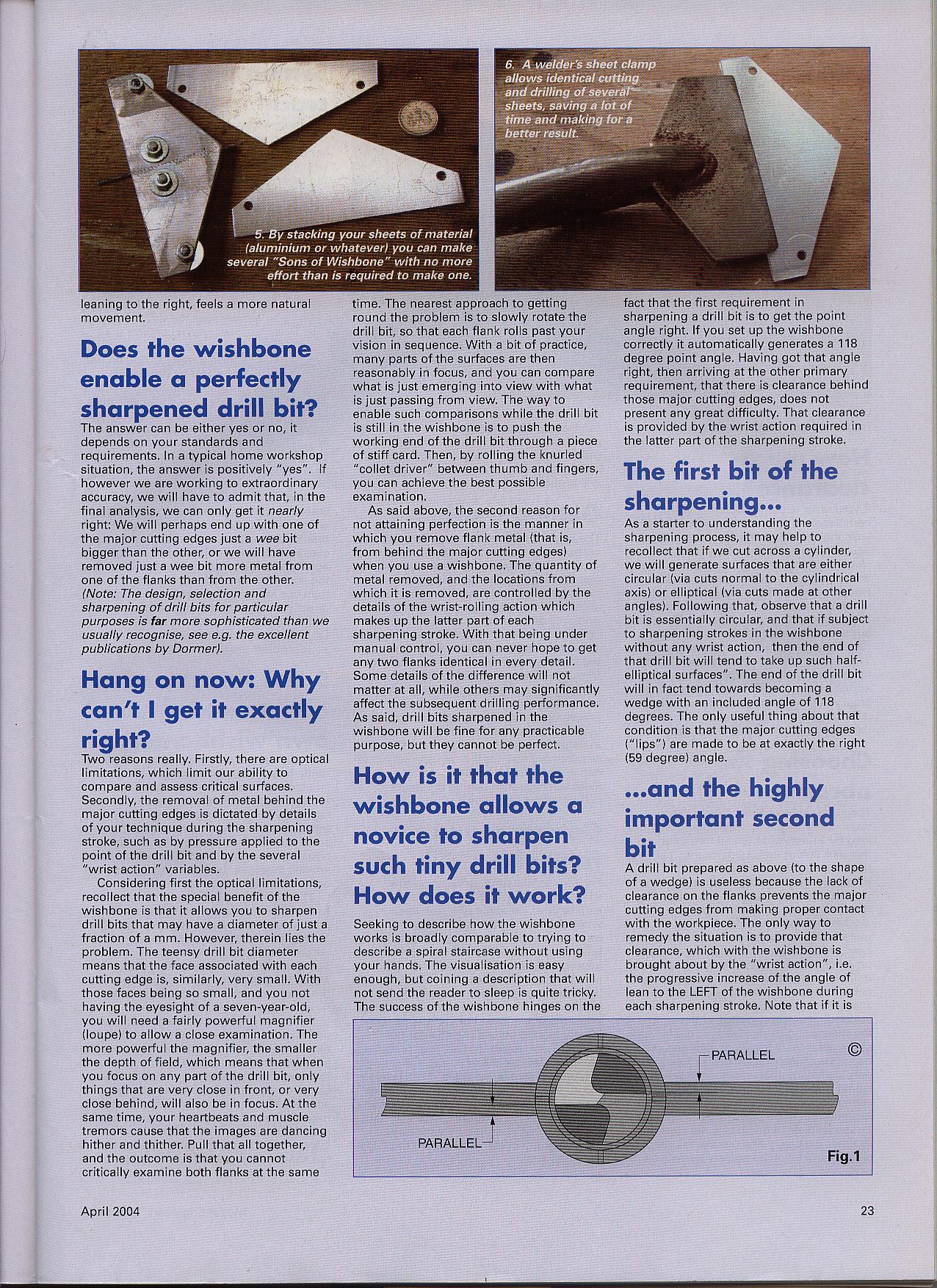
Vor ca 20-25 Jahren habe ich bei der damaligen Fa. Fohrmann ein Handschärfgerät für Mini-Bohrer erstanden. Das Gerät nennt sich "Wishbone Sharpener & Rekonditioner"
Das Gerät wurde auch einmal in der Zeitschrift "Model Engeneer' Workshop" vorgestellt.
Zunächst der Artikel aus dieser Zeitschrift.
Hand sharpener for very mini twist drill bits.
What I am showing you here is not actually part of the "Bonelle" grinding machine.
However, as it is also used for sharpening very small drills, I think it fits well in this category.
About 20-25 years ago, I bought a hand sharpening device for mini drills from the then Fohrmann company. The device is called "Wishbone Sharpener & Reconditioner"
The device was also once presented in the magazine "Model Engineer's Workshop".
First the article from this magazine.


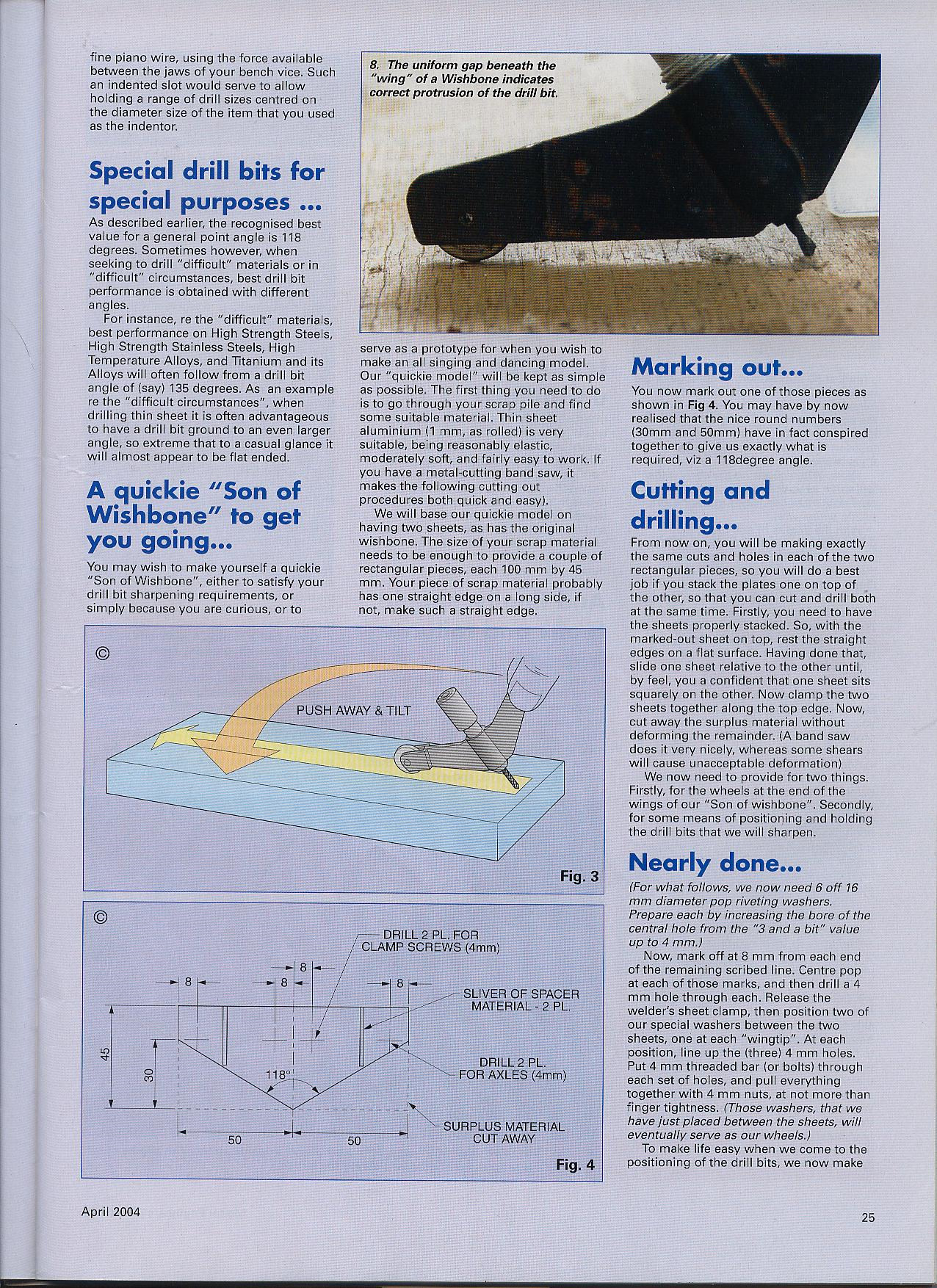

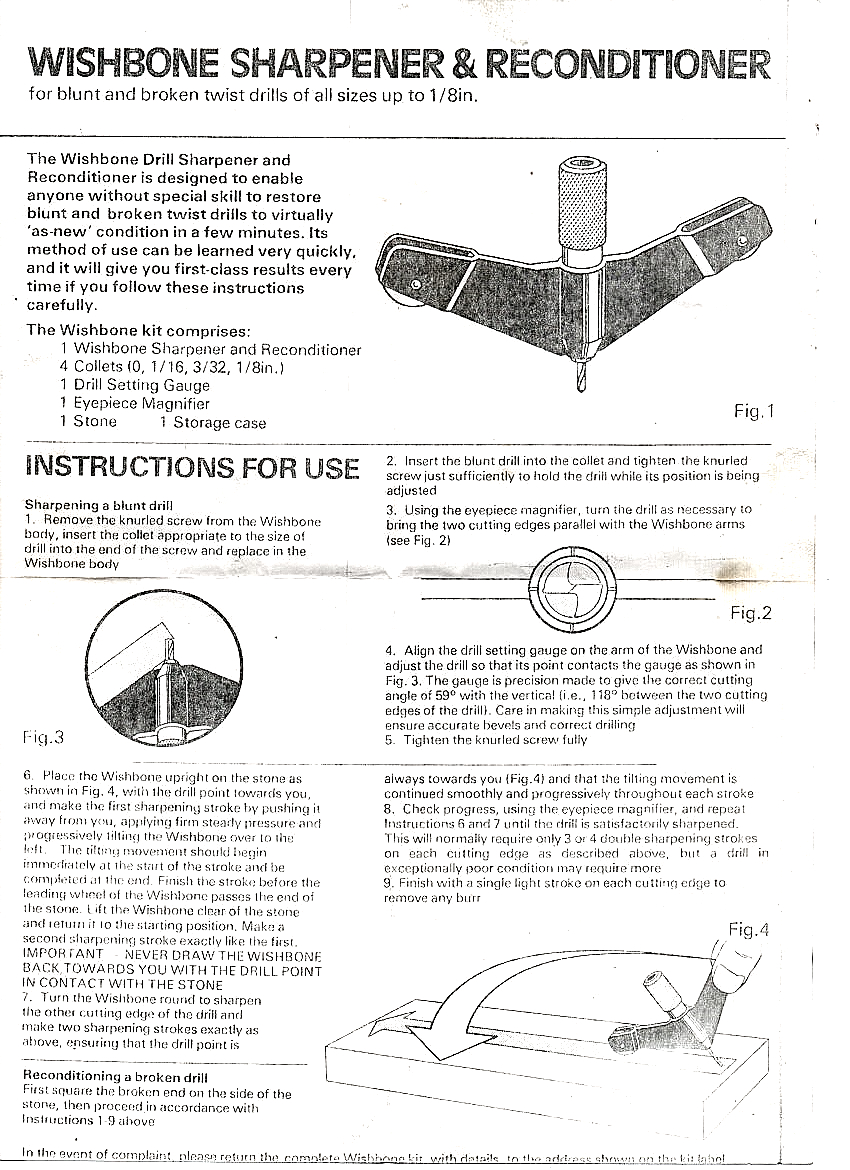
Das ist die Beschreibung, welche dem Gerät beilag.
This is the instructions that came with the device.
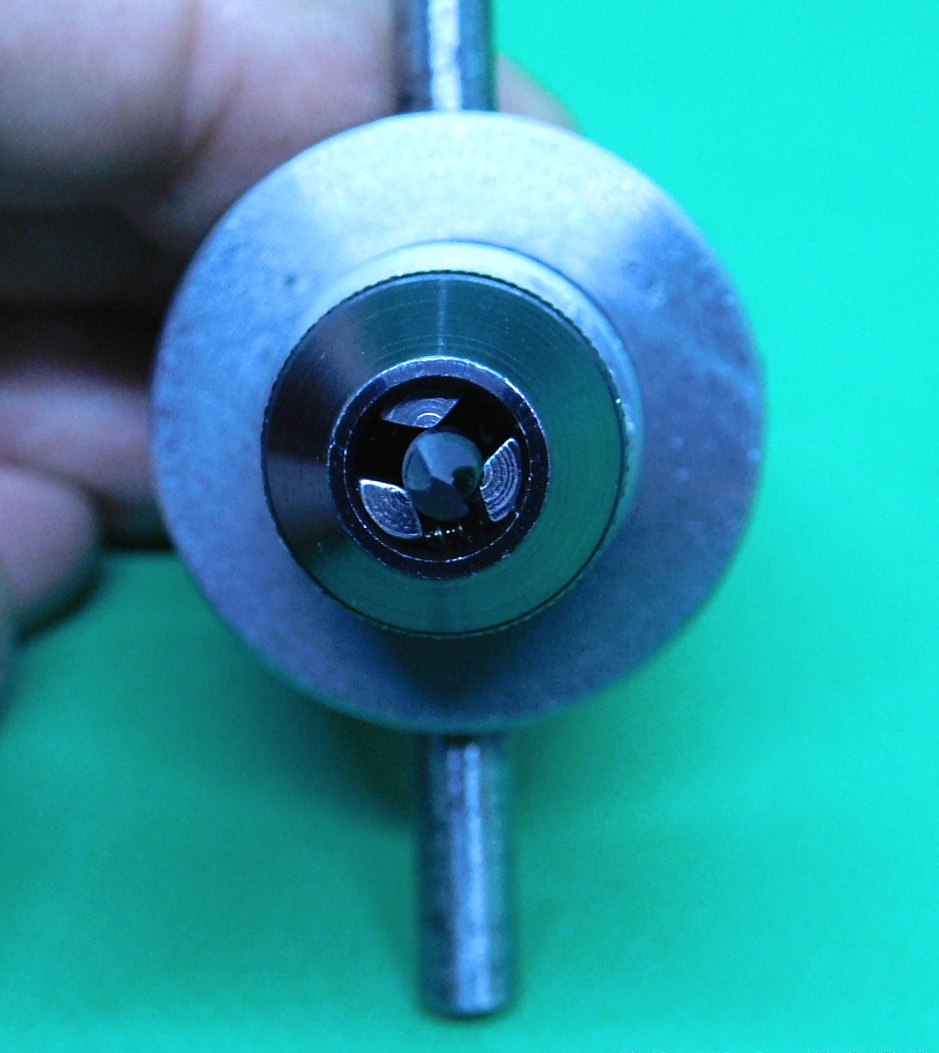
Nun kommen die Bilder von meinem Gerät.
Now here are the pictures of my device.


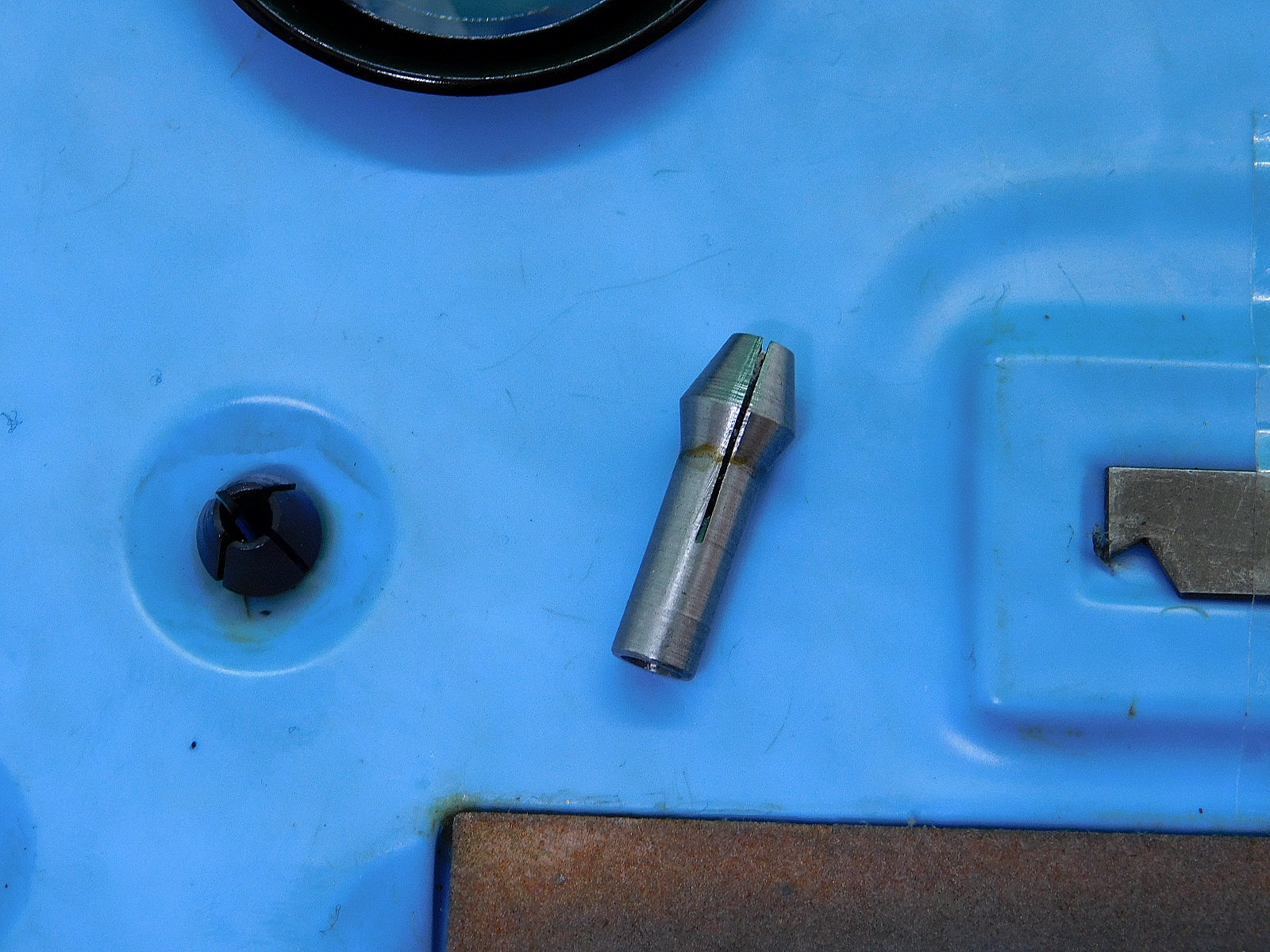
Die originalen Spannzangen sind aus Kunststoff. Ich habe mir eine Zange für 3 mm Bohrer aus Stahl angefertigt.
The original collets are made of plastic. I have made a collet for 3 mm drill bits from steel.

Die beigefügte Lupe ist wichtig, um die Schneiden der Mini-Bohrer beurteilen zu können.
The enclosed lens is important for assessing the cutting edges of the mini drill bits.
Anfertigung der Teile und Vorstellung der Maschine
Der neueste Beitrag steht immer hier direkt folgend.
Production of the parts and presentation of the machine.
The latest contribution is always posted here directly below.
29.11.2022
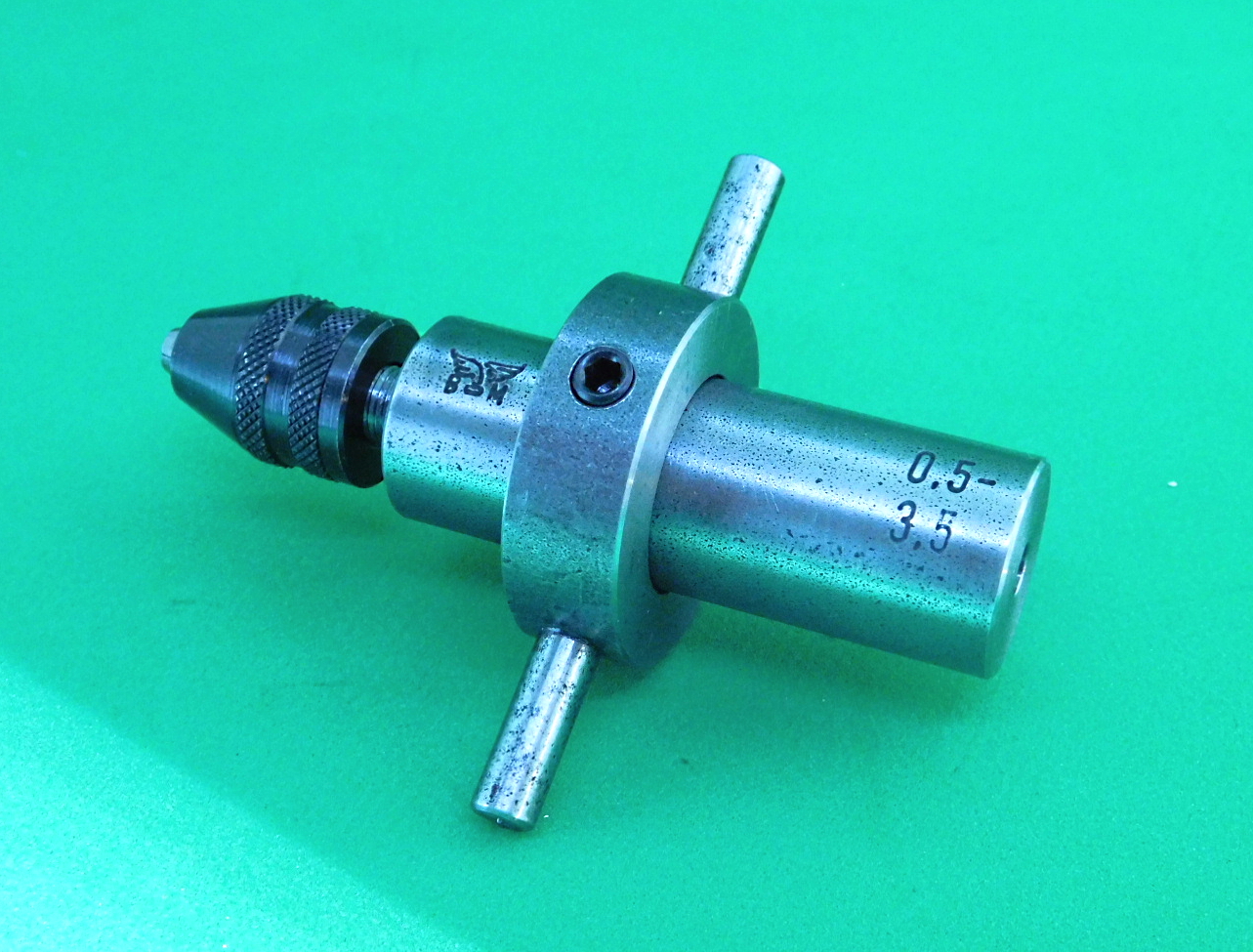
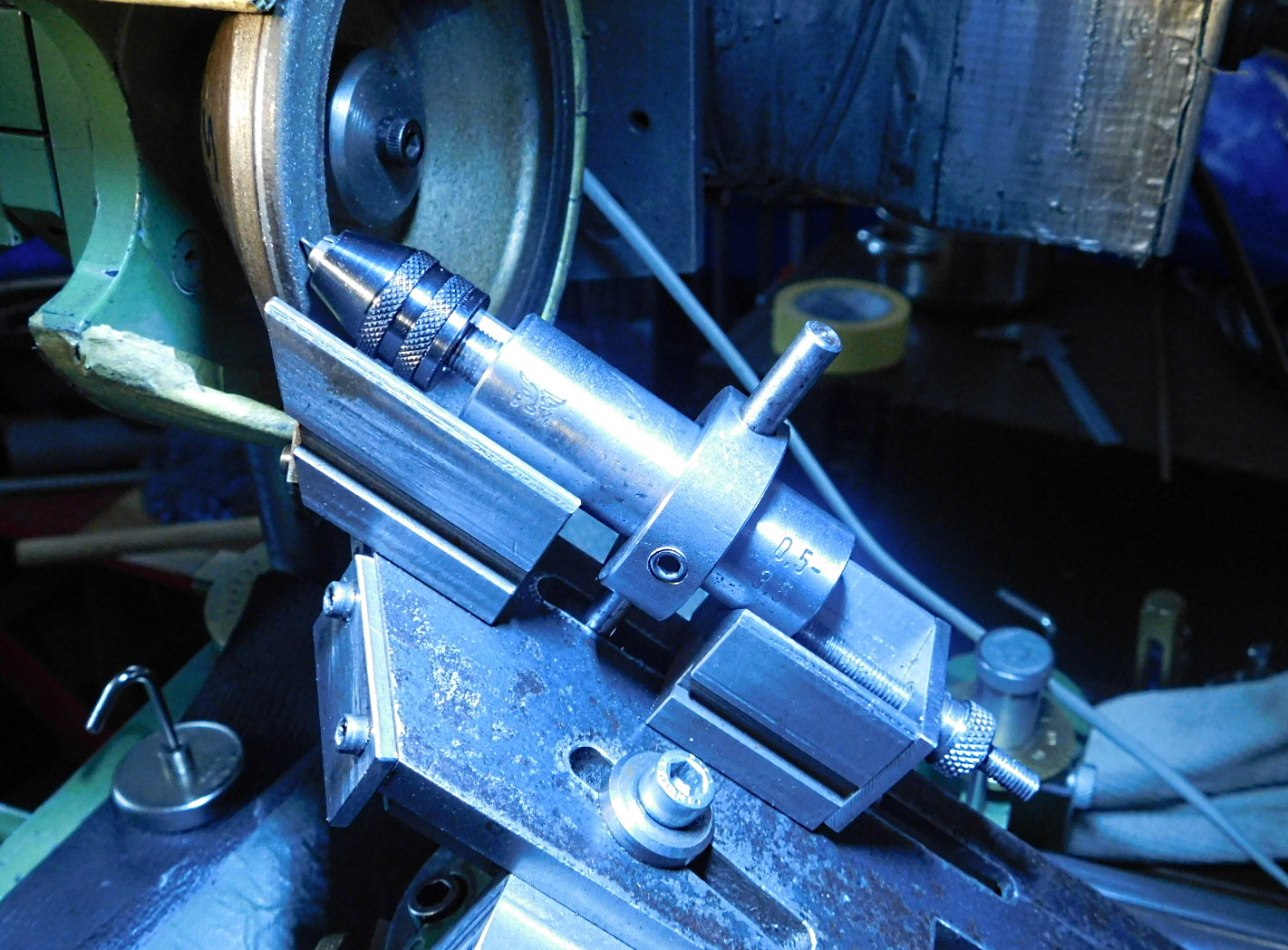
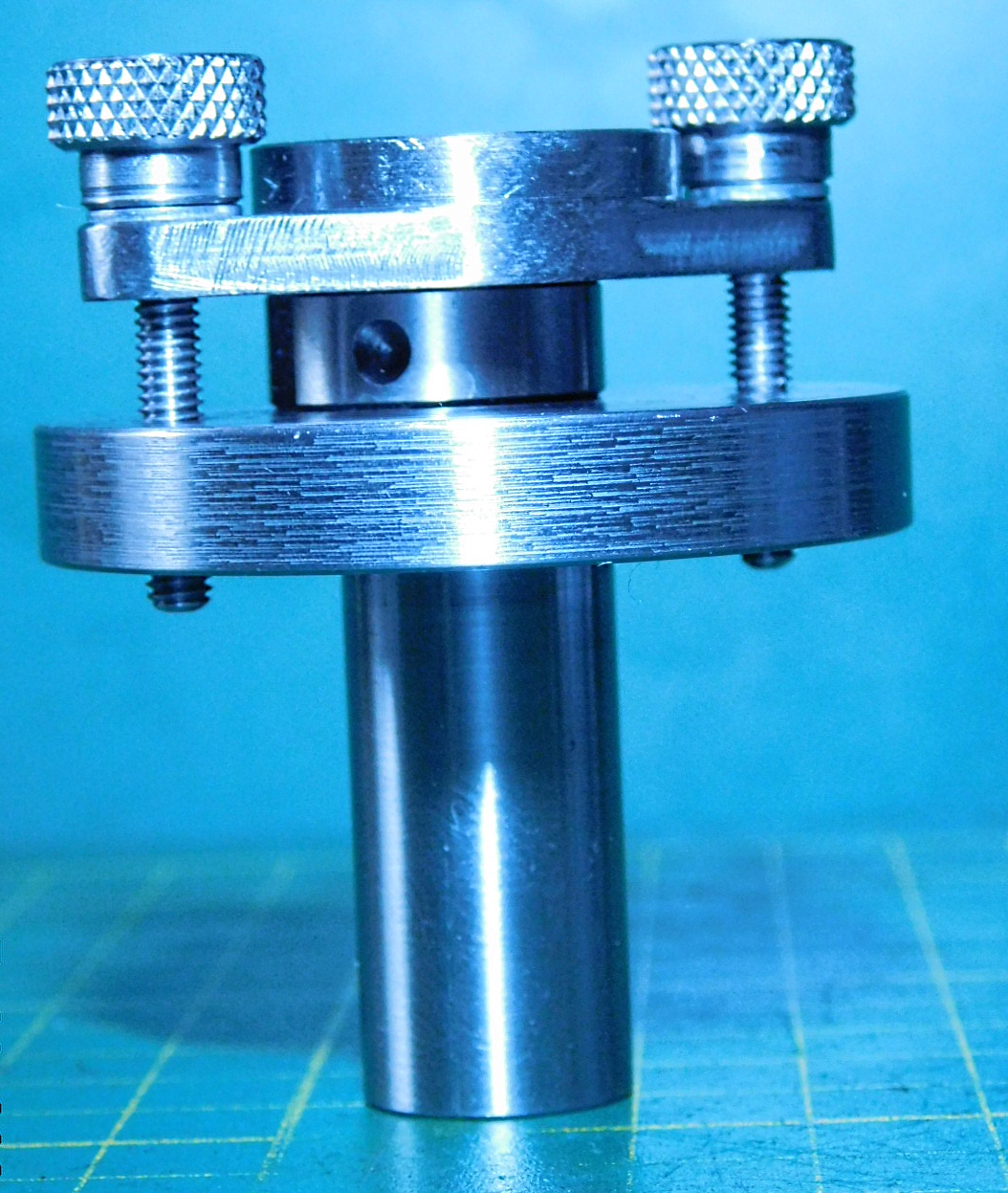
Für sehr kleine Bohrer von ca. Ø 0,5 - 3,5 mm habe ich eine Schleifhilfe gefertigt. Ein kleines Proxxon Bohrfutter war die Grundlage. An einen Aufnahmeschaft von Ø 20mm wurde das Gewindestück mit M 8 x 0,75 angedreht. Das Gewinde habe ich nicht mit dem Schneideisen geschnitten, sondern mit der Leitspindel der Drehmaschine. So ist ein absoluter Rundlauf des Futters gewährleistet. Ein Ring mit zwei gegenüber liegenden Anschlagstiften sorgt für die Ausrichtung auf der Bohrer-Schleifeinrichtung zu meiner "Bonelle".
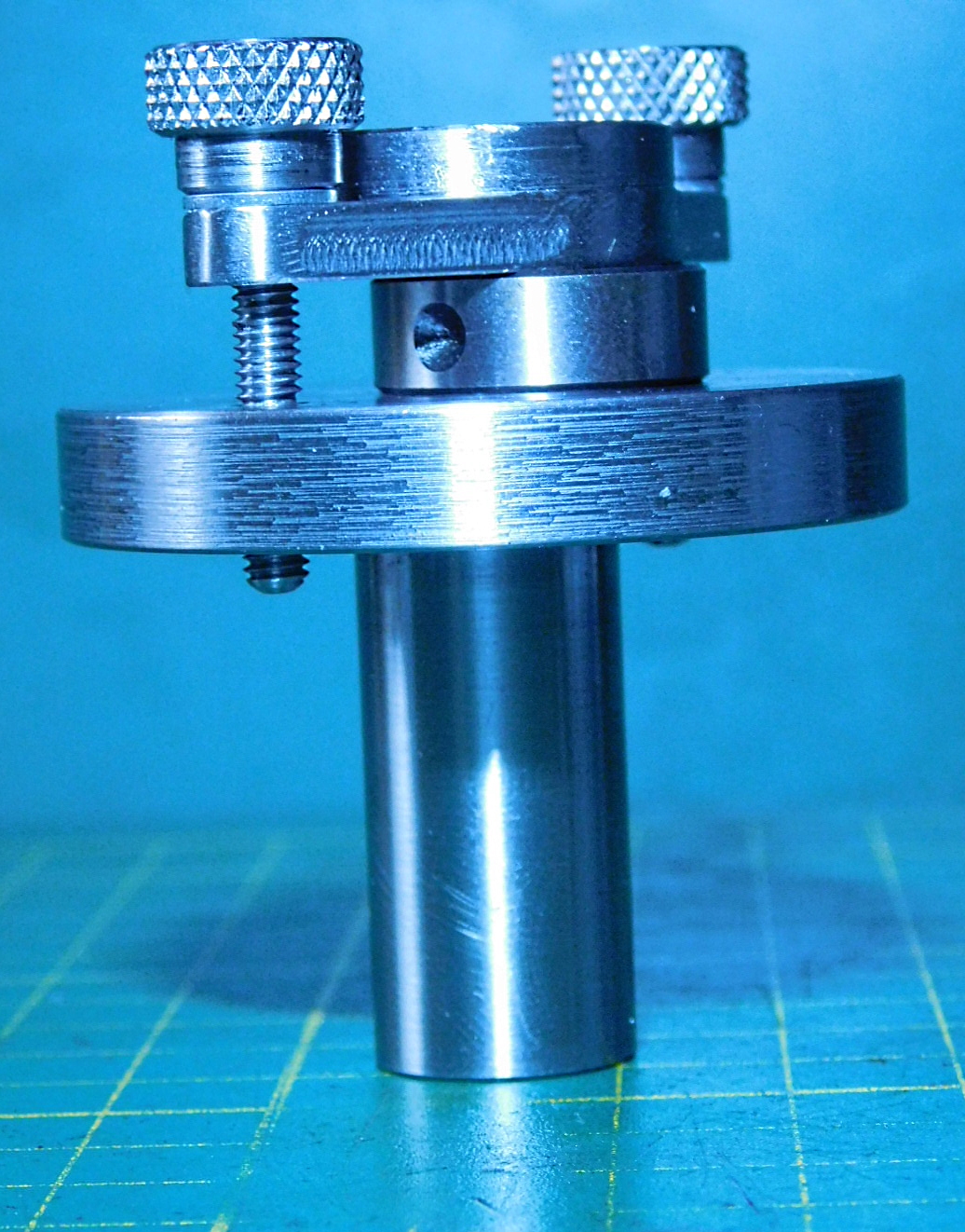
Die Stifte werden , nach dem der entsprechende Bohrer eingespannt wurde, auf der Halterung so verdreht, dass die Schneiden ca. 11° bis 15° zu den Stiften versetzt ist. So ist sicher gestellt, dass die Querschneide und der Freischliff des Bohrers korrekt ausfällt.
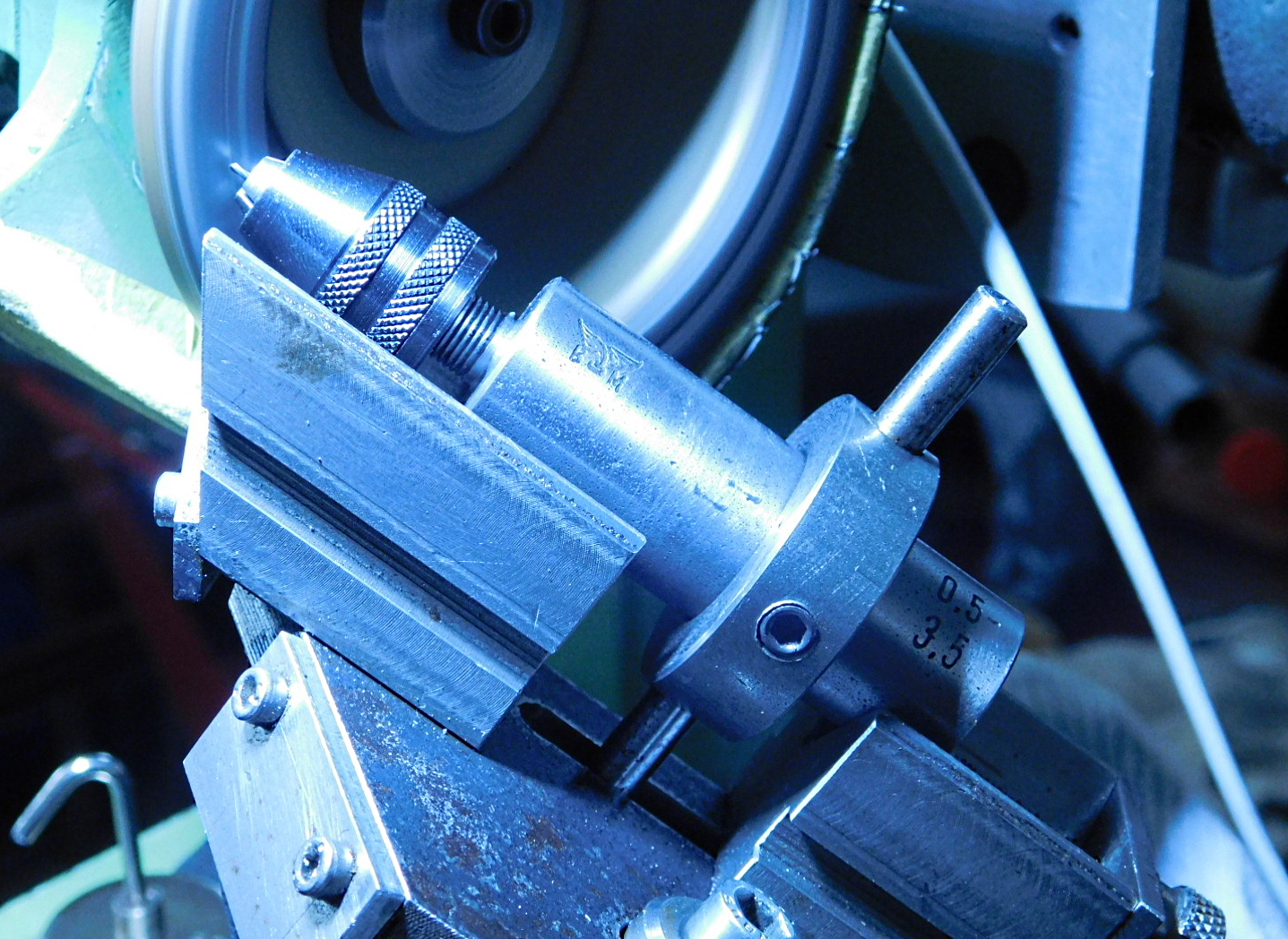
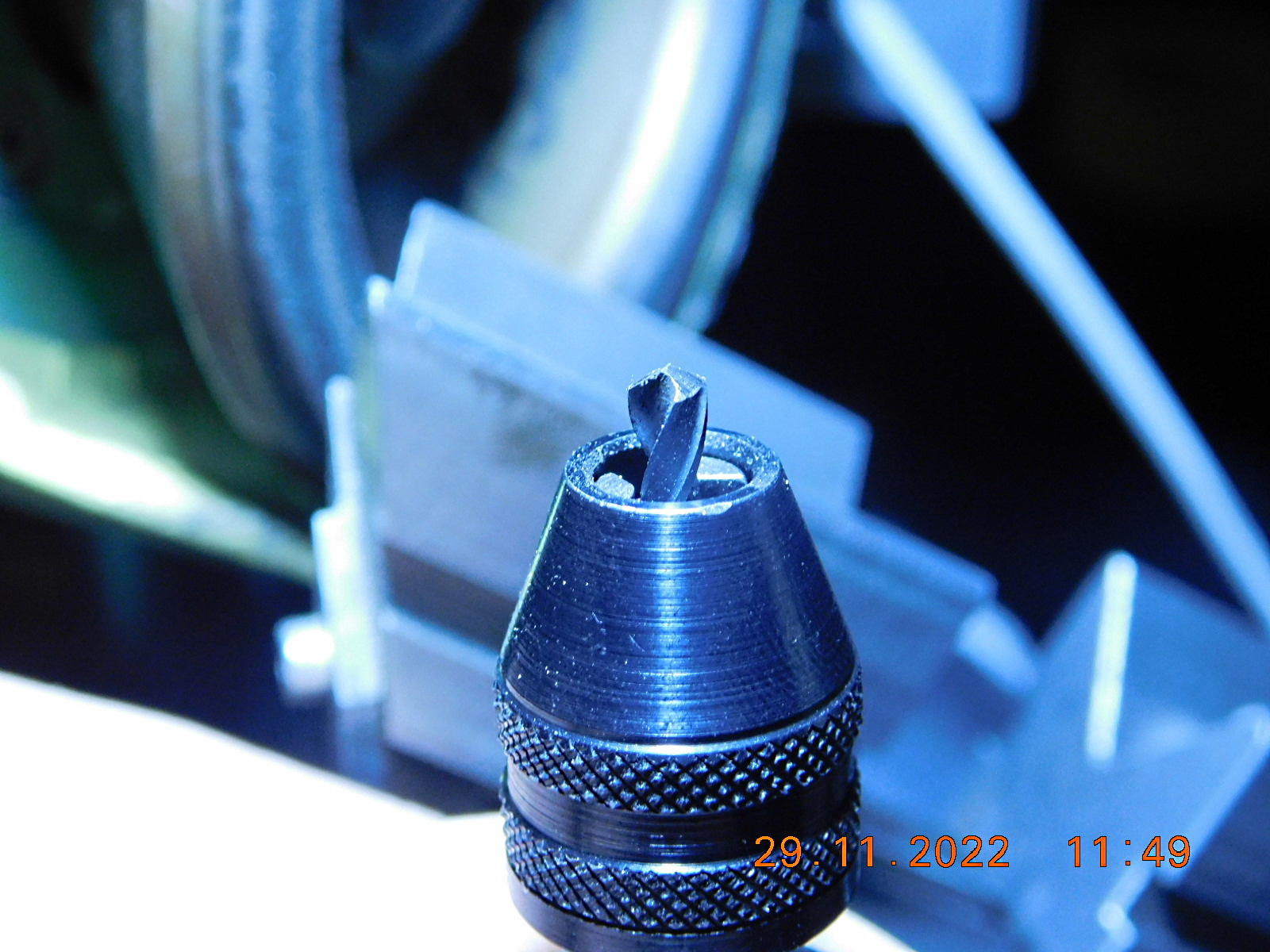
Die Schleifscheibe dreht beim Schleifen im Uhrzeigersinn, also zur Spitze hin. Ansonsten könnte es geschehen, dass die Schleifscheibe bei sehr dünnen Bohrern einhakt und die Bohrer abbrechen oder nach unten abgelenkt werden. Eine vernünftige Schleifgeometrie wäre so unmöglich.
I made a grinding aid for very small drills of approx. Ø 0.5 - 3.5 mm. A small Proxxon drill chuck was the basis. The M 8 x 0.75 threaded piece was screwed onto a Ø 20 mm shank. I did not cut the thread with the die, but with the lathe's lead screw. This ensures absolute concentricity of the chuck. A ring with two opposite stop pins ensures alignment on the drill-grinding attachment to my "Bonelle".
After the corresponding drill has been clamped, the pins are turned on the holder so that the cutting edges are offset by approx. 11° - 15° to the pins. This ensures that the cross-cutting edge and the free grinding of the drill turn out correctly.
The grinding wheel turns clockwise when grinding, i.e. towards the point. Otherwise, it could happen that the grinding wheel hooks on very thin drills and the drills break off or are deflected downwards. A reasonable grinding geometry would thus be impossible.
Zubehör für Schärfaufgaben an Bohrern, Schneideisen und Sägebändern.
Accessories for sharpening tasks on drills, cutting tools and saw bands.

Die unterschiedlichen Zubehörteile habe ich auf einem Steckbrett einsortiert. Mit den kleinen Spannzangen können auch noch kleine Bohrer, zum Nachschleifen, gehalten werden.
Das ist noch genauer als mit dem Bohrfutter.
I have sorted the different accessories on a pegboard. The small collets can also be used to hold small drills for regrinding.
This is even more precise than with the drill chuck.

Die Spannzangen DK 30 des Systemes "Erickson 416 E" erlauben Spannungen von 1 mm bis 6 mm, jeweils bis 0,5 mm unter Nennmaß.
Also von 0,5 mm bis 6 mm.
The DK 30 collets of the "Erickson 416 E" system allow clamping from 1 mm to 6 mm, in each case up to 0.5 mm below nominal dimension.
In other words, from 0.5 mm to 6 mm.

15.11.2022
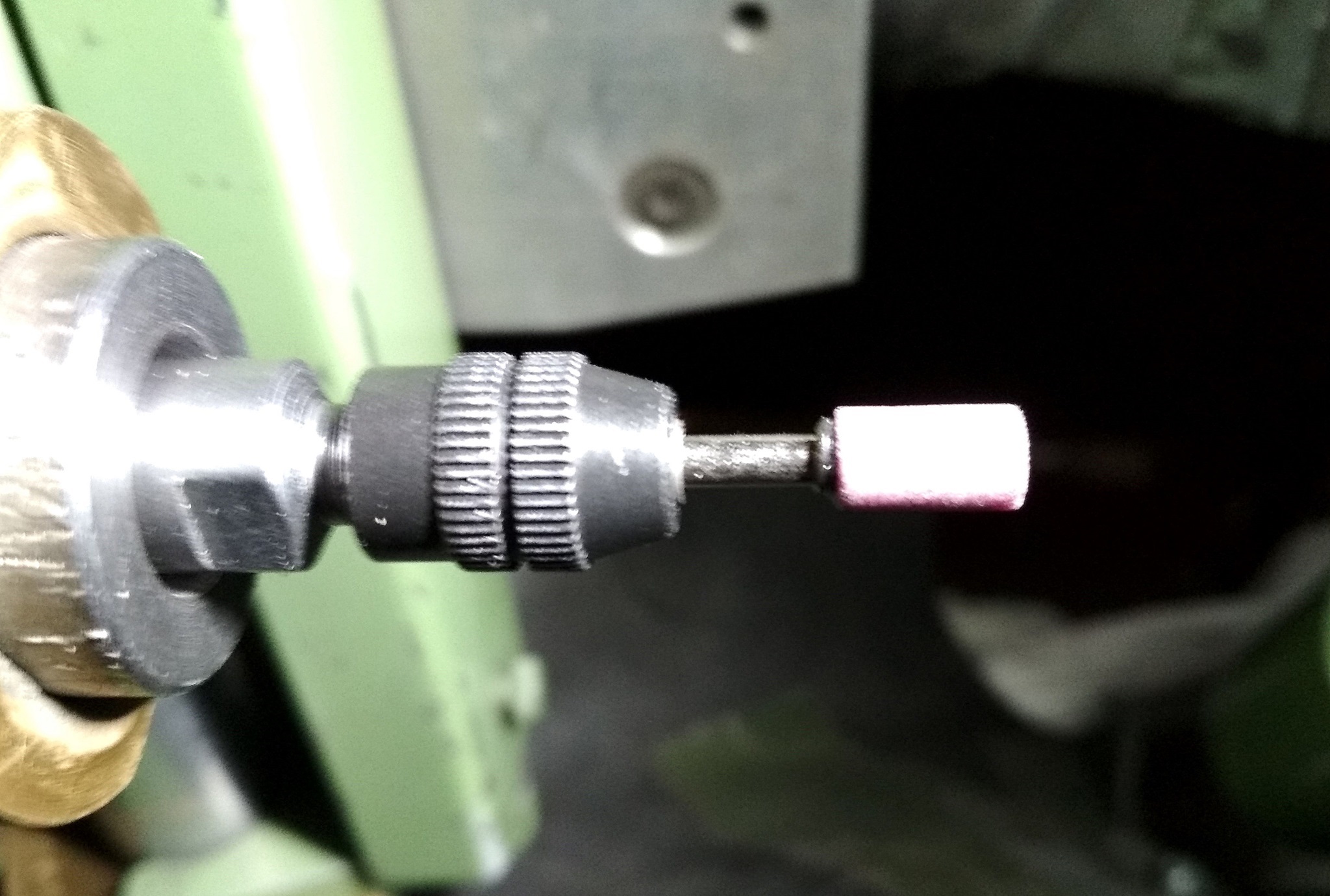
Heute habe ich die, zum Nachschärfen der Schneideisen erforderlichen, Schleifstifte gefertigt.
Dazu habe ich mir Ø 6mm runde Schleiffeilen aus Edel-Korund besorgt.
Die Schleiffeilen wurden in drei gleich lange Stücke getrennt. Die Halter habe ich entsprechend der Aufnahme der Schleifspindel gefertigt.
Die Schleiffeilenstücke habe ich im Anschluss mit J-B Weld ca. 8mm tief eingeklebt.
Wenn der Kleber abgebunden hat und ausgehärtet ist, werden die Schleifstifte mit einem Diamanten abgerichtet.
In Zukunft werde ich die Schleifstifte mit Schellack einkleben. Der Austausch abgebrochener und verschlissener Stifte ist damit einfacher. Die Reste müssen dann nicht mehr ausgebohrt werden. Mit einem Heißluftföhn erwärmen reicht dann völlig aus.
Today I made the mounted points needed to resharpen the threading dies.
For this purpose, I got myself some 6 mm round abrasive files made of high-grade corundum.
The grinding files were separated into three pieces of the same length. I made the holders to fit the grinding spindle.
Afterwards I glued the pieces with J-B Weld to a depth of about 8mm.
When the glue has set and hardened, the mounted points are dressed with a diamond.
In the future I will glue the mounted points with shellac. This will make it easier to replace broken and worn pins. The remnants no longer have to be drilled out. Heating them with a hot air blower will then suffice.
Approx. 100 mm long grinding file made of precious corundum. Section thereof and holder for the grinding file.
 ca. 100 mm lange Schleiffeile aus Edel-Korund. Abschnitt davon und Halter für die Schleiffeile.
ca. 100 mm lange Schleiffeile aus Edel-Korund. Abschnitt davon und Halter für die Schleiffeile.  Halter mit eingeklebtem Schleifstift.
Halter mit eingeklebtem Schleifstift.Holder with glued in grinding pin.
 Drei eingeklebte Schleifstifte.
Drei eingeklebte Schleifstifte. Beim Abrichten mit dem Diamanten.
Beim Abrichten mit dem Diamanten.
When dressing with the diamond.
 Schleif-Operation an einem M3 Schneideisen.
Schleif-Operation an einem M3 Schneideisen.Grinding operation on an M3 die.
Bei der Nutzung dieser Schleifstifte muss man sehr behutsam vorgehen. All zu schnell brechen diese bei zu großer seitlicher Belastung ab. Dann muss man den Edelkorund-Kern mit einem Hartmetallbohrer ausbohren und einen neuen Schleifstift einkleben.
Bei den nächsten Schleifstiften werde ich die Befestigung mit Schellack ausprobieren. Da lassen sich die Reste durch erwärmen des Trägers einfacher entfernen. Da reichen Temperaturen von 70°C - 80°C aus um den Lack zu erweichen.
You have to be very careful when using these mounted points. They break off all too quickly when subjected to too much lateral stress. Then you have to drill out the corundum core with a carbide drill and glue in a new mounted point.
For the next mounted points I will try fixing them with shellac. It will be easier to remove the residue by heating the backing. Temperatures of 70°C - 80°C are sufficient to soften the lacquer.
05.11.2022
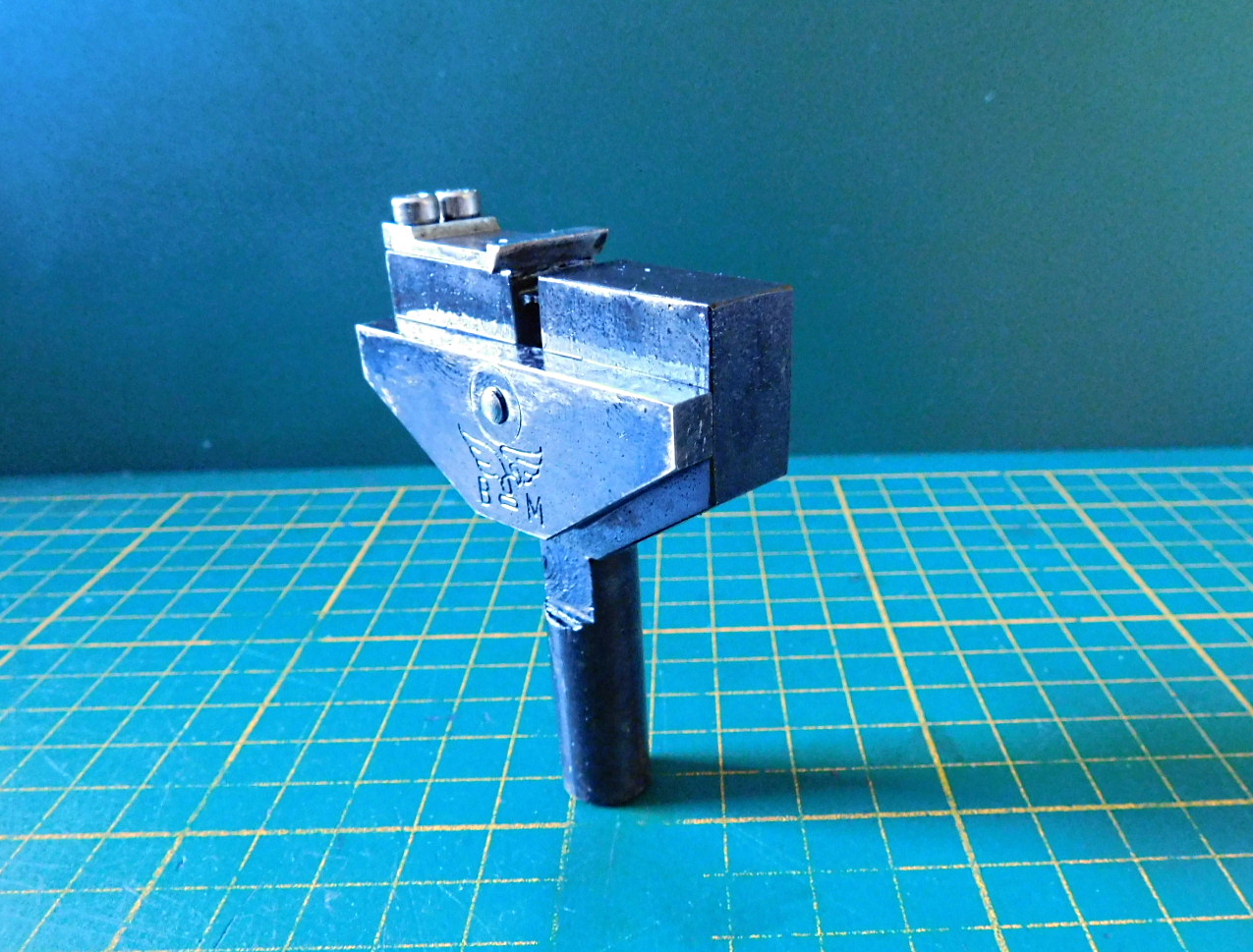
Ein weiteres Zubehörteil für meine Schleifmaschine habe ich heute gefertigt. Eine Einspann-Vorrichtung um Gewinde-Schneideisen nachzuschärfen. Die Zeichnung dafür habe ich wiederum aus den Plänen für die Quorn MK3 Werkzeug-Schleifmaschine von Hemingway-Kits. Die Zeichnungen sind aber auch im Buch "The QUORN" von Prof. D.H. Chaddock zu finden.
I made another accessory for my grinding machine today. A clamping device for resharpening thread cutting dies. I got the drawing for it from the plans for the Quorn MK3 tool grinder from Hemingway-Kits. However, the drawings can also be found in Prof. D.H. Chaddock's book "The QUORN".
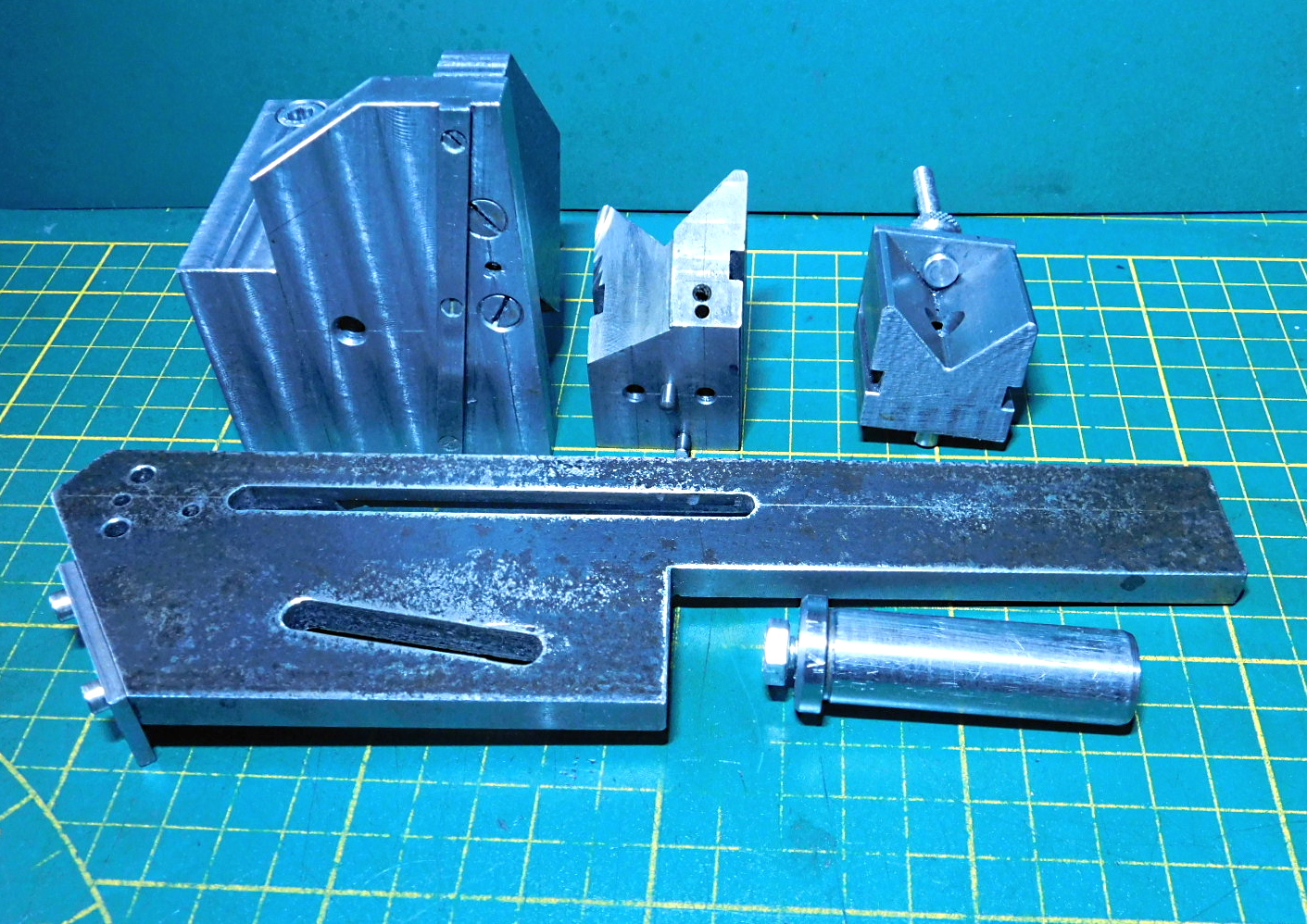
 Das sind die Einzelteile des Zubehörgerätes.
Das sind die Einzelteile des Zubehörgerätes.These are the individual parts of the accessory device.
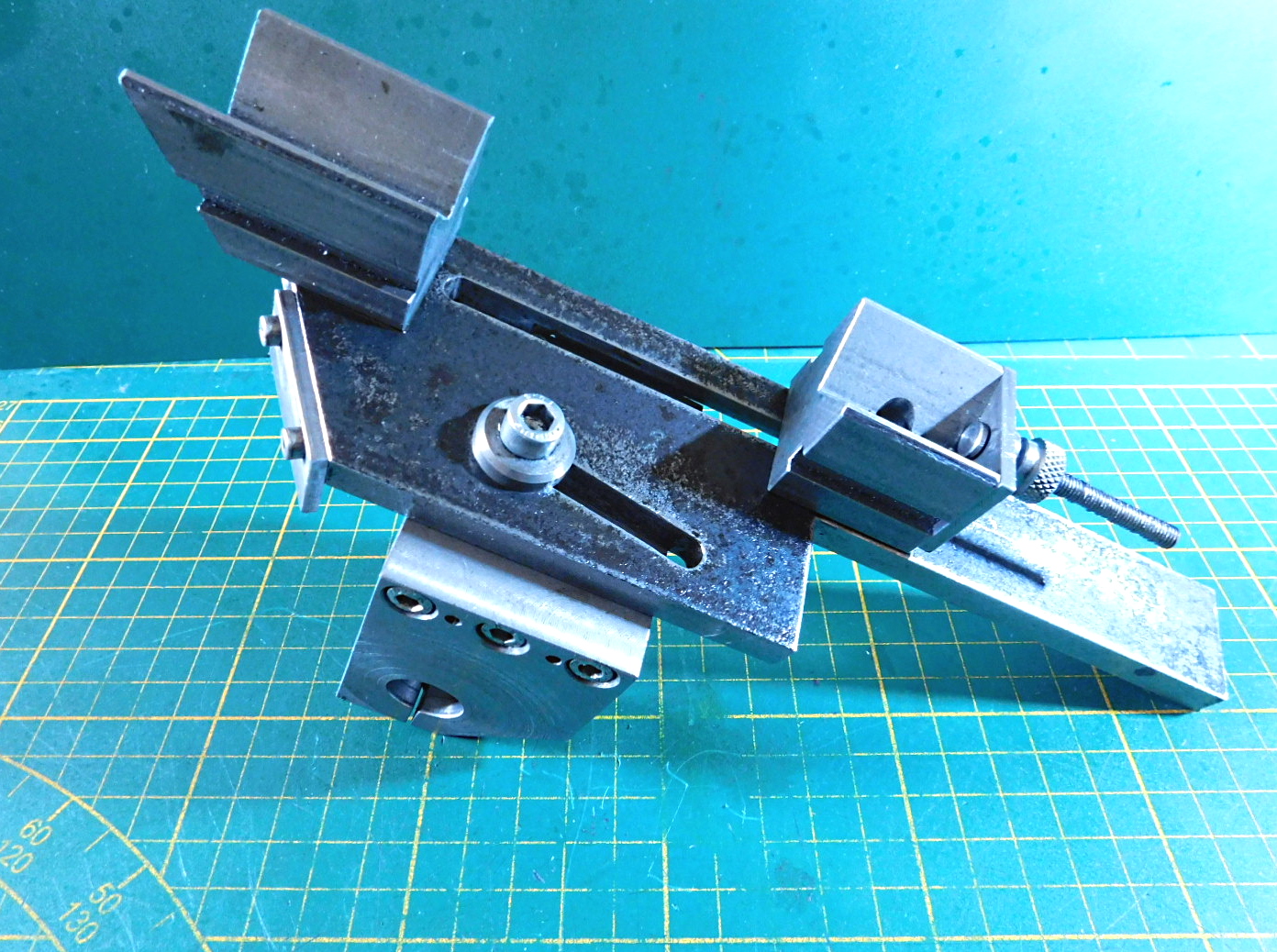
 Schneideisen eingespannt.
Schneideisen eingespannt.Cutting die clamped in place.
 Aus einer anderen Perspektive.
Aus einer anderen Perspektive.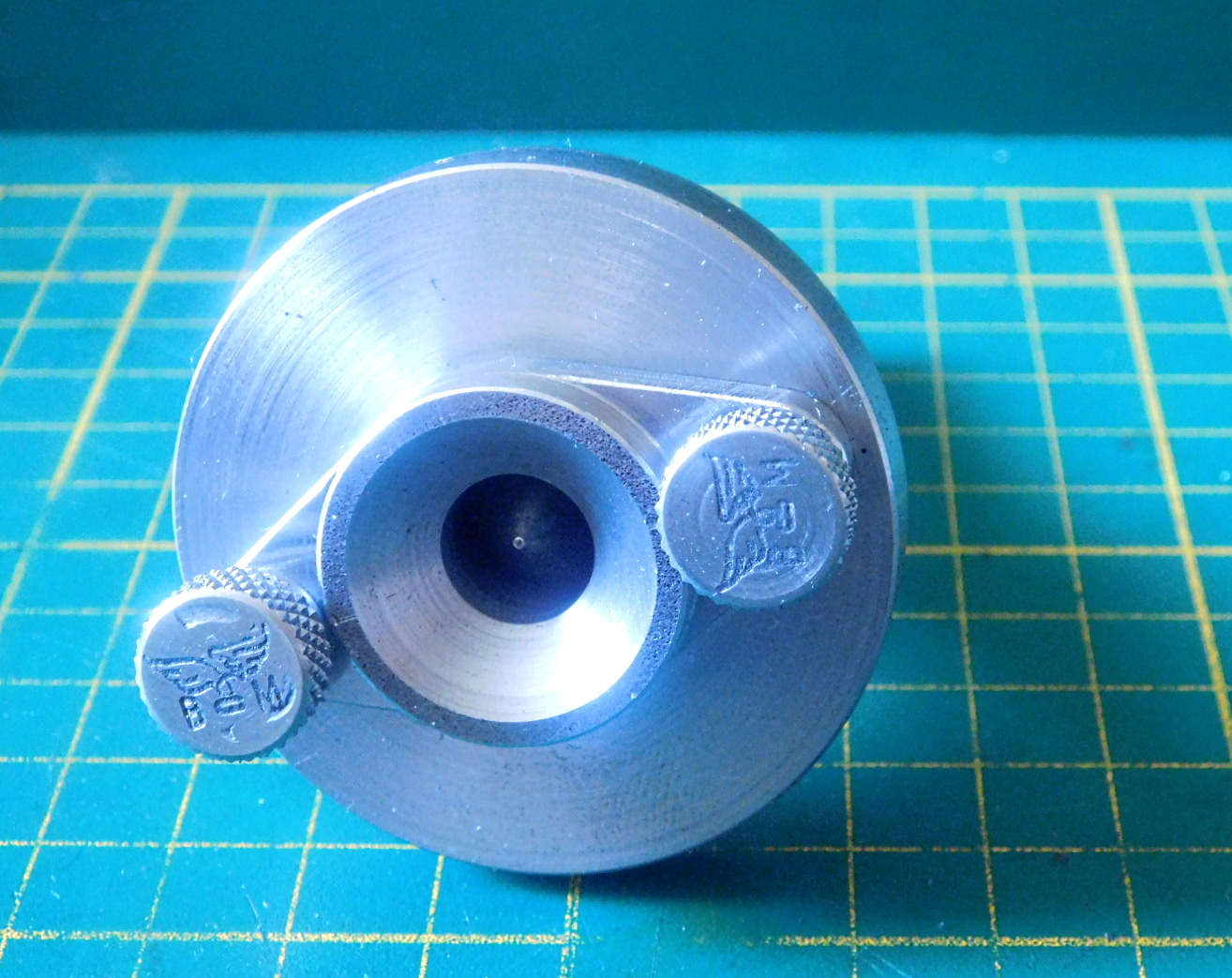 Mit dem gehärteten Zentrier-Bolzen wird die jeweilige Spanlücke vom Schneideisen zentrisch ausgerichtet. Das Schneideisen wird mit der Spann-Pratze fest gespannt.
Mit dem gehärteten Zentrier-Bolzen wird die jeweilige Spanlücke vom Schneideisen zentrisch ausgerichtet. Das Schneideisen wird mit der Spann-Pratze fest gespannt.Nach der Schleifoperation, wird die Nächste Span-Lücke ausgerichtet, bis alle Span-Lücken nachgeschliffen sind.
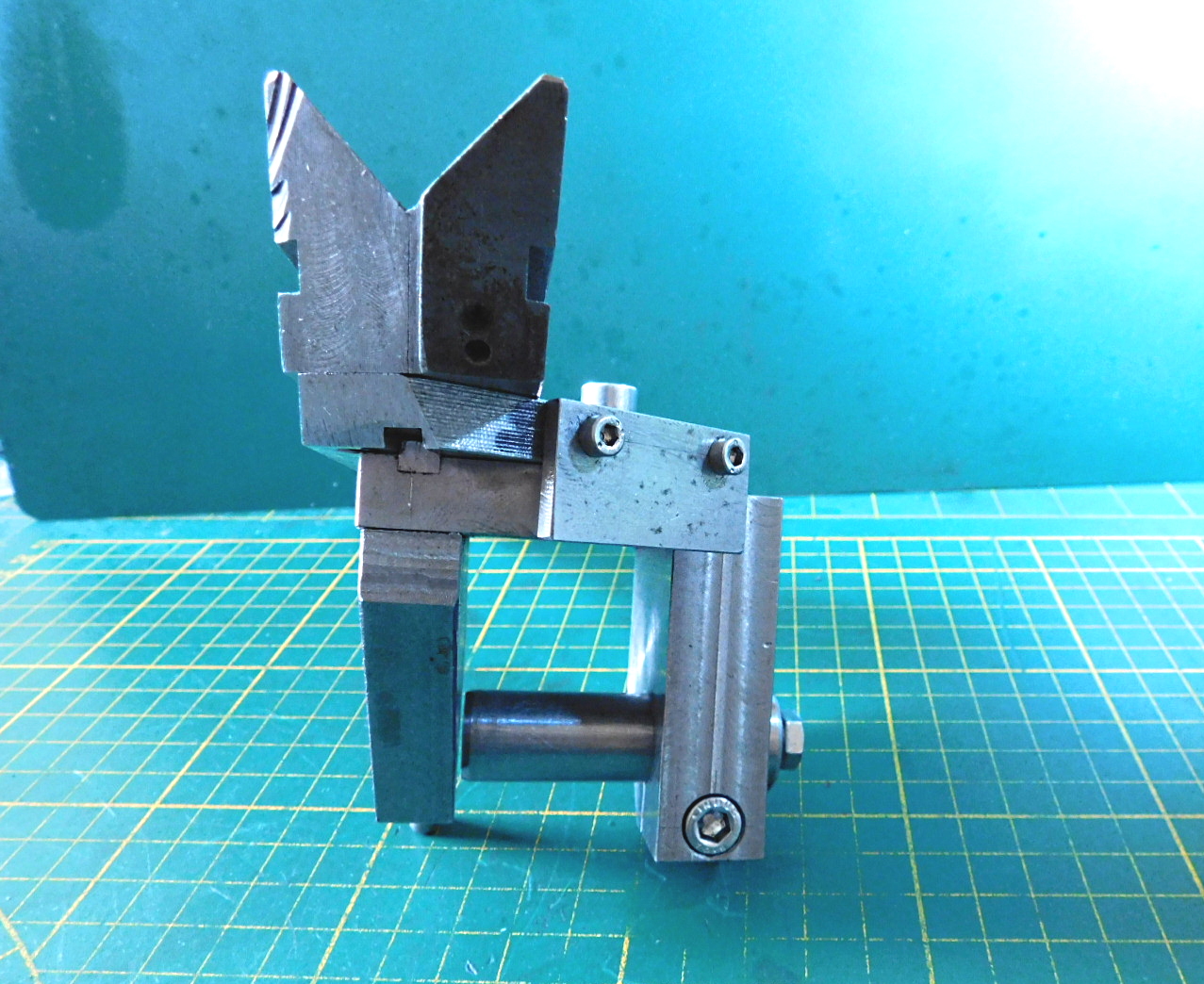
 Zentrisch ausgerichtete Span-Lücke.
Zentrisch ausgerichtete Span-Lücke.With the hardened centring pin, the respective chip gap is centrally aligned by the die. The cutter is firmly clamped with the clamping claw.
After the grinding operation, the next chip gap is aligned until all chip gaps have been reground.
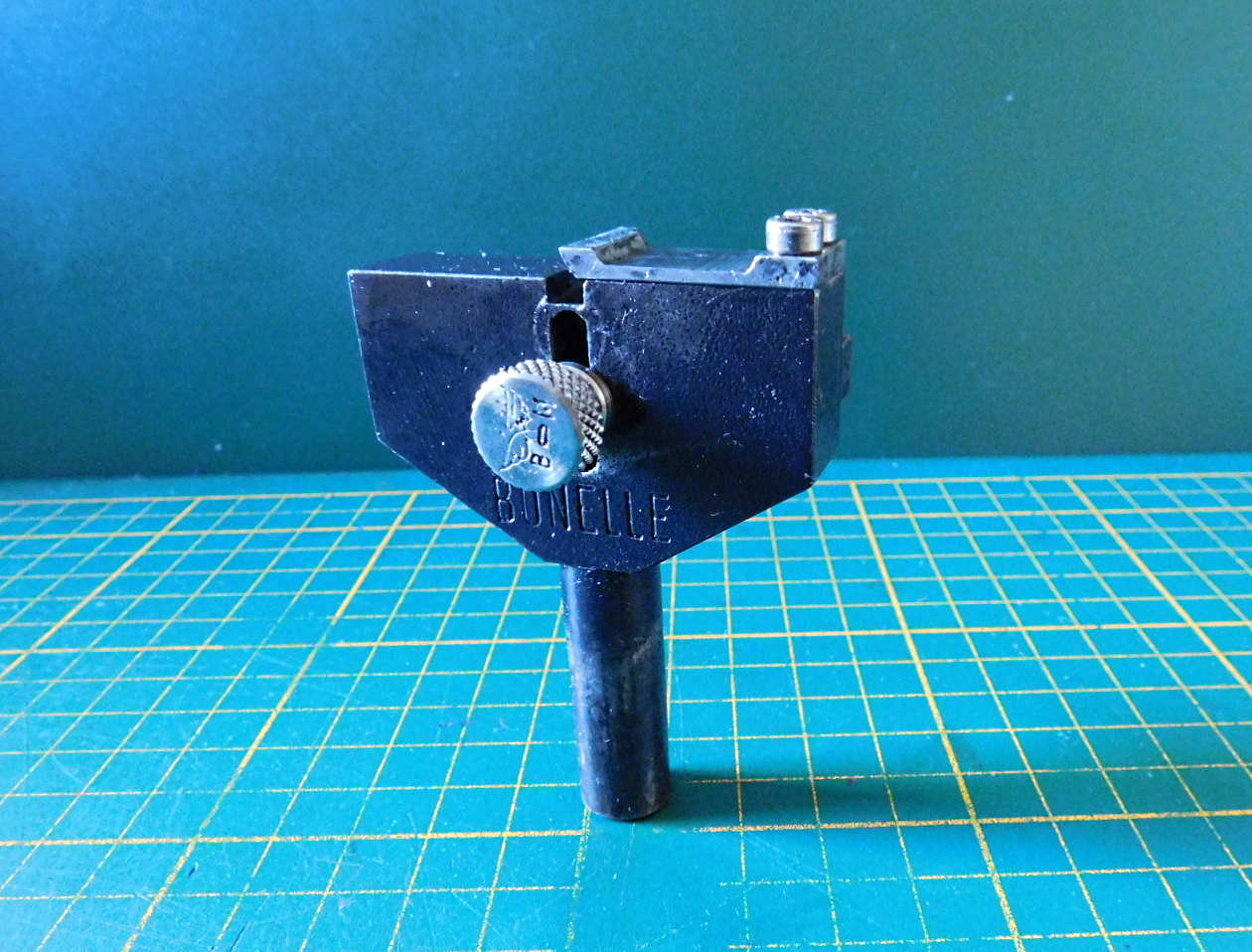
Zum Schluss habe ich die Teile noch brüniert.



02.11.2022
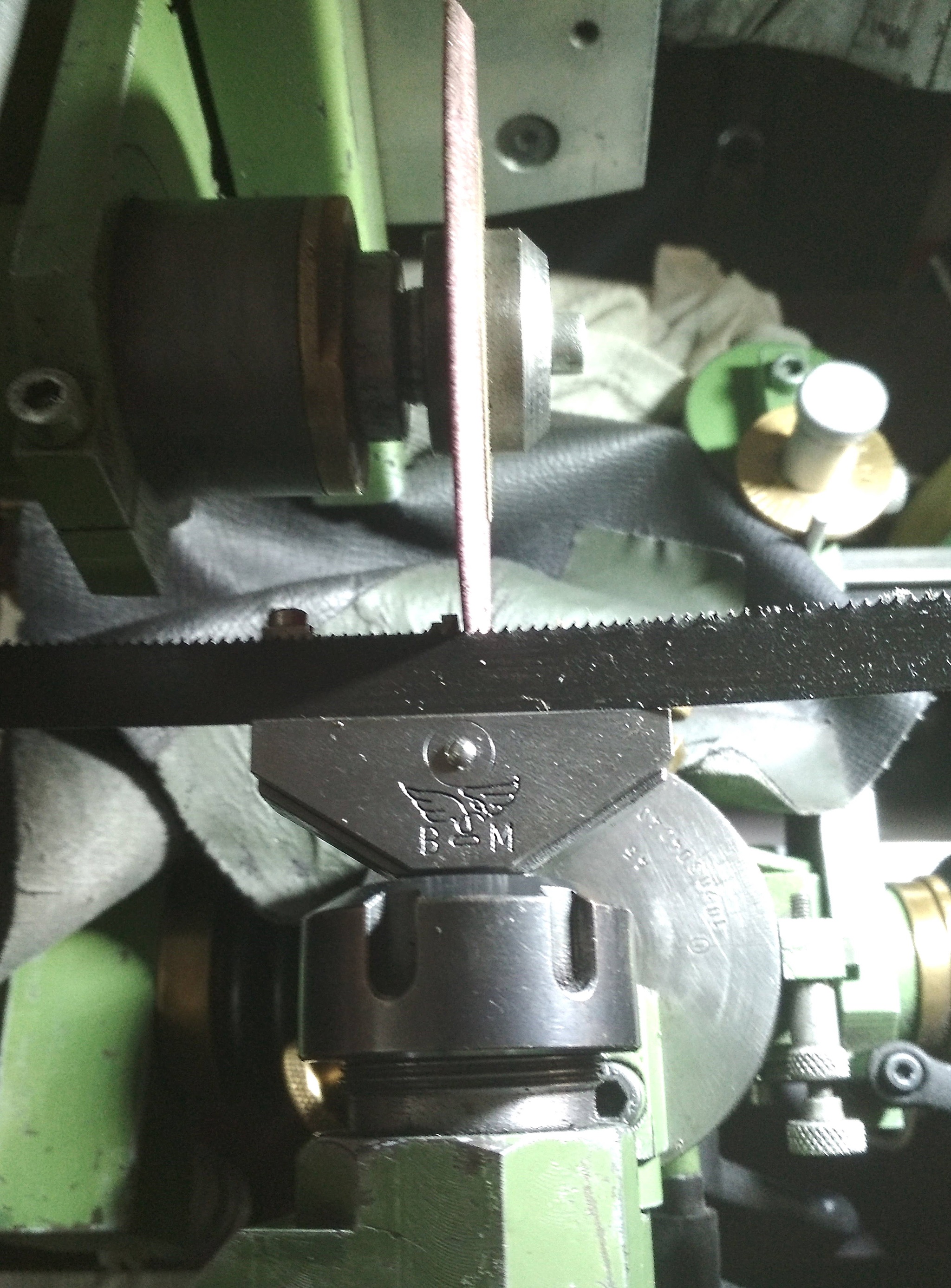
Heute habe ich eine Vorrichtung zum Schärfen von Hand- und Bandsägeblätter gefertigt. Das Gerät ist im Buch "The QUORN" von Prof. D.H. Chaddock als Zubehör zur Quorn Schleifmaschine beschrieben.
Vor einigen Jahren habe ich bei Hemingway-Kits die Pläne für die "Quorn" MK3 erstanden. Dort sind die detaillierten Zeichnungen der Zubehörteile vorhanden.
Today I made a device for sharpening hand and band saw blades. The device is described in Prof. D.H. Chaddock's book "THE QUORN" as an accessory to the Quorn grinder.
Some years ago I bought the plans for the "Quorn" MK3 at Hemingway-Kits. The detailed drawings of the accessories are there.
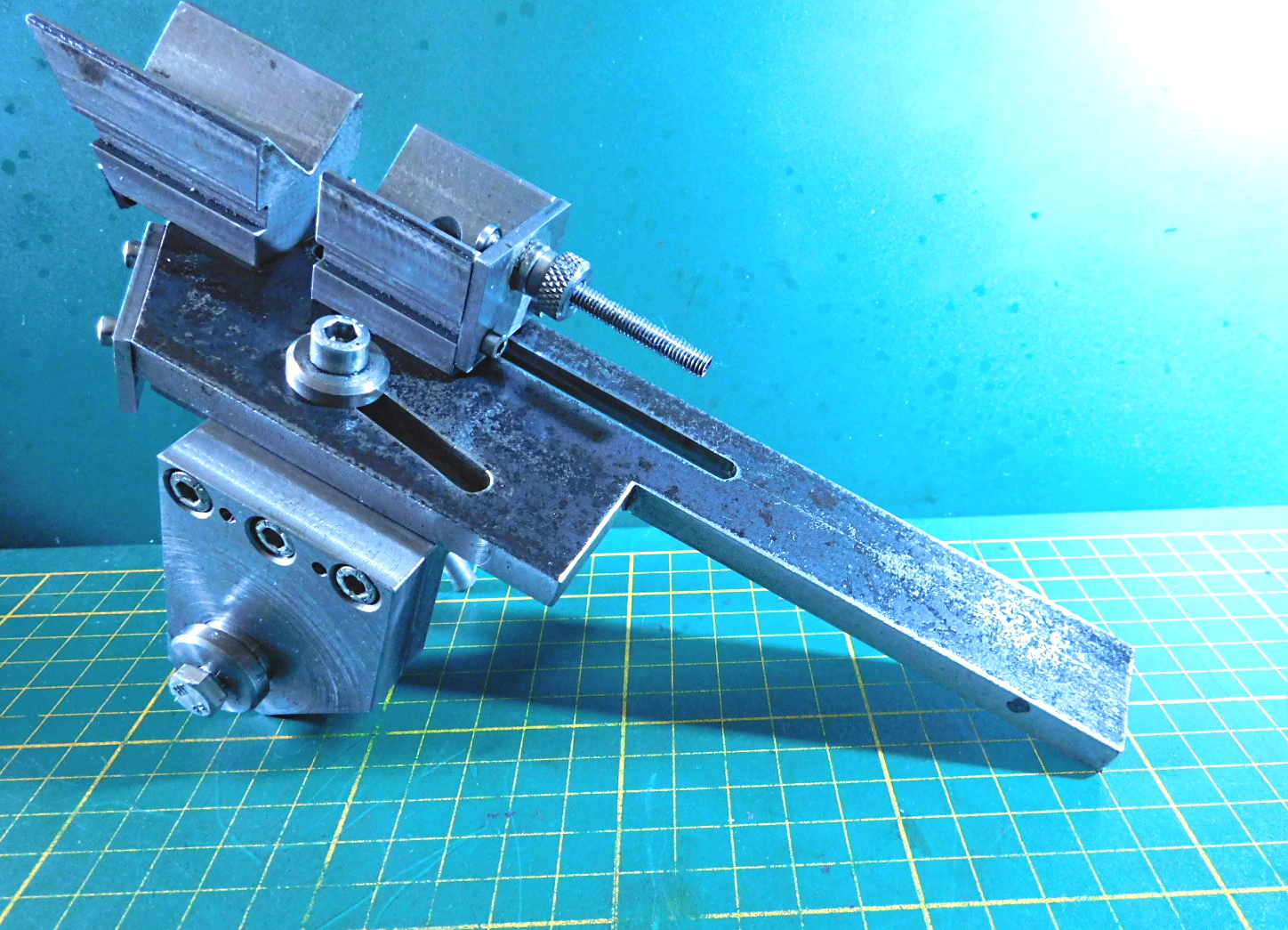
 Unterseite der Vorrichtung mit der Feststellschraube für den Anschlag.
Unterseite der Vorrichtung mit der Feststellschraube für den Anschlag.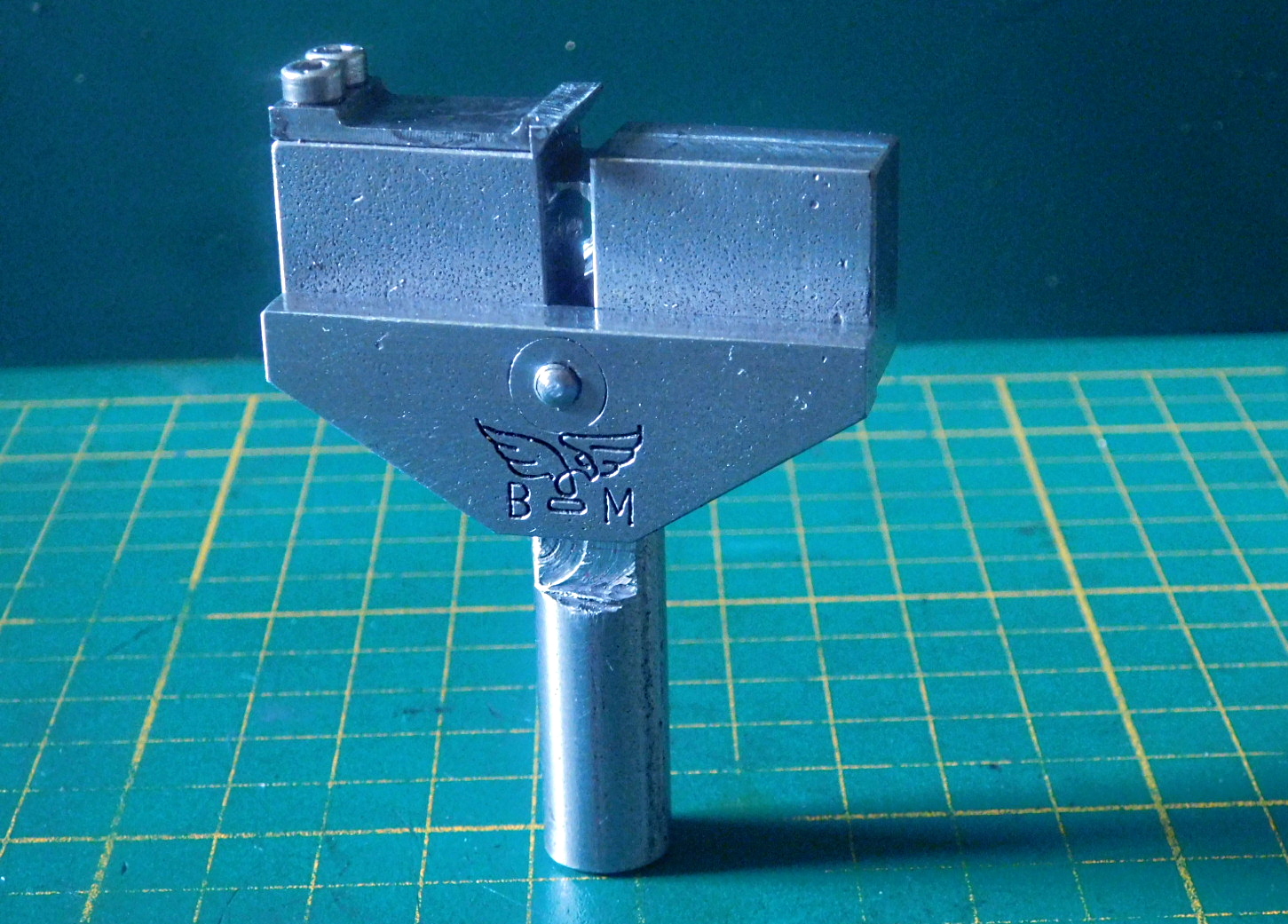 Oberseite der Vorrichtung, mit gehärtetem Zahnanschlag.
Oberseite der Vorrichtung, mit gehärtetem Zahnanschlag.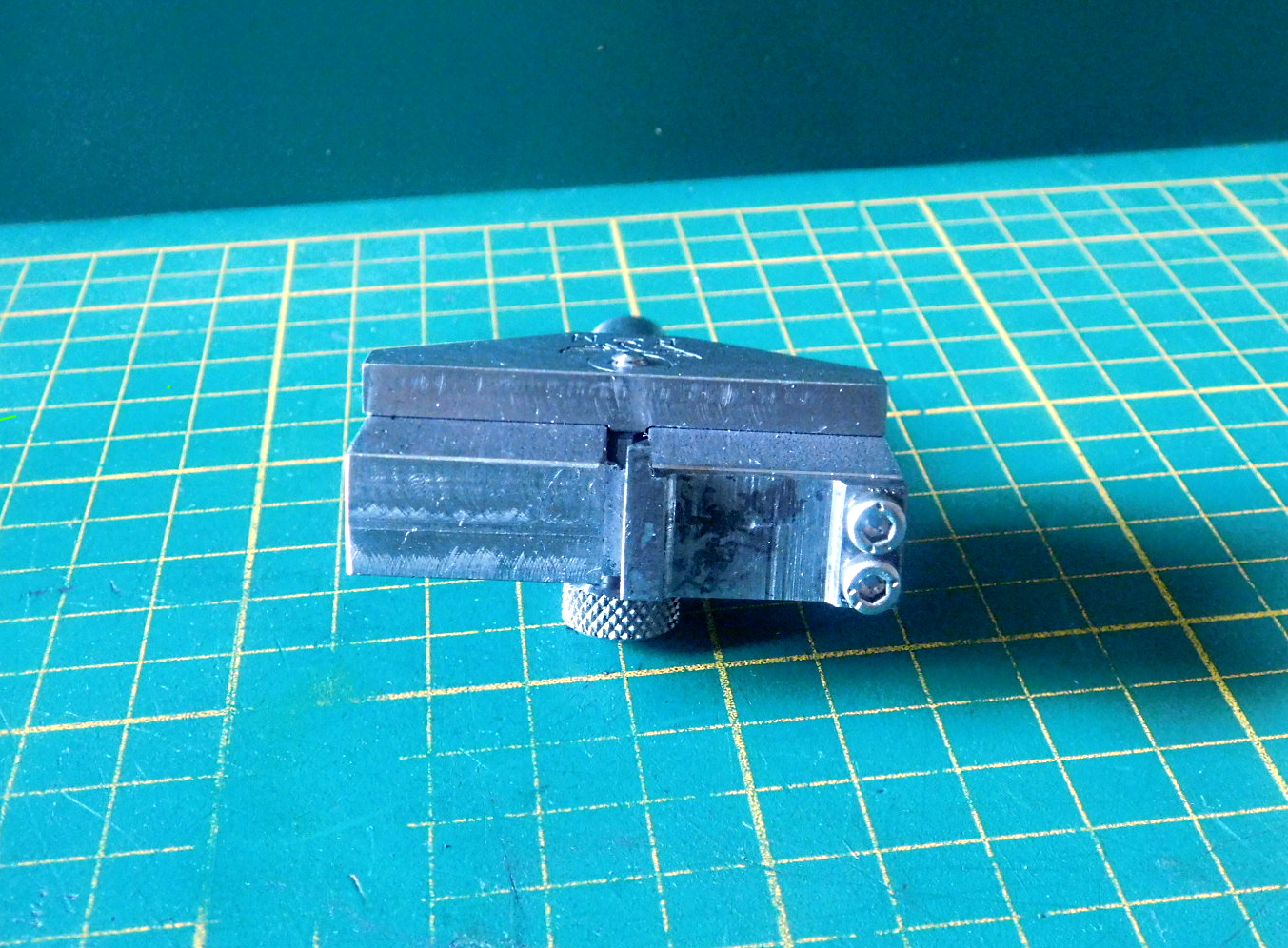 Frontseite.
Frontseite.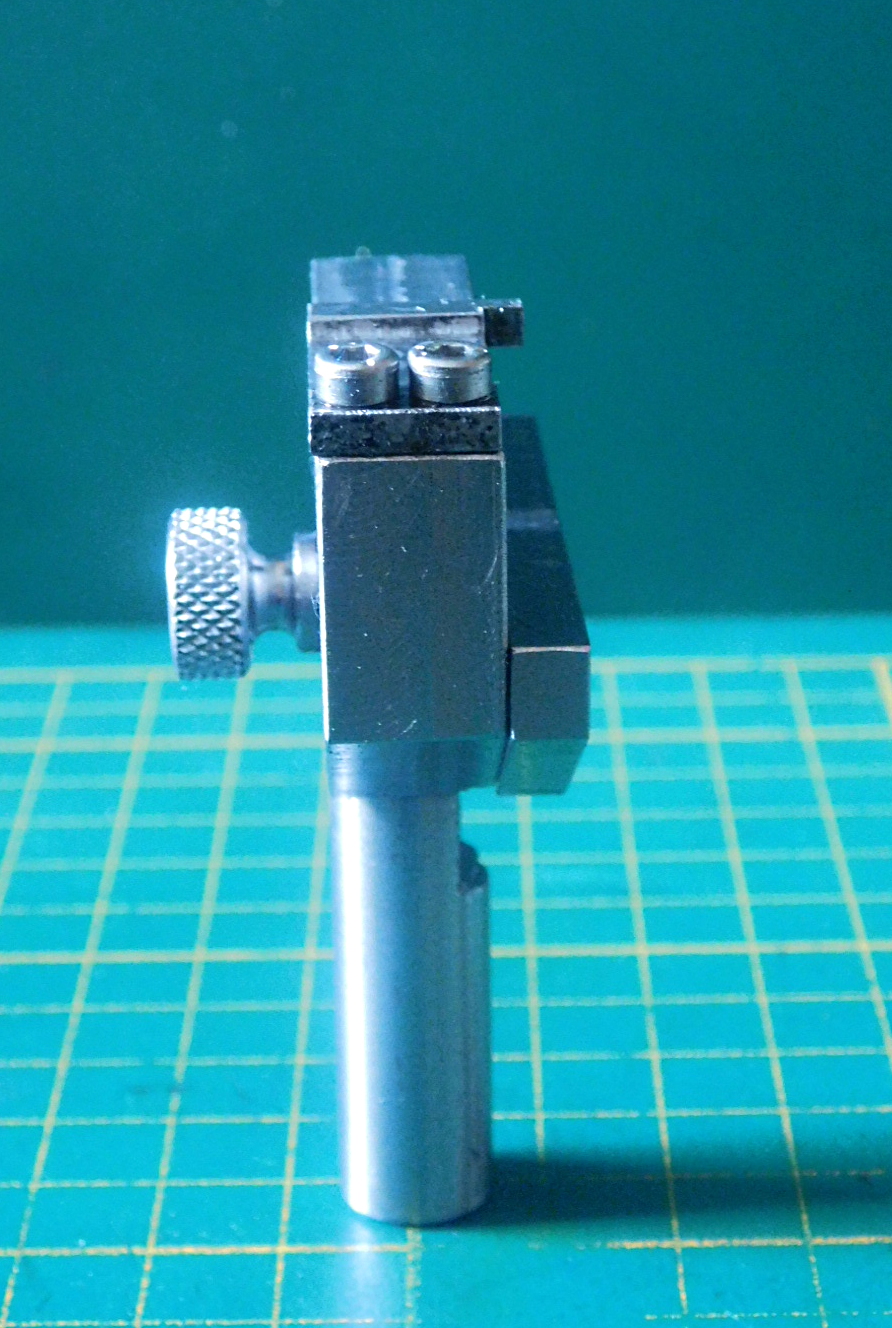
Nach der Brünierung des Teiles.
Auf der Schleifmaschine.

16.10.2022
Für meine Bonelle-Schleifmaschine habe ich eine Vorrichtung zum Anschleifen von Bohrern angefertigt. Das Design hab ich vor Jahren mal in der der Zeitschrift "Model Engineer" Ausgabe: 7. Juli 1978, Seite 781 - 784, gefunden. Das ursprüngliche Design ist aus den 1920ziger Jahren und wurde von G.P. Potts entwickelt.
Diese war für die "Quorn" Werkzeug-Schleifmaschine vorgesehen.
Damals hatte ich, aus vorhandenem Material, schon mal angefangen das Teil zu bauen und nie fertig gestellt.
Die letzten beiden Tage war das Wetter eigentlich nur so, dass man sich in den Hobby-Keller verkriechen konnte.
Mir fiel beim Aufräumen das halb fertige Gerät wieder in die Hände.
Da gerade nichts anderes an stand, habe ich das Teil vervollständigt.
Das Endergebnis kann sich sehen lassen und die Funktion ist absolut präzise.
Zur Montage auf dem Drehtisch der "Bonelle", wird der Aufnahme-Bolzen für den Werkzeugträger entfernt.
In die Mittenbohrung wird der Zentrier- Zapfen der Bohrer-Schleifeinrichtung eingesteckt und mit einem passenden Bolzen wird die Bohrer-Schleifeinrichtung mit der Werkzeugträger-Aufnahme verschraubt.
Der Drehtisch wird auf einen Winkel von 13° - 15°eingestellt, so dass die Aufnahme unter einem Gesamtwinkel von ~ 59° zur Schleifscheibe steht.
Hemingway hat so was ähnliches als Zeichnung und Materialsatz im Angebot.
Eine Ausführliche Beschreibung des Gerätes finden sie -->>Hier
For my Bonelle grinding machine I have made a device for grinding drills. I found the design years ago in the magazine "Model Engineer" issue: 7 July 1978, page 781 - 784. The original design dates back to the 1920s and was created by G.P. Potts.
It was intended for "The Quorn" tool grinding machine.
At that time I had already started to build the part from existing material and never finished it.
The last two days the weather was actually only so that one could crawl into the hobby cellar.
While tidying up, the half-finished device fell into my hands again.
As there was nothing else to do at the moment, I completed the piece.
The final result is impressive and the function is absolutely precise.
To mount it on the turntable of the "Bonelle", the mounting bolt for the tool carrier is removed.
The centring pin of the drill-grinding attachment is inserted into the centre hole and the drill-grinding attachment is screwed to the tool holder with a suitable bolt.
The turntable is set to an angle of 13° - 15° so that the holder is at a total angle of ~ 59° to the grinding wheel.
Hemingway offers something similar as a drawing and material set.
A detailed description of the device can be found -->>here
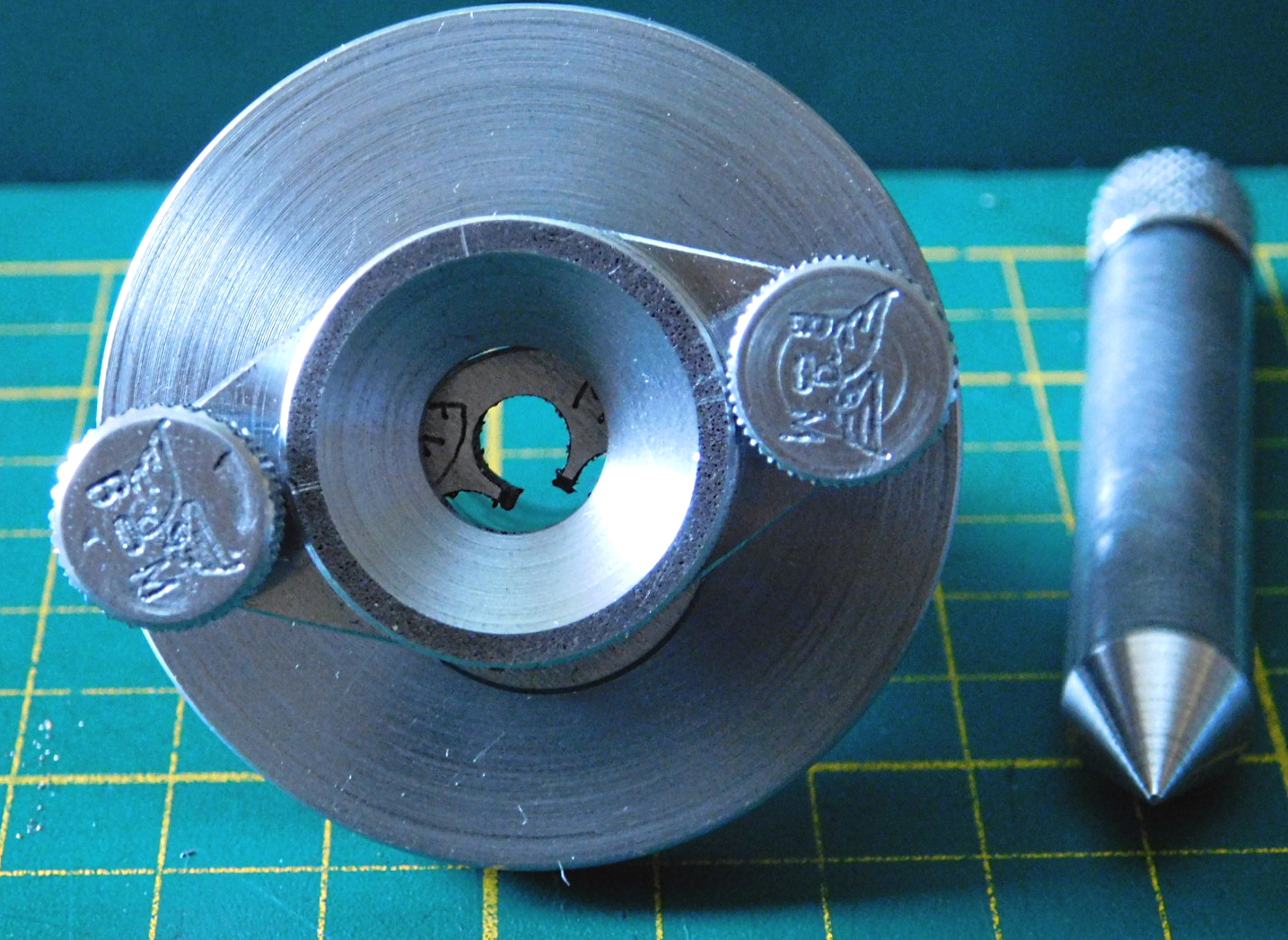
 Drehtisch mit zentraler Bohrung und Aufnahme für den Werkzeugträger. Schleifeinrichtung halb eingesetzt.
Drehtisch mit zentraler Bohrung und Aufnahme für den Werkzeugträger. Schleifeinrichtung halb eingesetzt.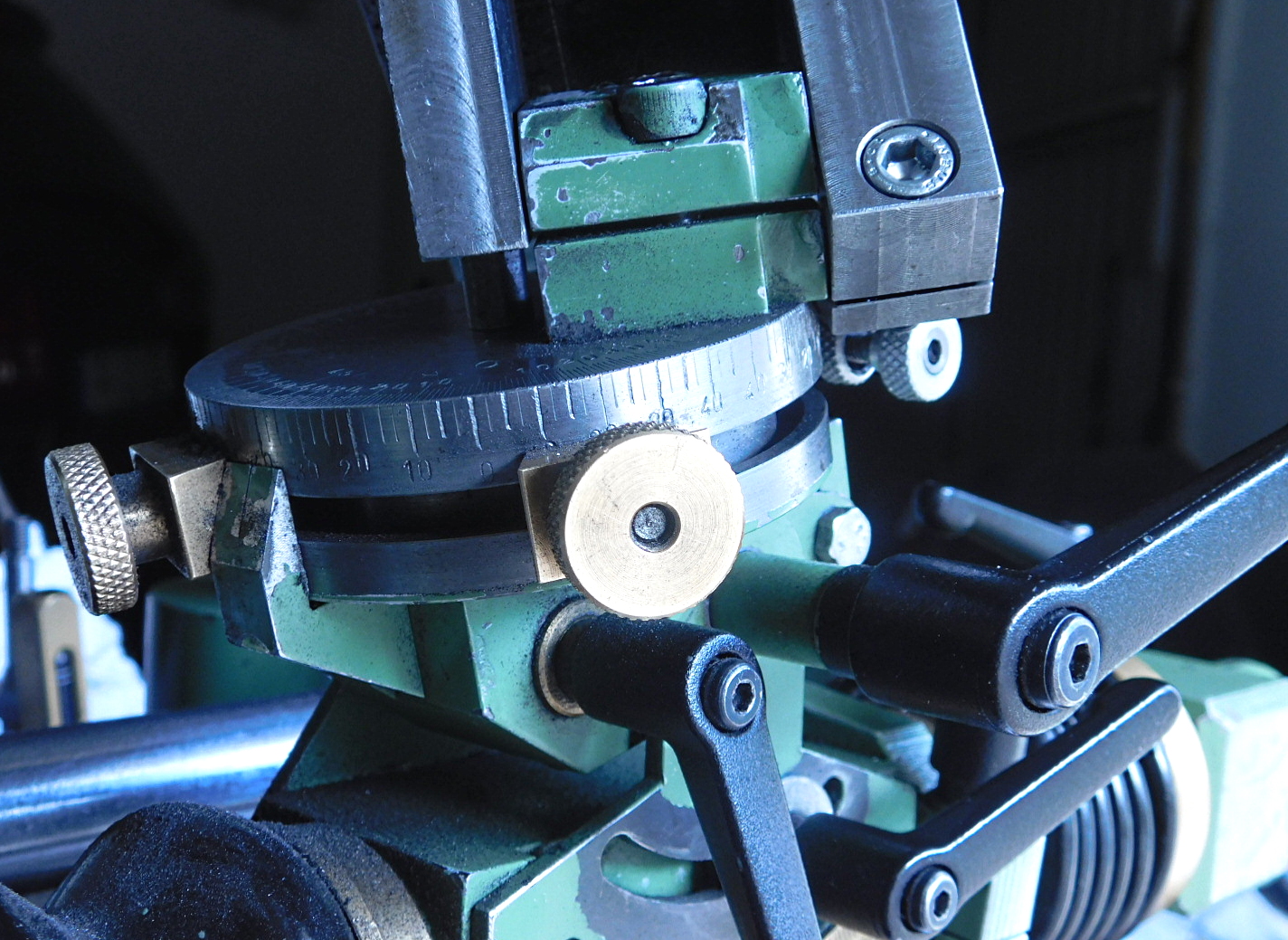 Schleifeinrichtung ganz eingesetzt.
Schleifeinrichtung ganz eingesetzt.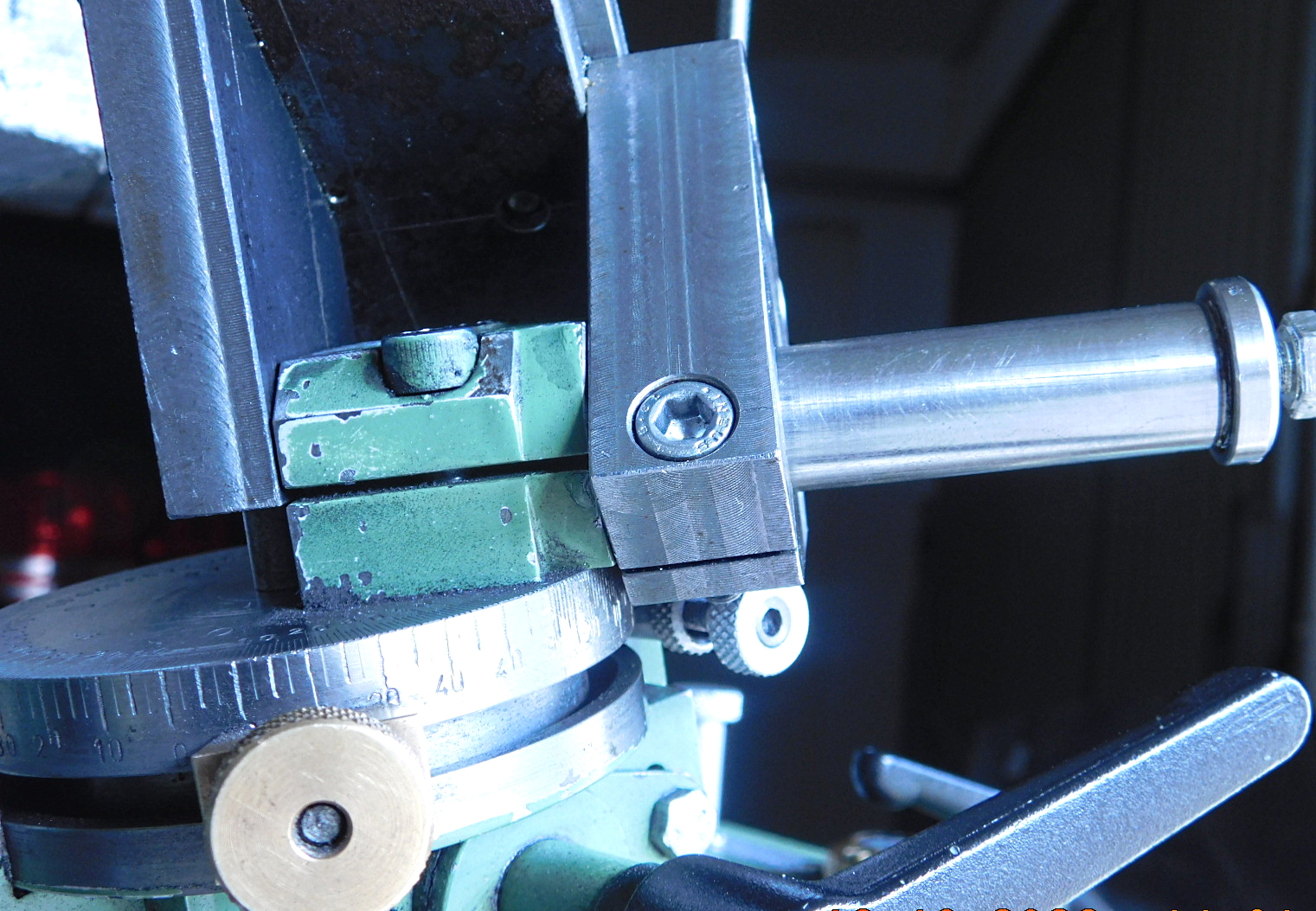 Verbindungsbolzen angesetzt.
Verbindungsbolzen angesetzt.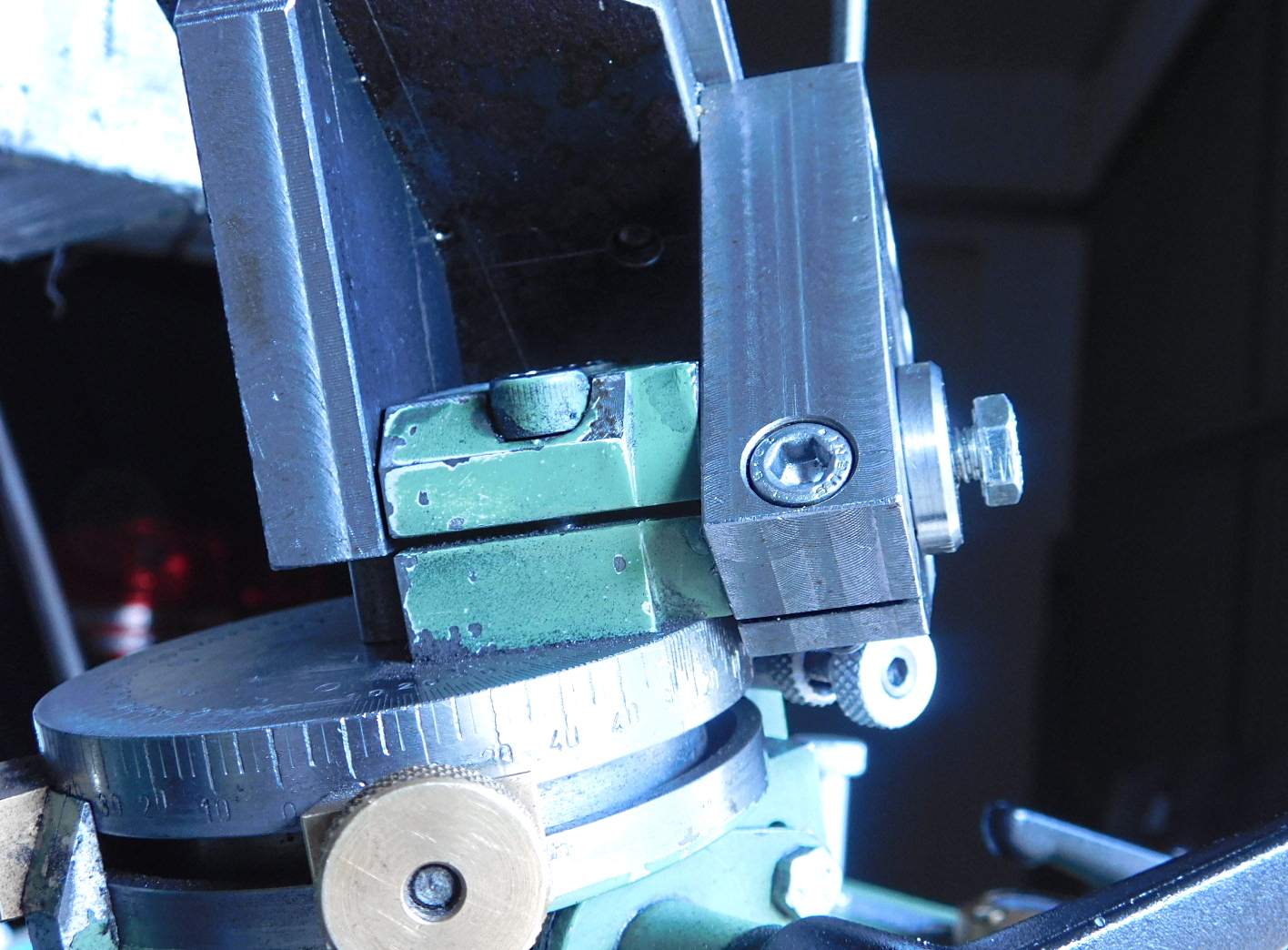
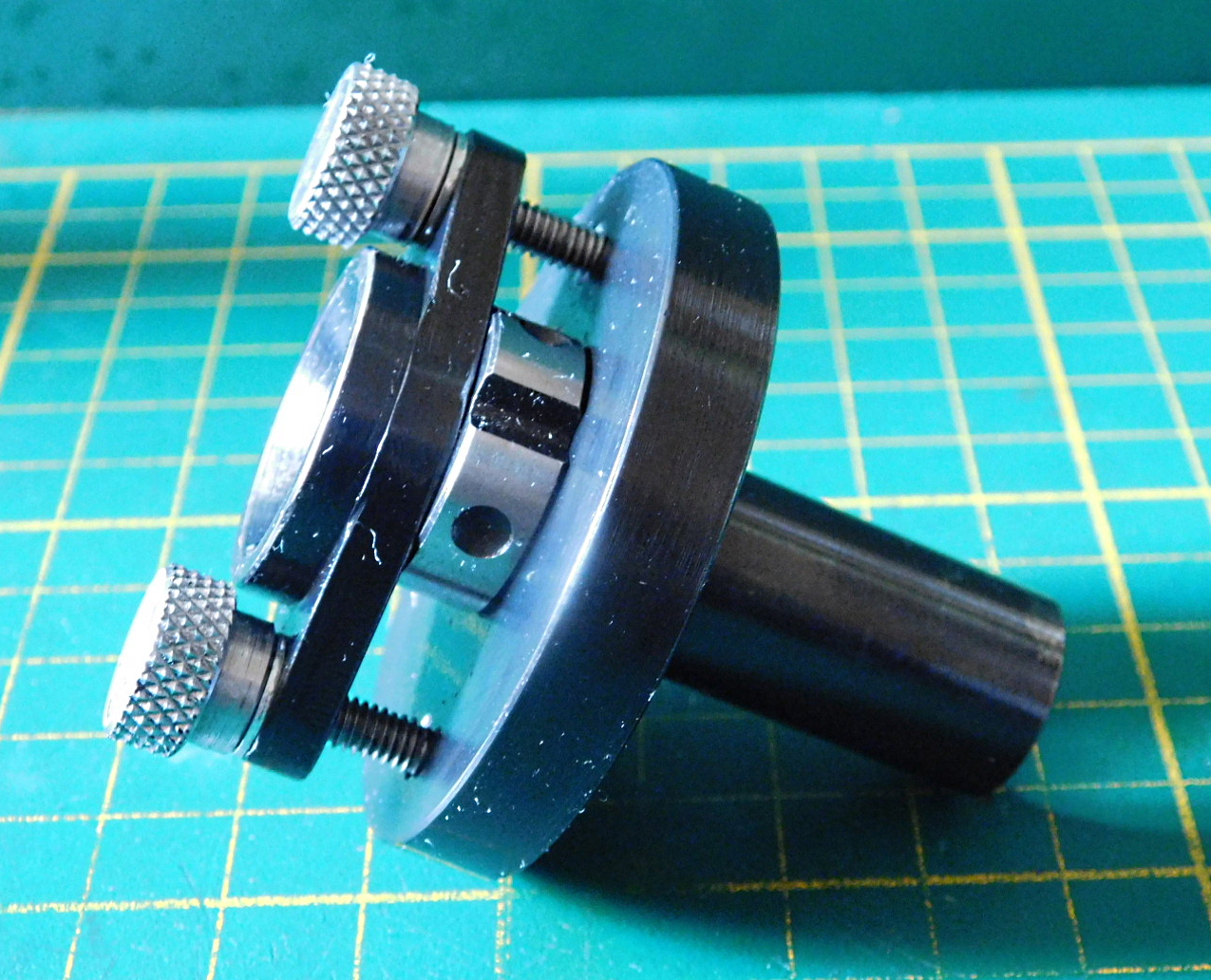
Verbindungsbolzen eingeschoben und beide Schrauben festgezogen. Die Sechskantschraube dient zur besseren Demontage der Einrichtung.
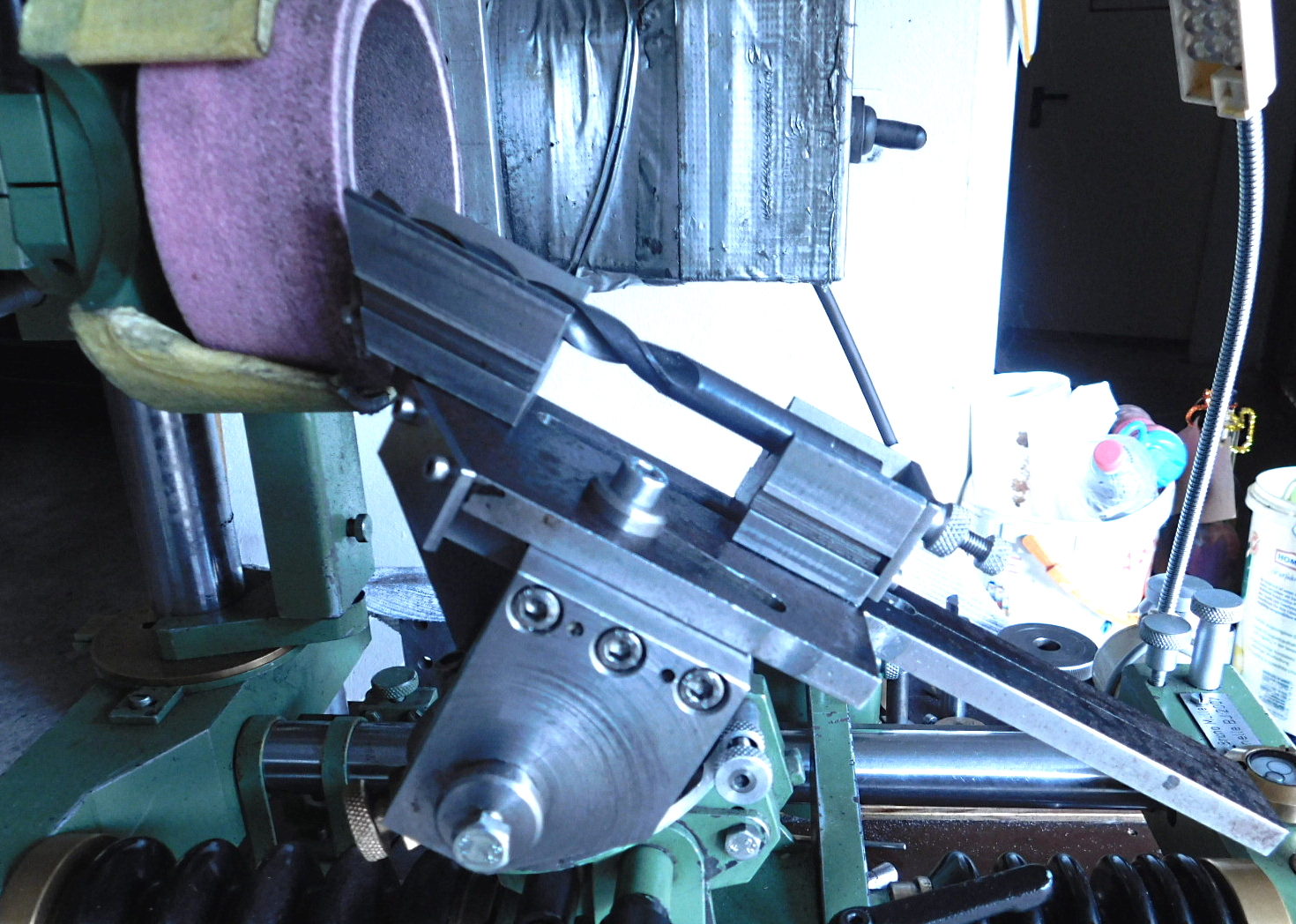 Gesamtanordnung.
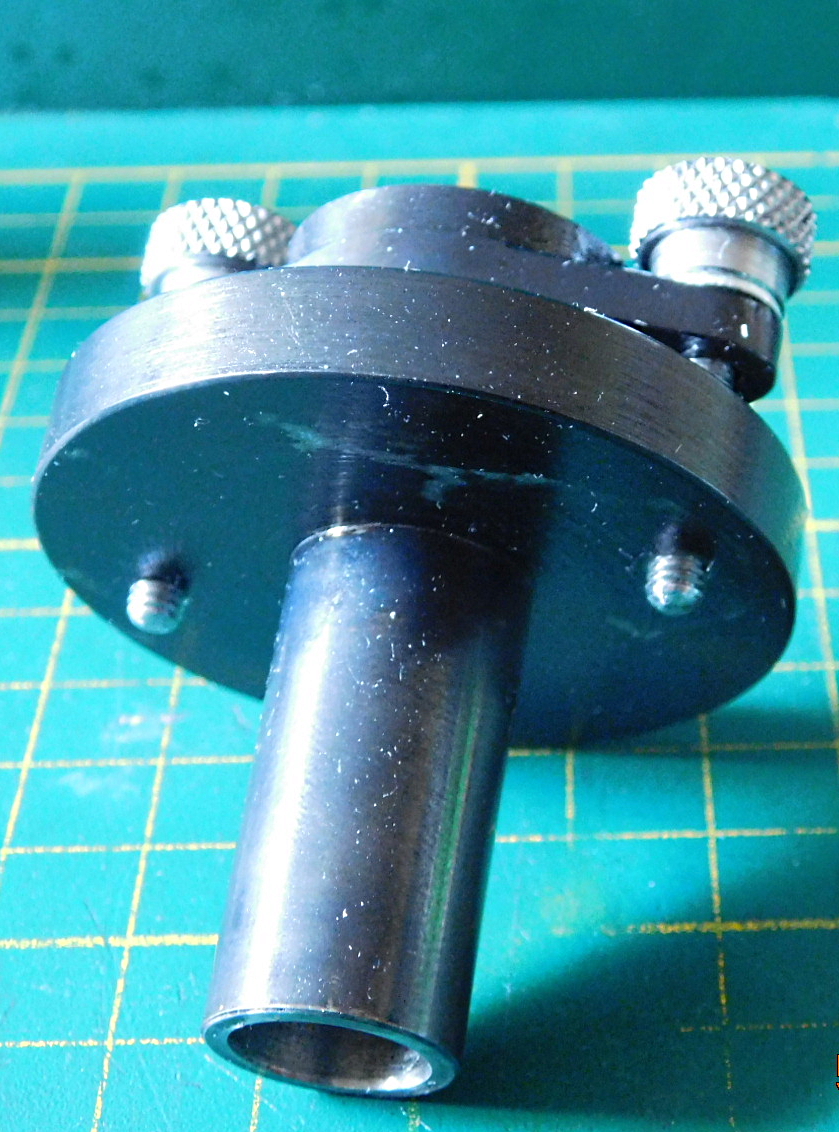
Gesamtanordnung.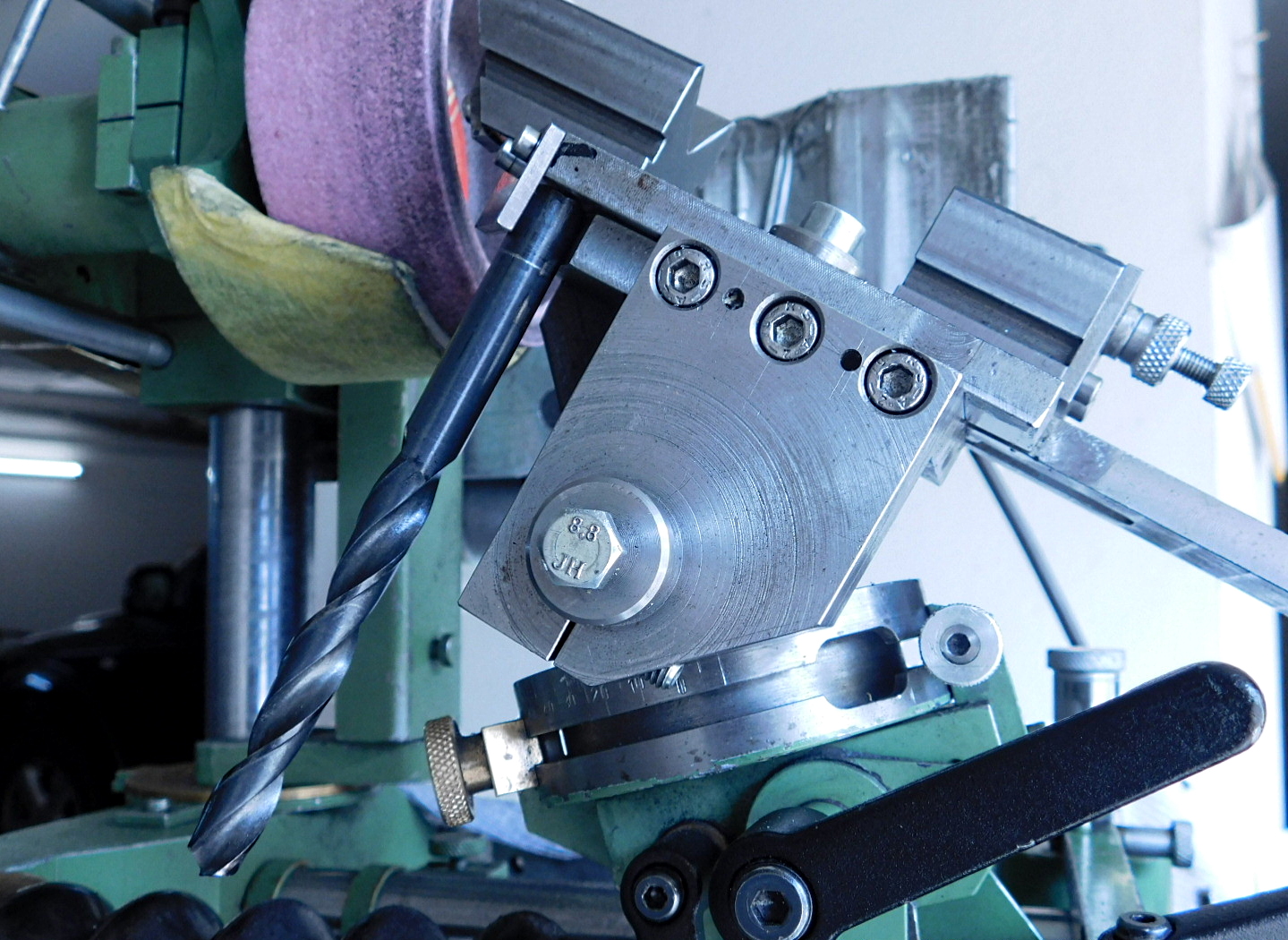
Der ober Teil ist verschiebbar, so kann anhand vom Bohrerdurchmesser die seitliche Verschiebung (Offset) zur Drehachse und der Schleifradius vom Hinterschliff auf den jeweiligen Bohrerdurchmesser eingestellt werden.
Der Bohrer wird als Maß zwischen Grundträger und Schiebplatte eingesetzt. Jeder Bohrer-Durchmesser hat einen anderen Offset und Schleifradius.
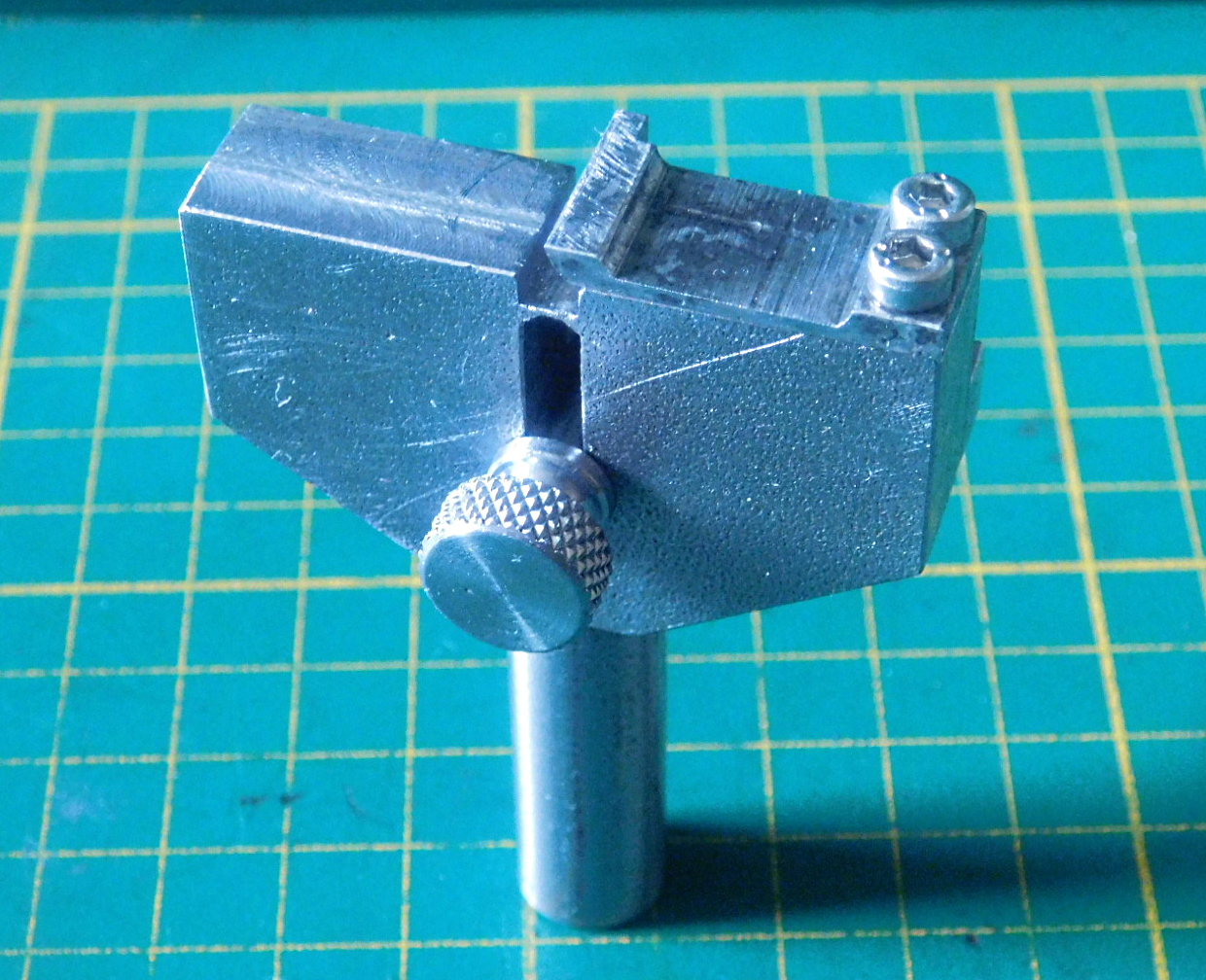
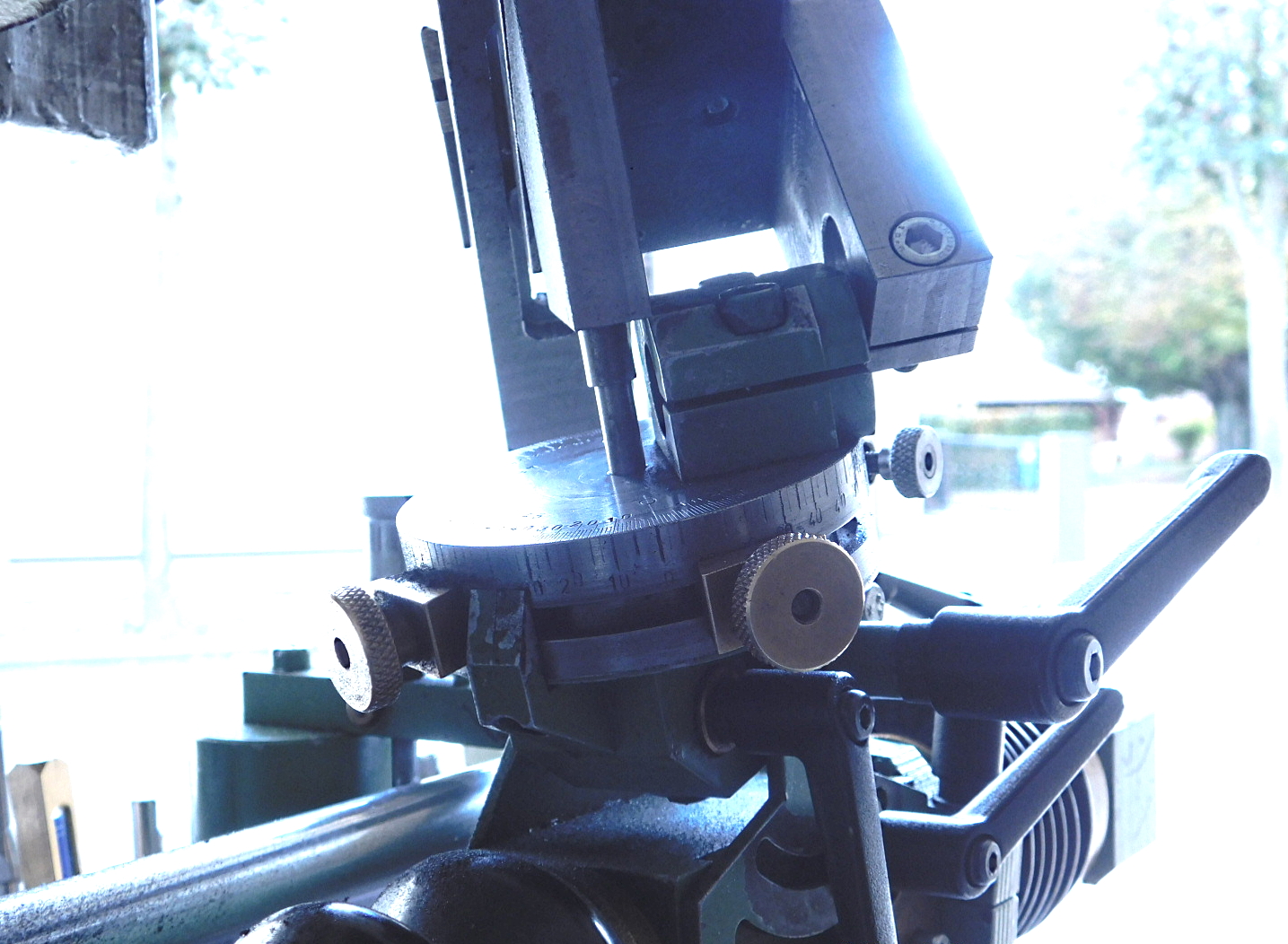
 13° - 15° Einstellung des Schwenktisches.
13° - 15° Einstellung des Schwenktisches. Anschlaglippe für die Ausrichtung der Bohrerschneide. Die Anschlaglippe ist Einsatz-gehärtet.
Anschlaglippe für die Ausrichtung der Bohrerschneide. Die Anschlaglippe ist Einsatz-gehärtet.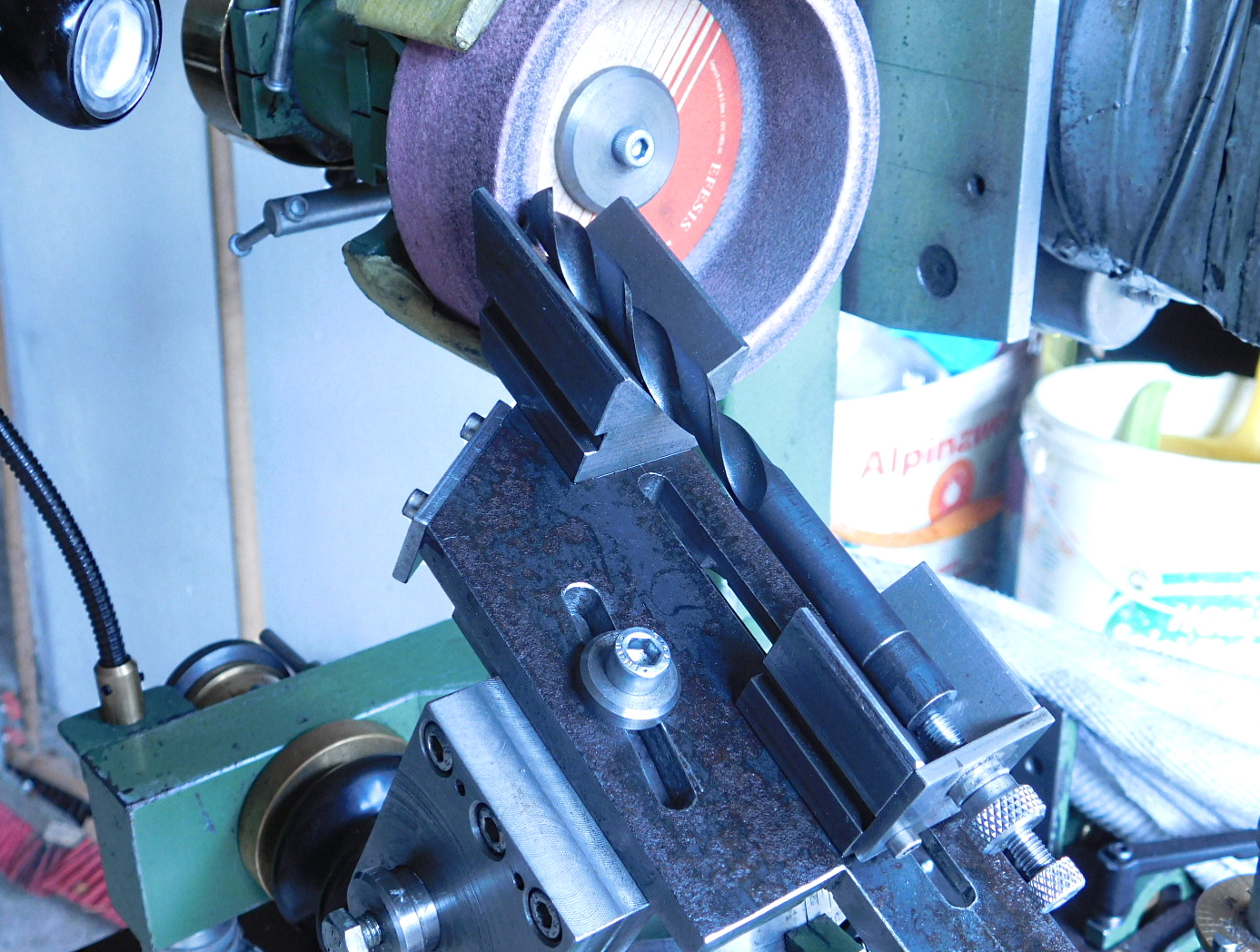
Die beiden Prismen wurden als ganzer Block gefertigt und anschließend getrennt.
Das vordere Prisma ist verstiftet und verschraubt. Das hintere Prisma ist in einer Nut verschiebbar und trägt zusätzlich eine Platte mit einer Anschlagschraube für die Bohrer.
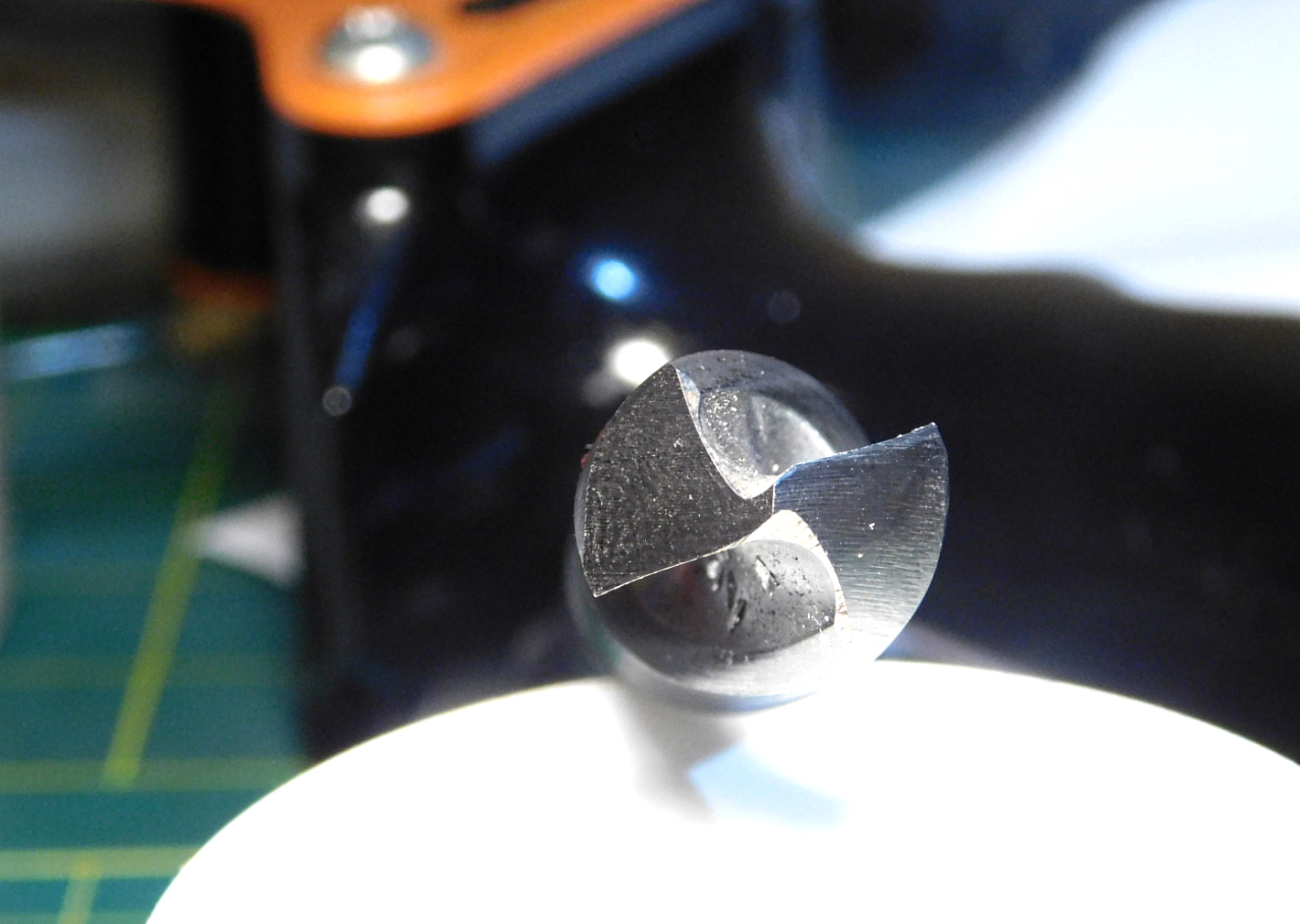 Das Schleifergebnis kann sich sehen lassen.
Das Schleifergebnis kann sich sehen lassen. Fast alle Bohrer wurden mit der Schleif-Einrichtung nachgeschliffen.
Fast alle Bohrer wurden mit der Schleif-Einrichtung nachgeschliffen.Teilweise wurden die Bohrer ausgespitzt.
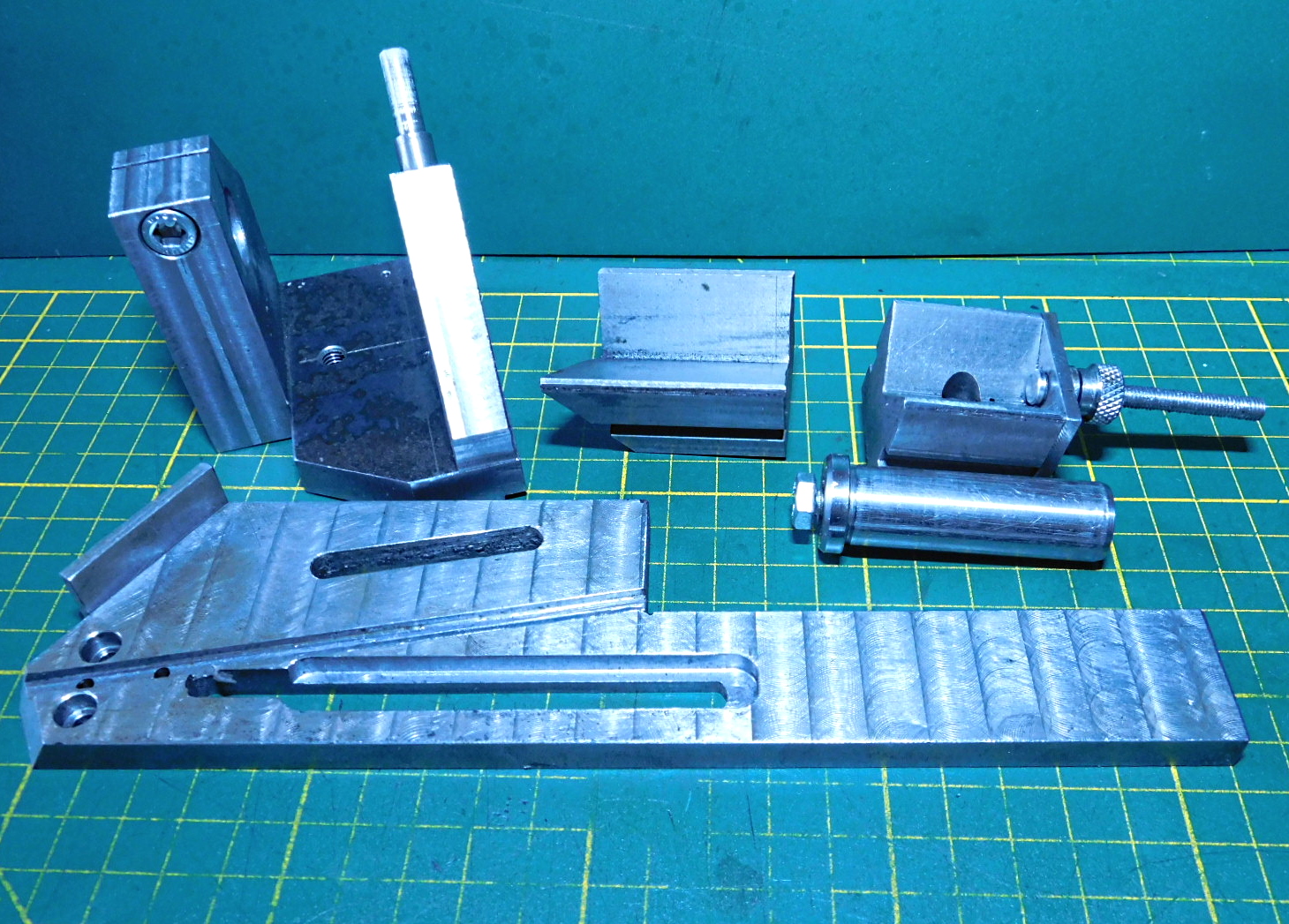
Einzelteile der Bohrer-Schleifeinrichtung.
Auch gut zu sehen - Die Nut, in welche die Führungsleiste der Offset-Einstellung eingreift.
Deutlich zu sehen - Die Führungsleiste für die Offset-Einstellung.
12.08.2021
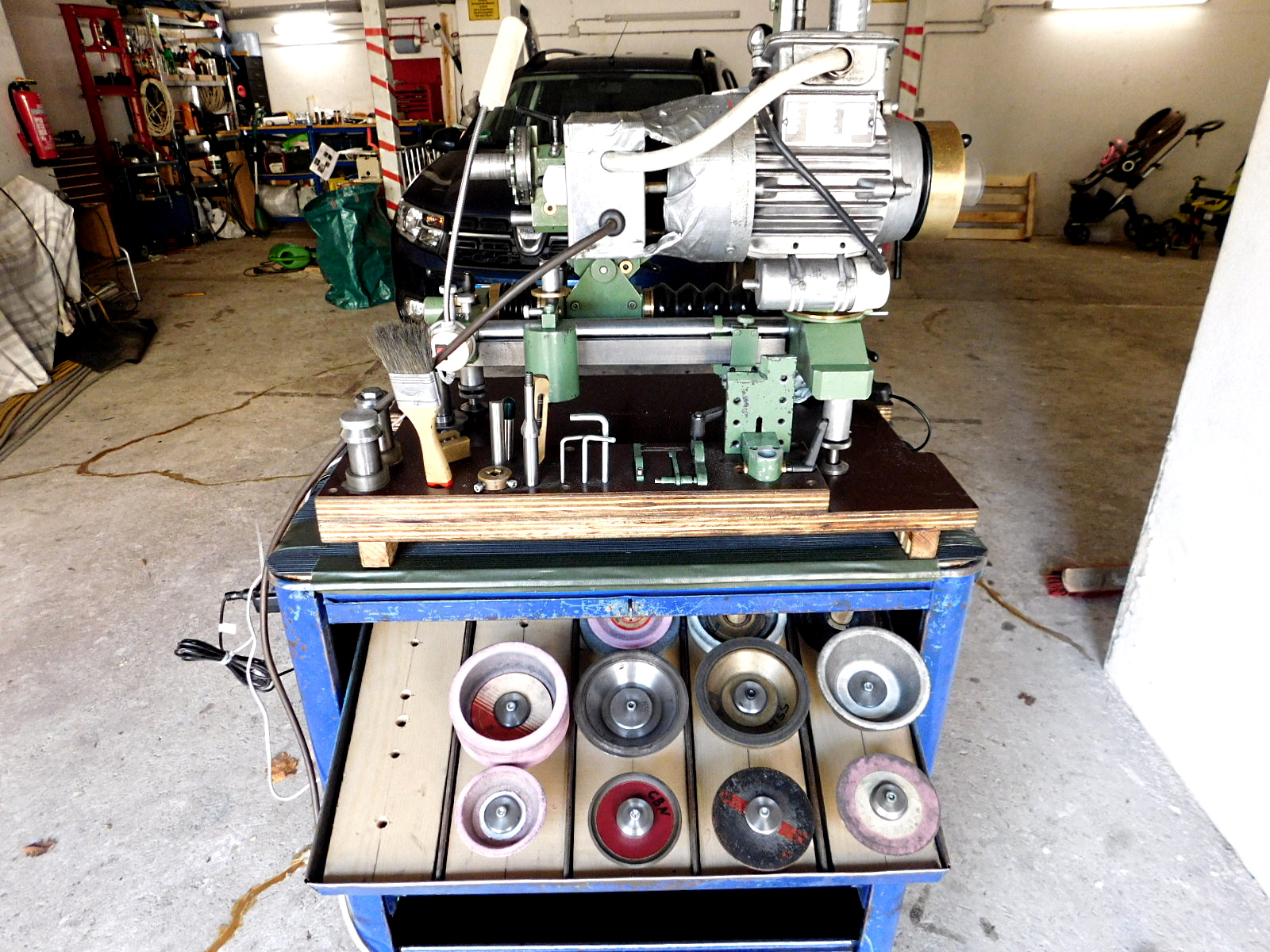
Ich habe günstig einen Werkzeug-Rollwagen der Marke Format erhalten. Ich hatte schon lange vor, meine "Bonelle" hoch in die Garage zu verlagern.
Für die Unterbringung der unterschiedlichen Schleifscheiben habe ich mir Steckbretter für die kippbaren Schubladen gemacht. Darauf sind die Schleifscheiben sicher untergebracht.
Jede Schleifscheibe hat ihren eigenen Aufnahmeflansch mit Spanndorn. Das erleichtert den Scheibenwechsel ungemein.
Alle Schubfächer haben Riffelgummi -Einlagen bekommen.
Im Anschluss habe ich mal neue Bilder eingestellt.
I got a Format brand tool trolley for a good price. I had been planning to move my "Bonelle" up to the garage for a long time.
To store the different sanding discs, I made myself pegboards for the tiltable cabinet drawers. The grinding wheels are safely stored on them.
Each grinding wheel has its own mounting flange with mandrel. This makes changing the wheel much easier.
All trays have been fitted with ribbed rubber pads.
I have now added new pictures.





 Die Schubladenfächer habe ich noch mit Riffelgummi ausgelegt. Das schont die Teile.
Die Schubladenfächer habe ich noch mit Riffelgummi ausgelegt. Das schont die Teile.I also lined the drawer compartments with ribbed rubber. That protects the parts.
Unterschiedliche Werkzeug-Aufnahmen.
Diverse tool holders.
Für den Werkzeughalter habe ich unterschiedliche Aufnahmemöglichkeiten.
C16 Zug-Spannzangen, Morsekegel-Aufnahme MK 2, ER 16 Spannzangen, ER 25 Spannzangen.
I have different holding options for the tool holder.
C16 collets, Morse taper holder MK 2, ER 16 collets, ER 25 collets.

C16 Spannzangen-Aufnahme., spannt bis Ø 12 mm.
C16 collet chuck, clamps up to Ø 12 mm.

Morsekegel-Aufnahme MK 2.
Morse taper adapter MK 2.

 Einstell-Micrometer-Schraube zum genauen schleifen von Radien.
Einstell-Micrometer-Schraube zum genauen schleifen von Radien.Adjusting micrometer screw for precise grinding of radii.

C16 Spannzangen-Aufnahme eingebaut. C16 collet chuck holder installed.

ER 16 Spannzangen-Aufnahme. ER 16 collet chuck holder.
C16 Spannzangen-Aufnahme. C16 collet chuck holder.
ER 25 Spannzangen-Aufnahme. ER 25 collet chuck holder.
 Absaug-Einrichtung zum Abrichten der Schleifscheiben.
Absaug-Einrichtung zum Abrichten der Schleifscheiben.Dust extraction device for dressing the grinding wheels.
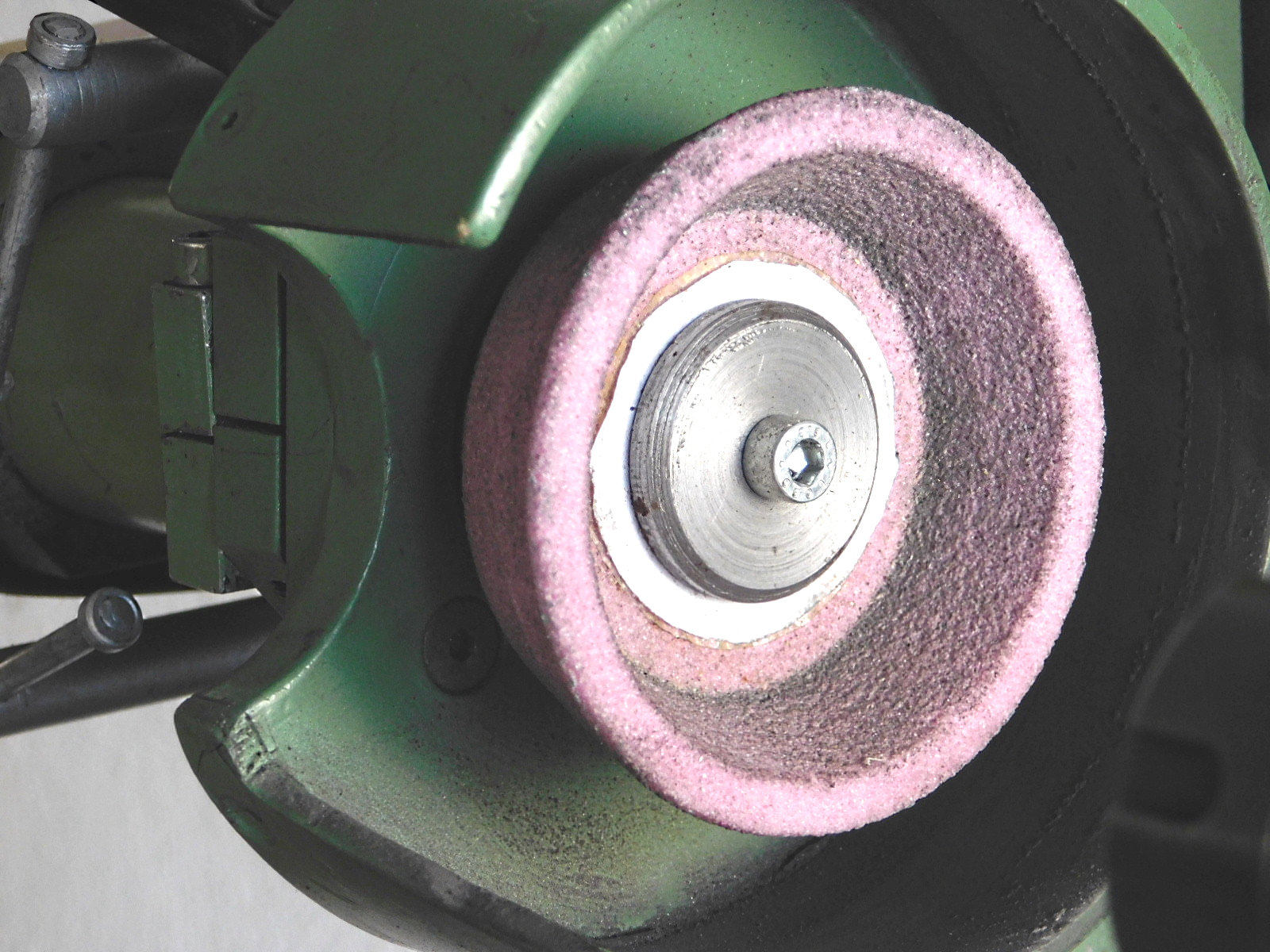 Kleine keglige Topfscheibe.
Kleine keglige Topfscheibe.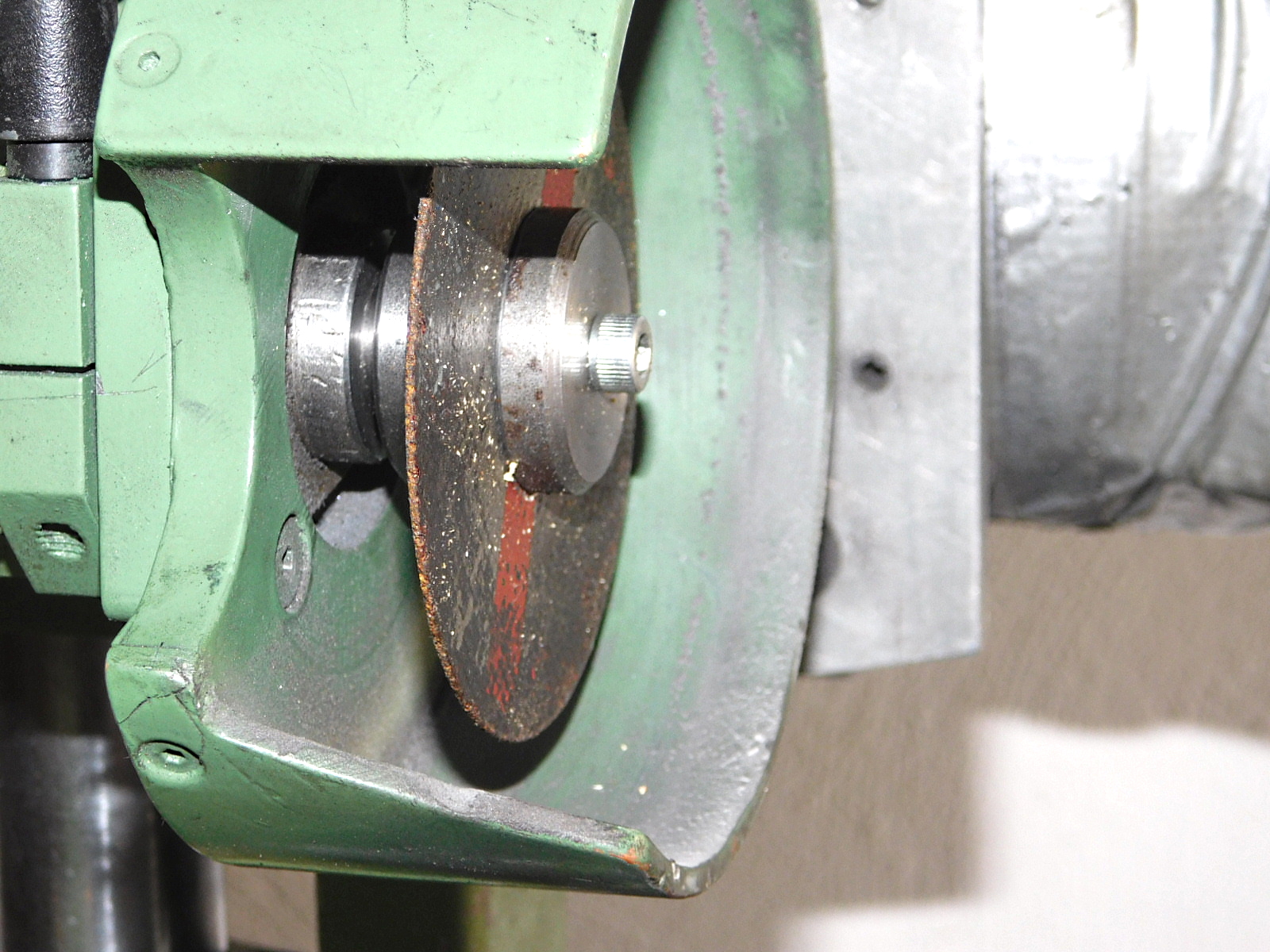 Trennscheibe.
Trennscheibe.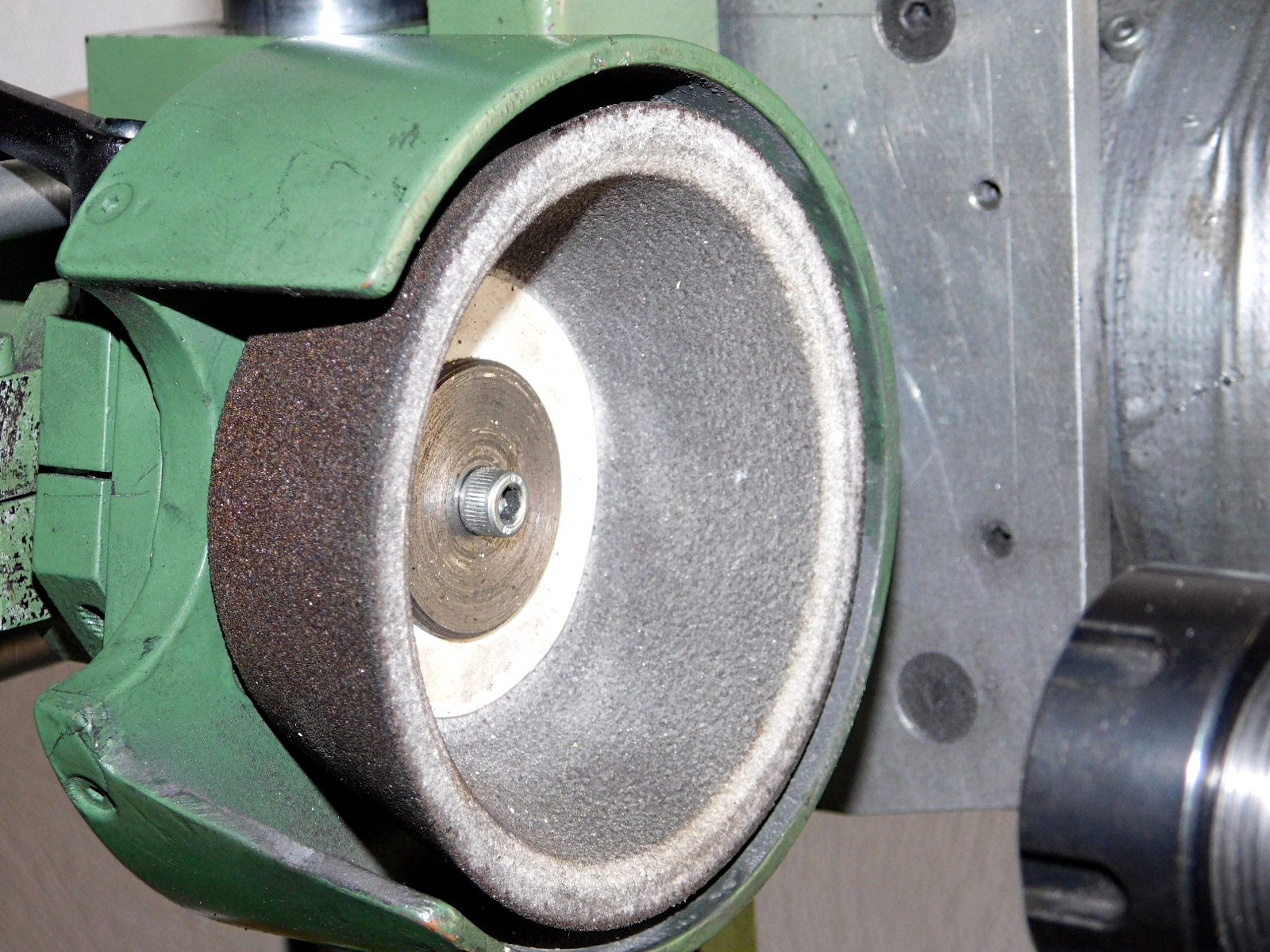 Große keglige Topfscheibe.
Große keglige Topfscheibe.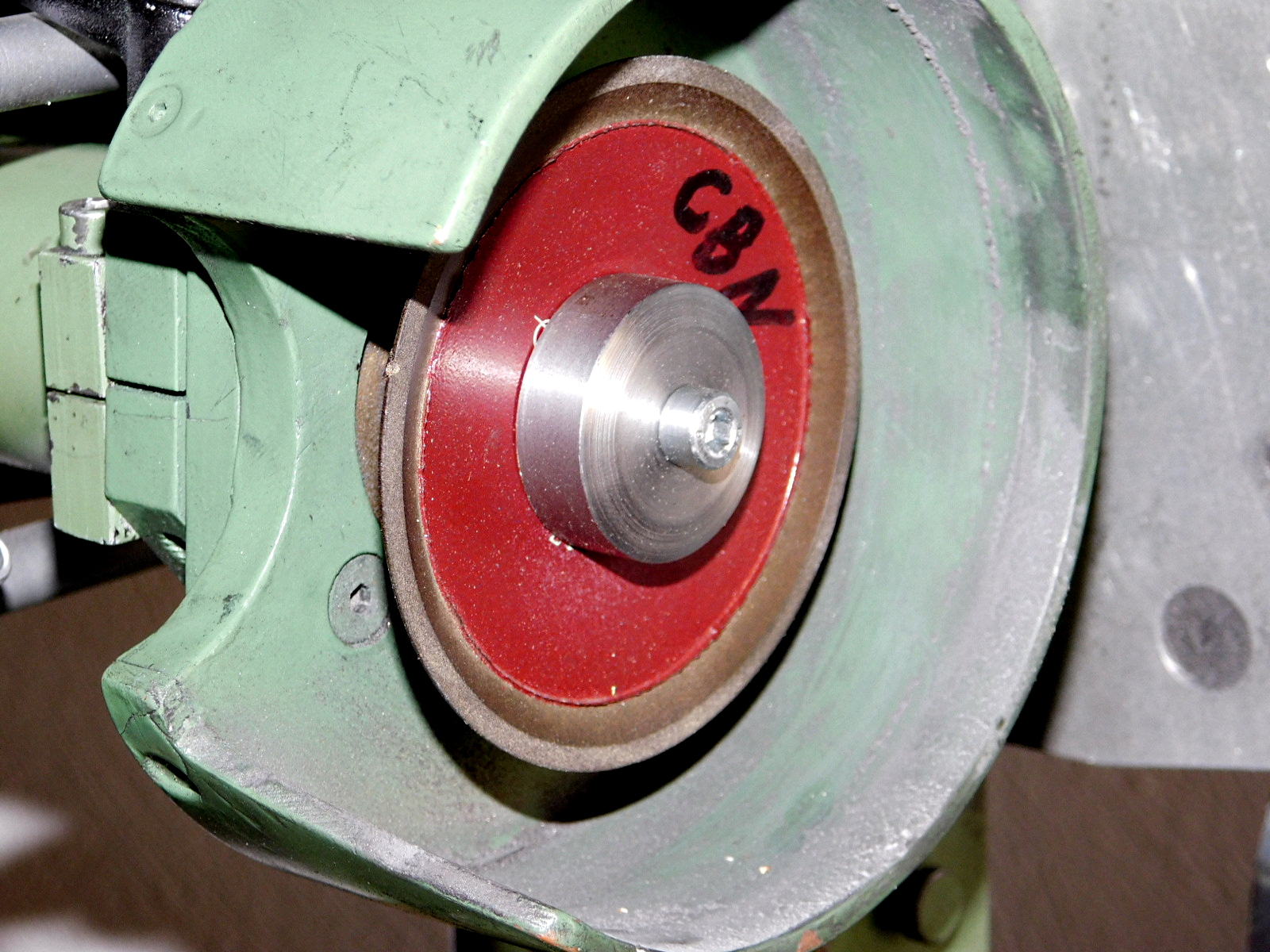 Kleine CBN-Scheibe für HSS.
Kleine CBN-Scheibe für HSS.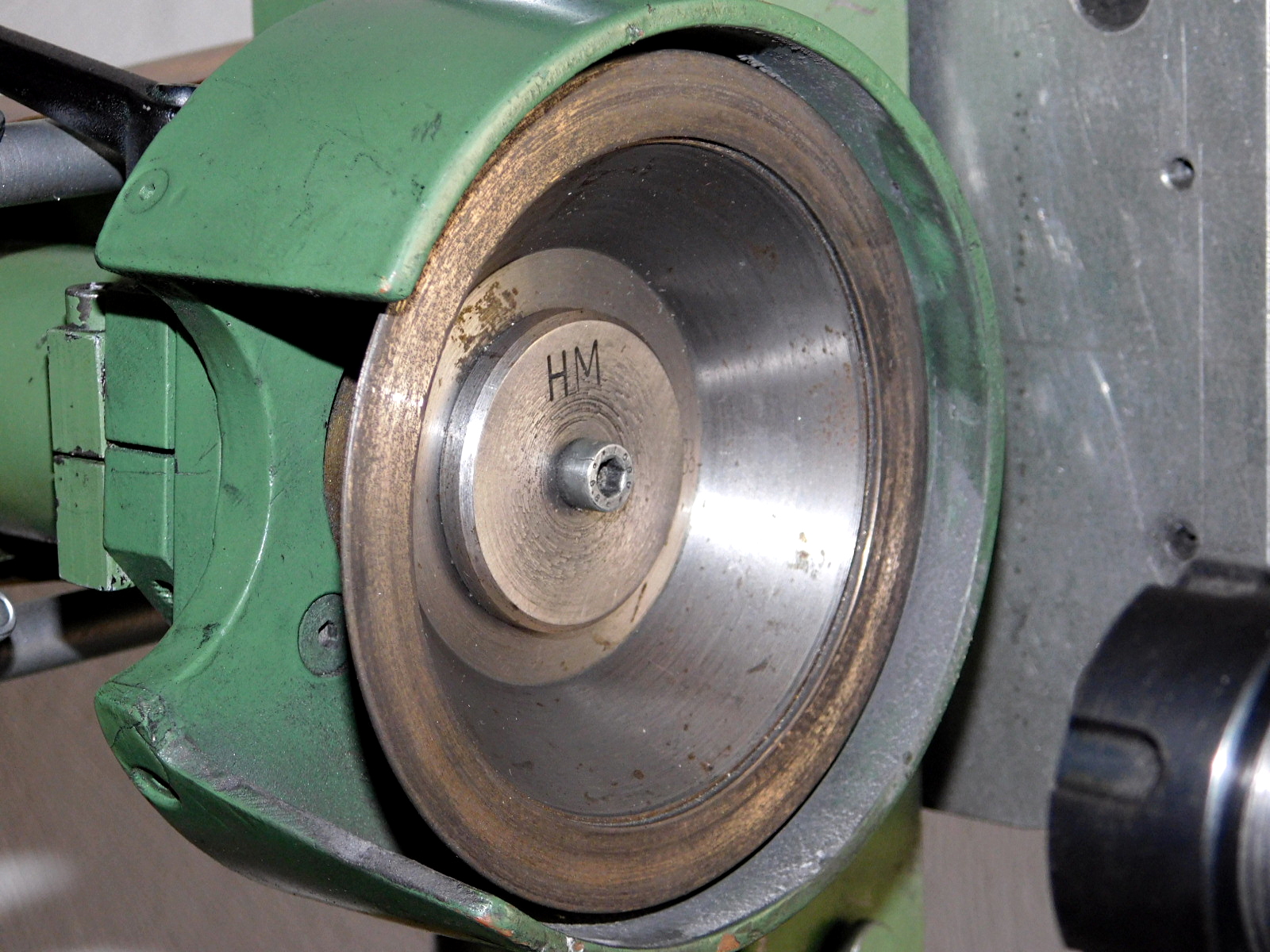 Diamantscheibe für Hartmetall.
Diamantscheibe für Hartmetall.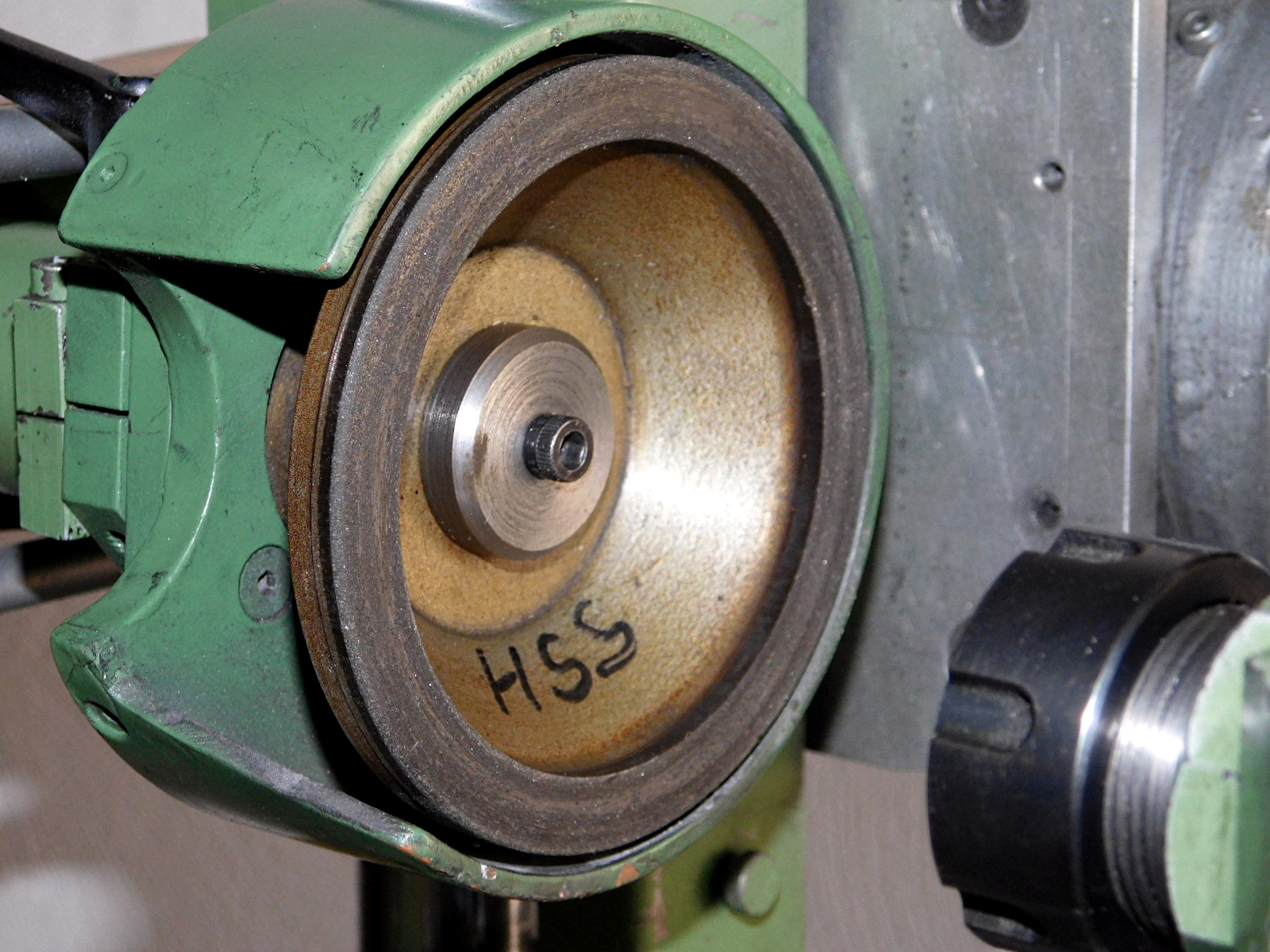 Große CBN-Scheibe für HSS.
Große CBN-Scheibe für HSS.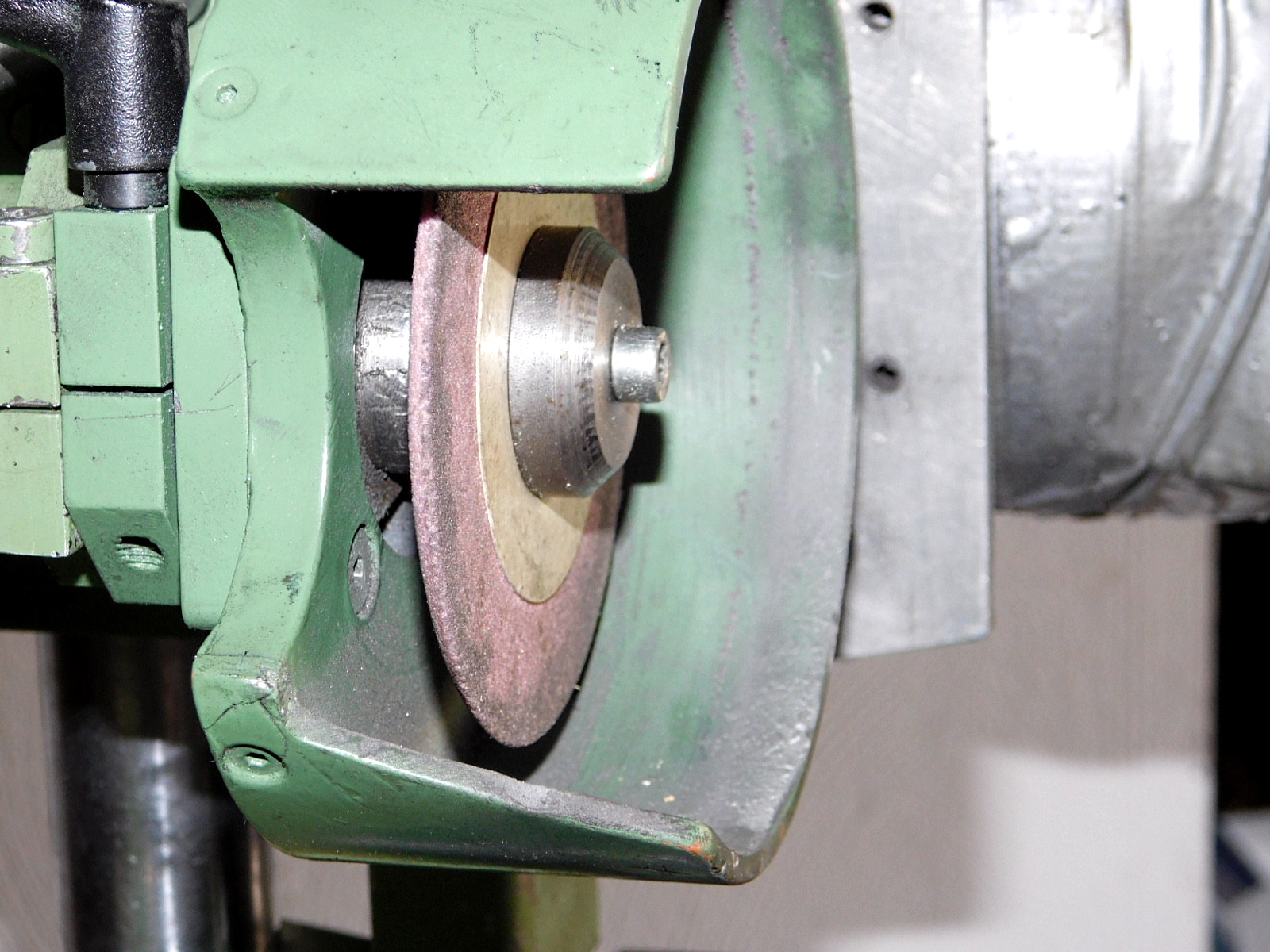 Schmale Edelkorund-Scheibe zum Ausspitzen.
Schmale Edelkorund-Scheibe zum Ausspitzen.
Selbst gefertigter Schleifstift aus einer Schleiffeile.
Bei diesem Teil habe ich den Schleifstift mit Schellack eingesetzt.
Self-made mounted point made from a sanding file.
I used shellac to insert the grinding pin in this part.
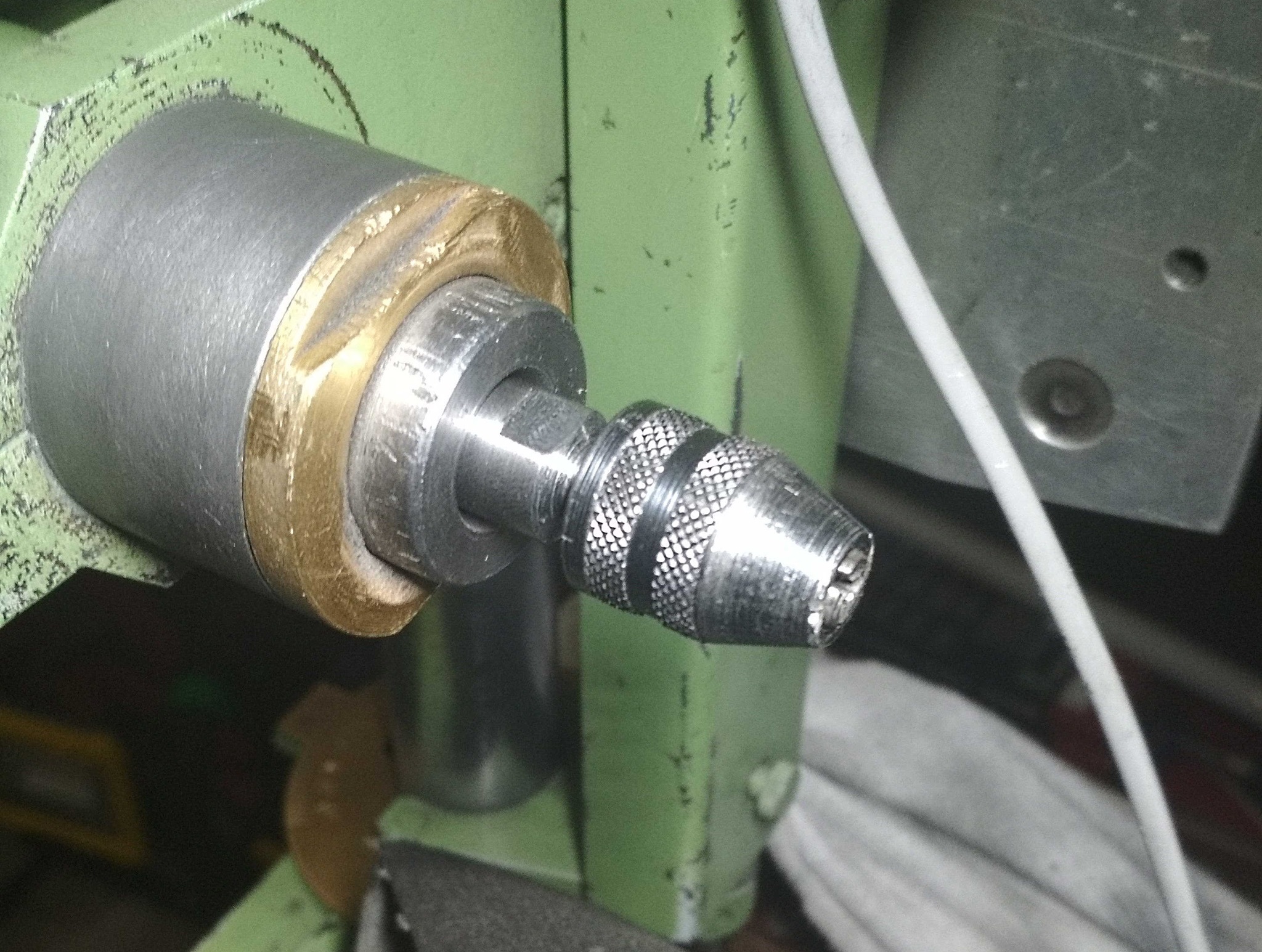
Aufnahme für ein kleines Bohrfutter.
Die gleiche Aufnahme kann auch die Spannzangen von Proxxon aufnehmen.

Proxxon Bohrfutter.
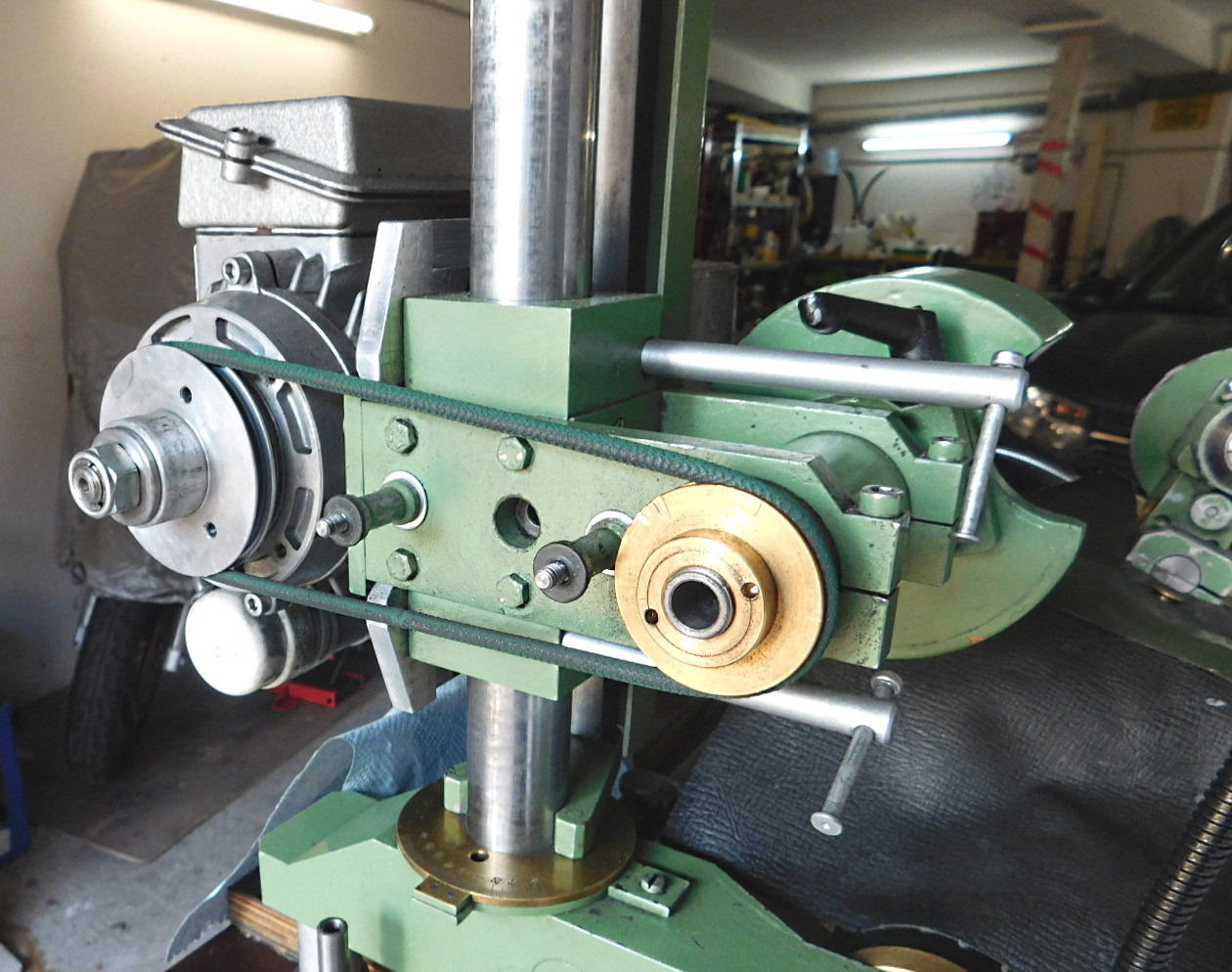
Antrieb-Seite. Mit dieser Einstellung ist eine Drehzahl von ca. 4350 U/min. möglich.
Drive side. With this setting, a speed of approx. 4350 rpm is possible.
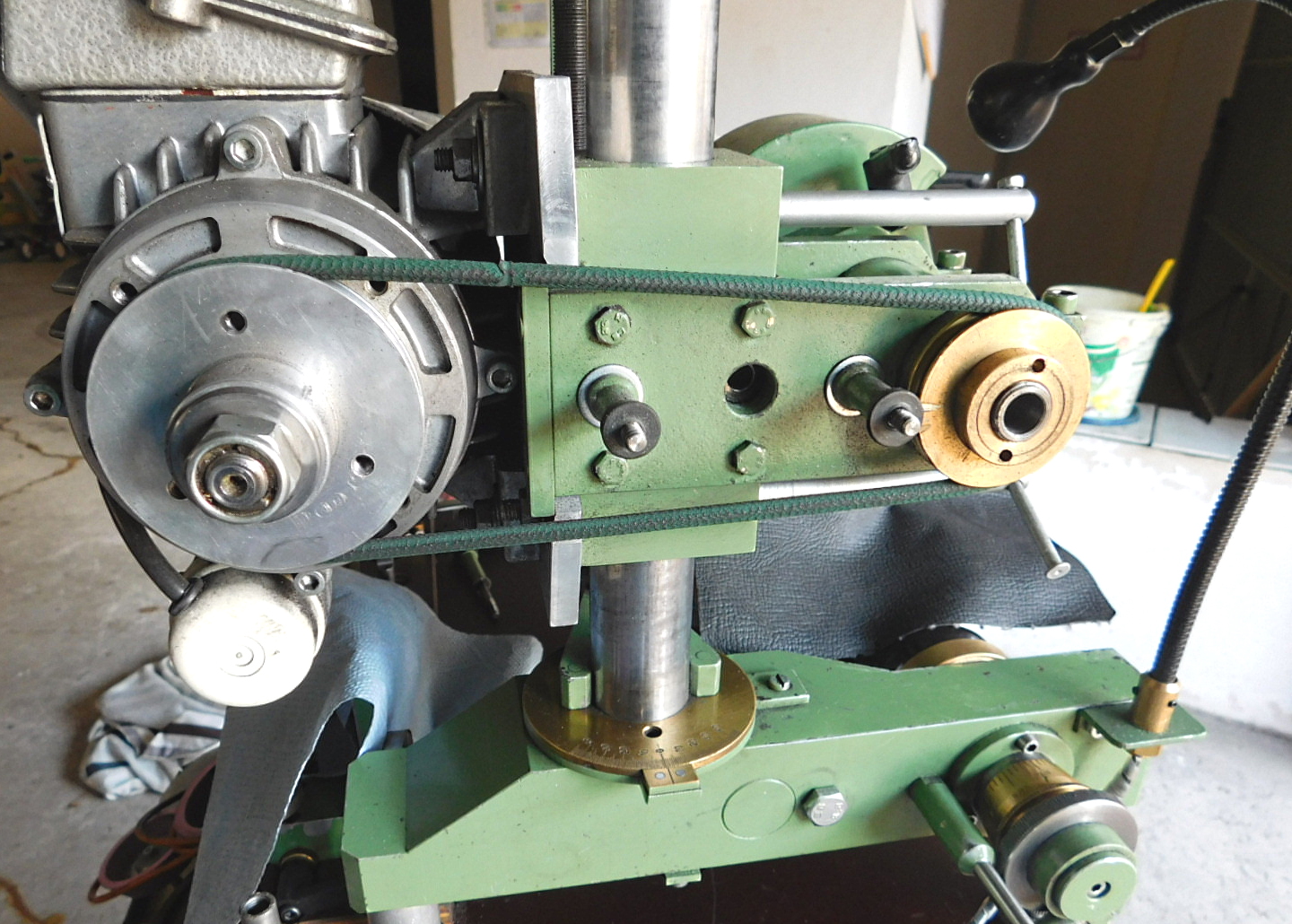
Der Antrieb erfolgt über 5 mm PU - Rundriemen. Das Riemenmaterial habe ich als Meterware bezogen und selbst verschweißt.
The drive is via 5 mm PU round belts. I purchased the belt material by the metre and welded it myself.
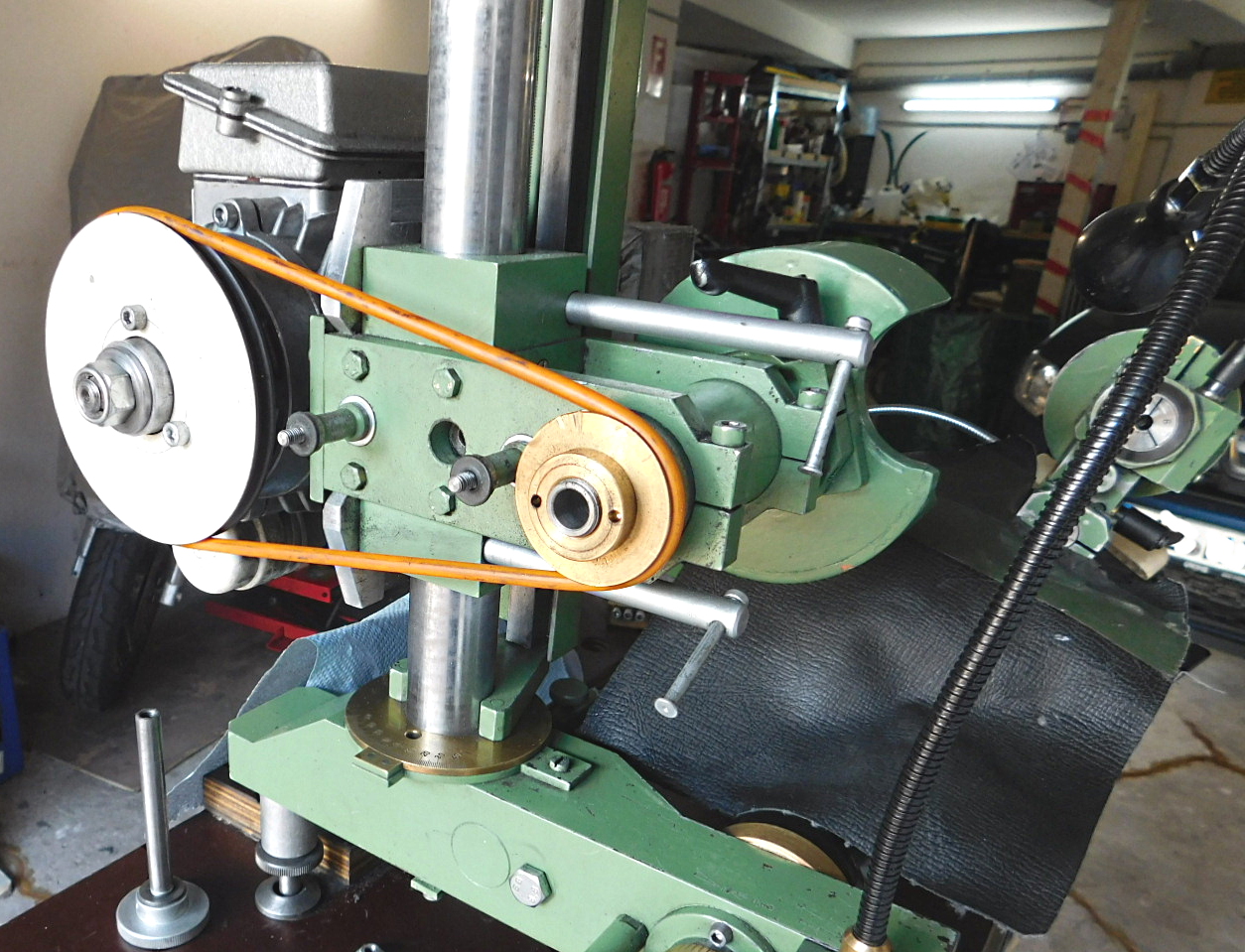 Antrieb-Scheibe für höhere Geschwindigkeit. Dazu wird ein etwas längerer Rundriemen benötigt.
Antrieb-Scheibe für höhere Geschwindigkeit. Dazu wird ein etwas längerer Rundriemen benötigt.Mit der Zusatzscheibe ist eine Drehzahl von ca. 6900 U/min. möglich.
Drive pulley for higher speed. A slightly longer round belt is needed for this.
With the additional pulley, a speed of approx. 6900 rpm is possible.
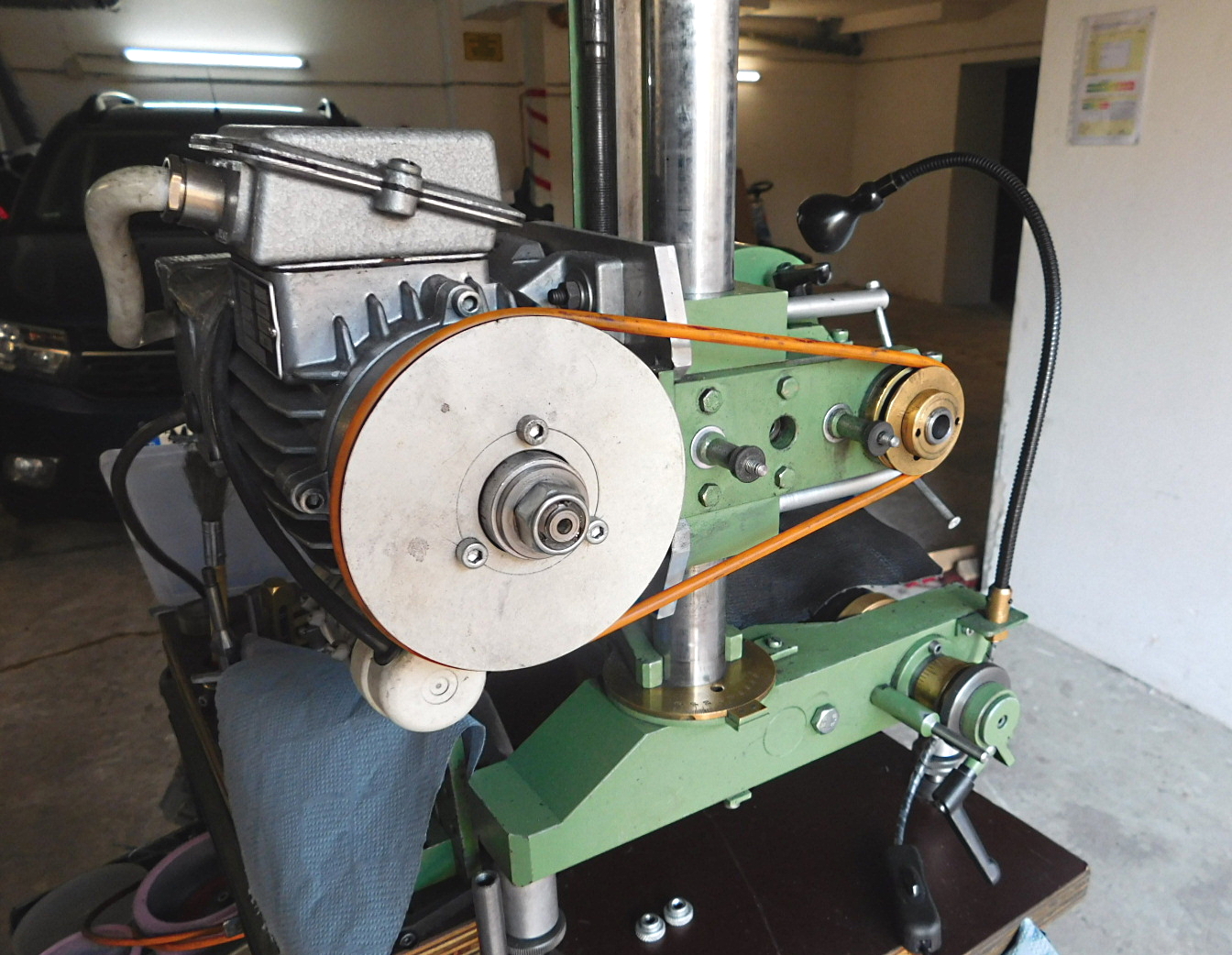 Diese Antrieb-Scheibe wird mit 3 Schrauben auf die original Scheibe aufgeschraubt.
Diese Antrieb-Scheibe wird mit 3 Schrauben auf die original Scheibe aufgeschraubt.Die Schutzhaube passt dann allerdings nicht mehr drauf.
This drive disc is screwed onto the original disc with 3 screws.
However, the protective cover no longer fits on it.
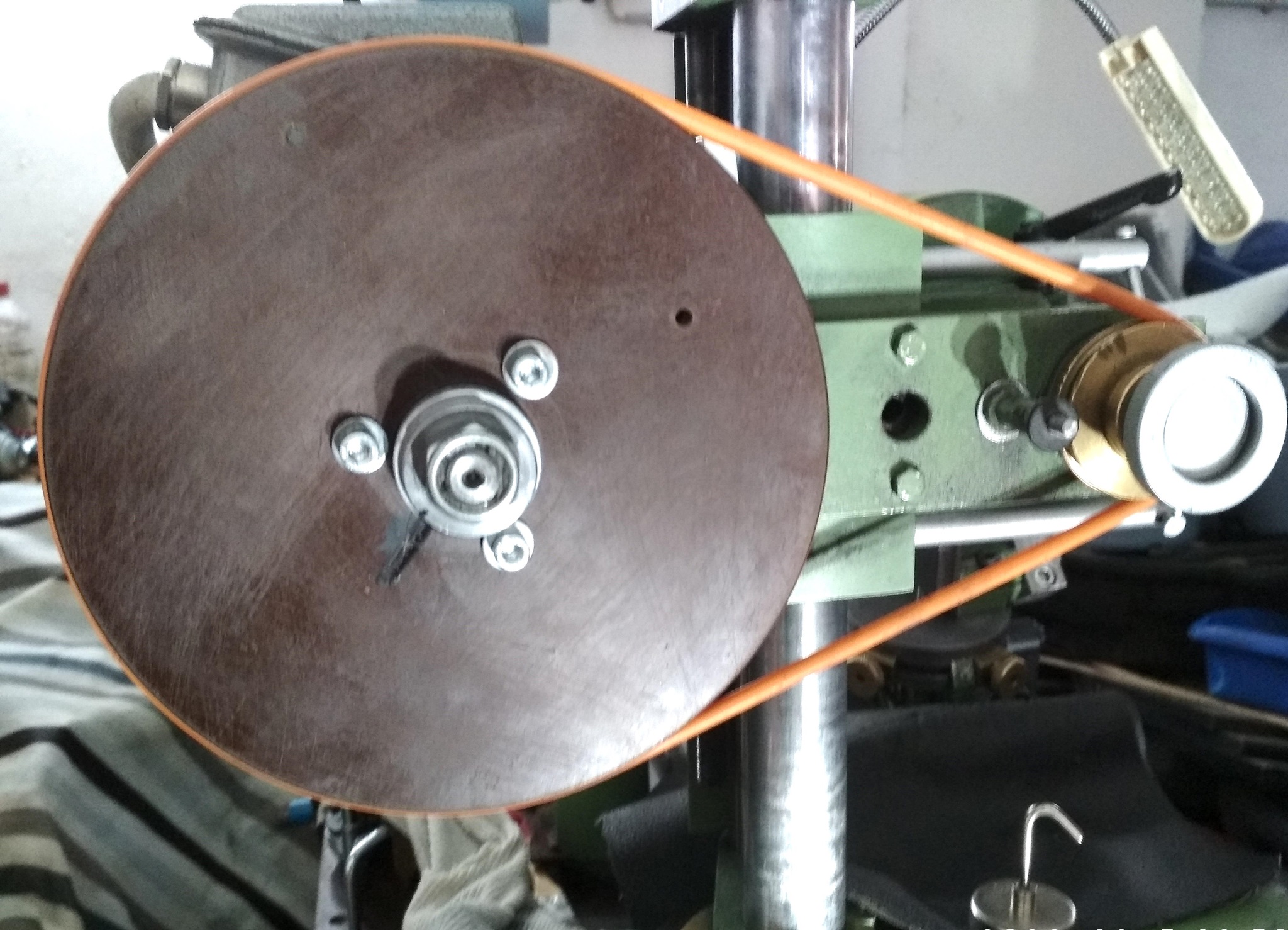 Für die kleinen Schleifstifte habe ich eine noch größere Antriebs-Scheibe angefertigt. Damit sind Drehzahlen von ca. 10.000 U/min möglich. Für jede Antriebs-Scheibe benötigt man einen extra Treibriemen.
Für die kleinen Schleifstifte habe ich eine noch größere Antriebs-Scheibe angefertigt. Damit sind Drehzahlen von ca. 10.000 U/min möglich. Für jede Antriebs-Scheibe benötigt man einen extra Treibriemen.Für höhere Drehzahlen sind die Schräg-Kugellager der Spindel nicht ausgelegt.
For the small grinding points I made an even larger drive disc. With this, speeds of approx. 10,000 rpm are possible. You need an extra drive belt for each drive wheel.
The angular contact ball bearings of the spindle are not designed for higher speeds.
 Die Riemenscheibe habe ich aus Pertinax gefertigt. Sie wird mit drei Schrauben auf der originalen Riemenscheibe aufgeschraubt.
Die Riemenscheibe habe ich aus Pertinax gefertigt. Sie wird mit drei Schrauben auf der originalen Riemenscheibe aufgeschraubt.Der geringe Versatz beider Triebscheiben macht dem Rundriemen nichts aus.
I made the belt pulley from Pertinax. It is screwed onto the original pulley with three screws. The slight offset of both drive pulleys does not affect the round belt.
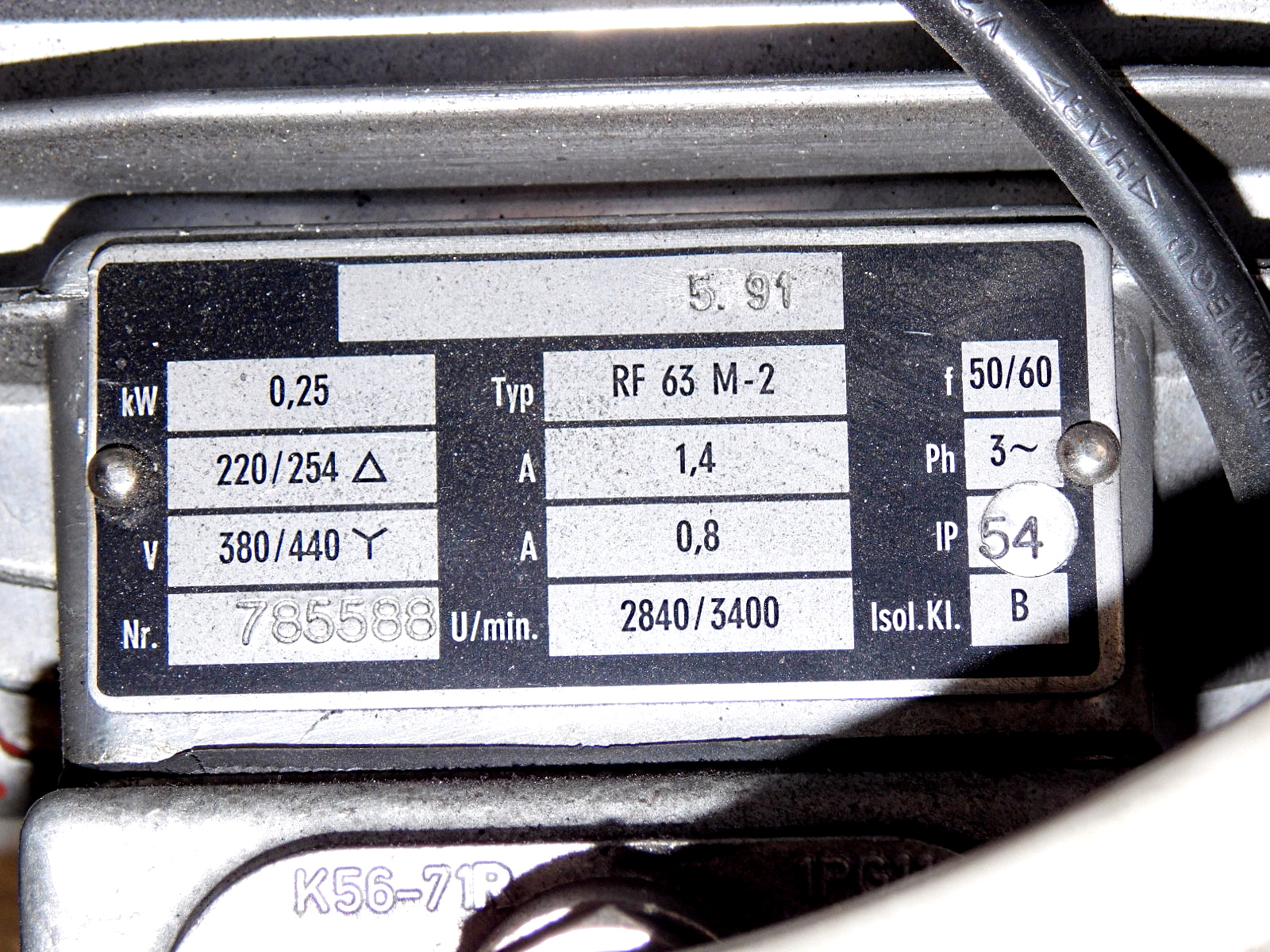
Motor-Daten. Motor - Data.
17.10.2019
Die Maschine ist nun schon fast 12 Jahre alt.
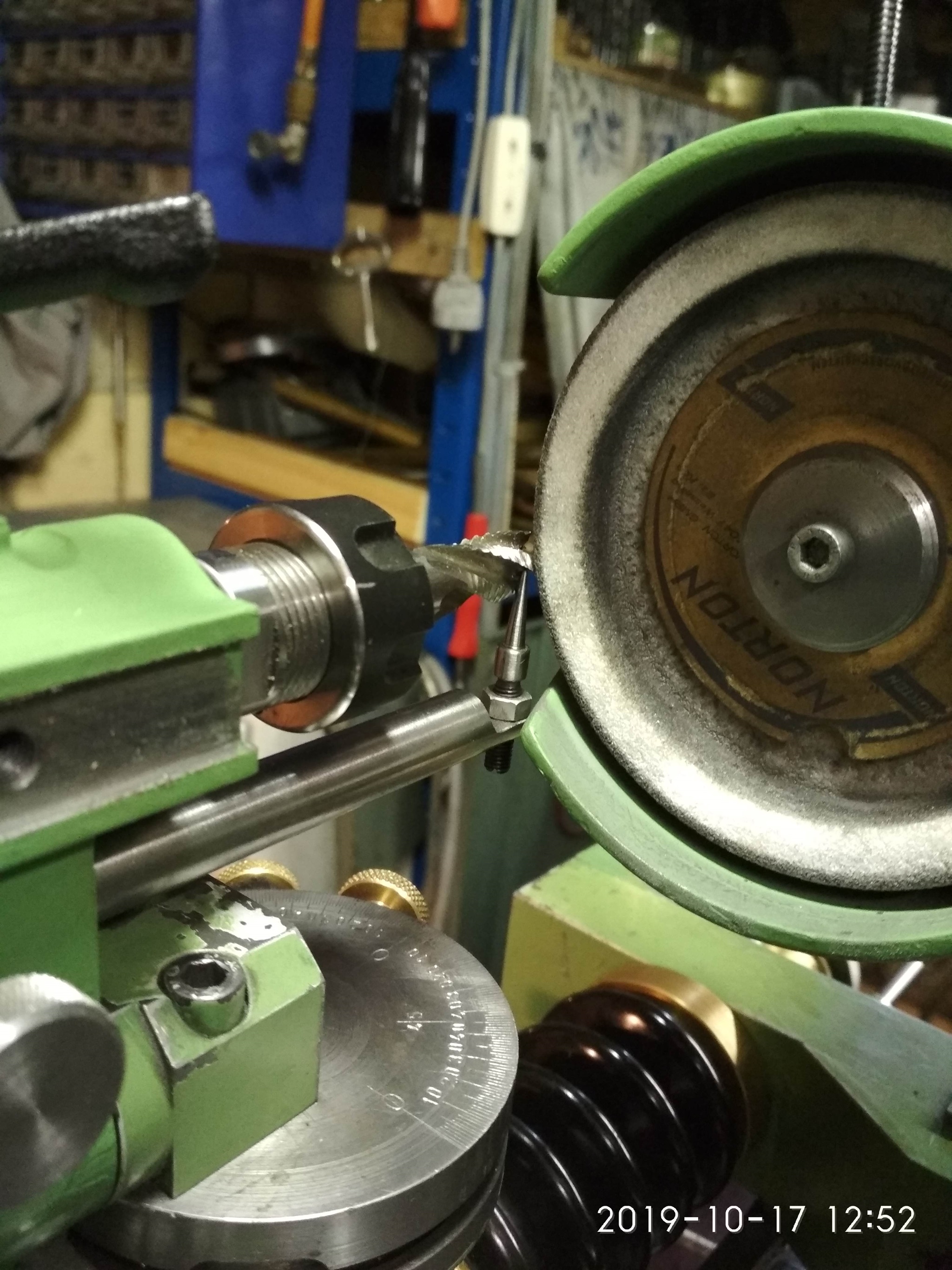
Heute habe ich der Spiralschleifeinrichtung einen zusätzlichen Stützfinger spendiert.
Inspiriert von der neuen Ausführung der "Quorn" MK III, die als Materialsatz bei Hemingway-Kits incl. ausführlicher Zeichnungen zu beziehen ist, habe ich den Tragarm für den Stützfinger angebracht.
Zwischen unterer Aufnahmebohrung und oberer Spannzangenführung war noch etwas Platz.
Der Stützfinger selbst ist aus Werzeugstahl 115 Cr V3 gefertigt worden und im Anschluss wurde er gehärtet und angelassen.
The machine is now almost 12 years old.
Today I added an additional support finger to the spiral sanding device.
Inspired by the new version of the "Quorn" MK III, which is available as a material set from Hemingway-Kits including detailed drawings, I attached the support arm for the support finger.
There was still some space between the lower mounting hole and the upper collet guide.
The support finger itself was made of tool steel 115 Cr V3 and then hardened and tempered.
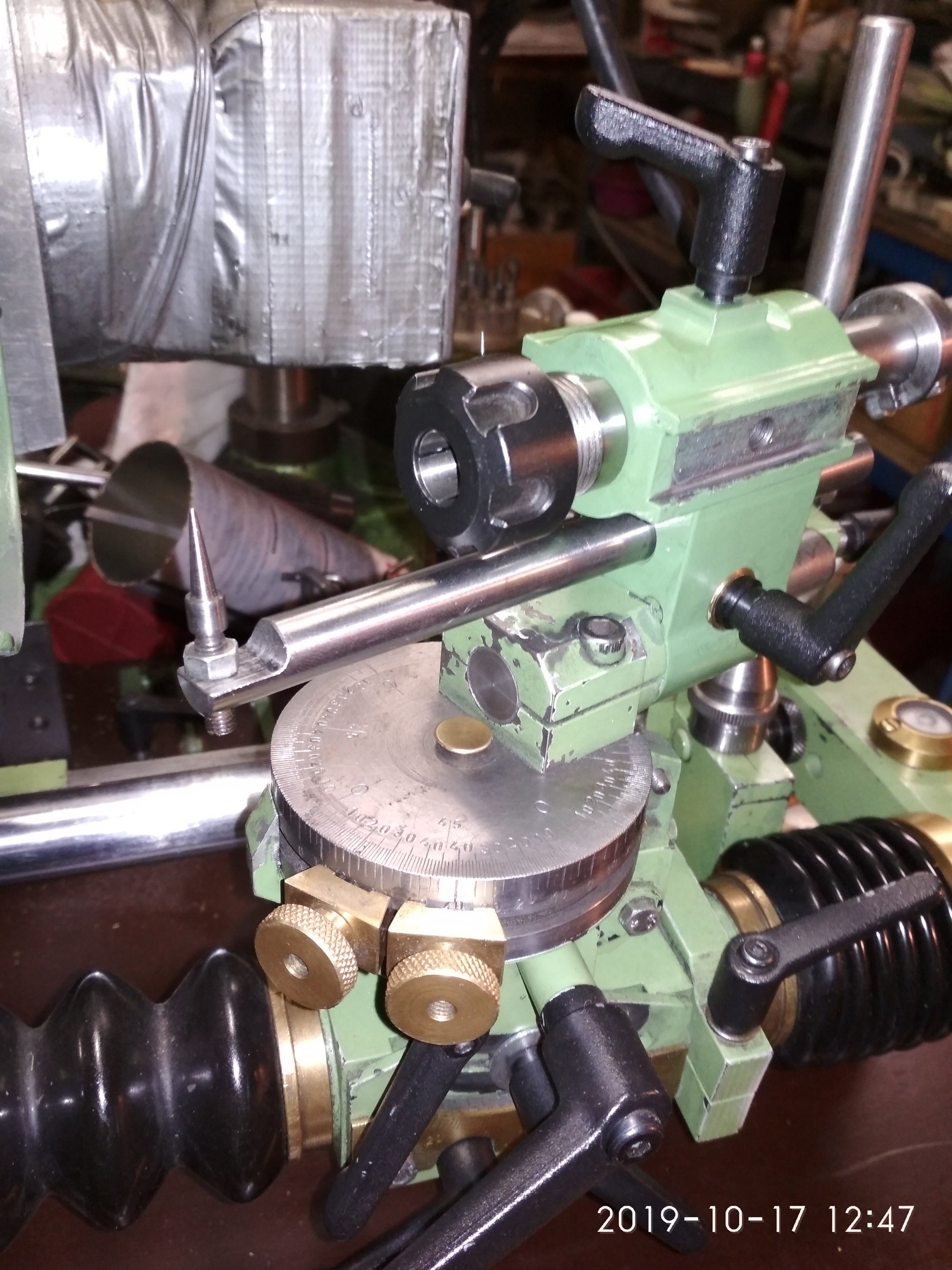 Unterhalb der Spannzangenaufnahme war noch etwas Platz für den Tragarm aus Ø 12 mm Werkzeugstahl 115 Cr V3.
Unterhalb der Spannzangenaufnahme war noch etwas Platz für den Tragarm aus Ø 12 mm Werkzeugstahl 115 Cr V3.Am vorderen Ende wurde der Tragarm etwas abgeflacht und außermittig das Gewinde für den Stützfinger geschnitten.
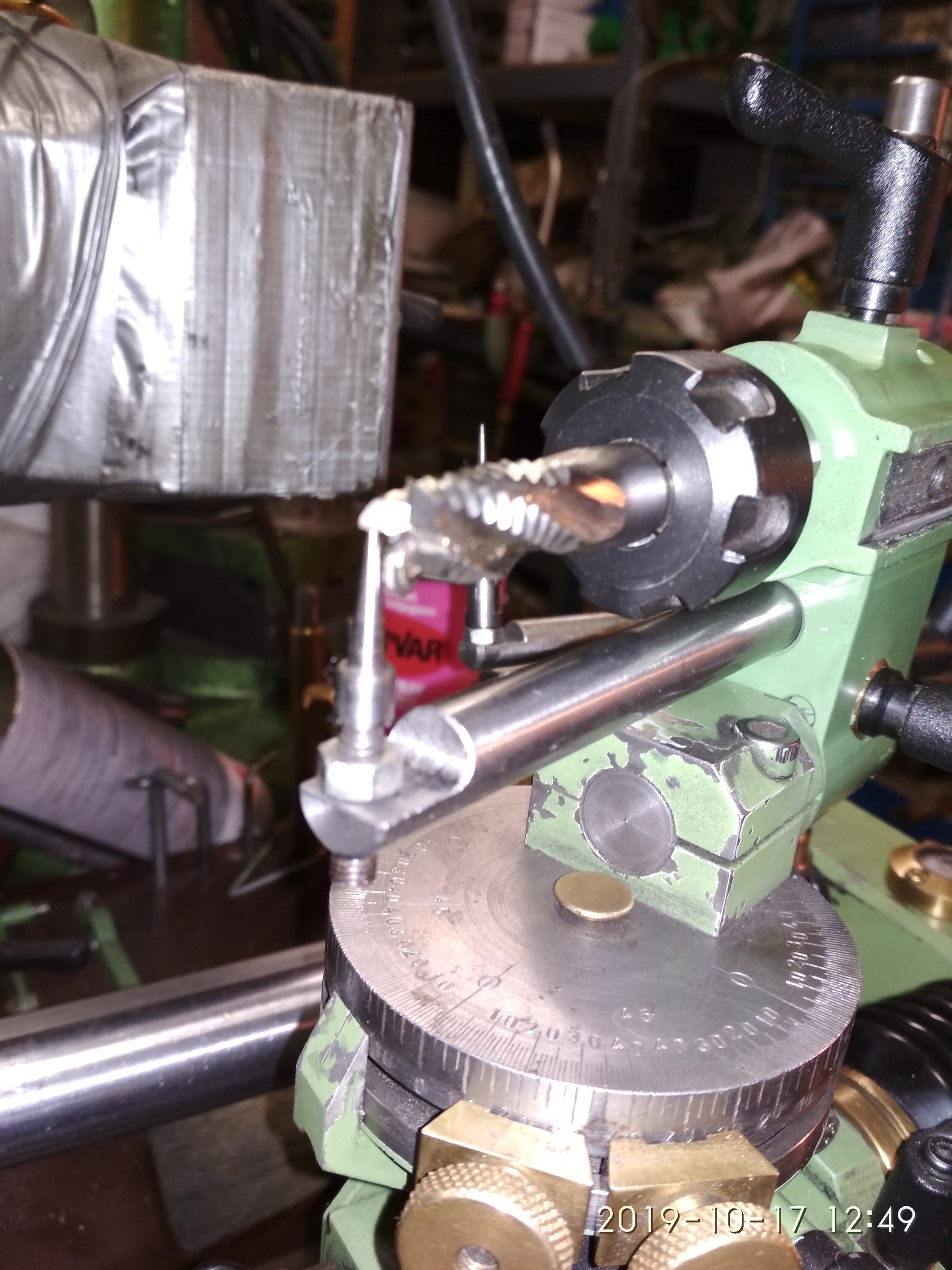
12 mm Fräse in einer ER 16 Spezialspannzange . Die Schneide stützt sich auf dem Finger ab.
12 mm cutter in an ER 16 special collet . The cutting edge rests on the finger.

Der Stütz-Finger ist in der Höhe einstellbar.
The support finger is height-adjustable.
 Mit der kleinen Rändelschraube wird der Tragarm arretiert.
Mit der kleinen Rändelschraube wird der Tragarm arretiert.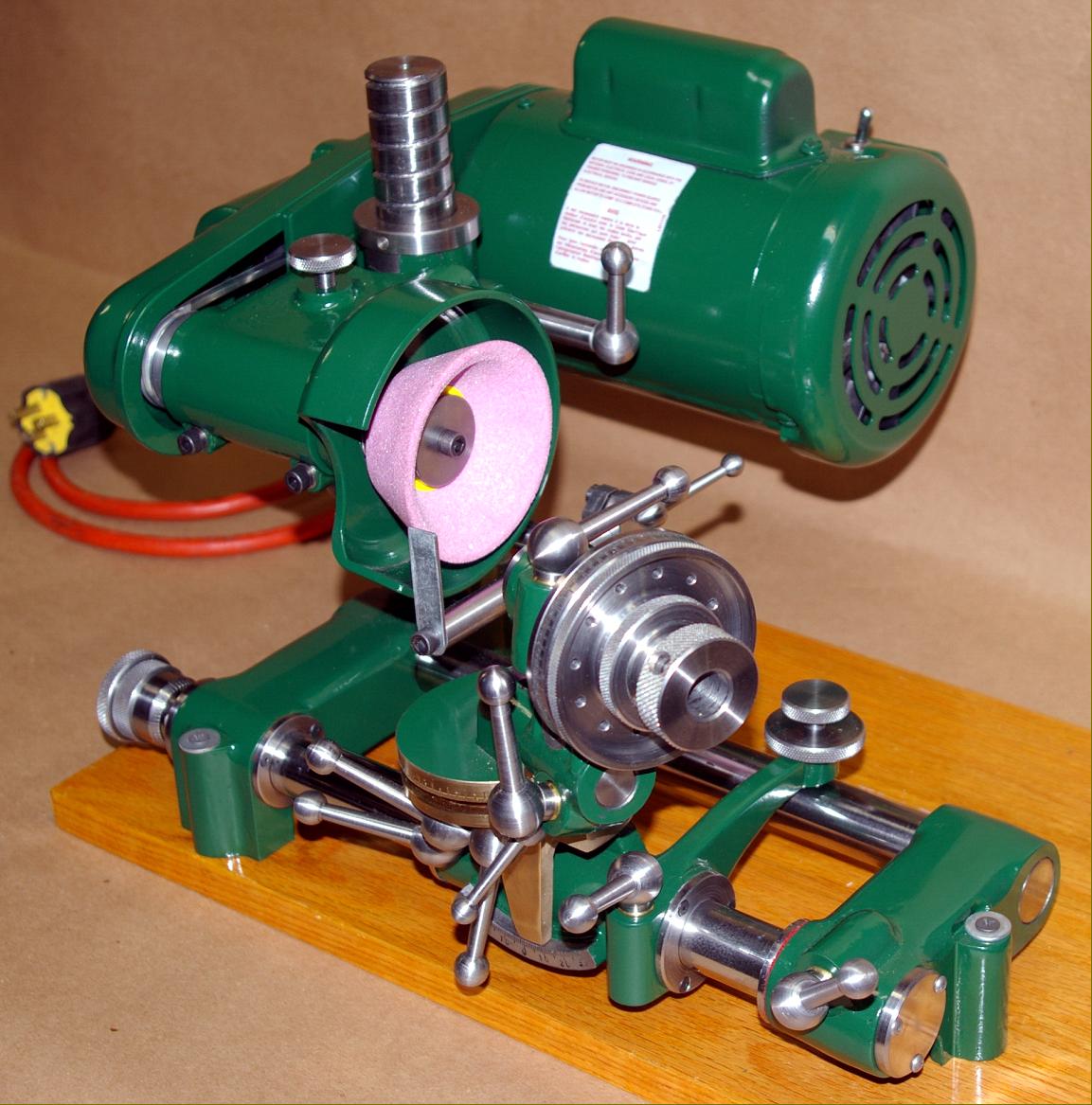 Das ist die ursprüngliche und als Vorbild dienende Maschine.
Das ist die ursprüngliche und als Vorbild dienende Maschine.Bild von: http://www.lathes.co.uk/quorn/img21.jpg
{kind=link}
Das ist die "QUORN" von D.H. Chaddock.
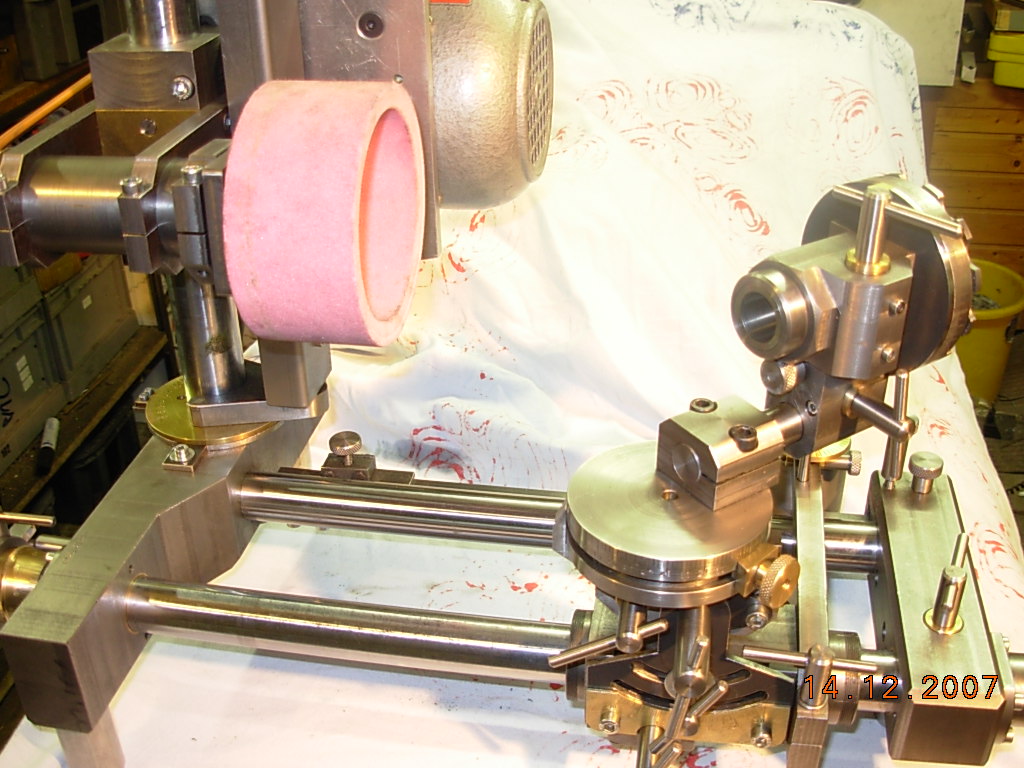
 Meine "Bonelle" Schleifmaschine, noch gänzlich ohne Farbe bei einer Ausstellung 2008 im Ziegeleipark Mildenberg in der Nähe von Zehdenick/ Brandenburg.
Meine "Bonelle" Schleifmaschine, noch gänzlich ohne Farbe bei einer Ausstellung 2008 im Ziegeleipark Mildenberg in der Nähe von Zehdenick/ Brandenburg. 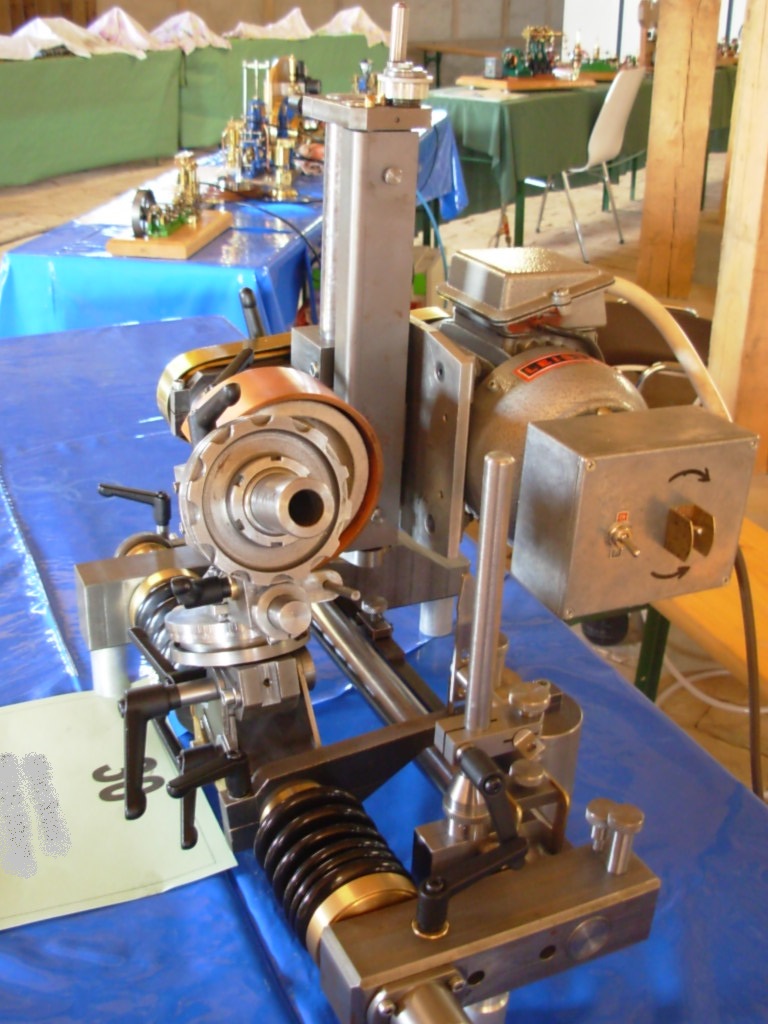
My "Bonelle" sanding machine, still completely without colour at an exhibition in 2008 in the Mildenberg Brickworks Park near Zehdenick/Brandenburg.
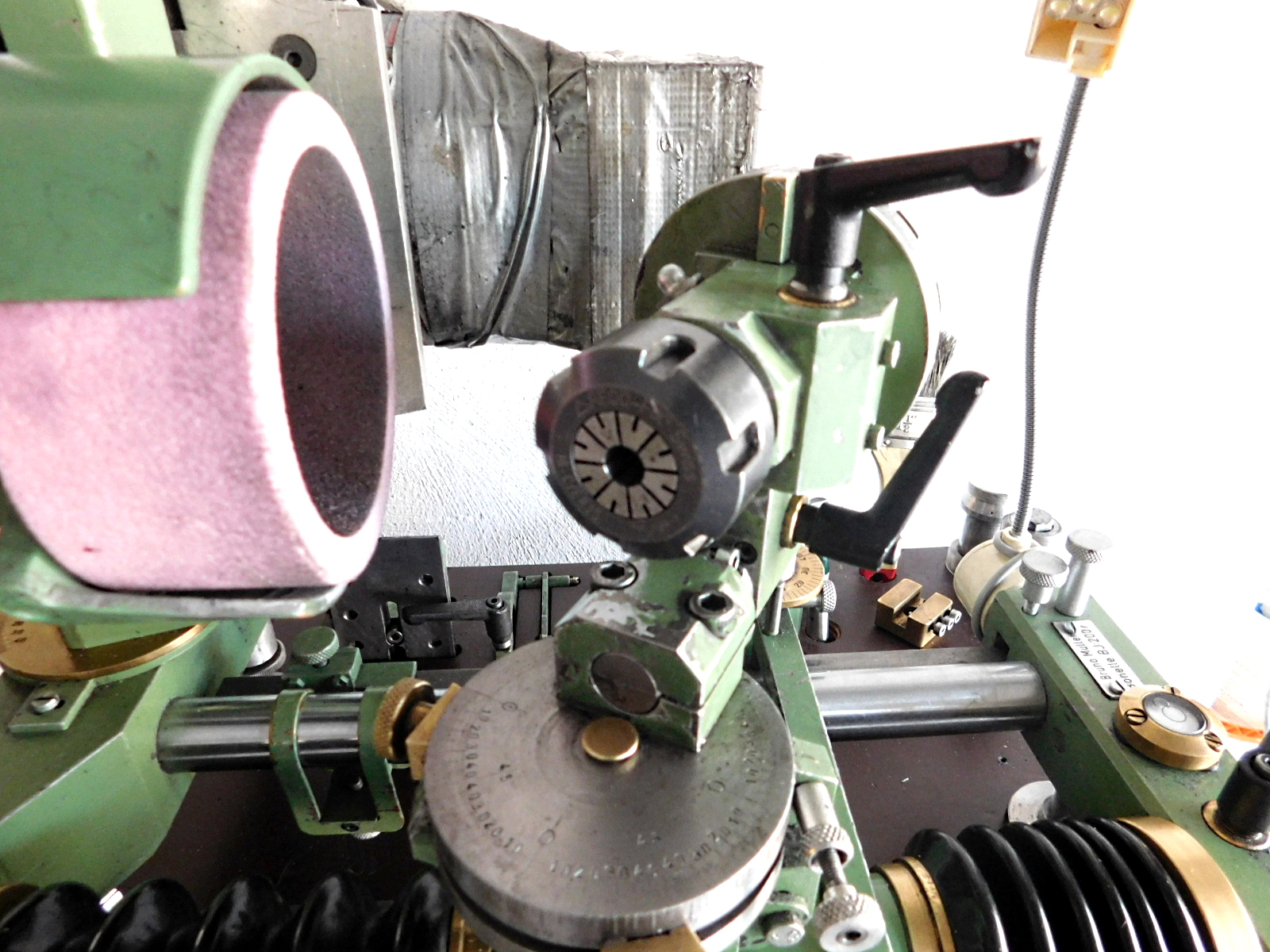
 "BONELLE" im Rohbau in meiner Werkstatt.
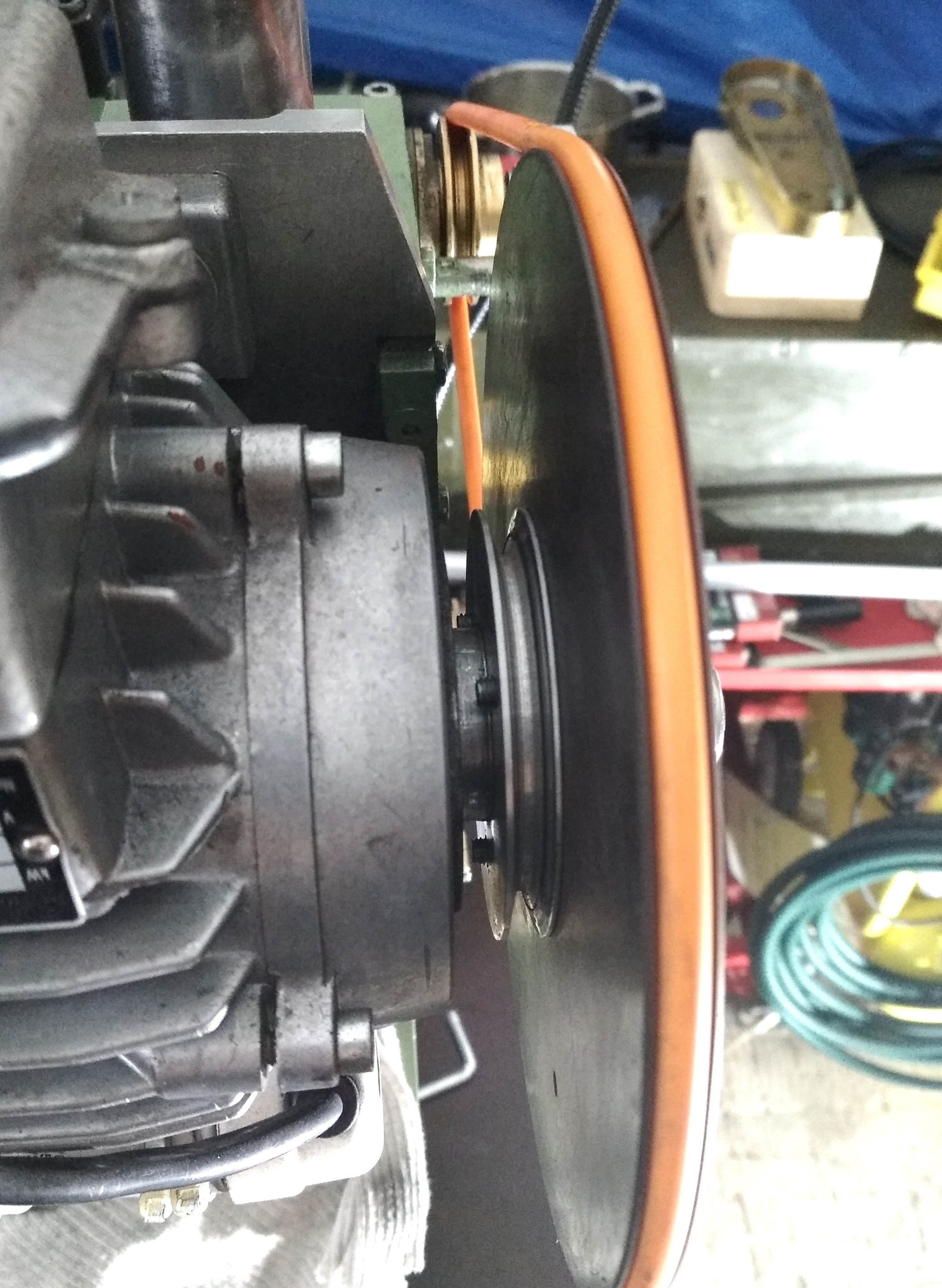
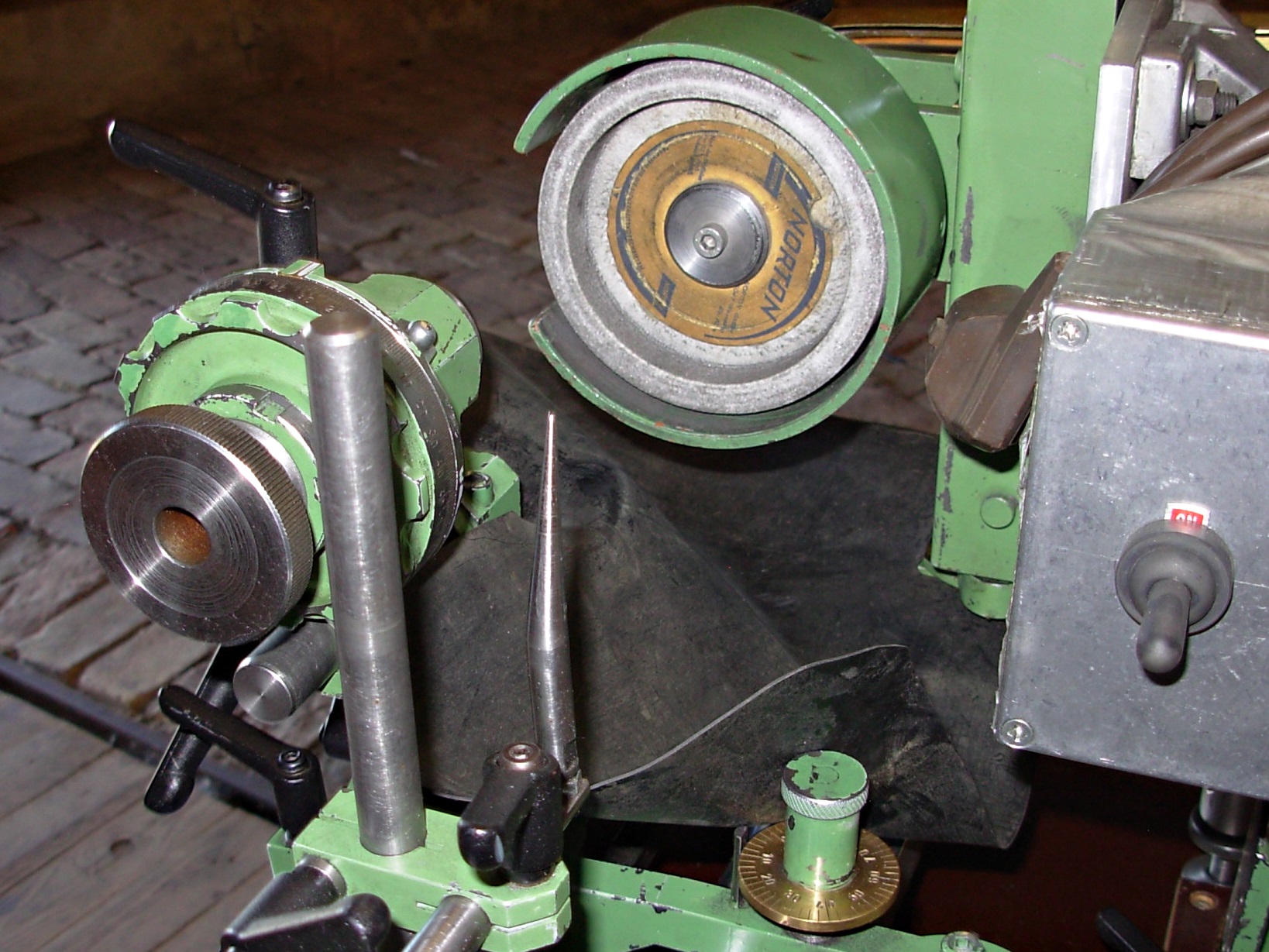
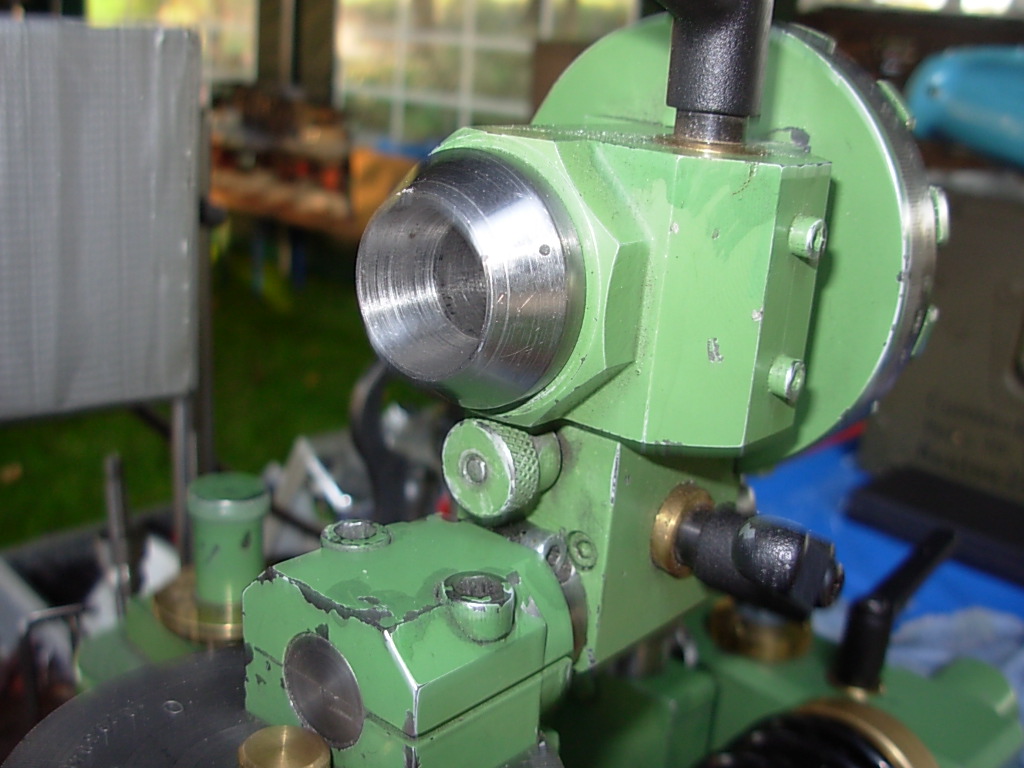
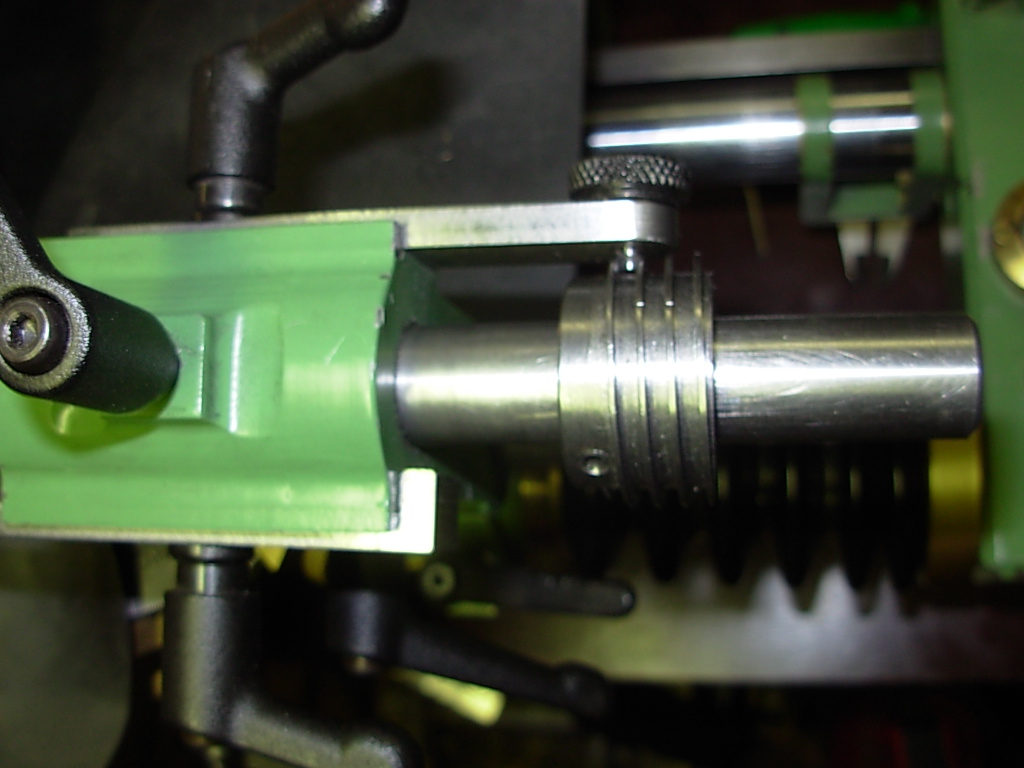
"BONELLE" im Rohbau in meiner Werkstatt.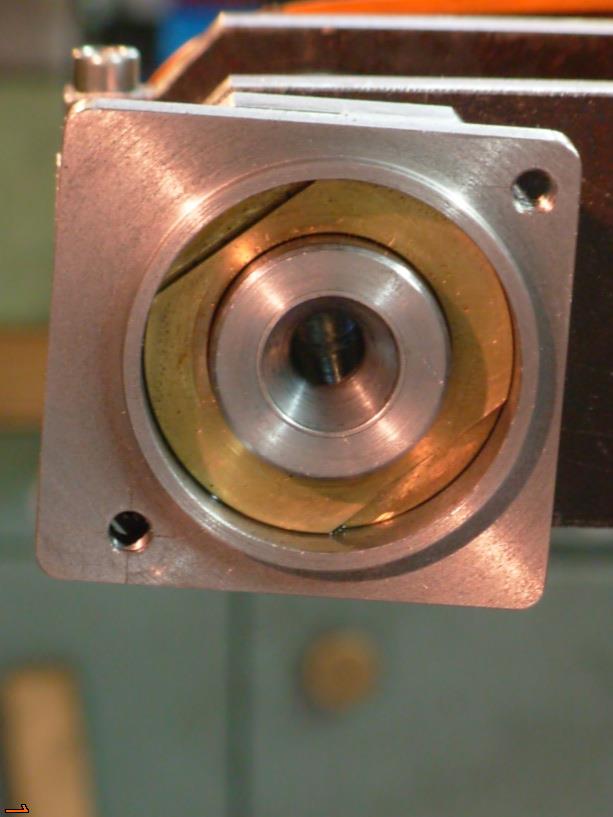 Schleifspindel und Schleifscheibenaufnahme mit Kurzkegel.
Schleifspindel und Schleifscheibenaufnahme mit Kurzkegel.Die Schleifspindel ist in Schrägkugellagern gelagert, die durch ein Federelement vorgespannt sind.
Hier ist auch der Schutzhaubenträger zu sehen.
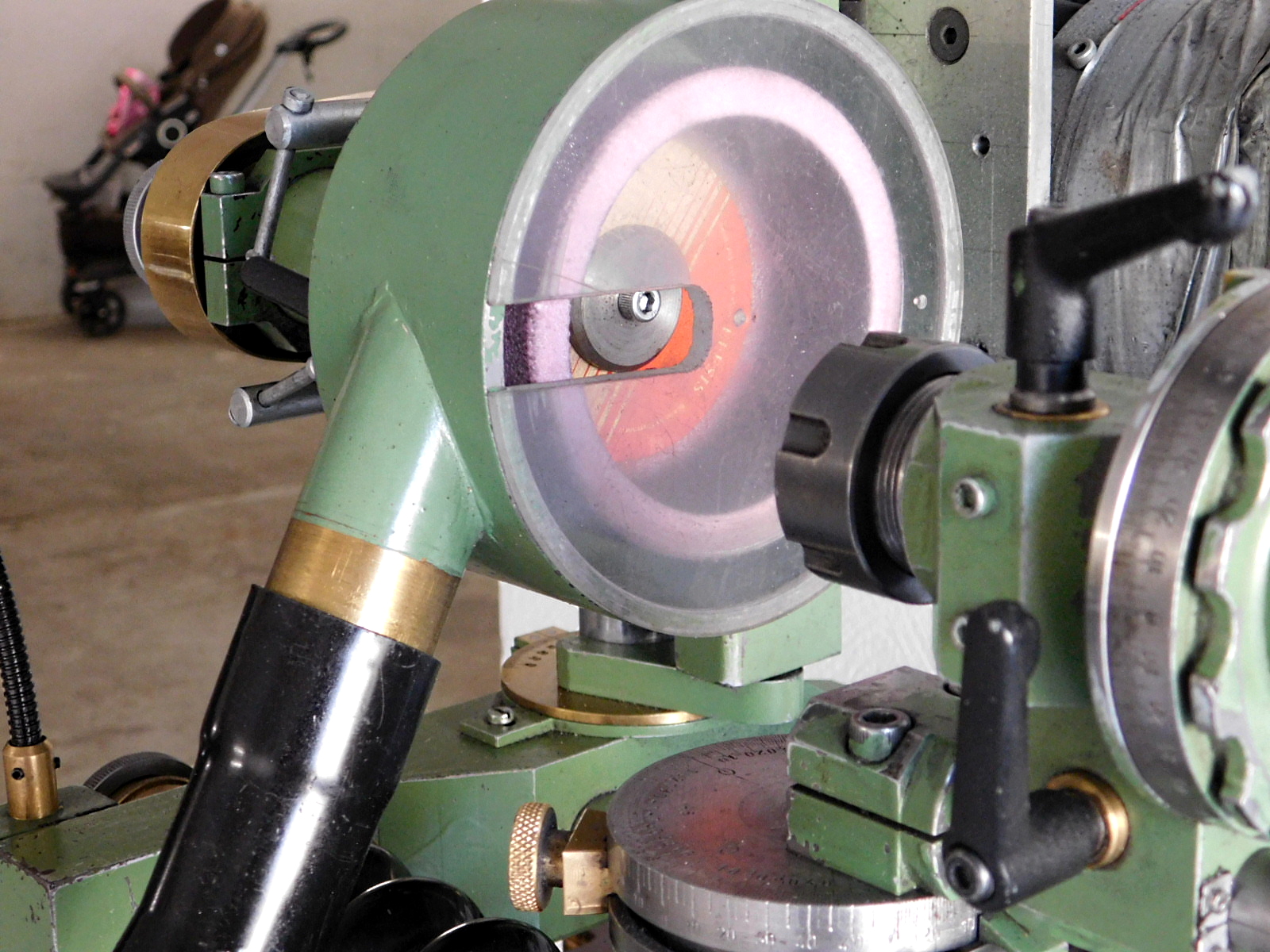
 Der Schutz der Schleifspindel gegen den Schleifstaub besteht aus einer Labyrinth-Dichtung.
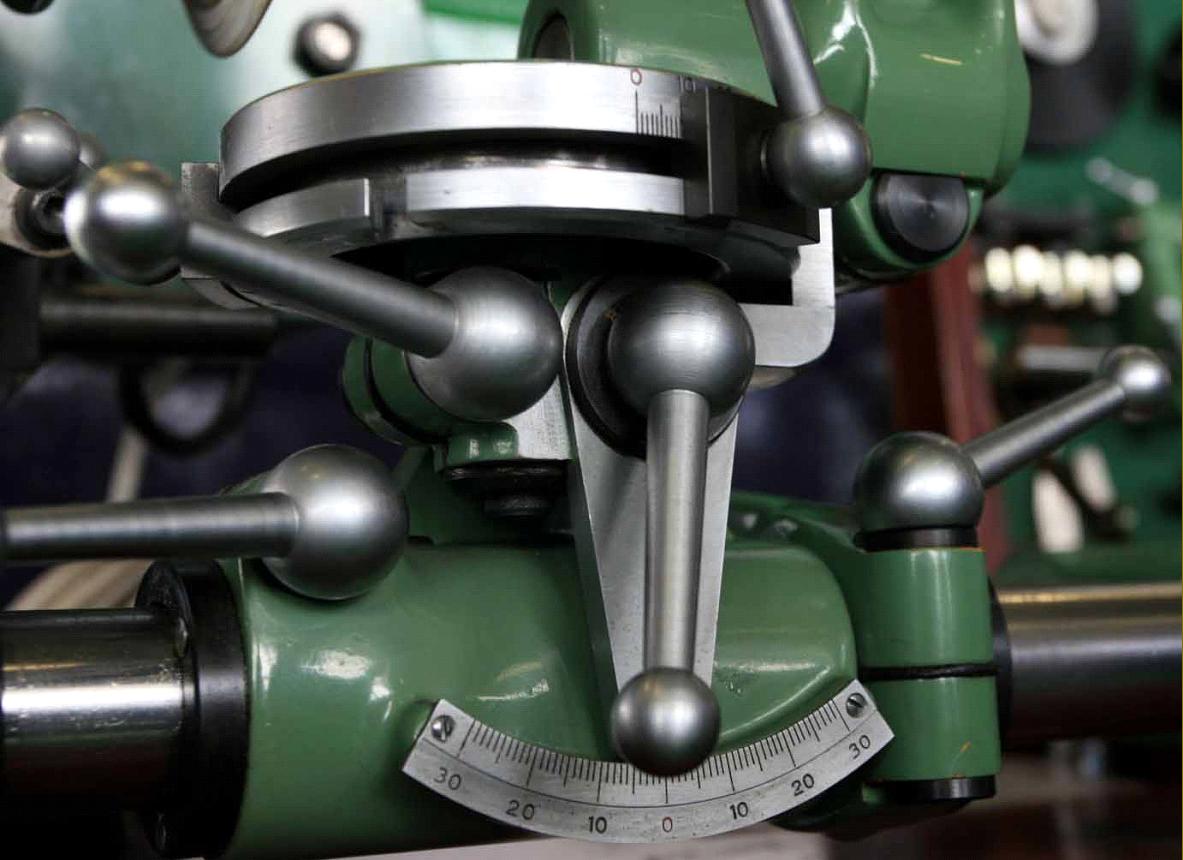
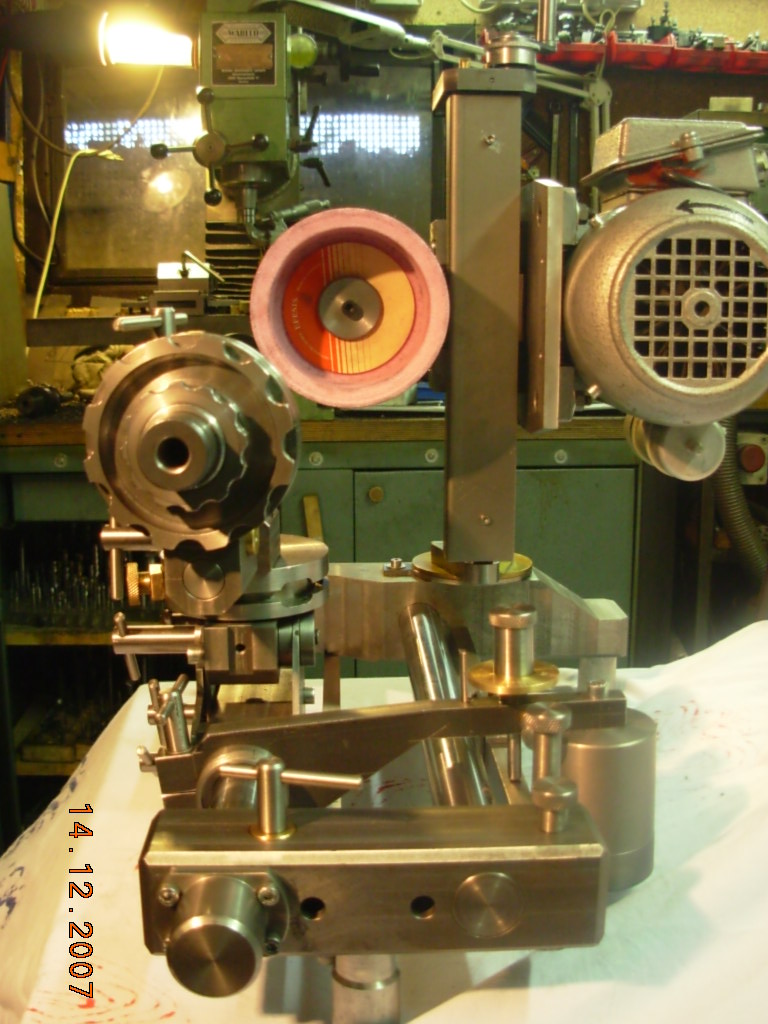
Der Schutz der Schleifspindel gegen den Schleifstaub besteht aus einer Labyrinth-Dichtung. Detail der Schwenk- und Kippeinrichtung.
Detail der Schwenk- und Kippeinrichtung.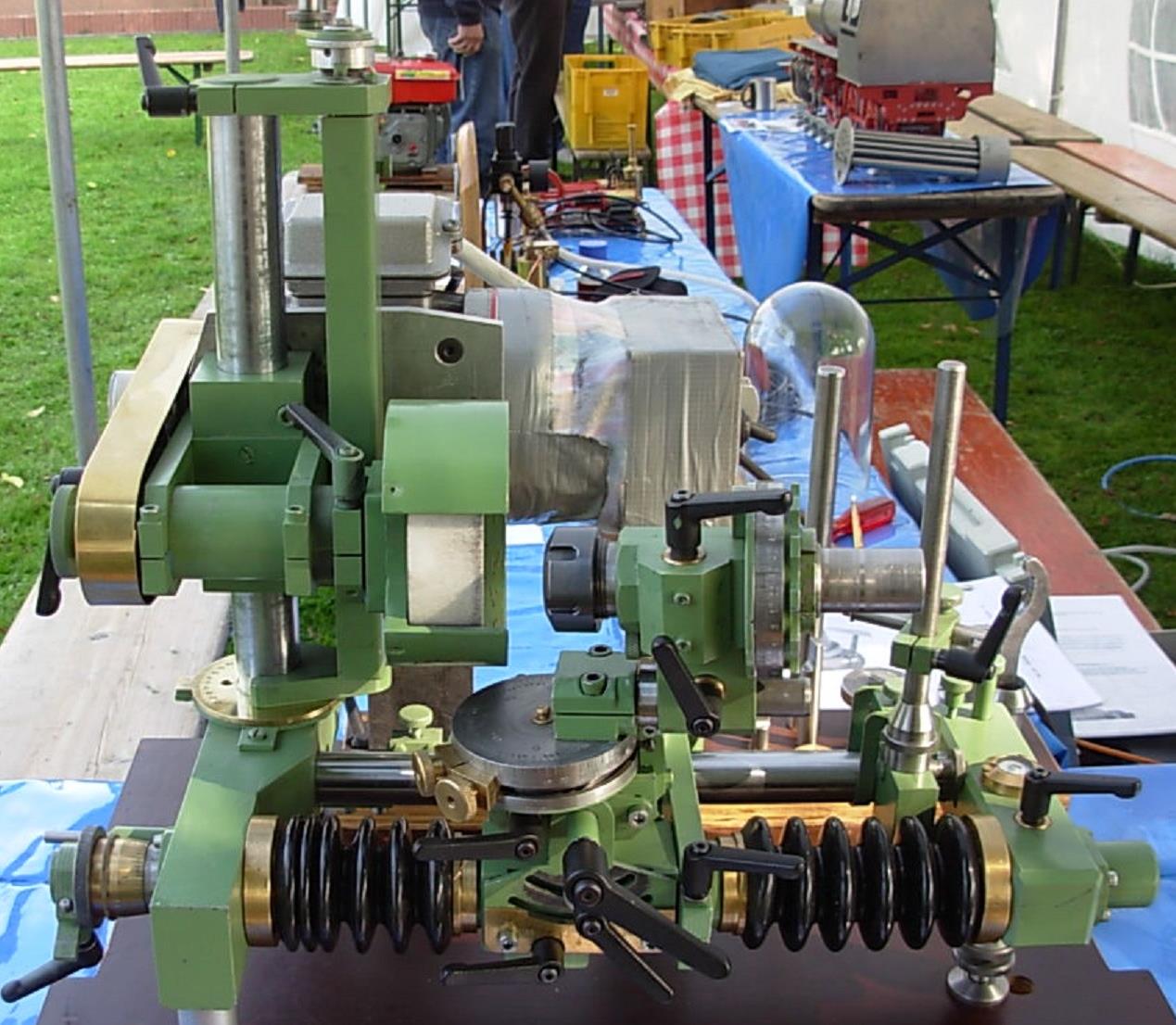 Fertig lackiert in RAL 6011. Die Klemmhebel wurden von der Fa. Ganter aus Furtwangen bezogen.
Fertig lackiert in RAL 6011. Die Klemmhebel wurden von der Fa. Ganter aus Furtwangen bezogen.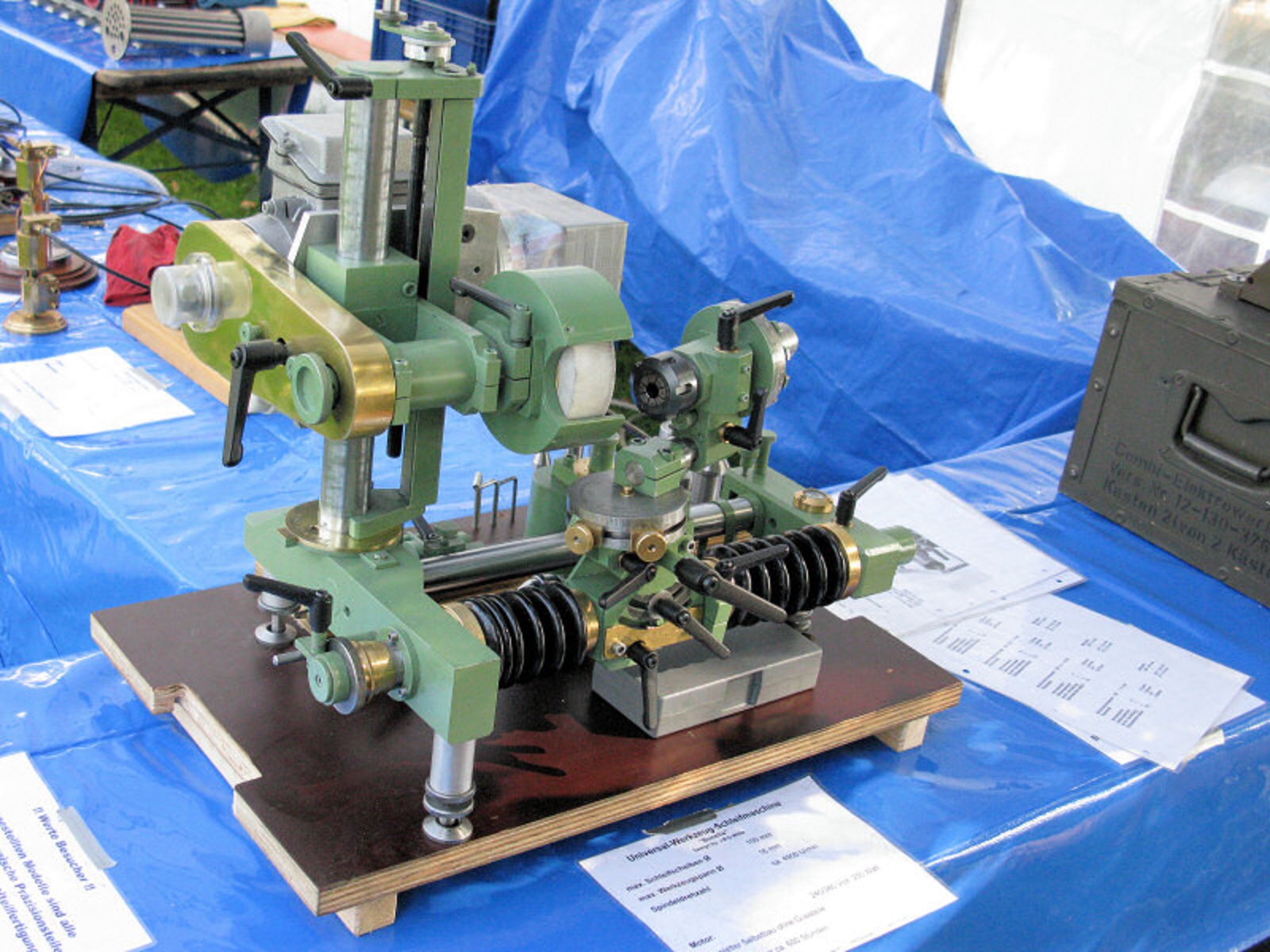 Bei einer Ausstellung in Gustavsburg.
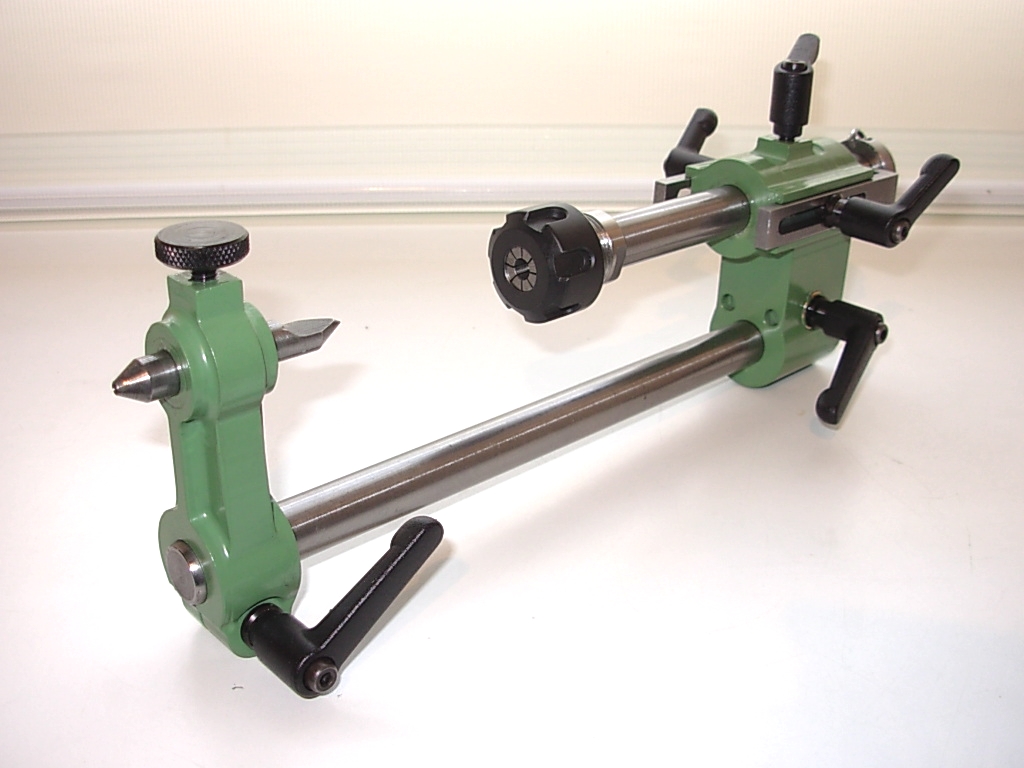
Bei einer Ausstellung in Gustavsburg.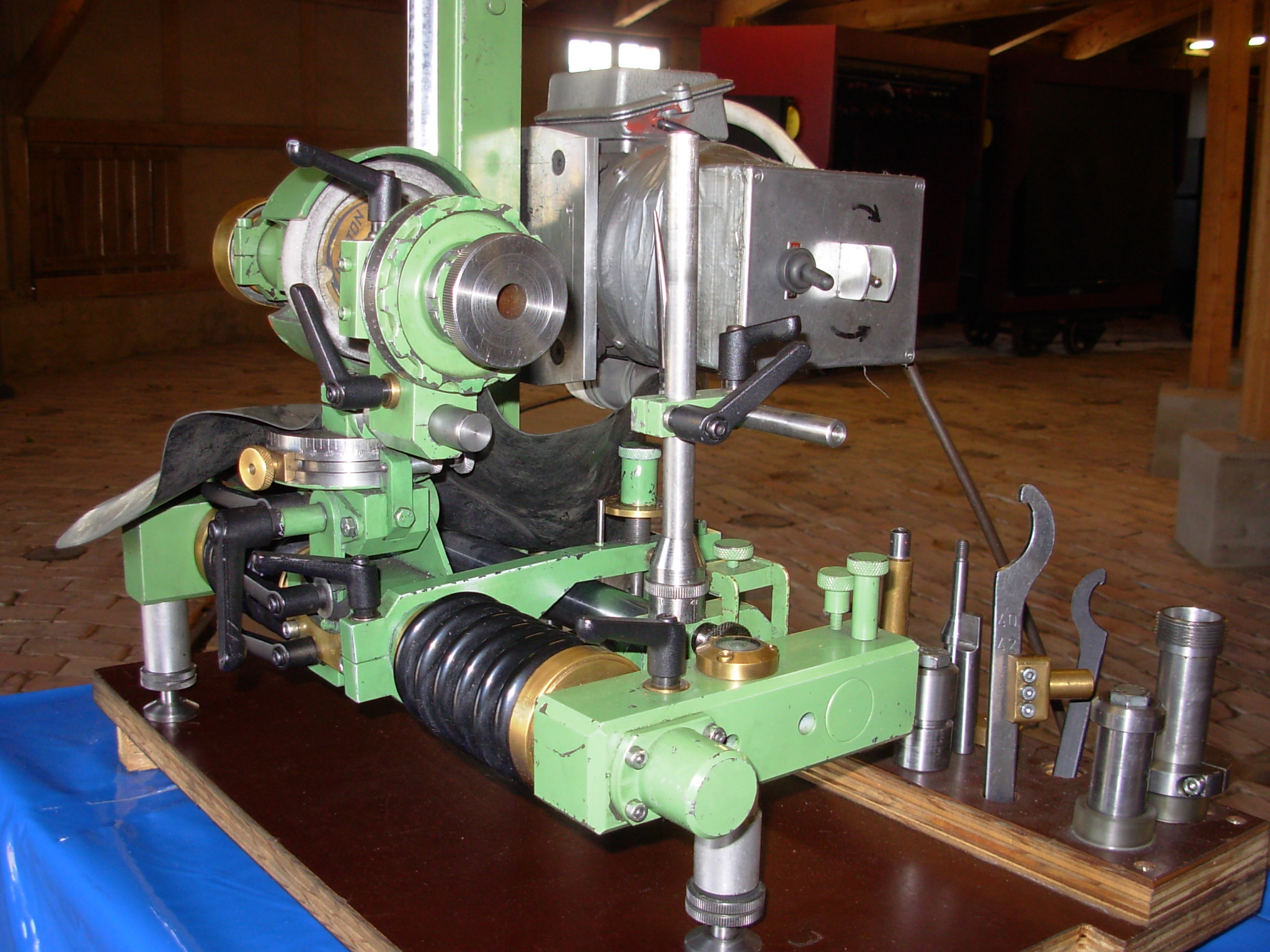 Bonelle mit einigem Zubehör.
Bonelle mit einigem Zubehör.Die Maschine steht auf drei einstellbaren Nivellierschrauben, die wiederum in Stahlpfannen ruhen, die in das Grundbrett eingelassen wurden.
 Einstellbarer Stützfinger.
Einstellbarer Stützfinger.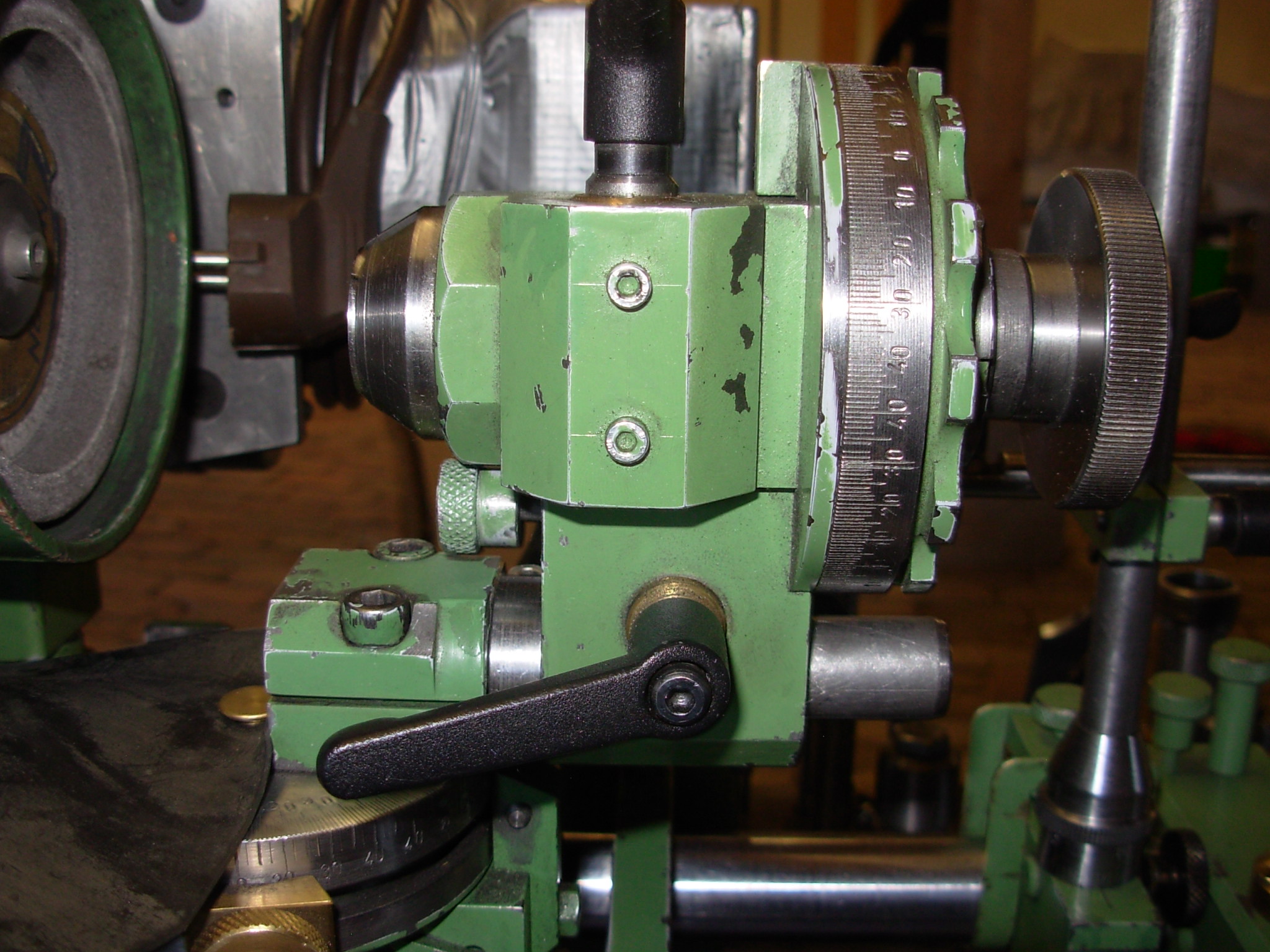 Man sieht der Maschine an, dass sie gebraucht wurde. Die Farbe ist nach mehreren Jahren schon teilweise abgegriffen und abgesplittert.
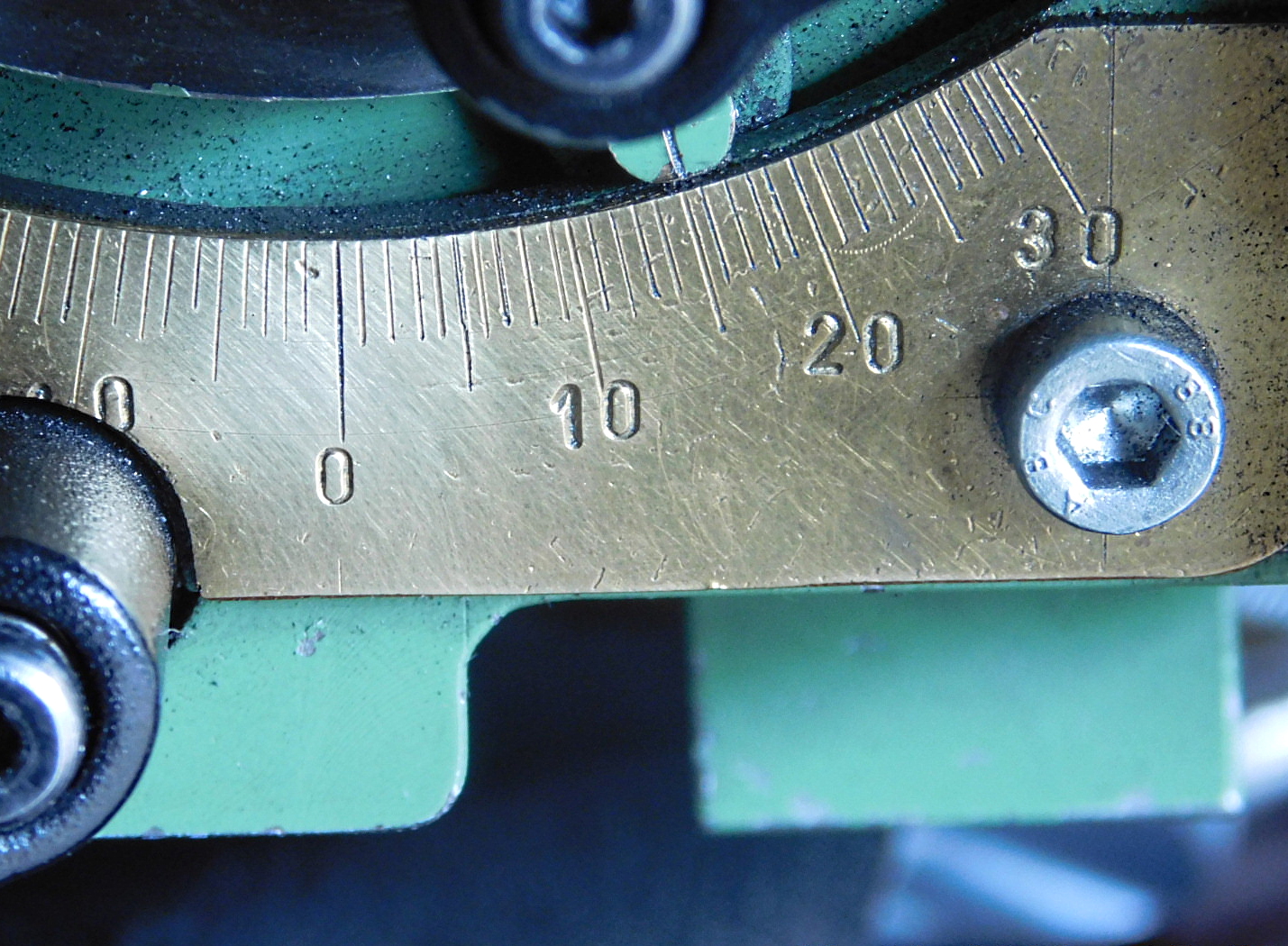
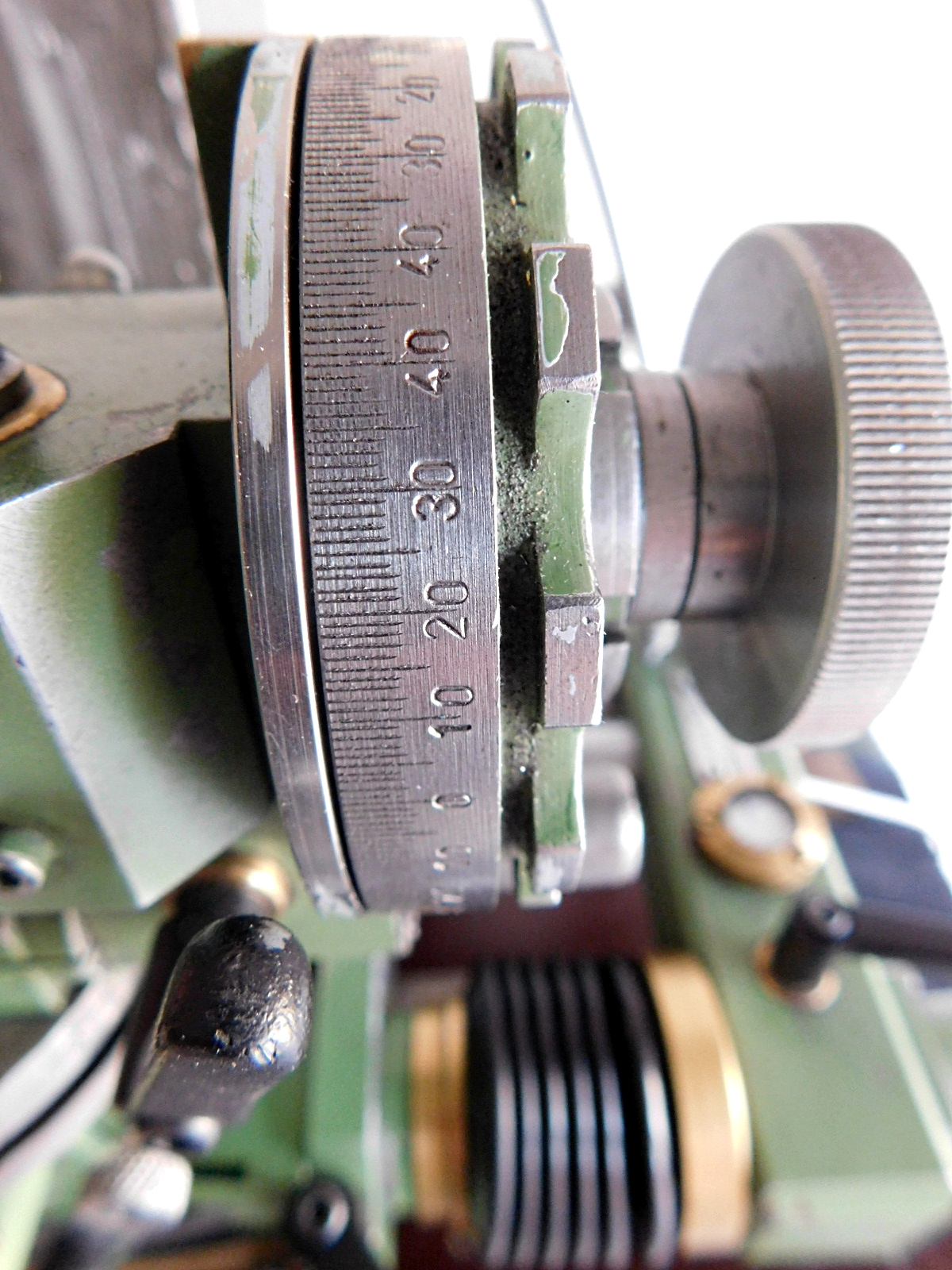
Man sieht der Maschine an, dass sie gebraucht wurde. Die Farbe ist nach mehreren Jahren schon teilweise abgegriffen und abgesplittert. Gradeinteilung der Werkzeugaufnahme.
Gradeinteilung der Werkzeugaufnahme.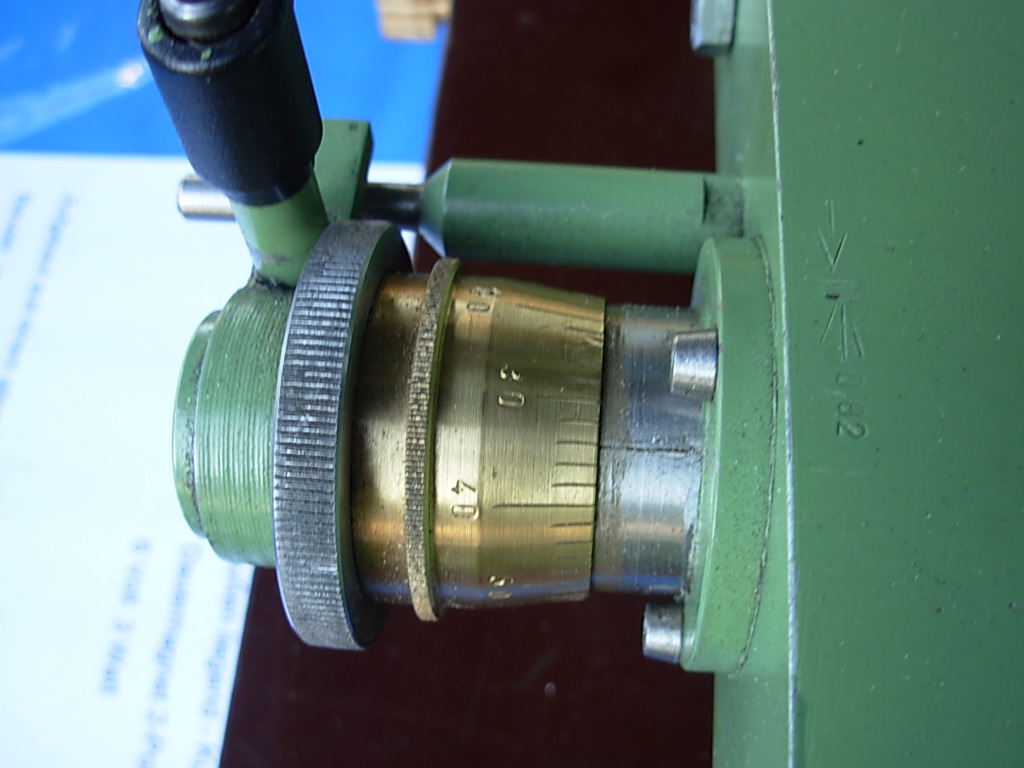 Feinzustellung axial zur Maschine.
Feinzustellung axial zur Maschine.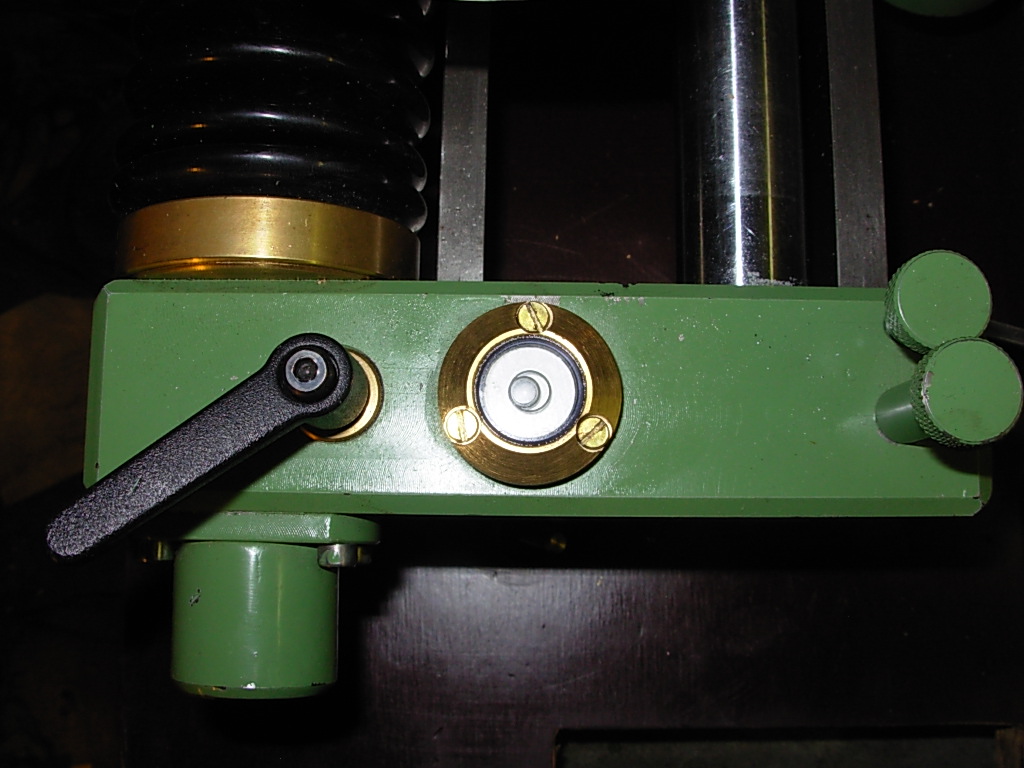 Mit der Libelle und den Nivellierschrauben kann man die Maschine ausrichten.
Mit der Libelle und den Nivellierschrauben kann man die Maschine ausrichten.Die Libelle wurde mittels Maschinen-Wasserwaage ausgerichtet.
Mit dieser C16 Spannzangenaufnahme kann man, mittels Zugspannzangen, Teile bis Ø 12 mm spannen.
This C16 collet chuck can be used to clamp parts up to Ø 12 mm using draw collets.

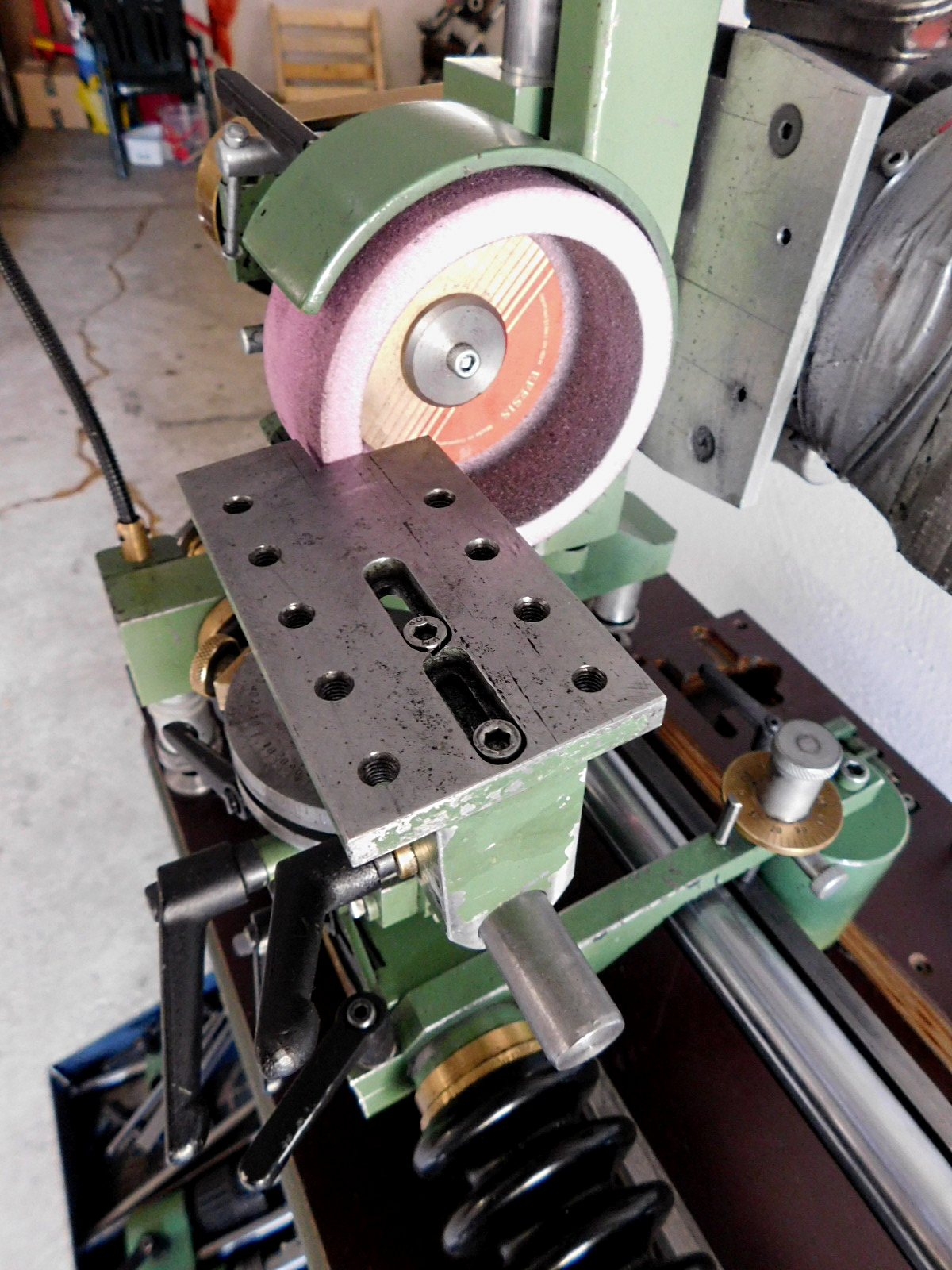
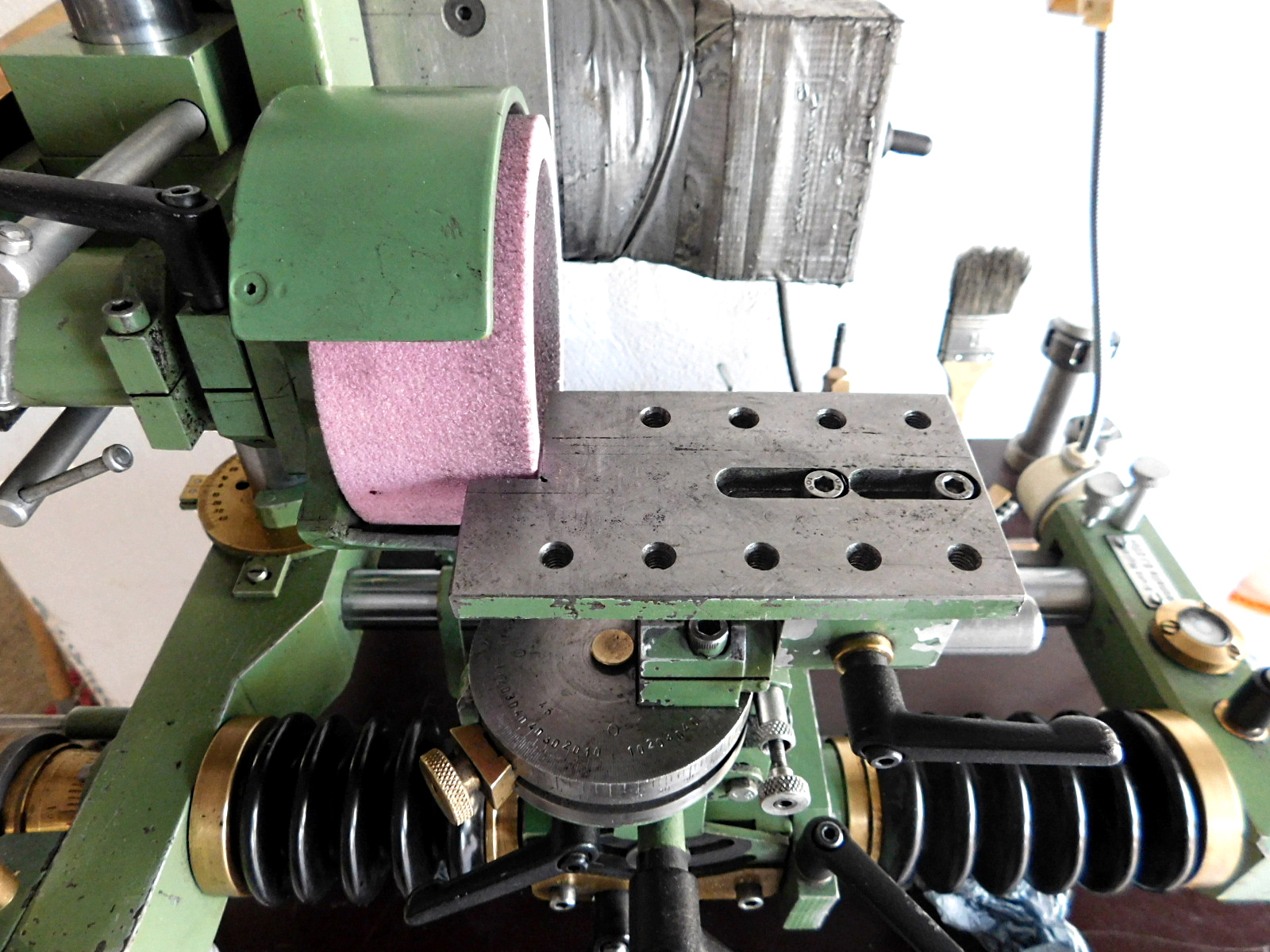
Für Drehmeißel habe ich mir einen Auflagetisch hergestellt.
I made a support table for turning tools.
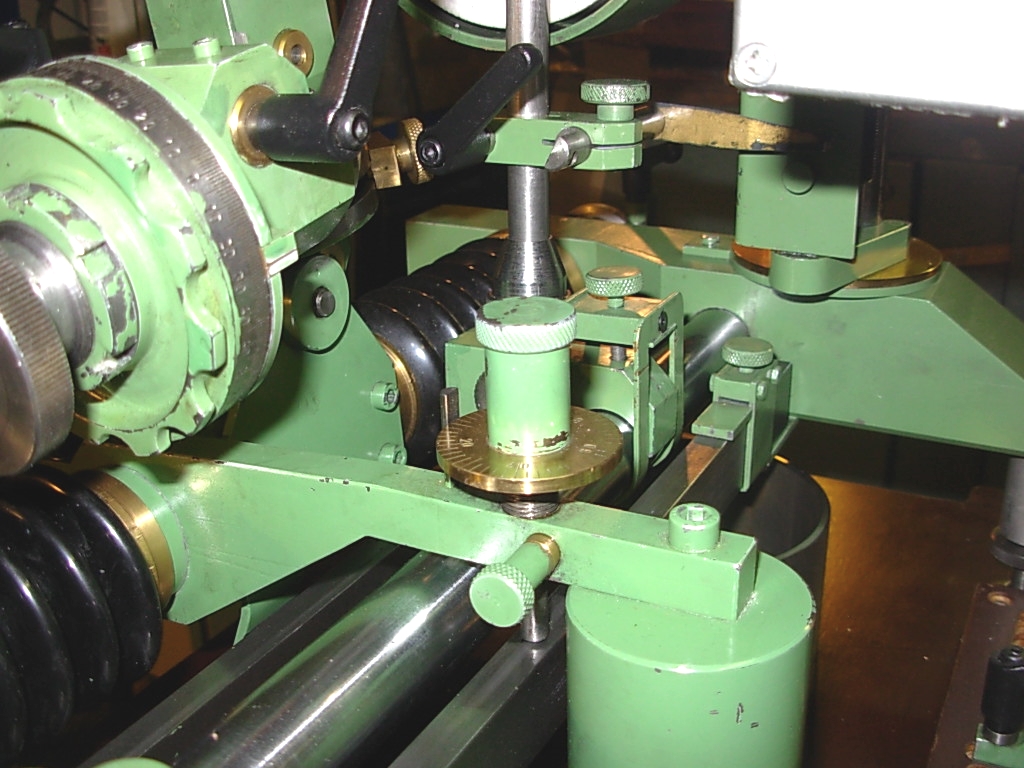
An dem Kipparm erfolgt die Feinzustellung radial zur Maschine. Der Zustellungs-Stift stütz sich auf einem einstellbaren Leitlineal ab. So können auch sehr Schlanke Kegel geschliffen werden.
Fine adjustment is performed radially to the machine on the tilting arm. The adjusting pin is supported on an adjustable guide ruler. This means that even very slim tapers can be sharpened.
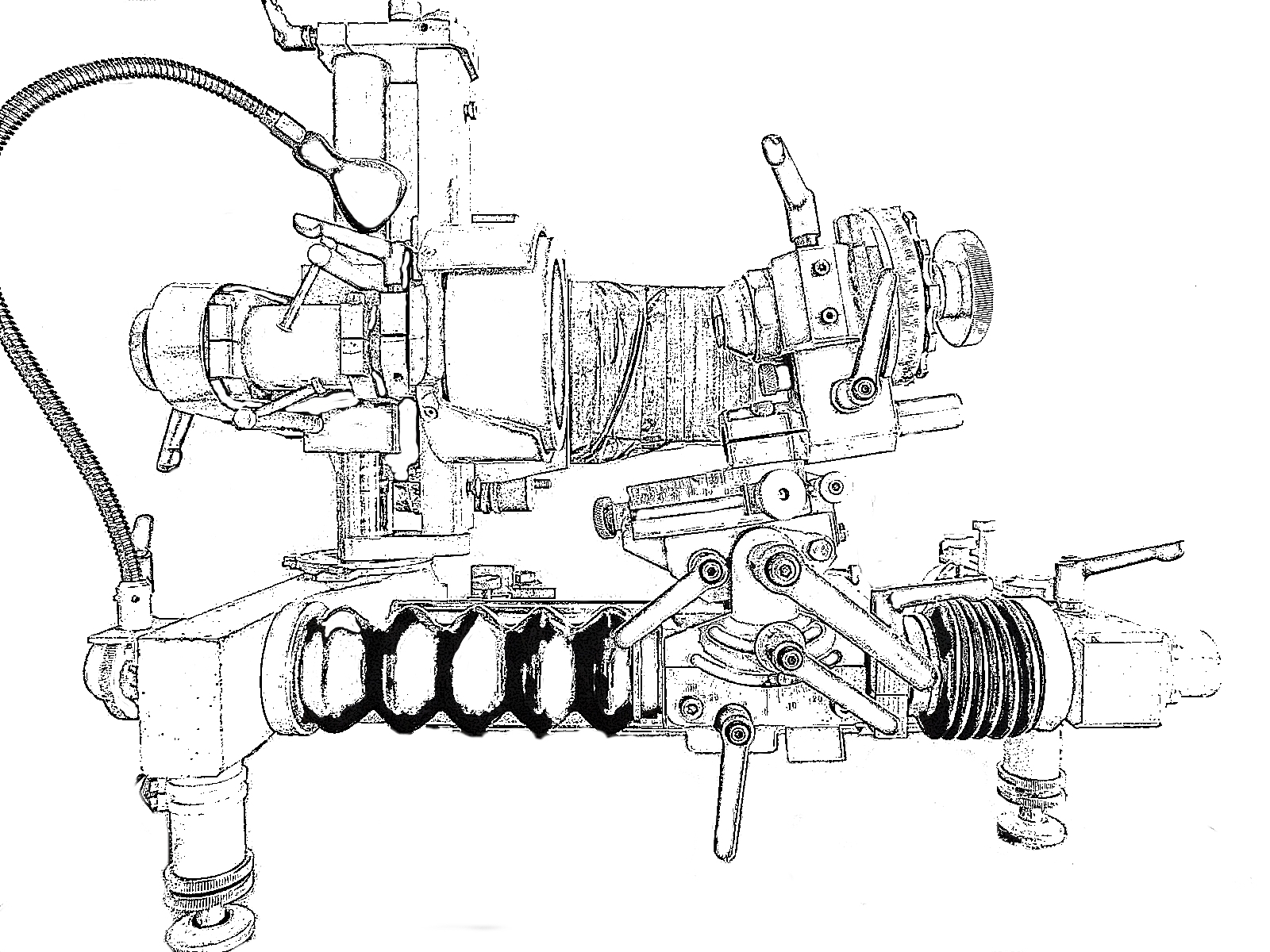
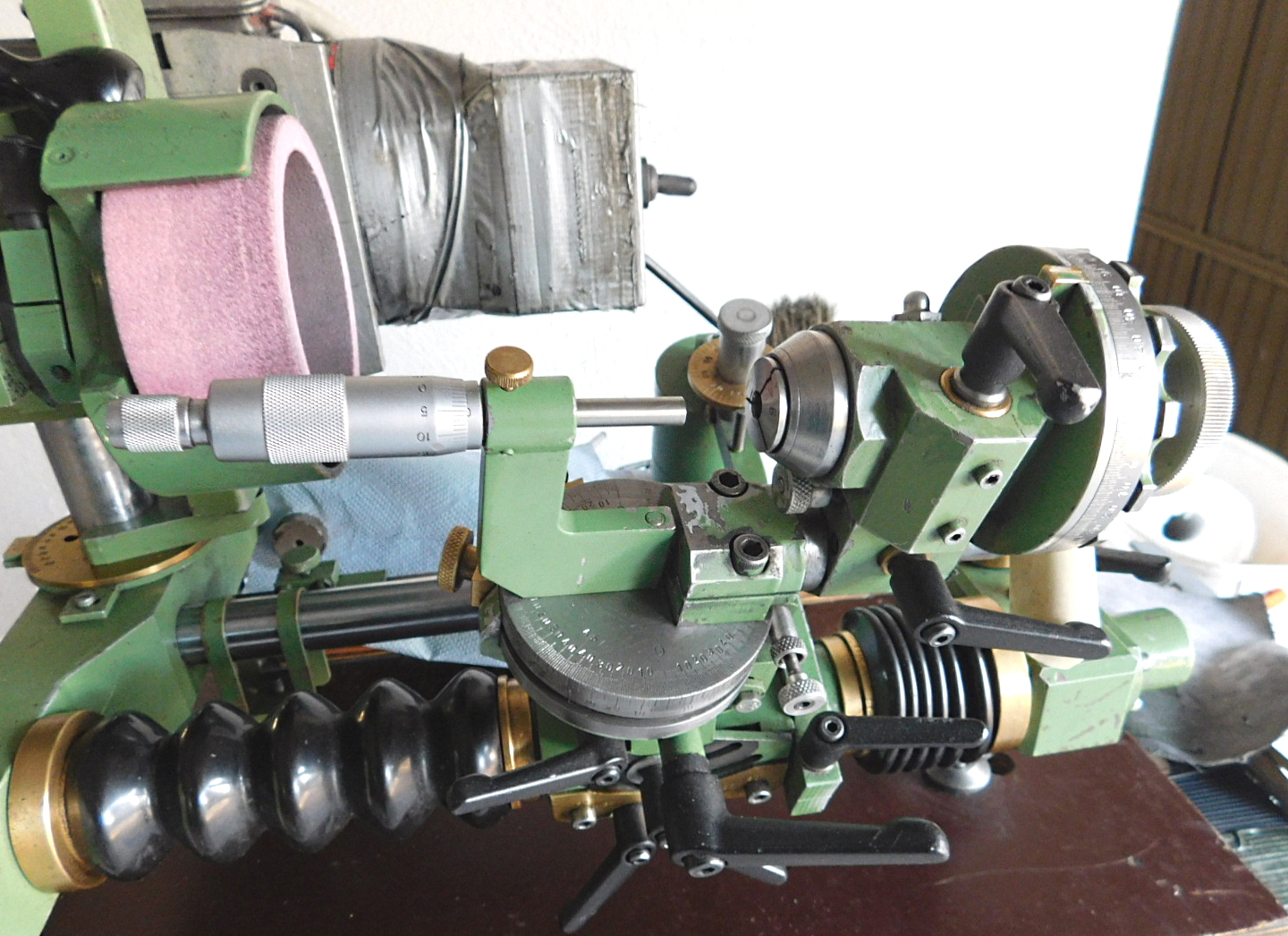
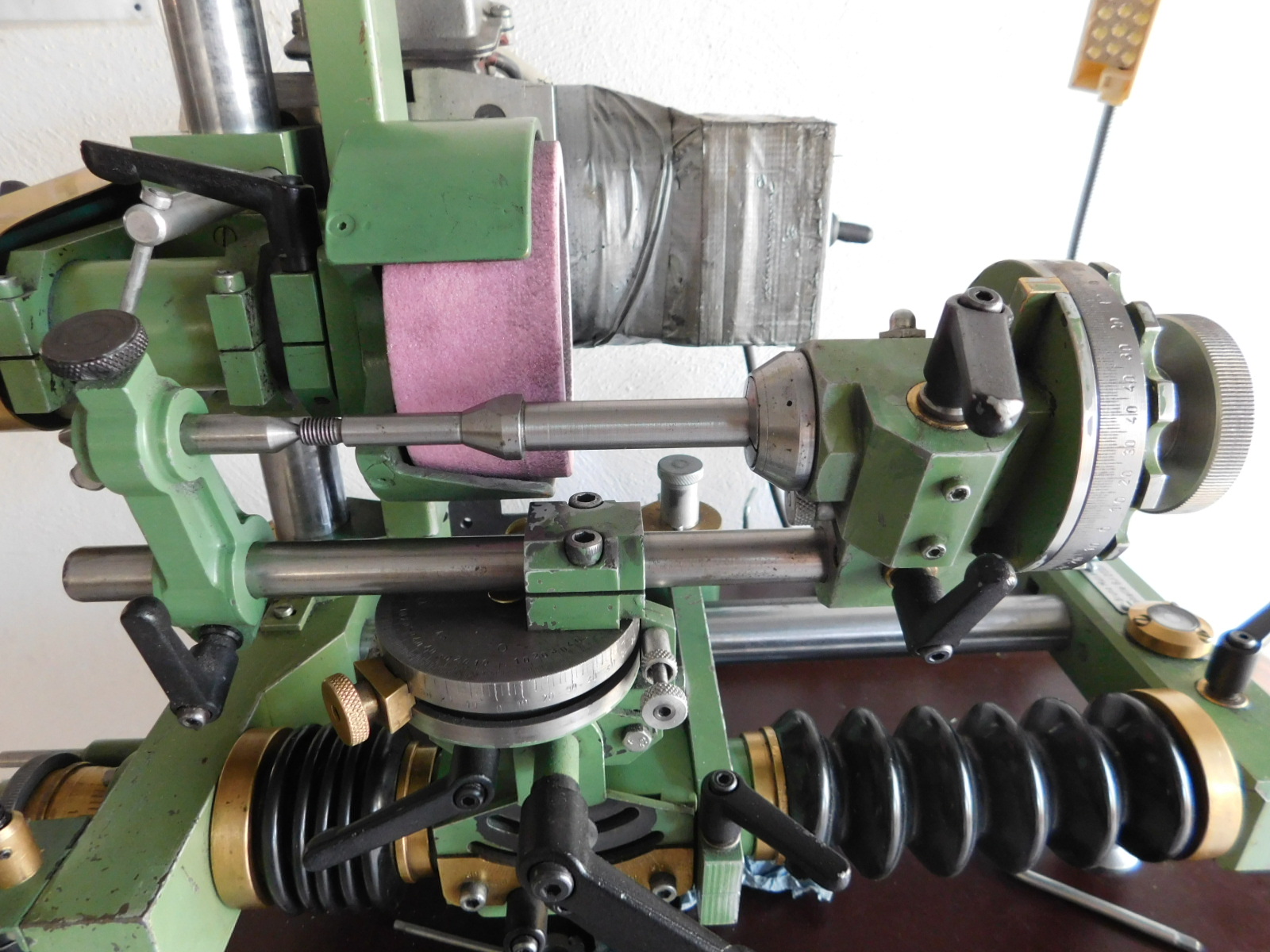
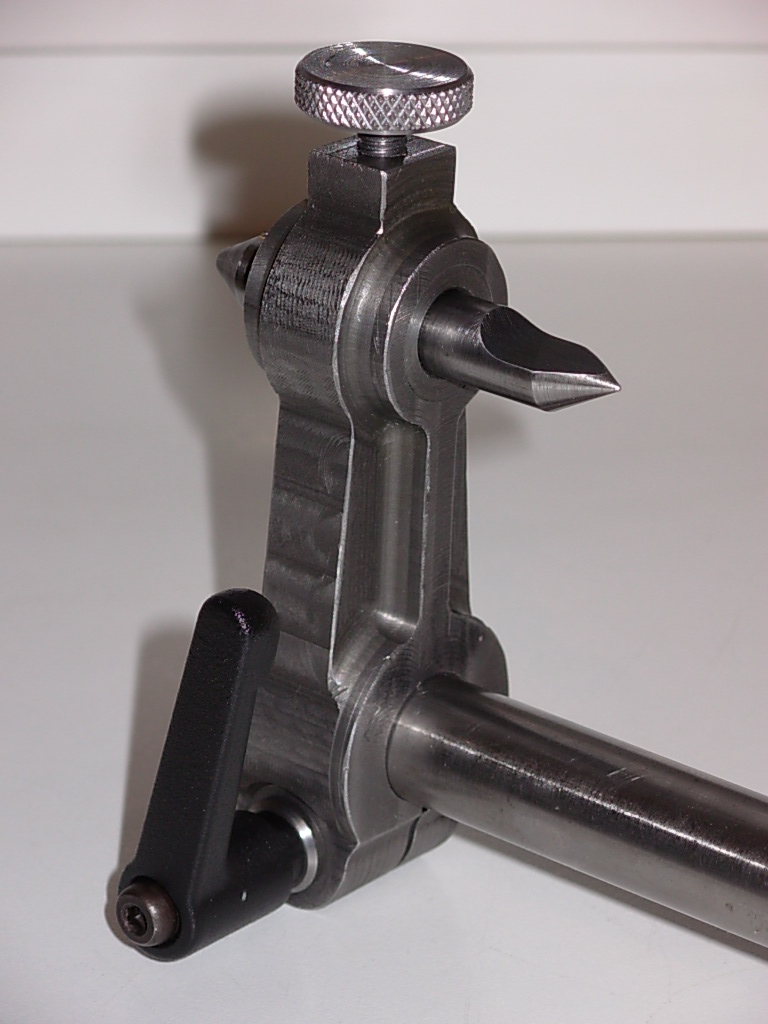
 Spiralschleifeinrichtung nach Plänen von Prof. D.H. Chaddock.
Spiralschleifeinrichtung nach Plänen von Prof. D.H. Chaddock.Angepasst an die Maße der "Bonelle"
 Musterspirale.
Musterspirale.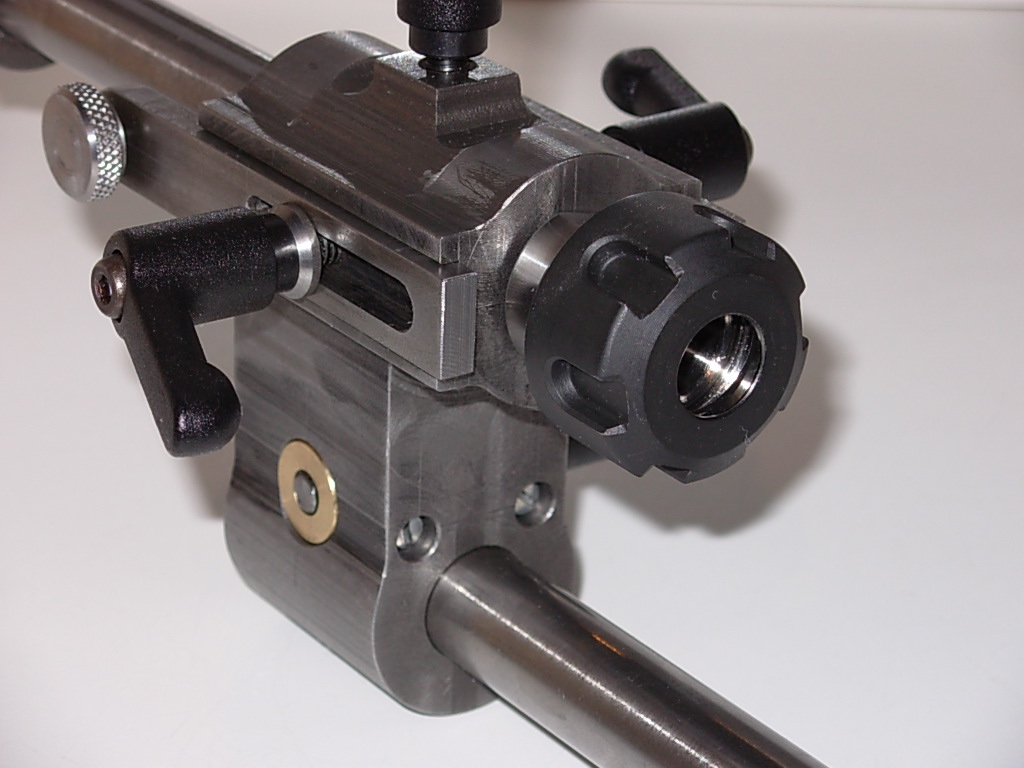 Das Teil wurde wiederum ohne vorgefertigte Gussteile angefertigt.
Das Teil wurde wiederum ohne vorgefertigte Gussteile angefertigt. Material ist Strangguss GG 25 aus dem Stahlhandel.
Der ER 16 Spannzangenhalter ist ein Zubehörteil aus dem Werkzeughandel.
Werkzeuge mit max. Ø 10 mm Schaftdurchmesser lassen sich spannen.
Mit einer Spezialspannzange sogar bis Ø 12 mm.
 Abstützung:
Abstützung: Der Einsatz besteht aus Werkzeugstahl 115CrV3, der nach der Formgebung gehärtet und angelassen wurde.
Anschließend wurden die Kegel überschliffen.
 Verschiedene Anschläge.
Verschiedene Anschläge.
 Beim Fräser schleifen.
Beim Fräser schleifen.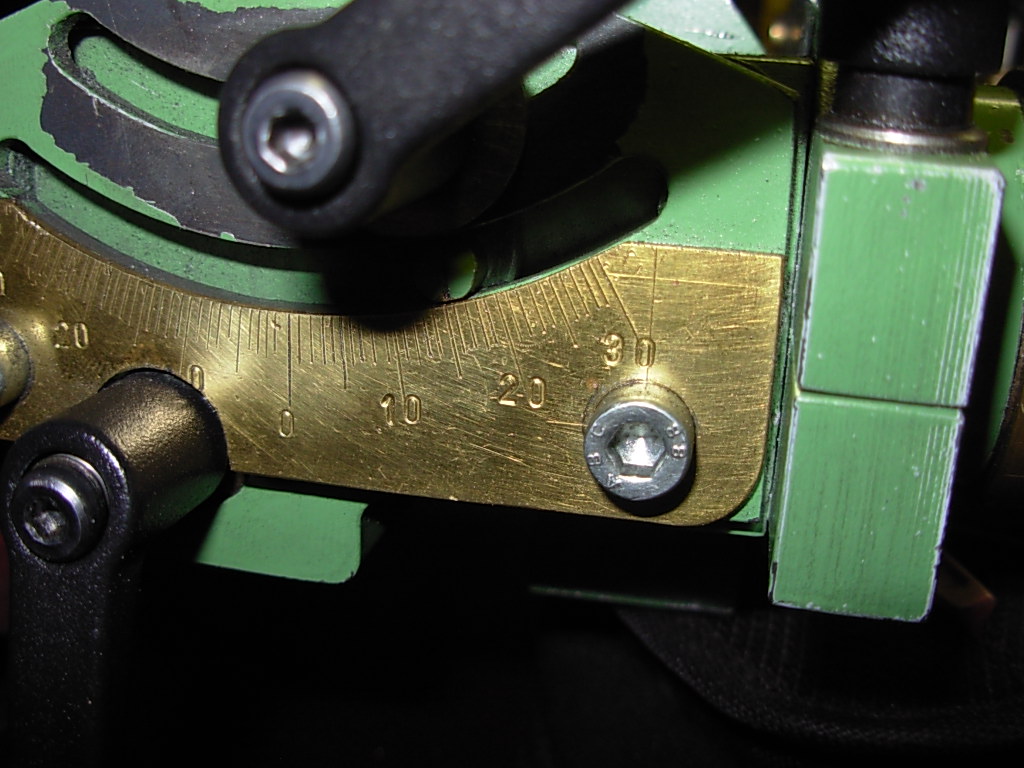 Winkeleinstellung für den 2. Hinterschliff.
Winkeleinstellung für den 2. Hinterschliff.
 Fertig geschliffener Fräser.
Fertig geschliffener Fräser.