



VDH = Versatile Dividing Head (vielseitiger Teilkopf)
Die Zeichnungen und den Materialsatz habe ich aus England von Hemingway Kits bezogen.
I got the drawings and the material kit from England from Hemingway Kits.
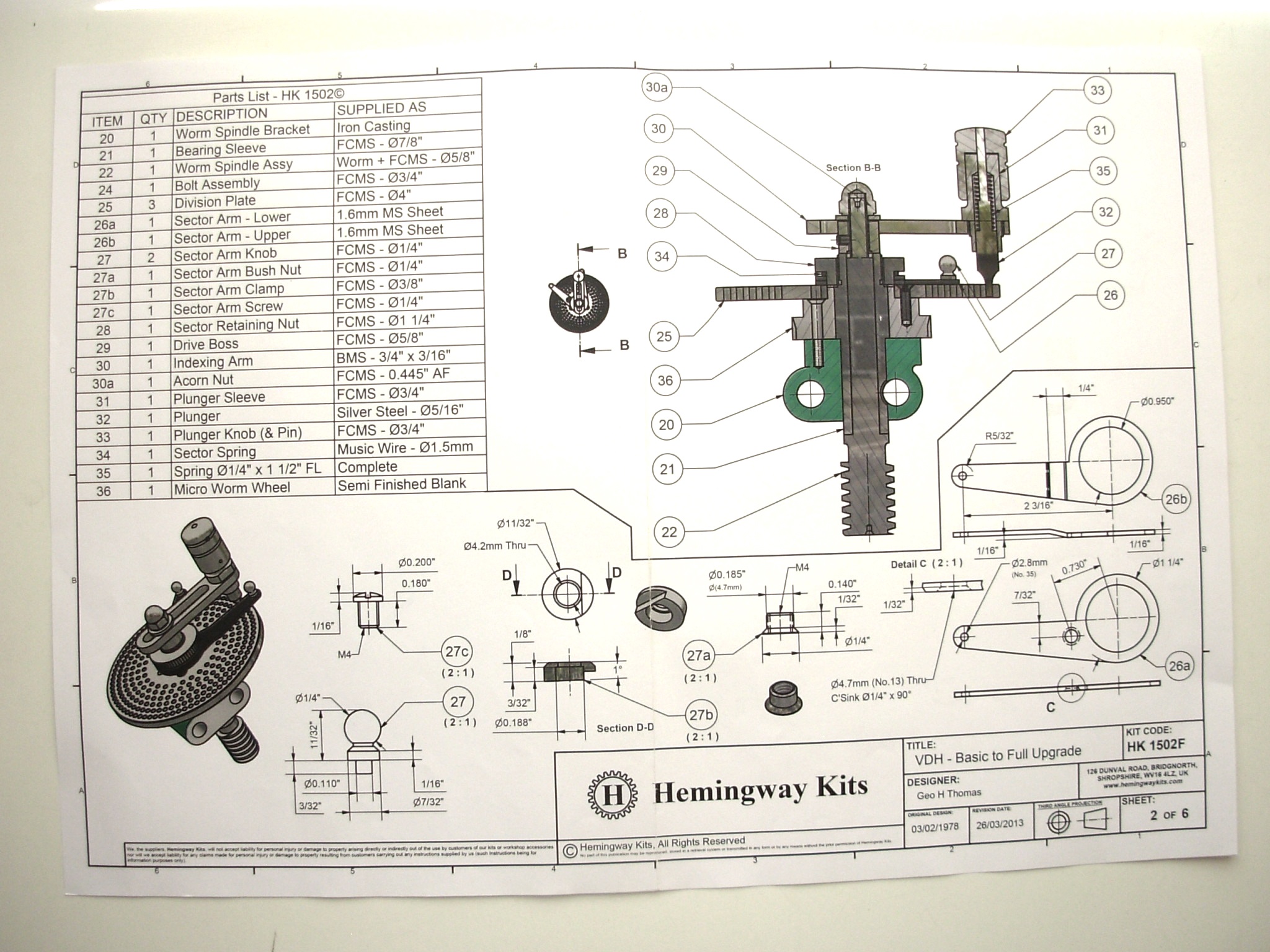
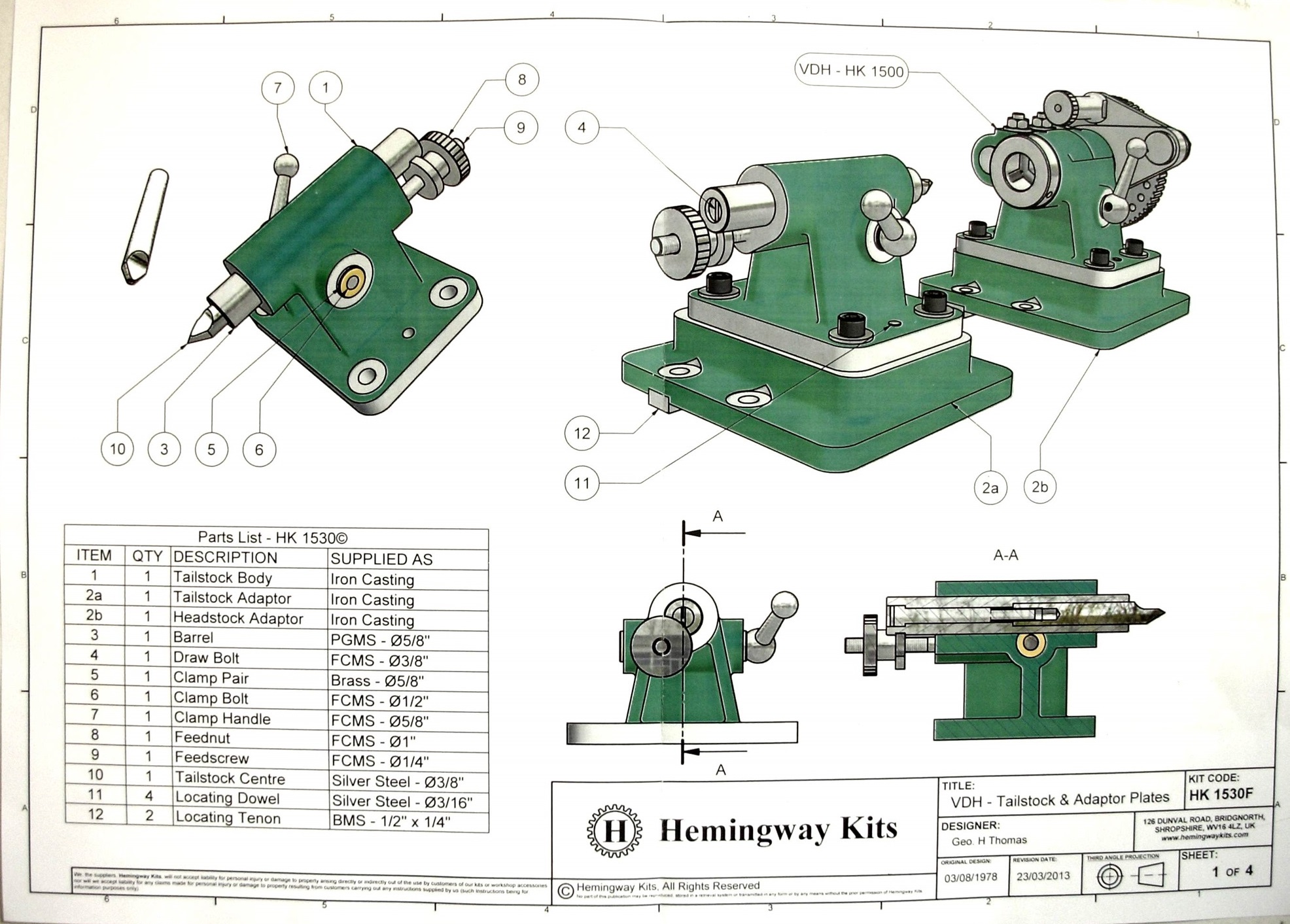 Die Übersichtszeichnung VDH und Reitstock von Hemingway Kits.
Die Übersichtszeichnung VDH und Reitstock von Hemingway Kits.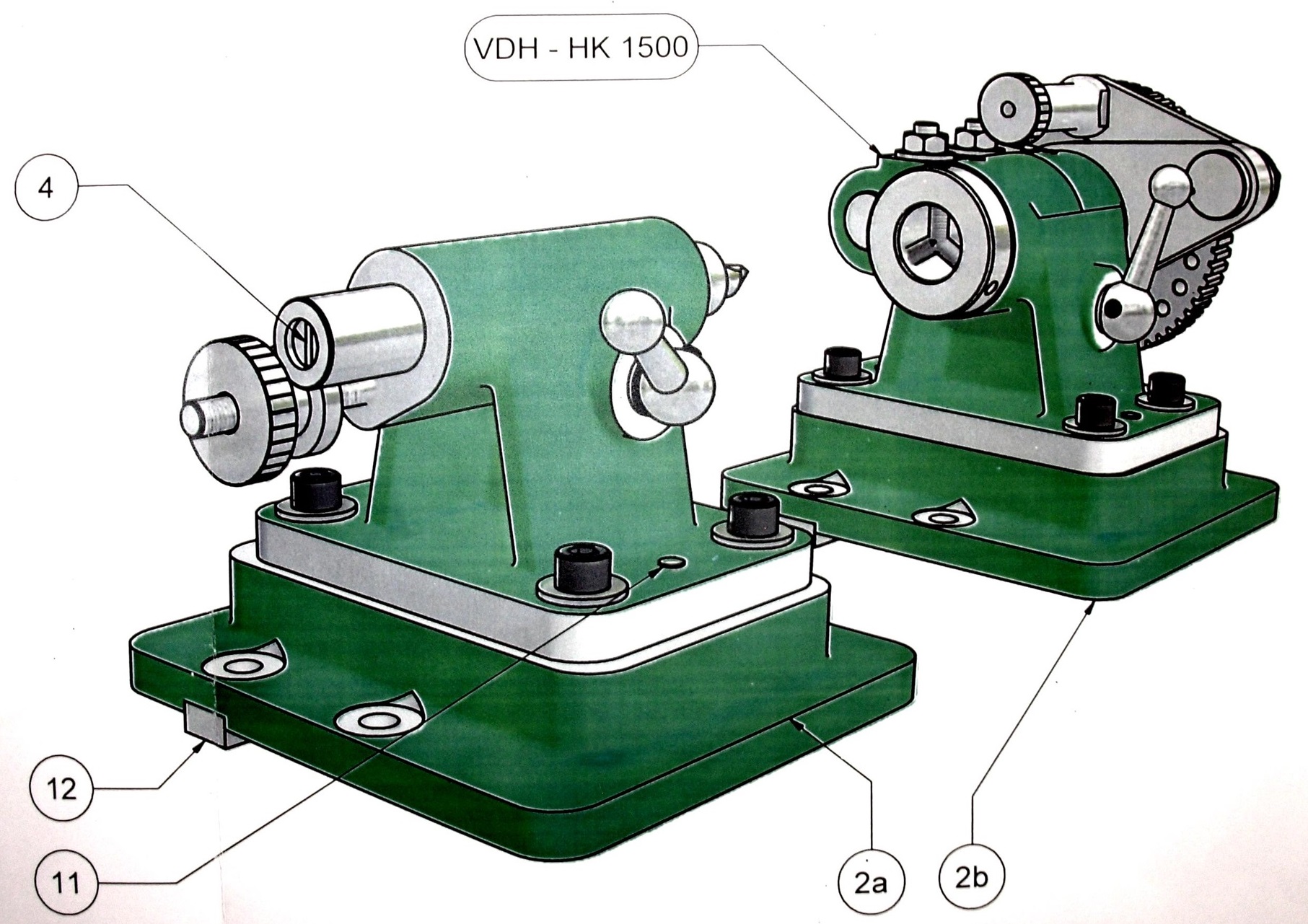 Einzelheit - Zusammenstellung.
Einzelheit - Zusammenstellung.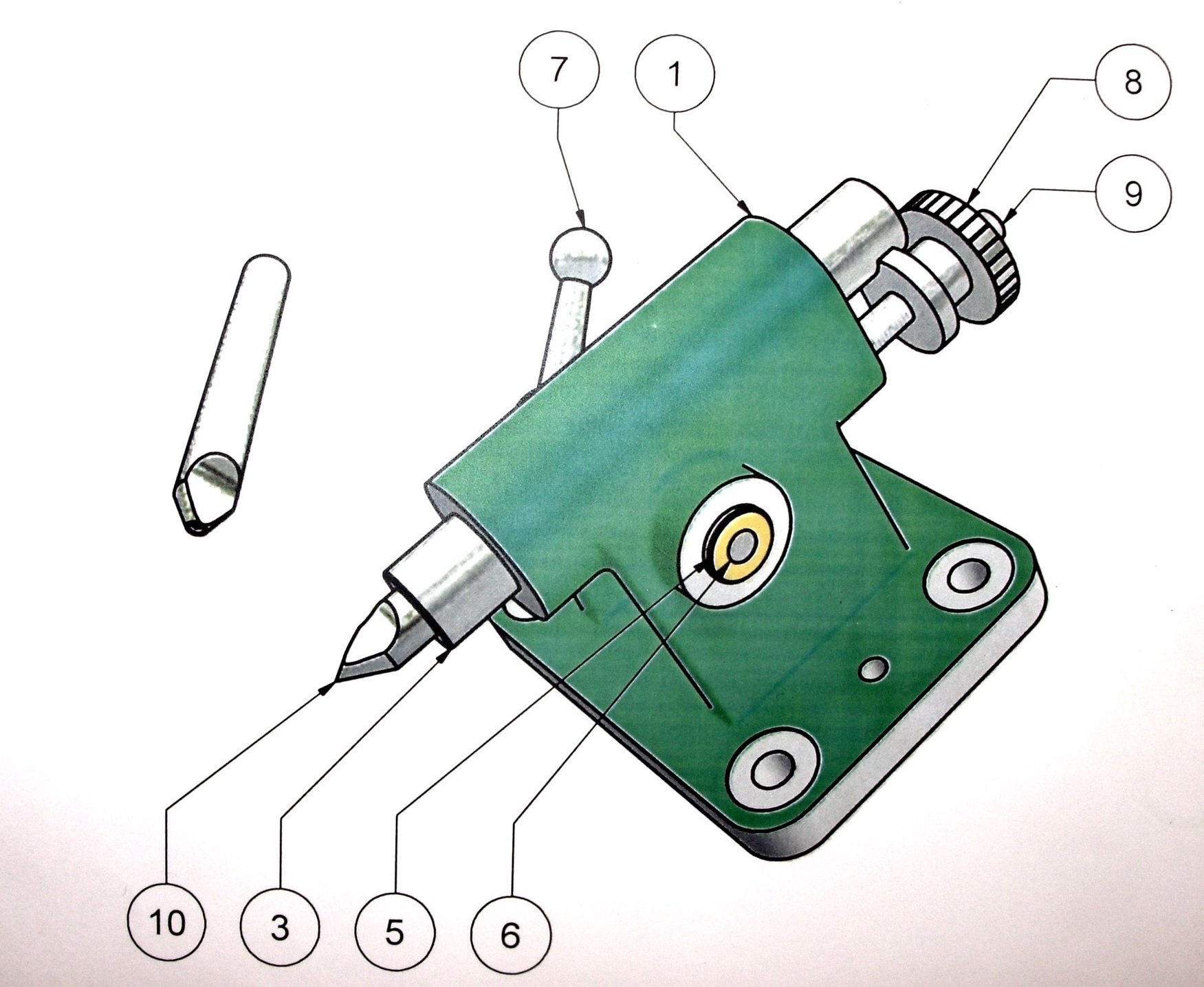 Übersicht - Reitstock.
Übersicht - Reitstock.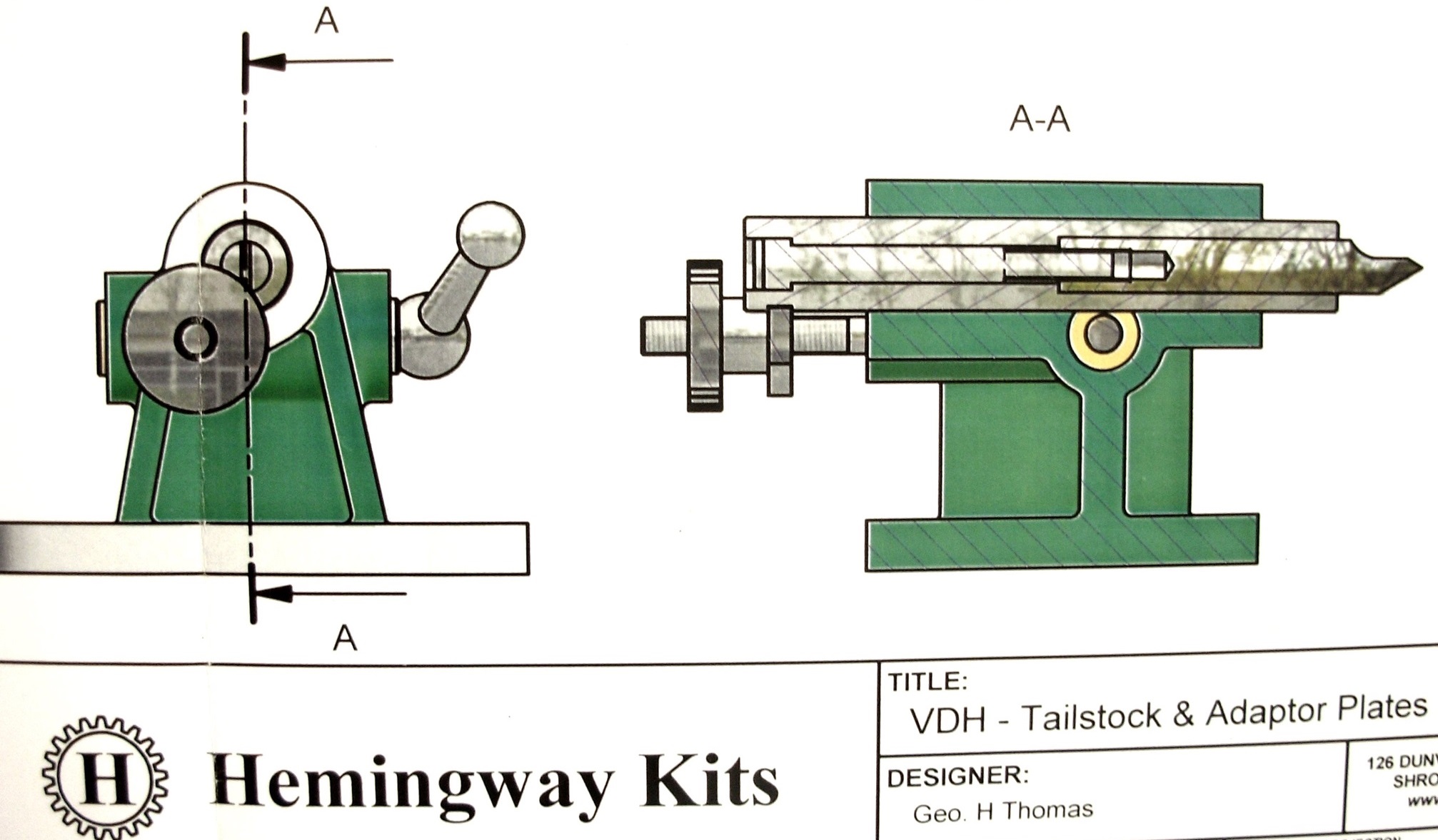 Einzelheit - Reitstock.
Einzelheit - Reitstock.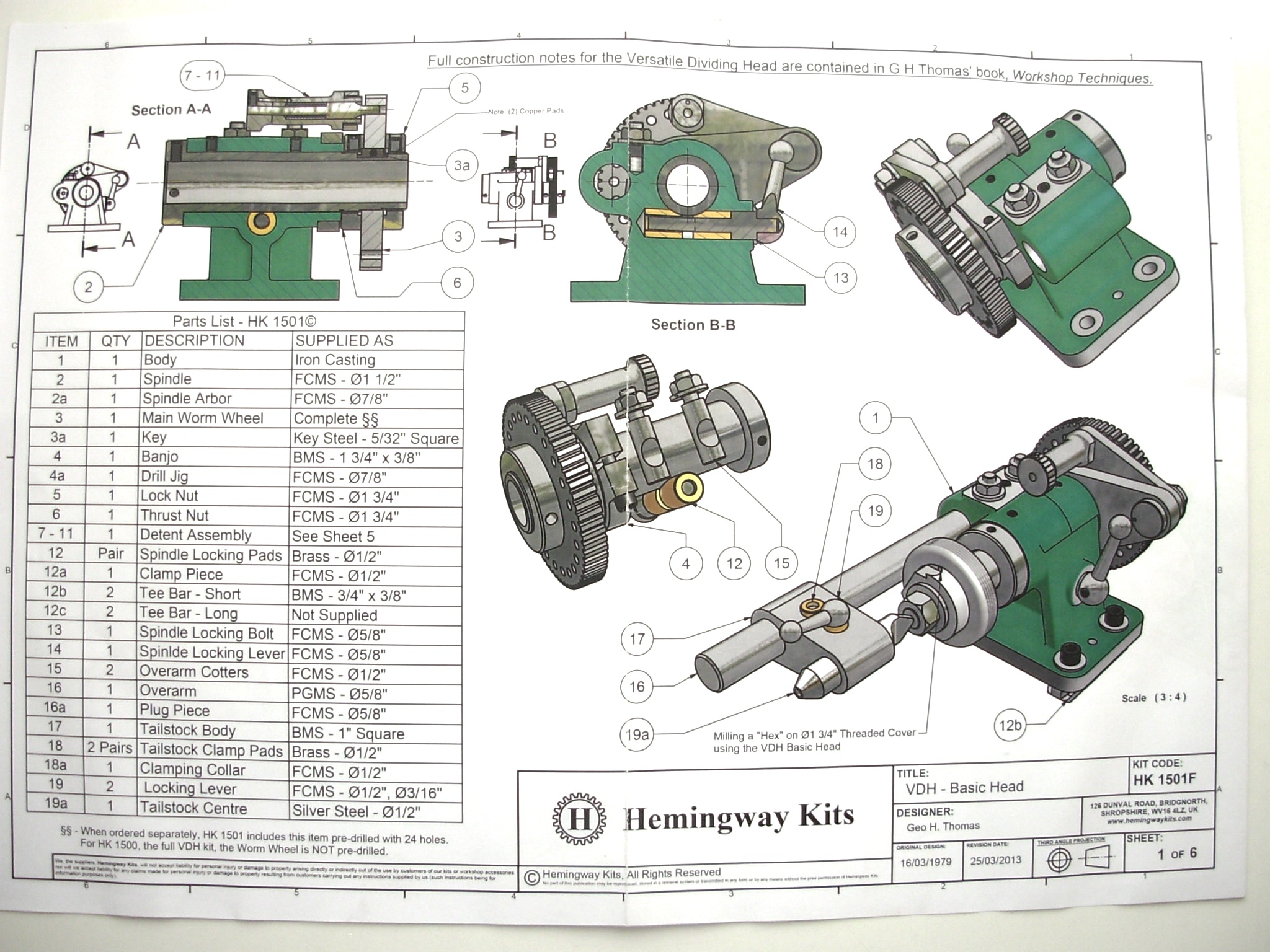 So sehen die Übersicht-Zeichnungen von Hemingway Kits aus.
So sehen die Übersicht-Zeichnungen von Hemingway Kits aus.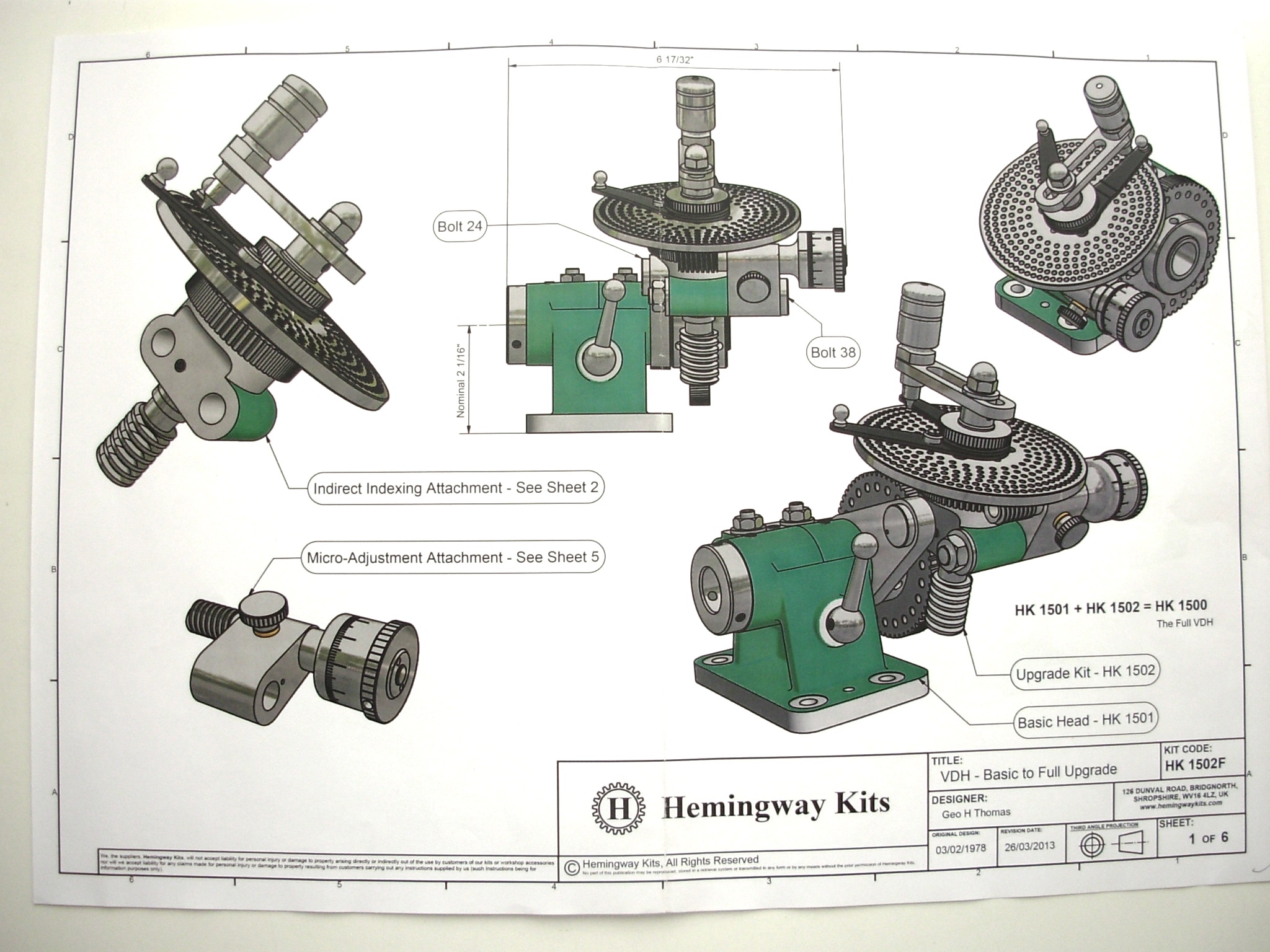
This is what the Hemingway Kits overview drawings look like.
Technische Daten:
Spitzenhöhe ohne Sockelplatte : 54mm .
Spitzenhöhe mit Sockelplatte : 80mm .
Index-Teilungsmöglichkeit : 24 Teilungen.
Untersetzungsverhältnis der Hauptspindel: 60 : 1
Untersetzungsverhältnis der Teilscheiben- Microverstellung: 60 : 1
Gesamtübersetzungsverhältnis: 3600 : 1
Microverstell-Trommel: 100 Teilstriche.
Es besteht eine Einstellmöglichkeit von 1/1000 Winkelgrad.
Ausstattung:
- Hauptspindelträger mit 3 unterschiedlichen Aufnahmespindeln.
- Aufspannscheibe 80 mm Durchmesser.
- Dreibackenfutter 74 mm Durchmesser (von Bosch/Röhm).
- Spannzangenaufnahme ER 25.
- Universal-Aufnahmewelle für unterschiedliche Aufspannungen.
- Index Teileinrichtung.
- Auslegerarm mit Gegenspitze.
- 3 Teilscheiben mit insgesamt 18 unterschiedlichen Teilkreisen.
- Reitstock mit wechselbaren Spitzen.
- Das Teilgerät ist auch auf dem Drehteller von meinem Eigenbau-Schraubstock montierbar.
Technical data:
Center height without base plate : 54mm .
Center height with base plate : 80mm .
Index division possibility : 24 divisions.
Reduction ratio of the main spindle: 60 : 1
Reduction ratio of the indexing micro-adjustment : 60 : 1
Total reduction ratio : 3600 : 1
Micro-adjustment drum : 100 graduations.
There is an adjustment possibility of 1/1000 angular degree.
Equipment:
- Main spindle carrier with 3 different take-up spindles.
- Clamping disk 80 mm diameter.
- Three-jaw chuck 74 mm diameter (from Bosch/Röhm).
- Collet chuck ER 25.
- Universal mounting shaft for different setups.
- Index dividing device.
- Cantilever arm with counter tip.
- 3 dividing wheels with a total of 18 different pitch circles.
- Tailstock with exchangeable tips.
- The dividing head can also be mounted on the turntable of my self-made vice.
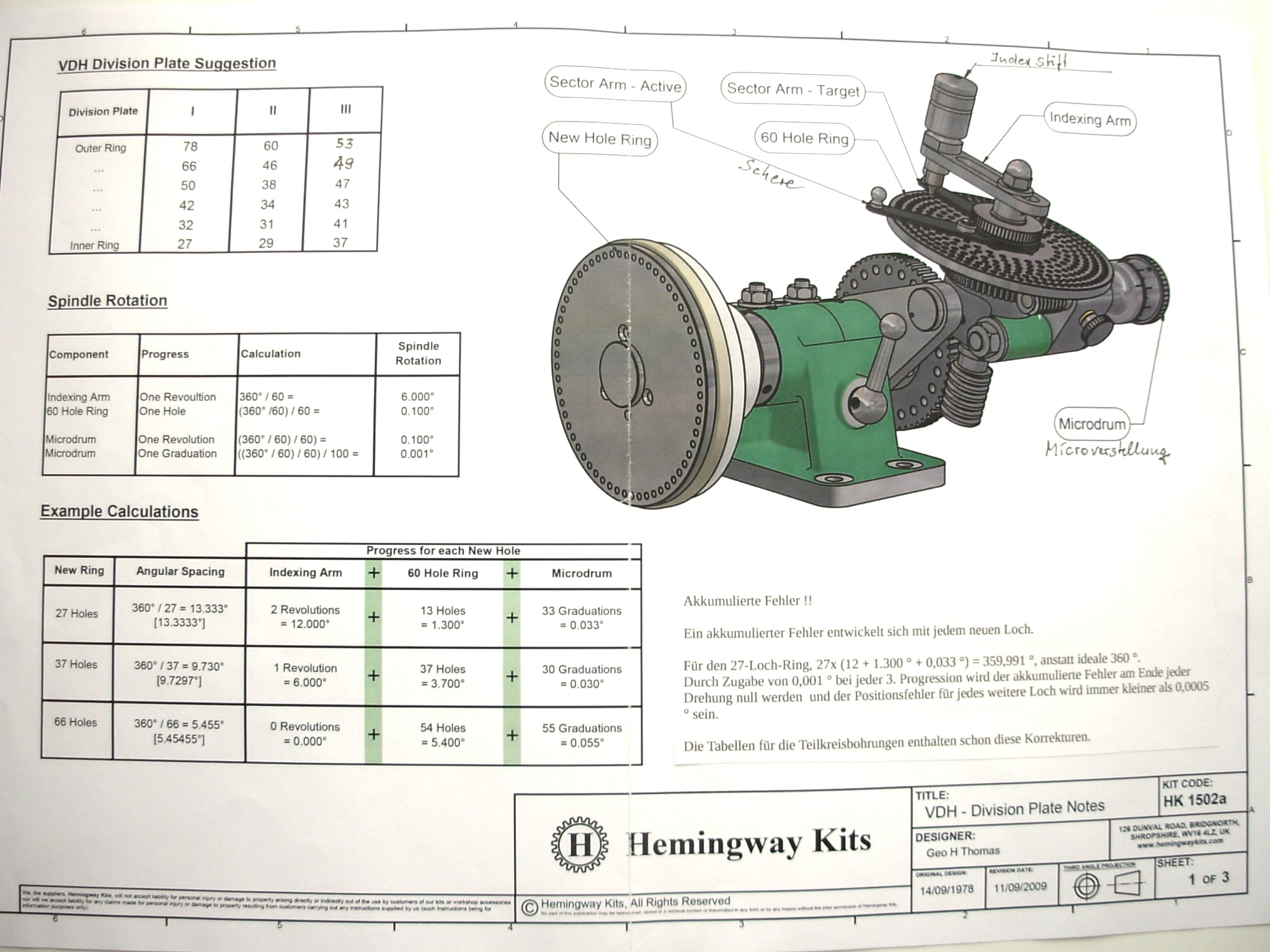
 Ohne die Micro-Verstellung, sind mit den Teilscheiben die oben gezeigten Teilungen möglich.
Ohne die Micro-Verstellung, sind mit den Teilscheiben die oben gezeigten Teilungen möglich.Without the micro-adjustment, the divisions shown above are possible with the dividing plates.
Mit der Micro-Verstellung ist jede Teilung mit einer Genauigkeit von 1/1000 Grad realisierbar.
Den zusätzlichen Lochkreis mit 49 Teilmöglichkeiten auf der Teilscheibe 3 habe ich zusätzlich angelegt. Die daraus möglichen Teilungen sind, in der oberen Tabelle, nicht berücksichtigt.
With the micro-adjustment, any pitch can be realised with an accuracy of 1/1000 degree.
I have also created the additional bolt circle with 49 possible pitches on disc 3. The resulting possible pitches are not included in the table above.
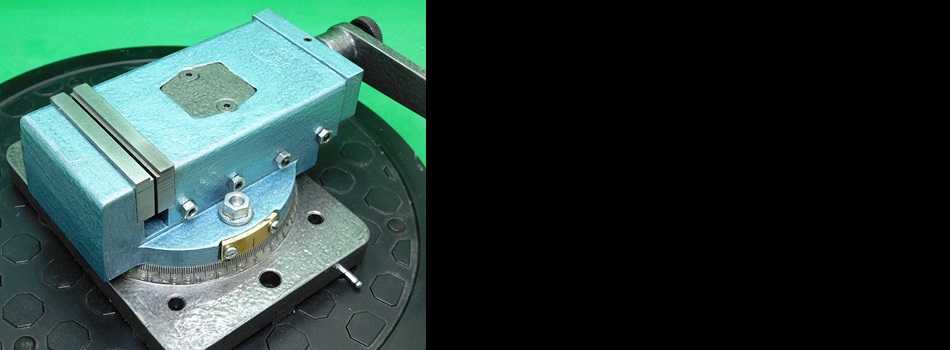
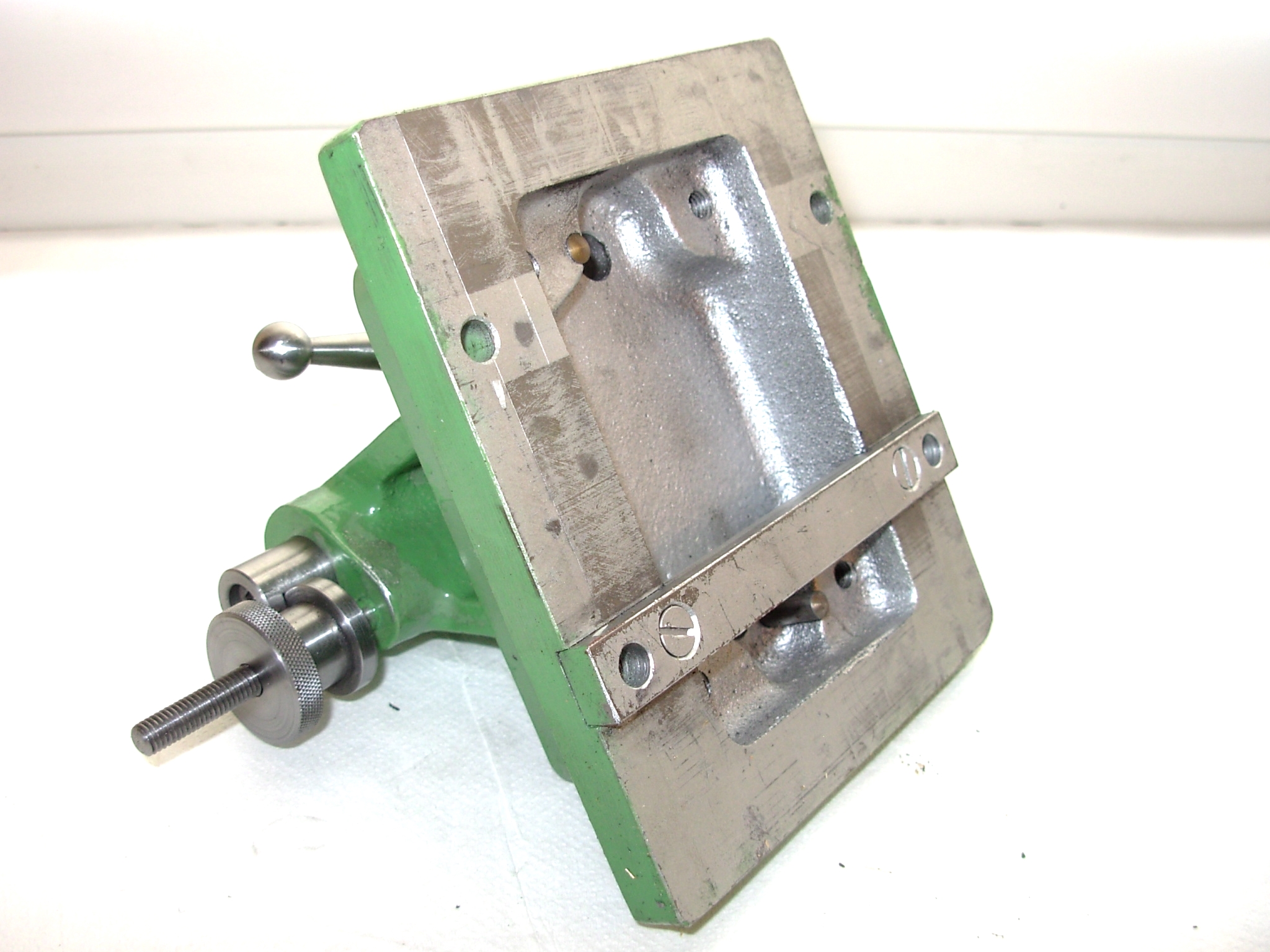
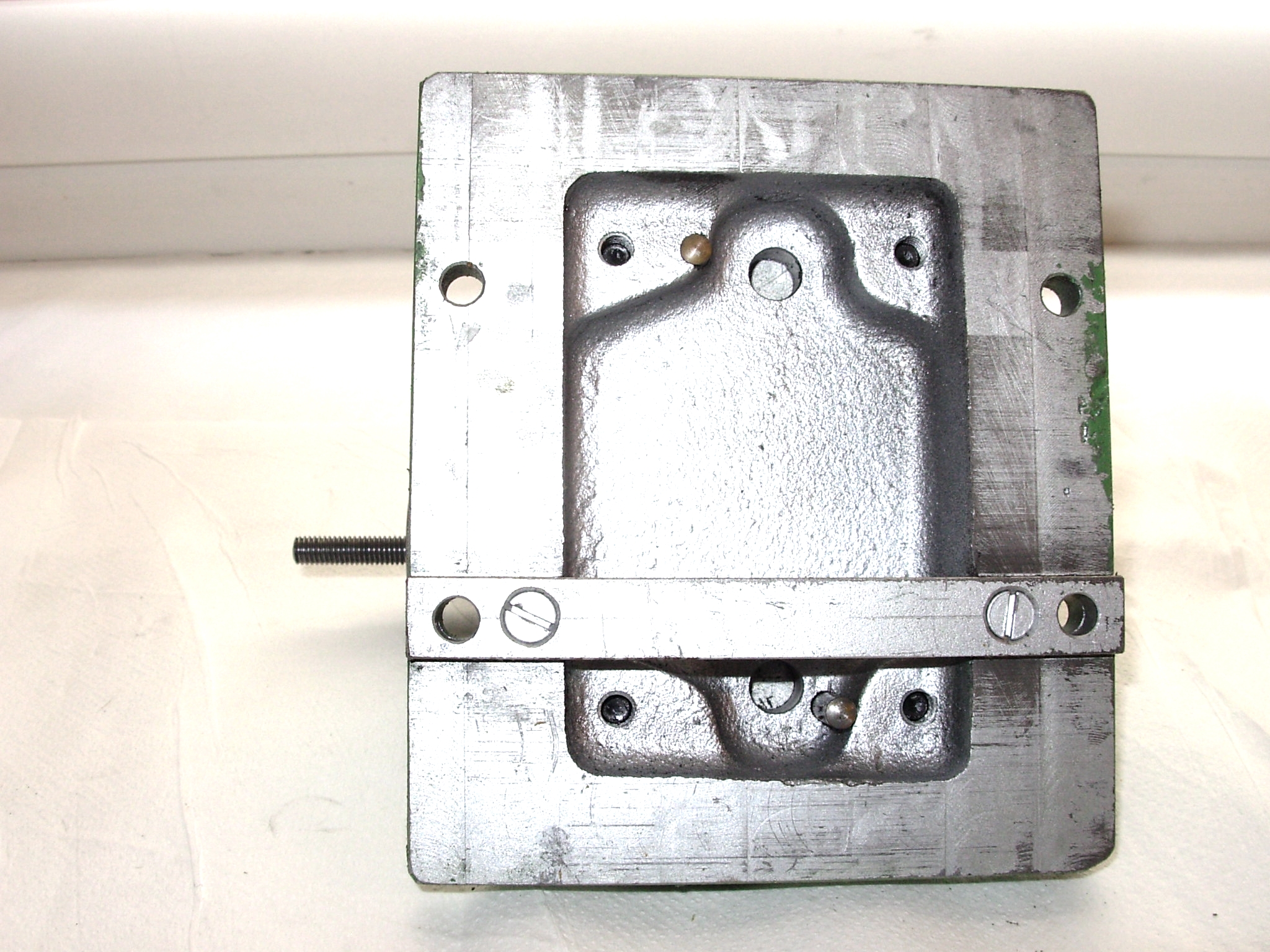
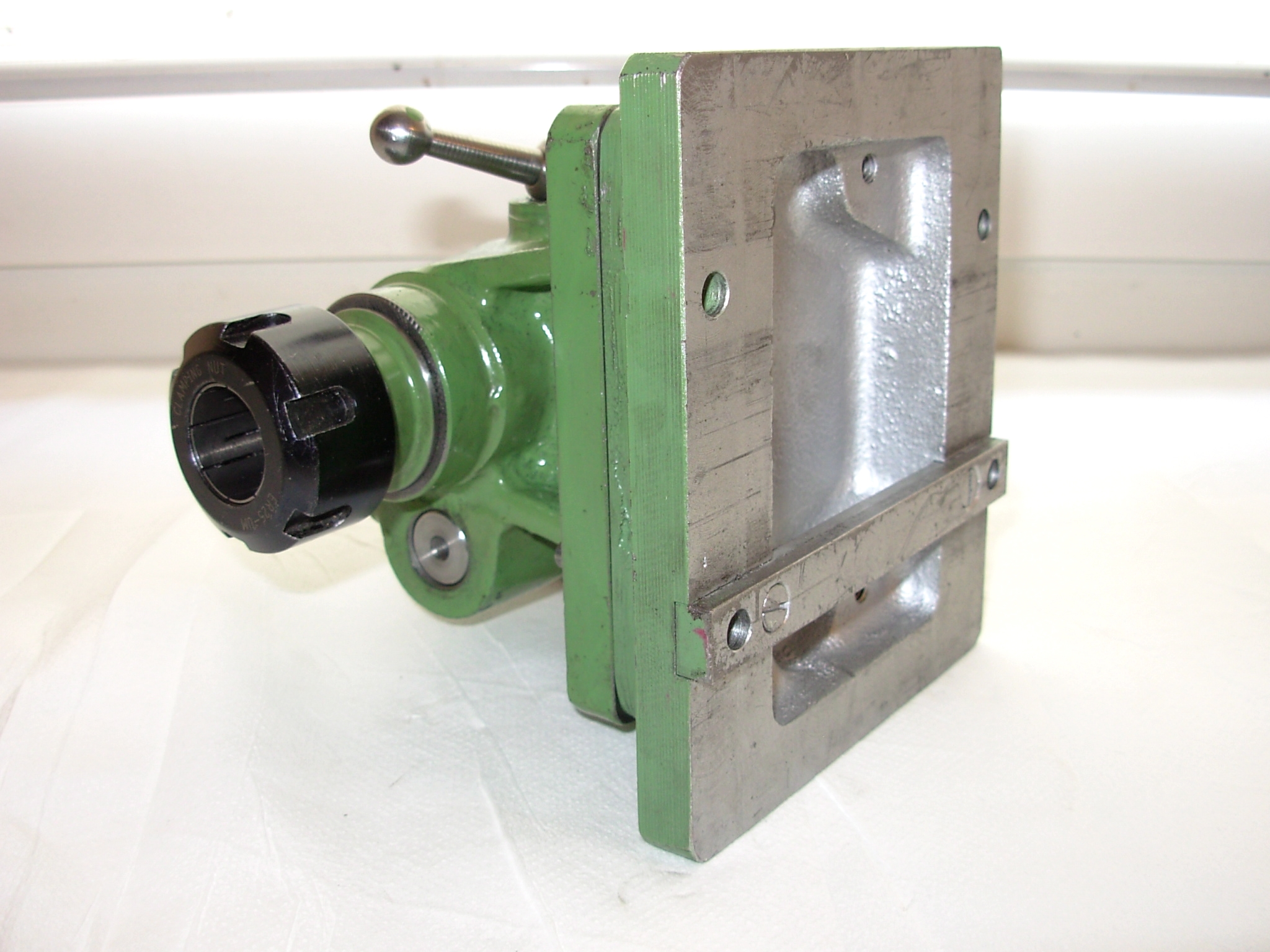
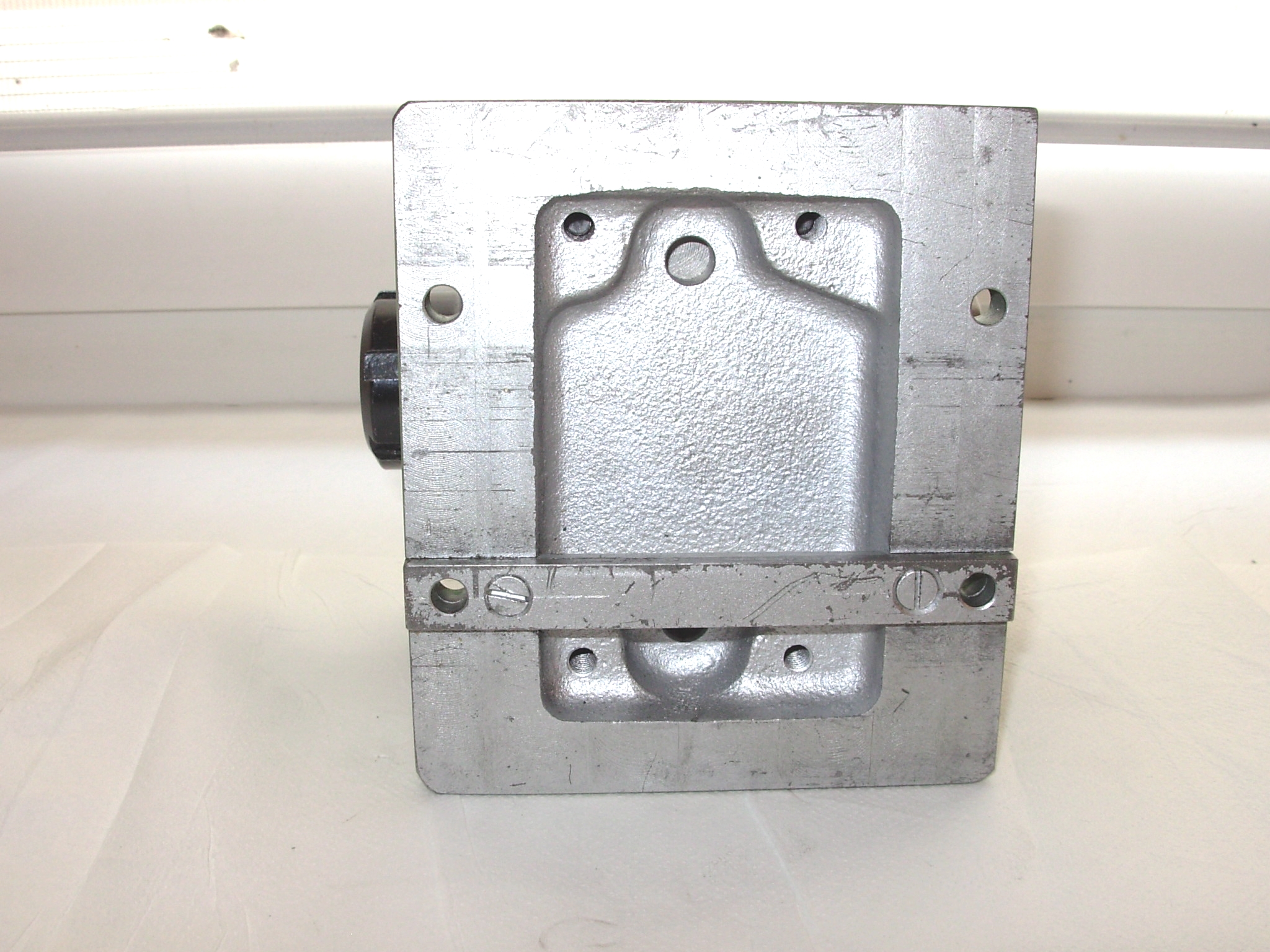
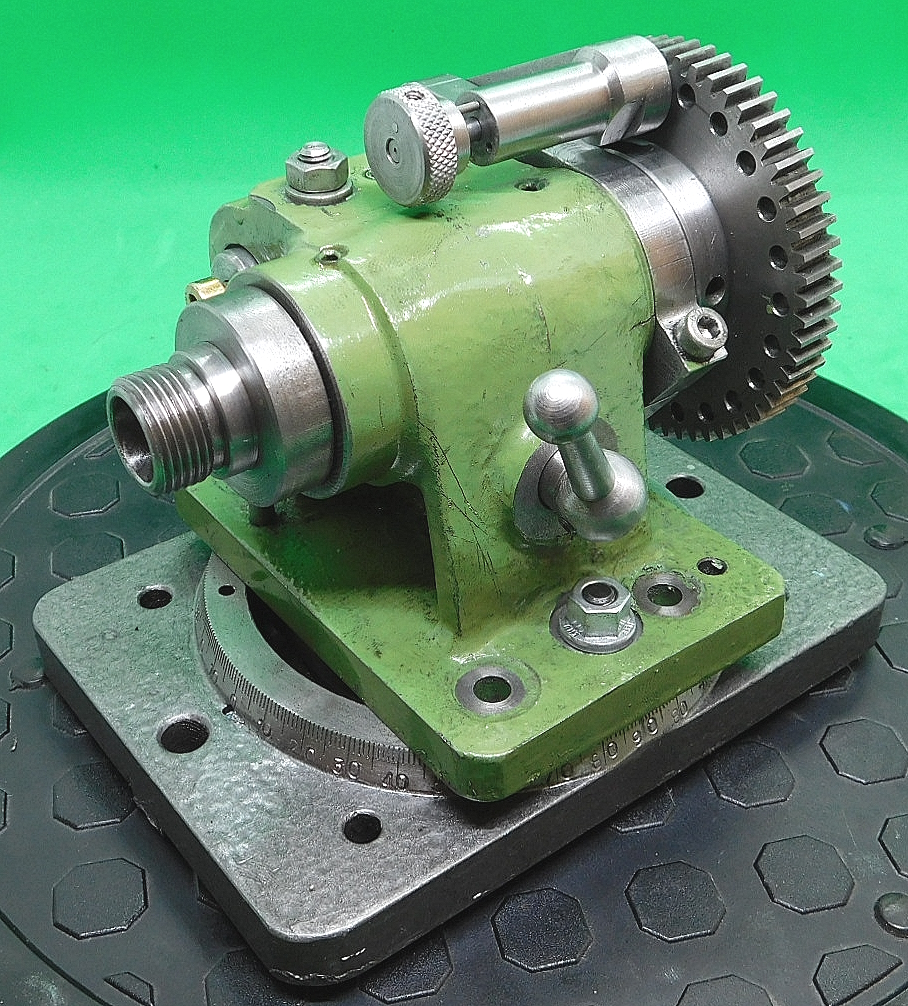 Teilgerät auf der Drehplatte vom Eigenbau-Schraubstock.
Teilgerät auf der Drehplatte vom Eigenbau-Schraubstock.Dividing device on the rotary plate of the self-made vice.
Das Teilgerät hat mittig auf der Unterseite eine Bohrung mit einem Ø von 25 mm und 9 mm tief. Darin greift der Drehbolzen vom Schraubstock. Zur Befestigung auf dem Drehteller wurden noch zwei zusätzliche Bohrungen angebracht.
The dividing head has a hole in the centre of the underside with a diameter of 25 mm and 9 mm deep. This is where the swivel pin from the vice engages. Two additional holes were drilled for mounting on the rotating plate.
15.05.2023
Nun habe ich noch zwei Nullstrichträger an dem Sockel des Teilgerätes angebracht. Dazu habe ich rechts und links jeweils eine Tasche von 30 mm Länge gefräst. Im Abstand von 20 mm wurden jeweils zwei M 3 Gewinde geschnitten zur Befestigung.
Den Nullstrichträger habe ich aus einer Alu-Schiene geschnitten, mit dem Nullstrich und meinem Logo versehen. Der Nullstrichträger ist 28 mm lang, damit man ihn noch genau ausrichten kann. Dazu wurden die Befestigungslöcher etwas erweitert.
Now I have attached two zero line supports to the base of the dividing unit. To do this, I milled a slot 30 mm long on the right and left. Two M 3 threads were threaded at a distance of 20 mm from each other for fixing.
I cut the zero mark holder out of an aluminium bar and engraved it with the zero mark and my logo. The zero mark holder is 28 mm long so that it can be adjusted exactly. For this purpose, the mounting holes were widened a little.
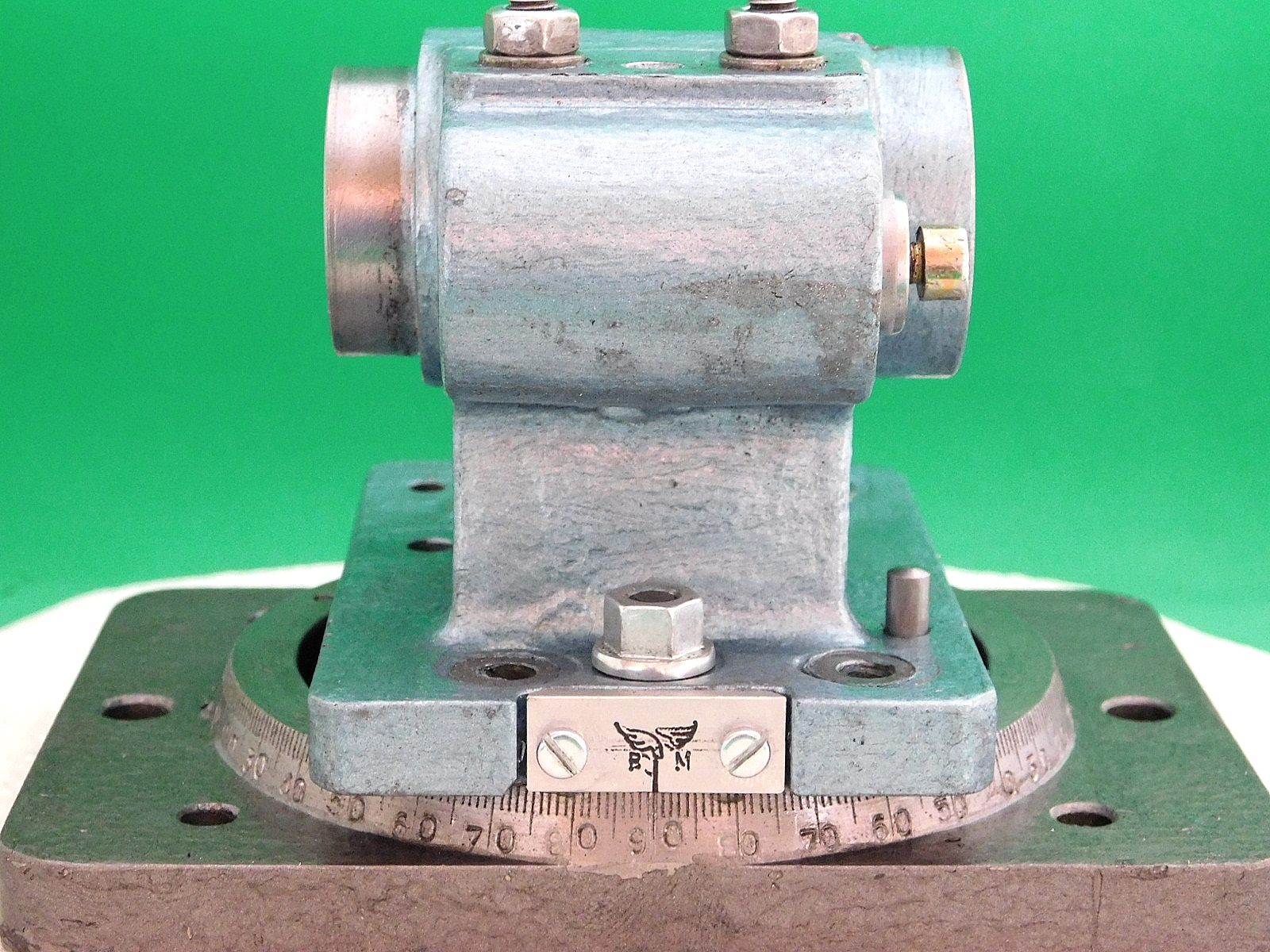
Nullstrichträger rechts. Auch gut zu sehen, die Passstifte zur Ausrichtung auf den Sockelplatten.
Zero line bar on the right. The dowel pins for positioning on the base plates are also clearly visible.
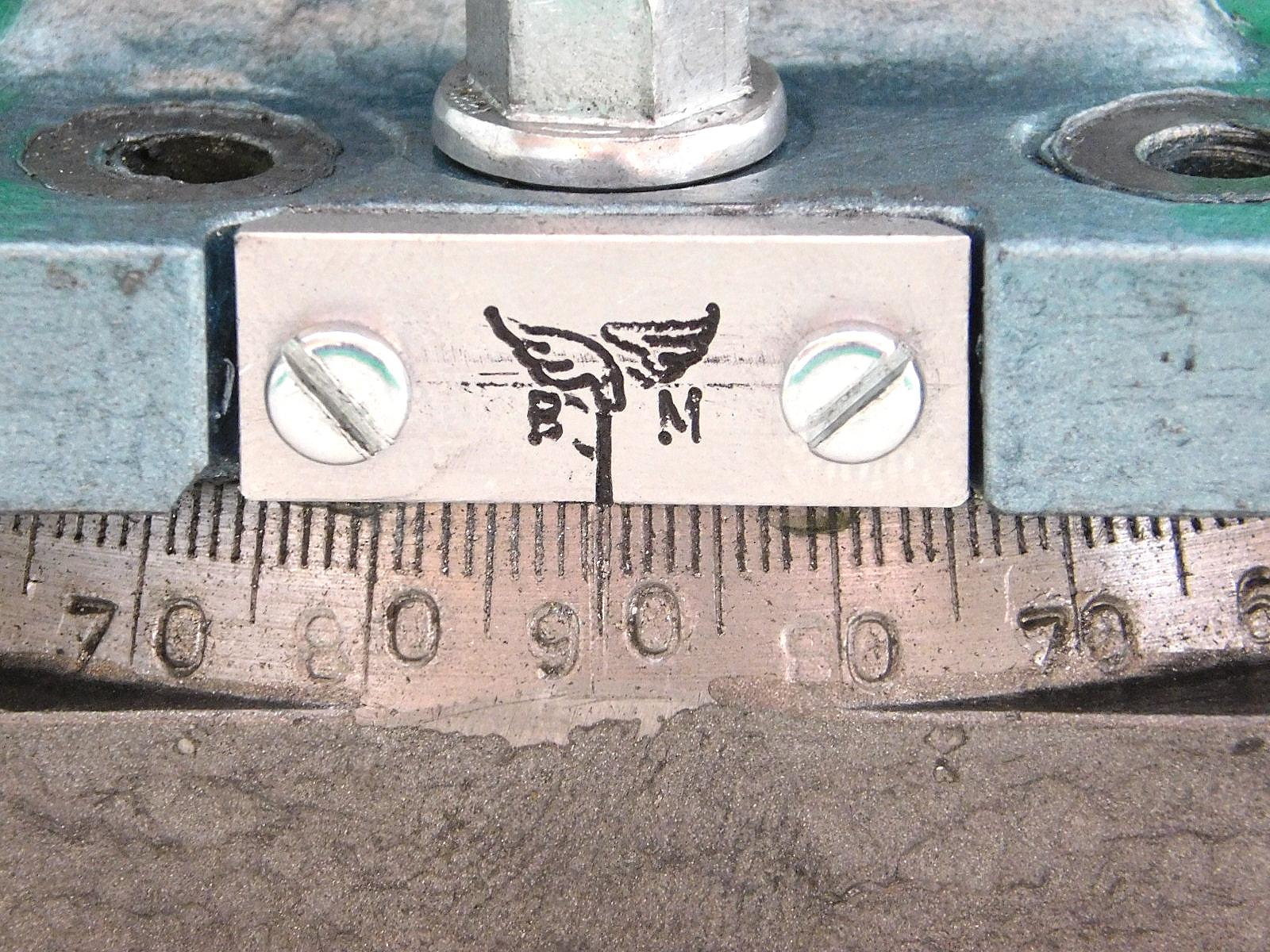
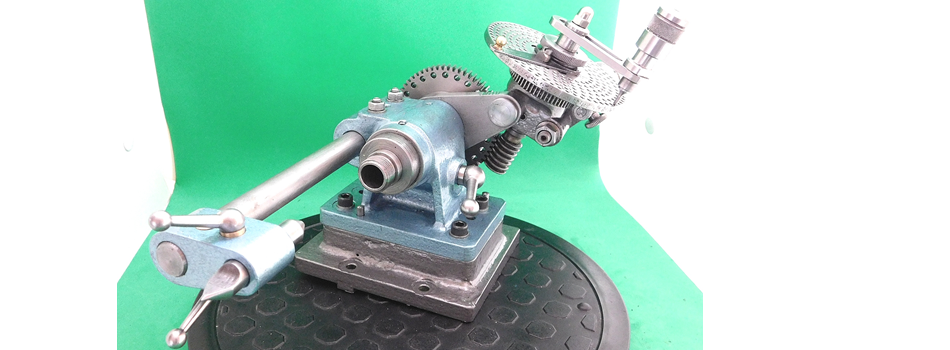
Die Gradeinteilung am Sockel wurde, mit meinem Eigenbau-Graduierungsgerät unter Mithilfe eines Teilgerätes, gefertigt.
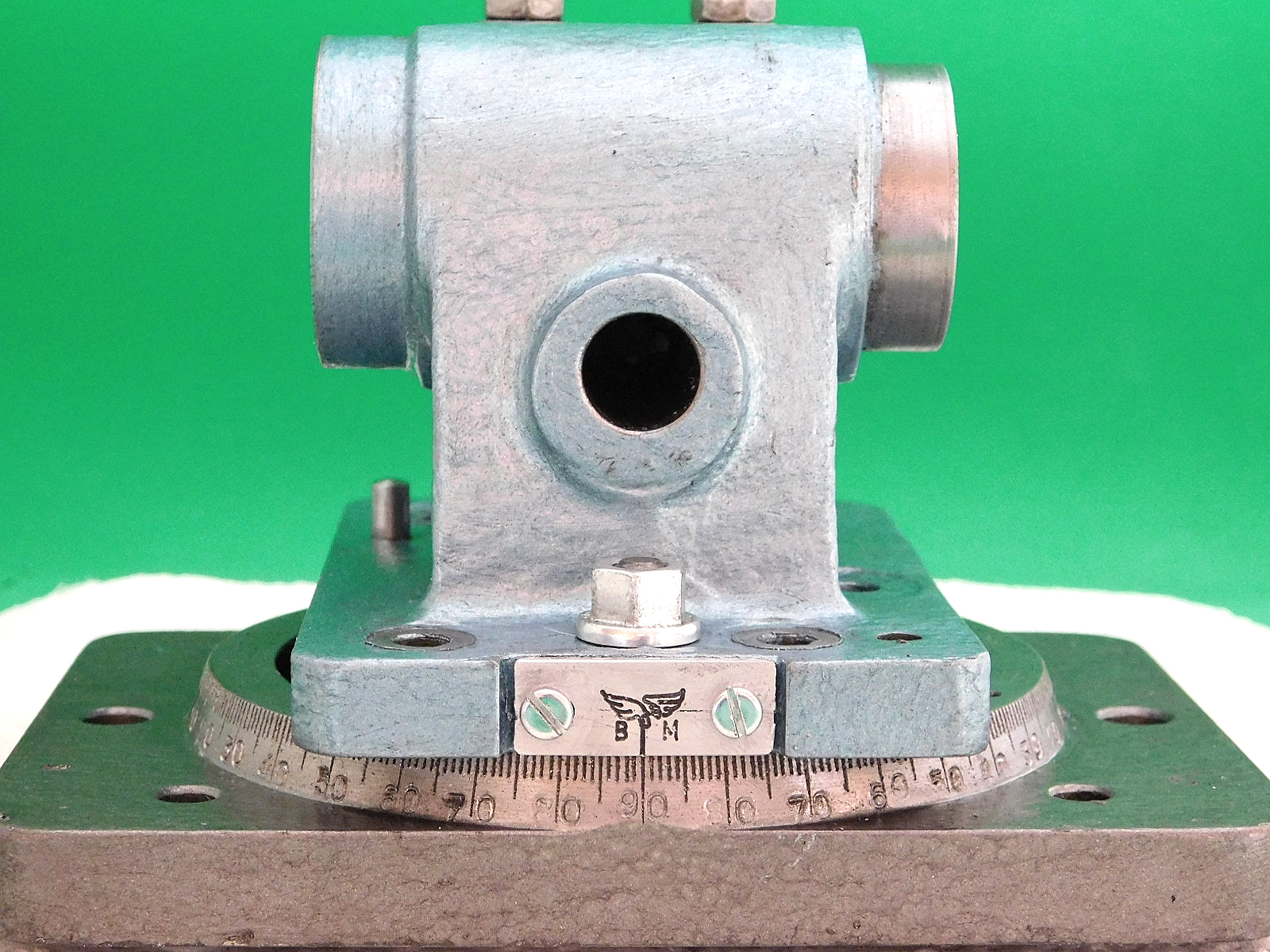
Nullstrichträger links.
Zero line bar on the left side.
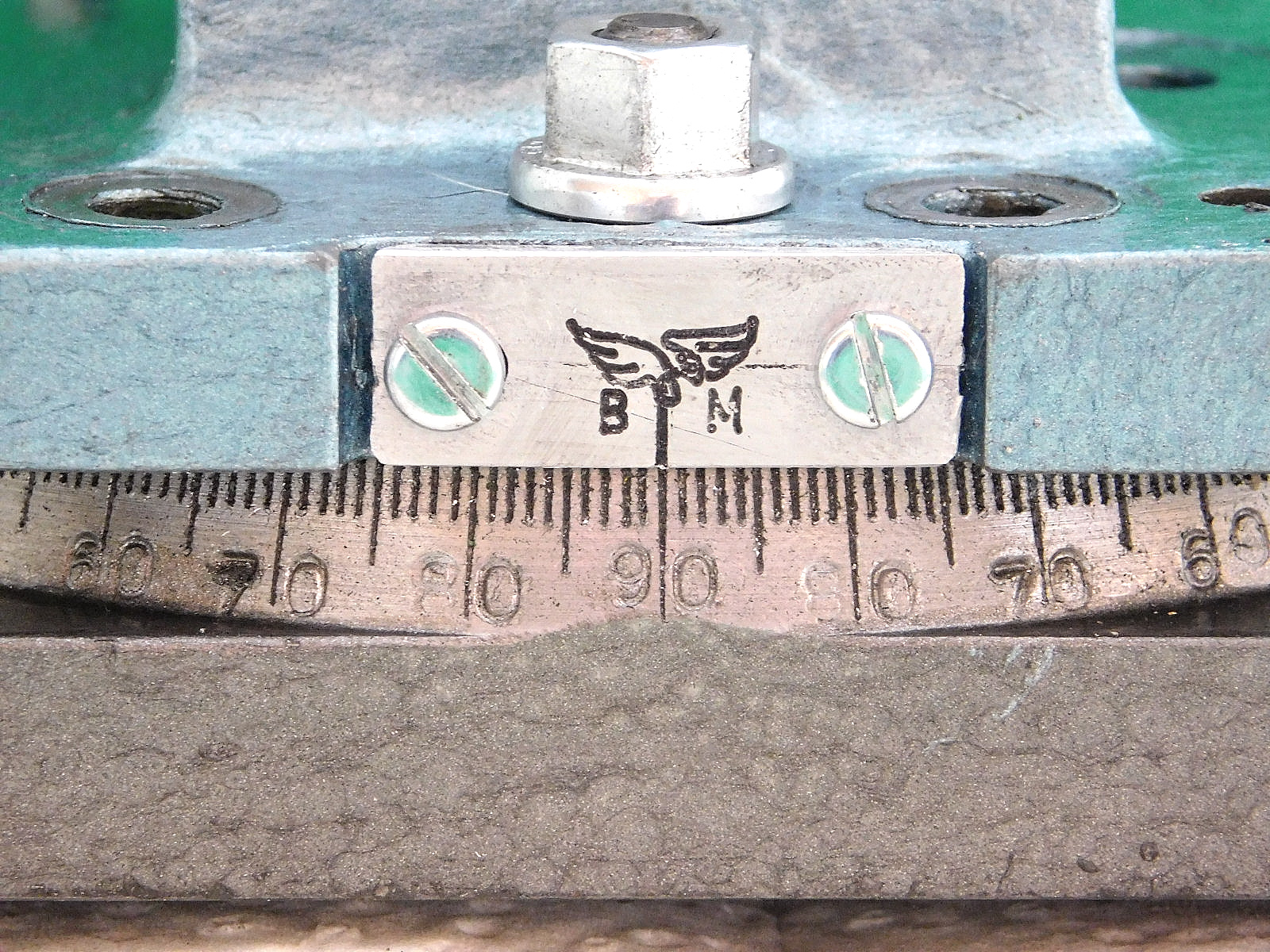
The graduation on the base was made with my home-made graduation tool using a dividing device.
06.04.2023
Nach 7 Jahren im Gebrauch, habe ich das Teil mit neuer Farbe versehen.
Die alte Farbe wurde Mit einer rotierenden Dratbürste und der Rest mit Lösungsmittel entfernt.
Der Sockel ist in Hemmeritte Hammerschlag-Lack dunkelgrau lackiert.
Das eigentliche Teilgerät habe ich in Metallblau lackiert.
After 7 years of use, I repainted the part.
The old paint was removed with a rotating brush and the rest with solvent.
The base is painted in Hemmeritte hammer finish dark grey.
I painted the dividing unit in metallic blue.
Direktes Teilen ist mittels einer Lochscheibe mit 24 Löchern möglich.
Direct dividing is possible using a perforated disc with 24 holes.
Indirektes Teilen mit unterschiedlichen Teilscheiben und Micro-Verstellung.
Indirect dividing with different dividing wheels and micro-adjustment.

FERTIGUNG
Fabrication
Fertigstellung der Teilscheiben.
21.06.2018
Heute habe ich die letzte Teilscheibe angefertigt. Den Rohling hatte ich schon mit den anderen Scheiben gefertigt.
Es sind insgesamt drei Teilscheiben mit je 6 Lochkreise.
Teilscheibe I Lochkreis: 27; 32; 42; 50; 66; 78;
Teilscheibe II Lochkreis: 29; 31; 34; 38; 46; 60;
Teilscheibe III Lochkreis: 37; 41: 43; 47; 49; 53;
Finishing the dividing plates.
Today I made the last partial disk. I had already made the blank with the other disks.
There are a total of three partial disks with 6 hole circles each.
Dividing plate I bolt circle: 27; 32; 42; 50; 66; 78;
Dividing plate II bolt circle: 29; 31; 34; 38; 46; 60;
Dividing plate III bolt circle: 37; 41: 43; 47; 49; 53;
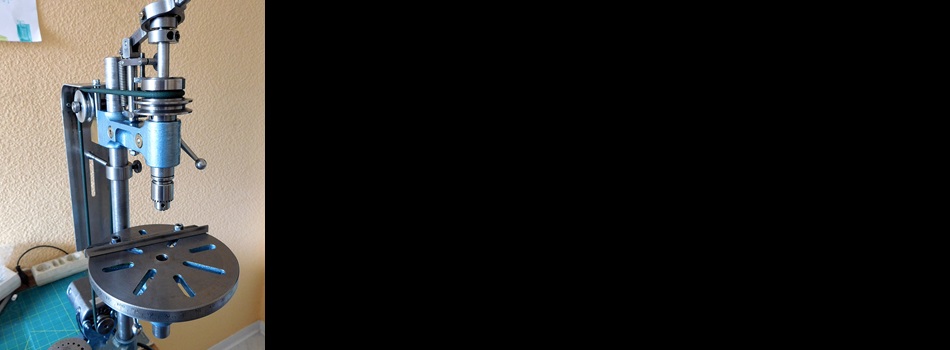
Die Teilung der einzelnen Lochkreise habe ich mit dem vielseitigen Teilkopf (VDH) auf der Drehmaschine durchgeführt.
Dazu wurde das VDH mit entsprechenden Unterlegleisten auf Spitzenhöhe der Drehmaschine auf dem Quersupport aufgespannt und ausgerichtet.
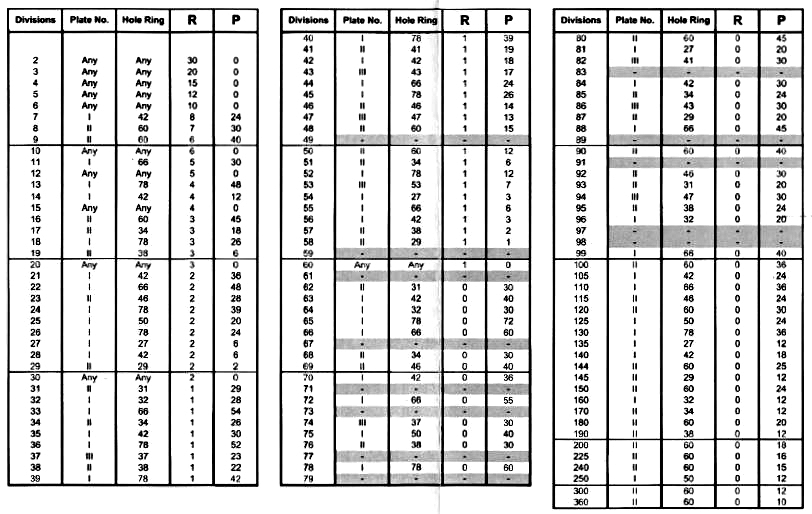
Für alle Teilungen herzustellen reicht die Teilscheibe mit dem 60ziger Lochkreis.
Mit der Microverstellung sind alle Teilungen mit einer Genaueigkeit von plus- minus 0,0005° möglich.
Es ist allerdings eine heiden Arbeit mit der Teilkurbel die entsprechenden Umdrehungen und dann noch die entsprechenden Lochabstände plus die dazu einzustellenden Teilstriche mit der Microverstellung zu erledigen.
Zum Glück hat die Fa. Hemingway-Kits eine Teiltabelle mit allen Parametern dazu bereitgetellt. Lediglich für den 49ziger Lochkreis mußte ich die Daten selbst errechnen.
Nun kommen einige Bilder.
I performed the division of the individual bolt hole circles with the versatile dividing head (VDH) on the lathe.
For this purpose, the VDH was clamped and aligned with corresponding shims at the lathe's center height on the cross support.
To produce all pitches, the dividing plate with the 60-pitch circle is sufficient.
With the micro adjustment, all pitches are possible with an accuracy of plus- minus 0.0005°.
However, it is a lot of work to make the corresponding turns with the dividing crank and then the corresponding hole spacing plus the graduation marks to be set with the micro adjustment.
Fortunately, the company Hemingway Kits has provided a parts table with all the parameters. Only for the 49ziger bolt circle I had to calculate the data myself.
Now come some pictures.
Zunächst wurde der 60ziger Lochkreis hergestellt. Nun wurde diese Teilscheiben auf das Teilgerät gespannt um die anderen beiden Lochkreis-Scheiben zu bohren. Diese anzentrierten Scheiben wurden im Anschluss fertig gebohrt. Mit diesen beiden Lochkreis-Scheiben konnten dann die restlichen Lochkreise der 60ziger Scheiben gebohrt werden.
Firstly, the 60 hole circle was produced. These discs were then clamped onto the dividing attachment in order to drill the other two bolt circle discs. These centred discs were then drilled to completion. These two bolt circle discs were then used to drill the remaining bolt circles of the 60 cm discs.
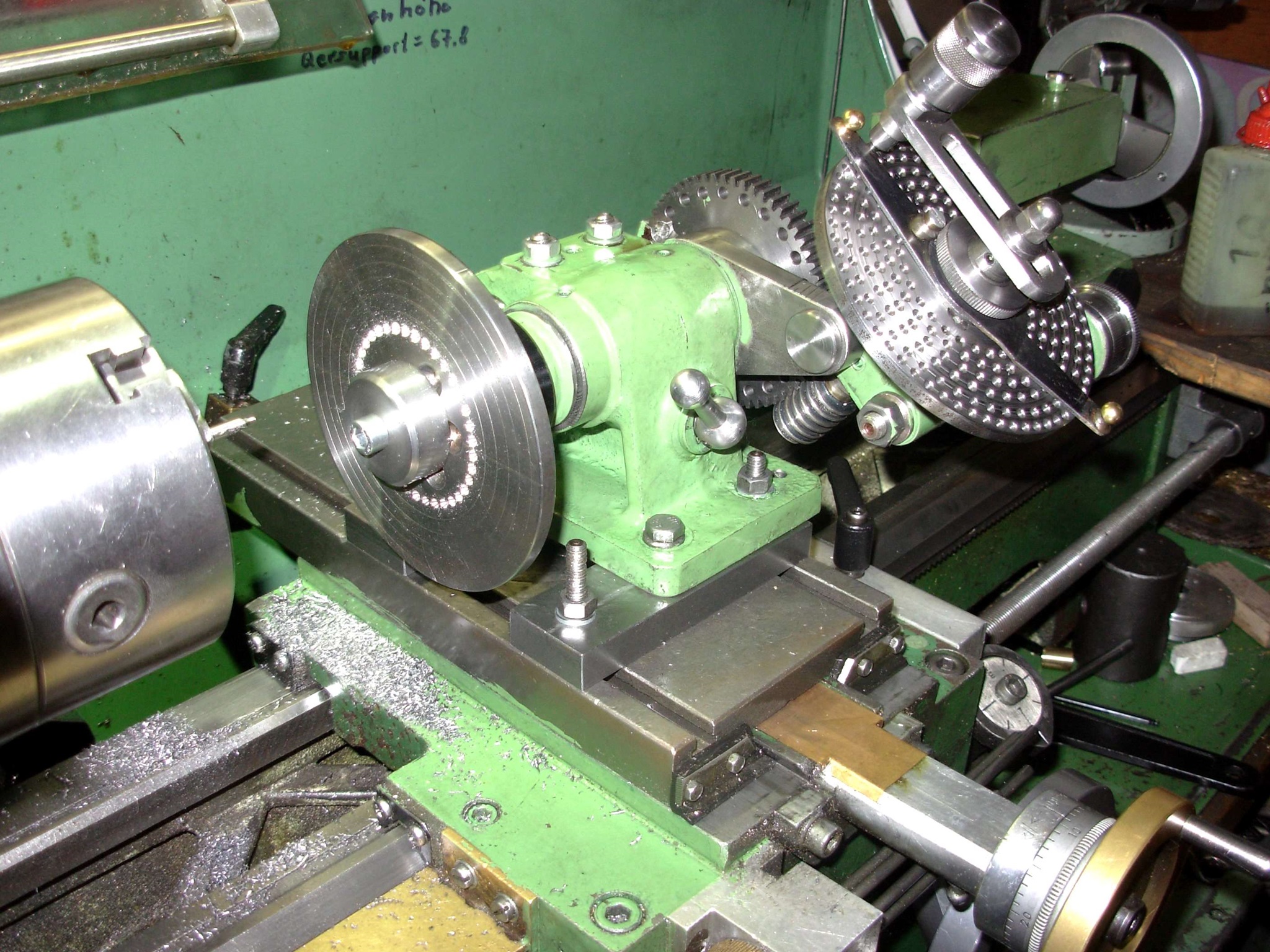
VDH mit entsprechenden Unterlagen auf dem Quersupport aufgespannt.
Der Teilscheibenrohling ist mit einem Spanndorn in der Spannzange gehalten.
Der erste Lochkreis ist fertig.
VDH is clamped on the cross support with appropriate supports.
The partial disc blank is held in the collet chuck with a mandrel.
The first pitch circle is finished.
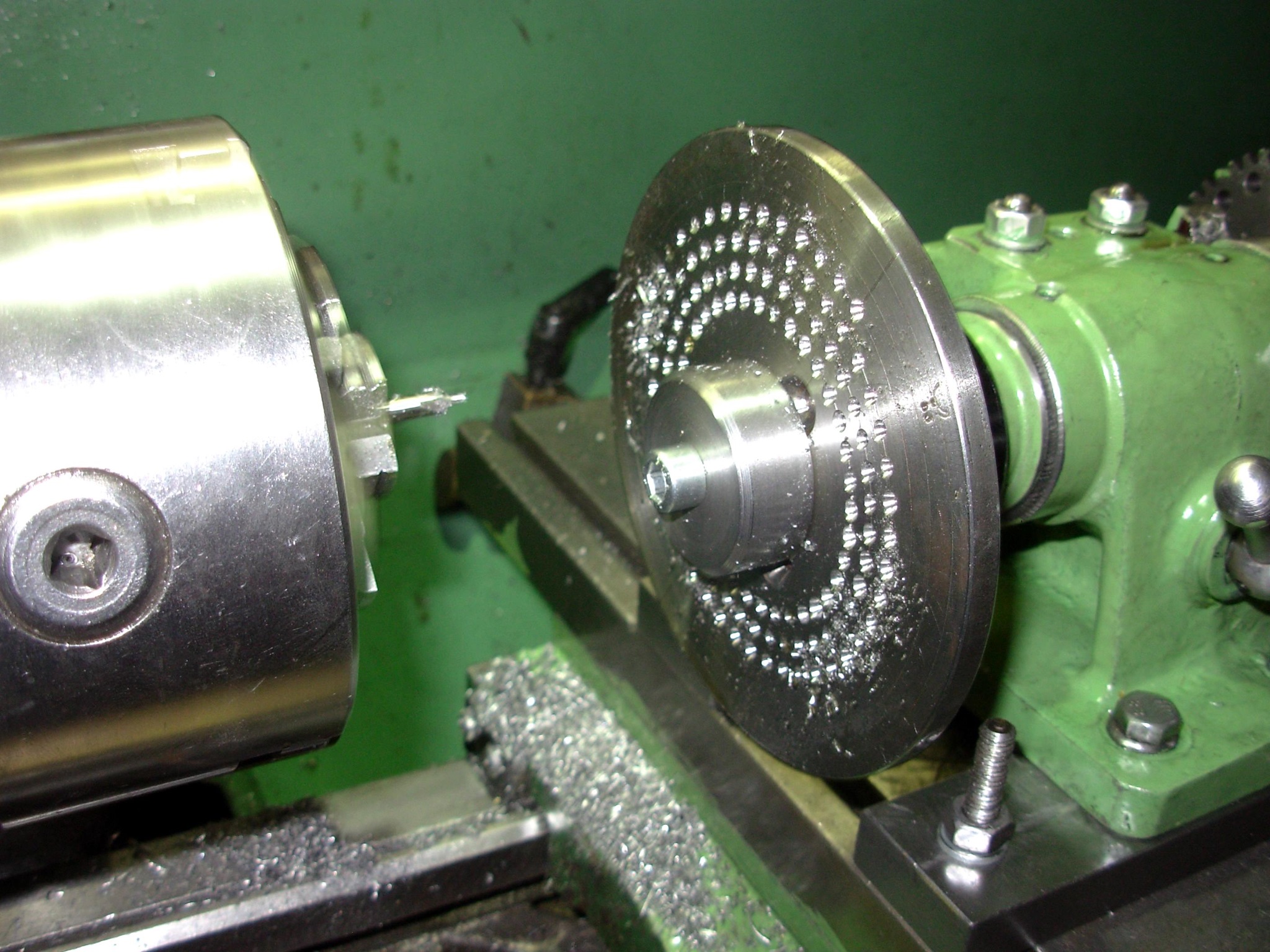 Die Arbeit schreitet voran. Der Zentrierbohrer hat eine 1,6mm Bohrspitze.
Die Arbeit schreitet voran. Der Zentrierbohrer hat eine 1,6mm Bohrspitze.The work is progressing. The center drill has a 1.6mm drill tip.
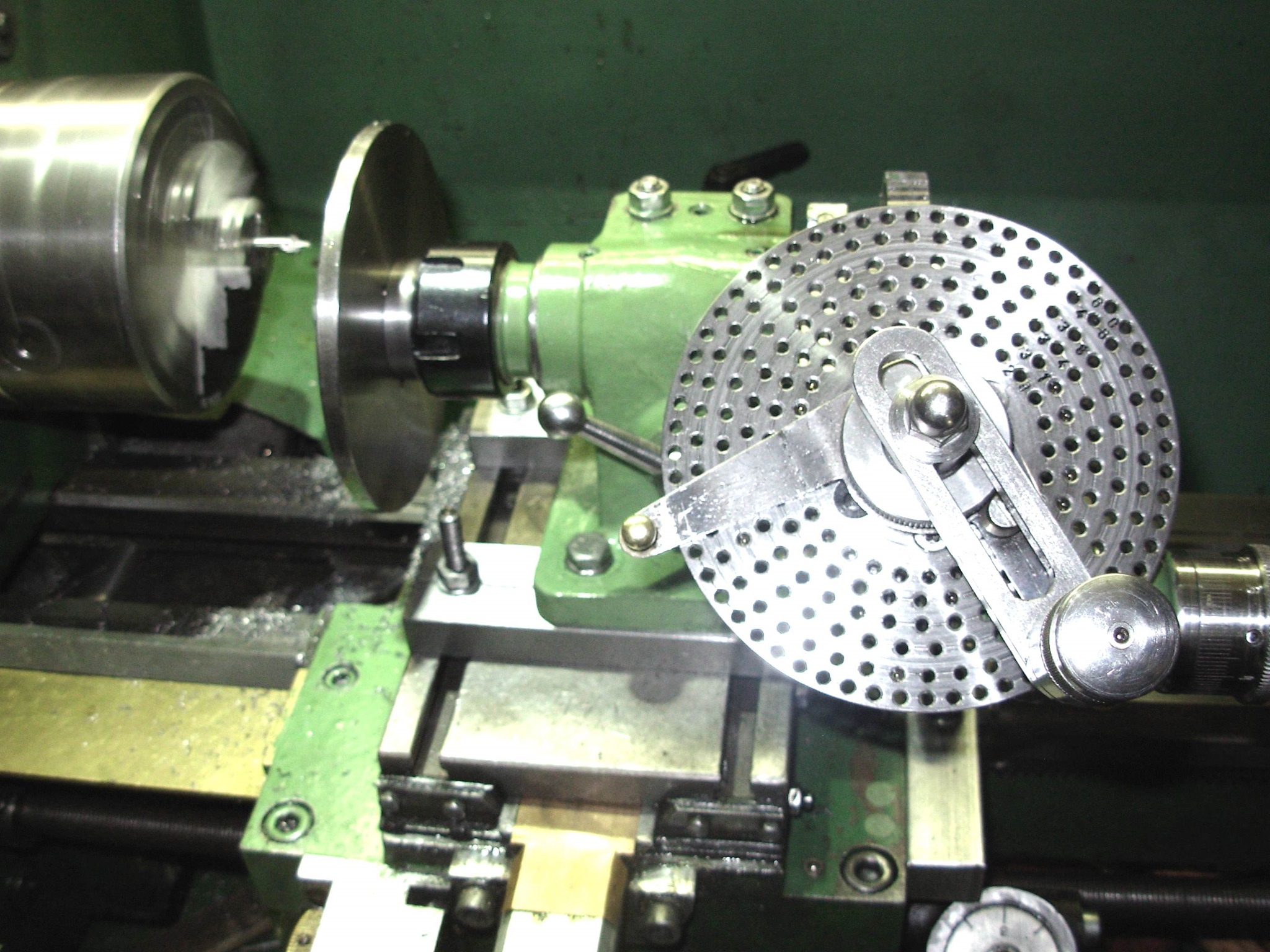 Der Vorschub erfolgt über den Bettschlitten der Drehmaschine.
Der Vorschub erfolgt über den Bettschlitten der Drehmaschine.The feed takes place via the bed slide of the lathe.
 Das ist die Teilscheibe I
Das ist die Teilscheibe ILochkreis: 27; 32; 42; 50; 66; 78;
This is the index plate I
Bolt circle: 27; 32; 42; 50; 66; 78;
 Das ist die Teilscheibe II mit dem 60ziger Lochkreis.
Das ist die Teilscheibe II mit dem 60ziger Lochkreis.Mit diesem Lochkreis kann man alle anderen Lochkreise realisieren.
Lochkreis: 29; 31; 34; 38; 46; 60;
This is the indexing disk II with the 60th bolt circle.
With this bolt circle you can realise all other bolt circles.
Bolt circle: 29; 31; 34; 38; 46; 60;
 Das ist die Teilscheibe III.
Das ist die Teilscheibe III.Lochkreis: 37; 41: 43; 47; 49; 53;
Nach dem alle Lockkreise anzentriert waren, wurden die Teillöcher auf der Bohrmaschine mit 2,5 mm aufgebohrt und entgratet.
This is the graduated disk III.
Bolt circle: 37; 41: 43; 47; 49; 53;
After all the lock circles were centered, the partial holes were drilled out on the drill press with 2.5 mm and deburred.
In alle Teilscheiben zusammen mußten insgesamt 803 Teilungsbohrungen erstellt werden.
Mit den Befestigungsbohrungen sind es 815 Bohrungen insgesamt.
Das benötigt Ausdauer und Geduld.
A total of 803 graduation holes had to be made in all the graduated washers together.
Including the fixing holes, there are 815 holes in total.
This requires perseverance and patience.
Reitstock für den VDH (Vielseitiger Teilkopf)
12.08.2017
Im Moment bin ich dabei, den noch fehlenden Reitstock für das Teilgerät herzustellen.
Dank niedrigem Wechselkurs ist es noch sehr günstig die Teile aus England zu beziehen.
Die Zeichnungen und Gussteile sind wiederum von Hemingway Kits.
Nach der Umrechnung und Anpassung, an die metrischen Maße, konnte es los gehen.
Tailstock for VDH (Versatile Dividing Head)
At the moment I am in the process of manufacturing the still missing tailstock for the dividing head.
Thanks to the low exchange rate it is still very cheap to get the parts from England.
The drawings and castings are again from Hemingway Kits.
After the conversion and adjustment to the metric dimensions, I was ready to go.
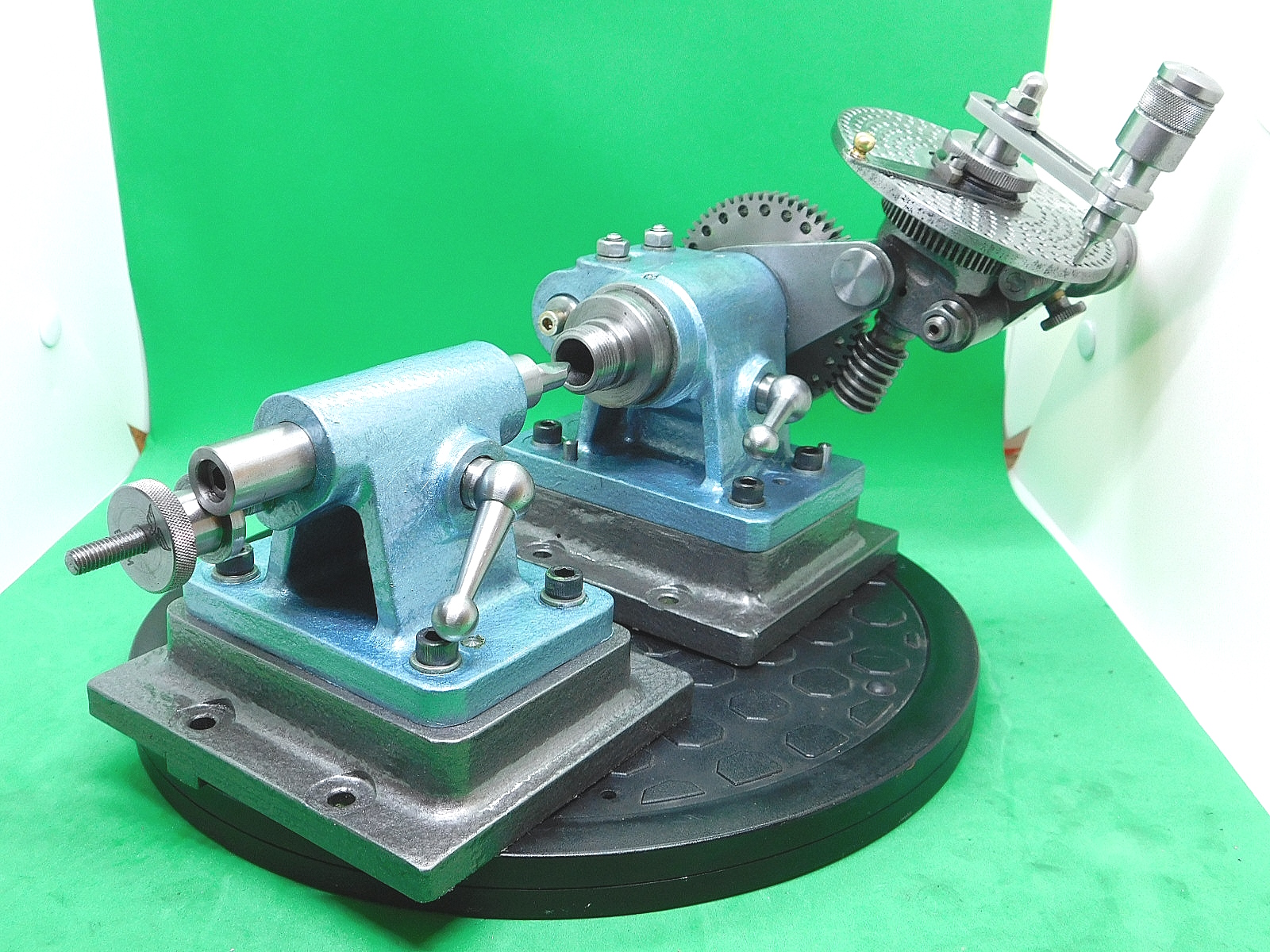
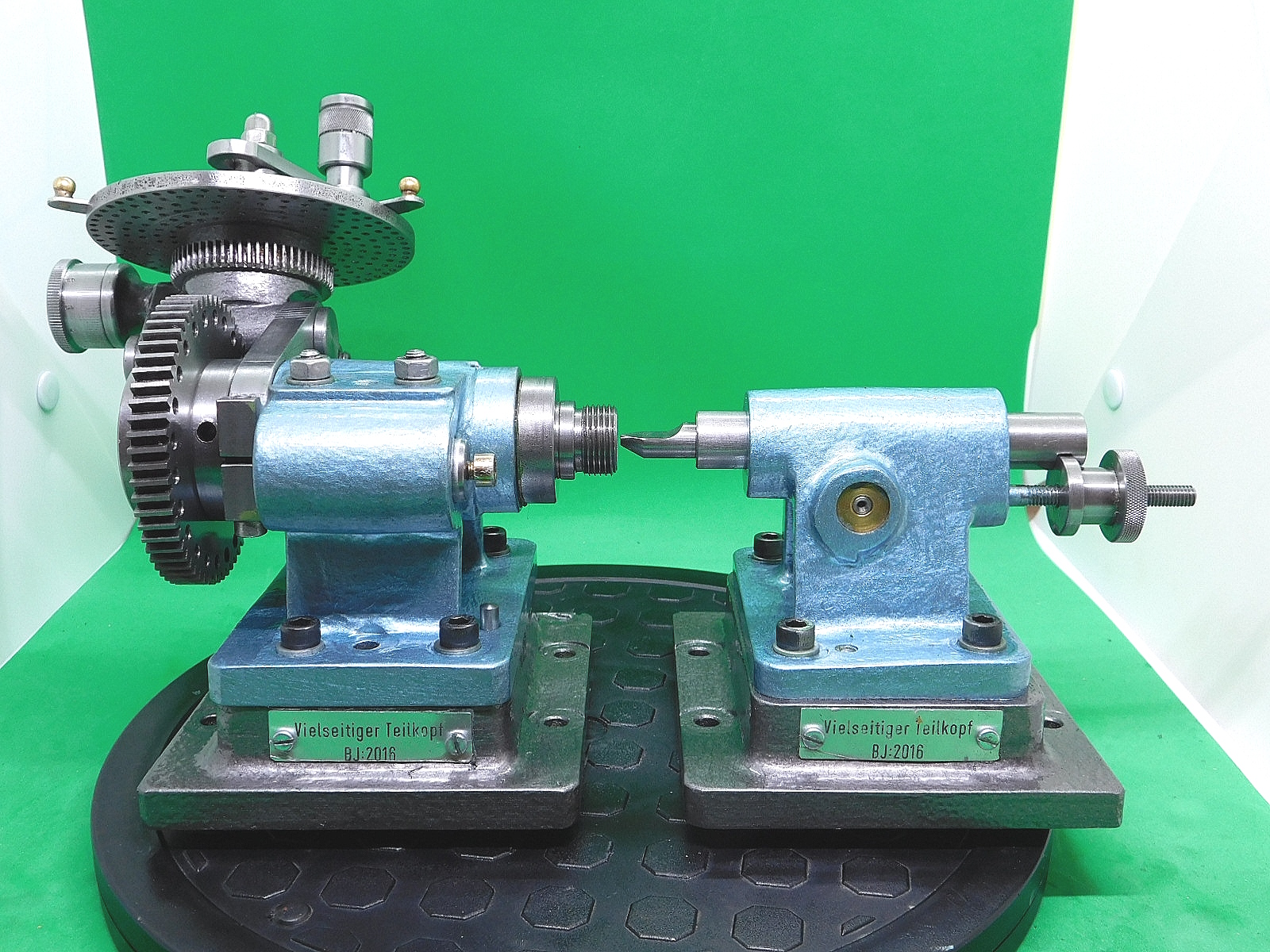
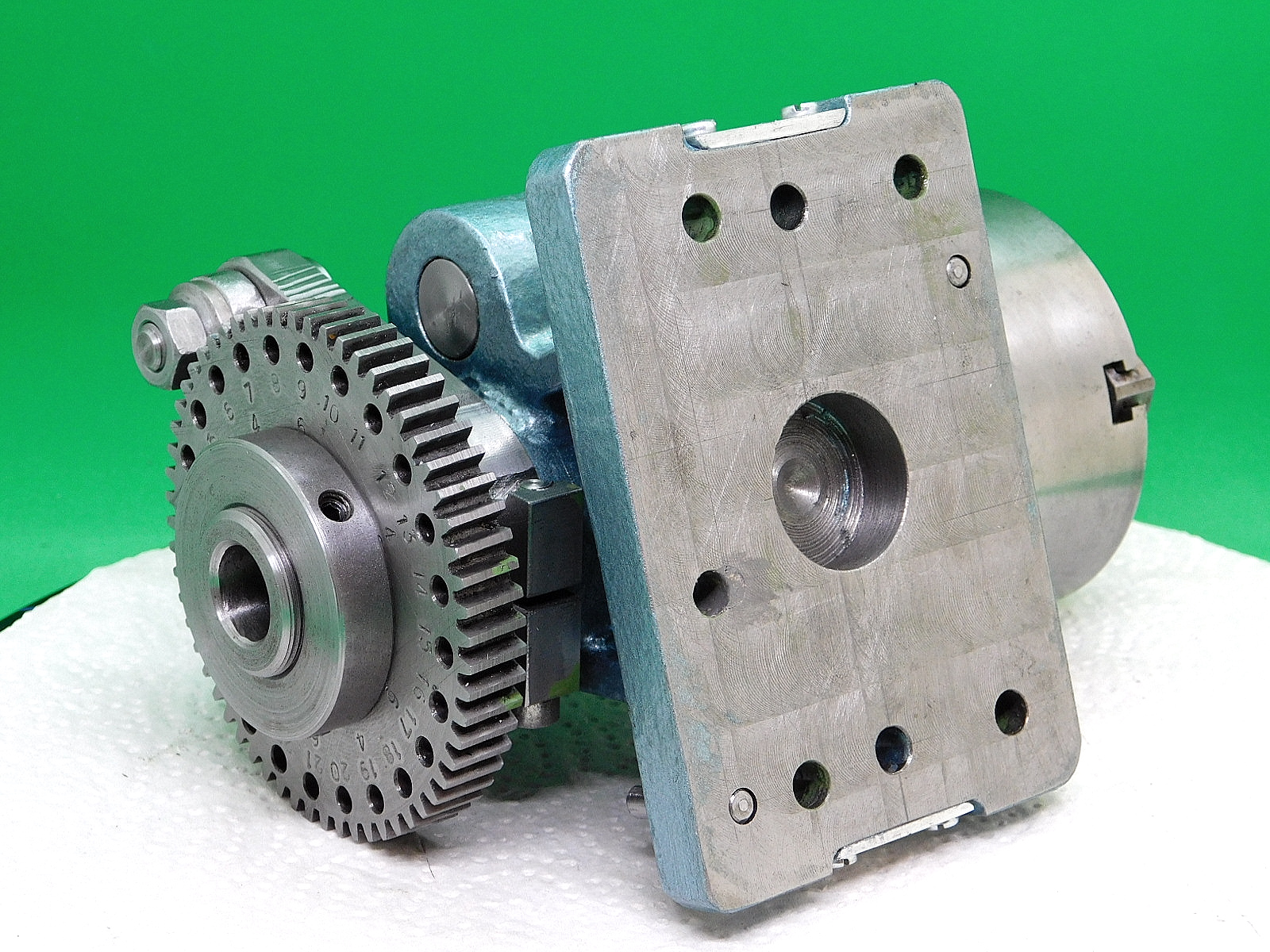
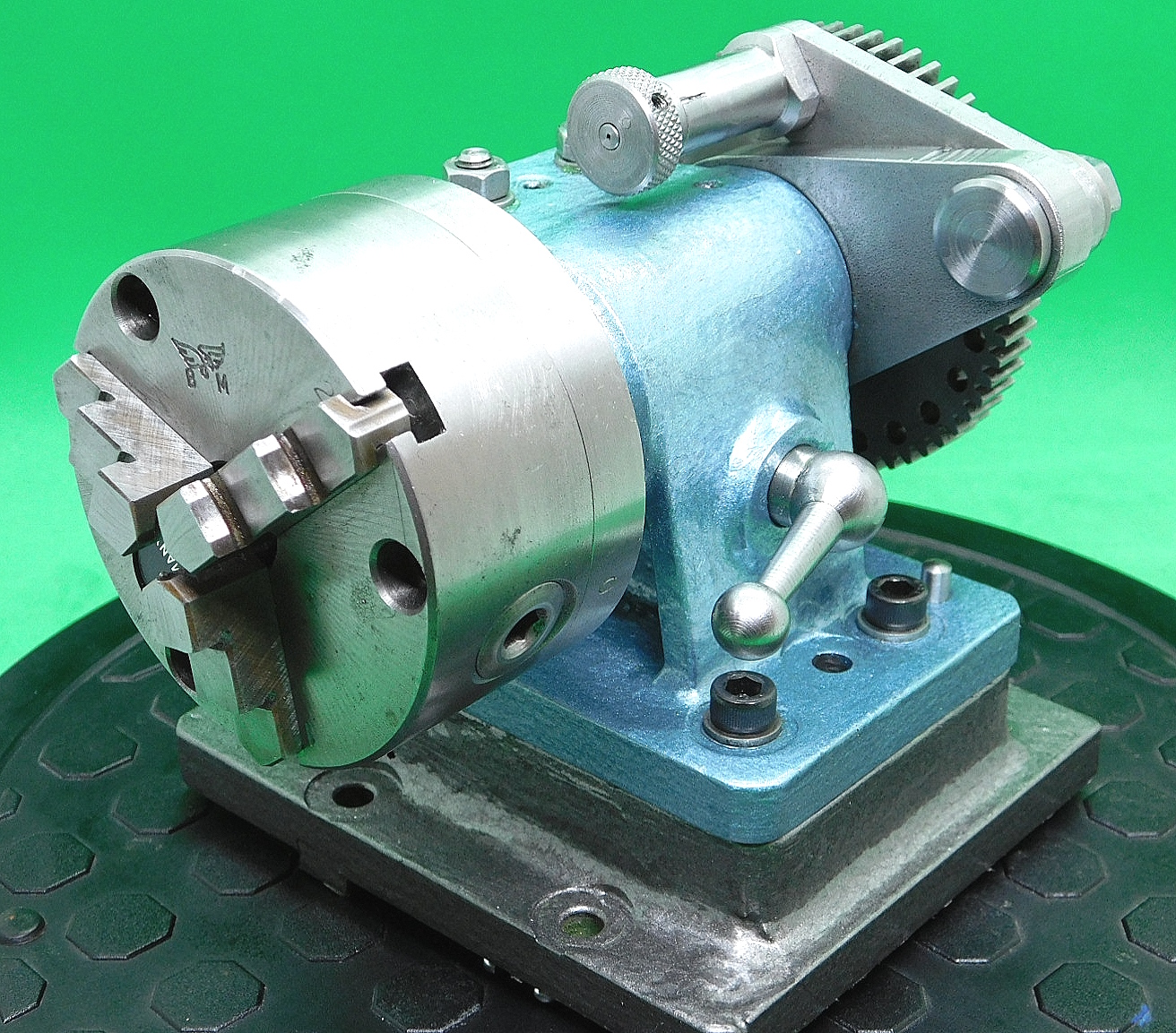
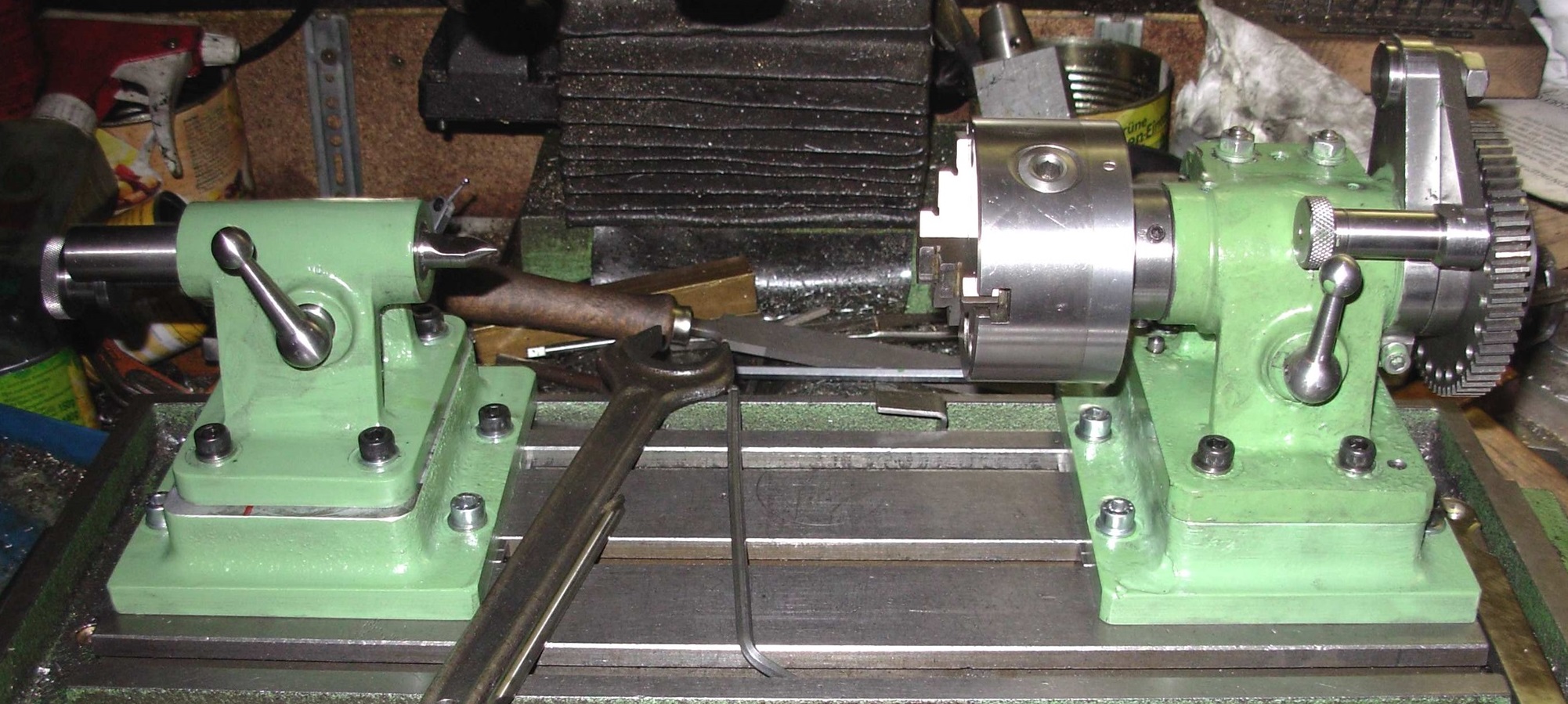
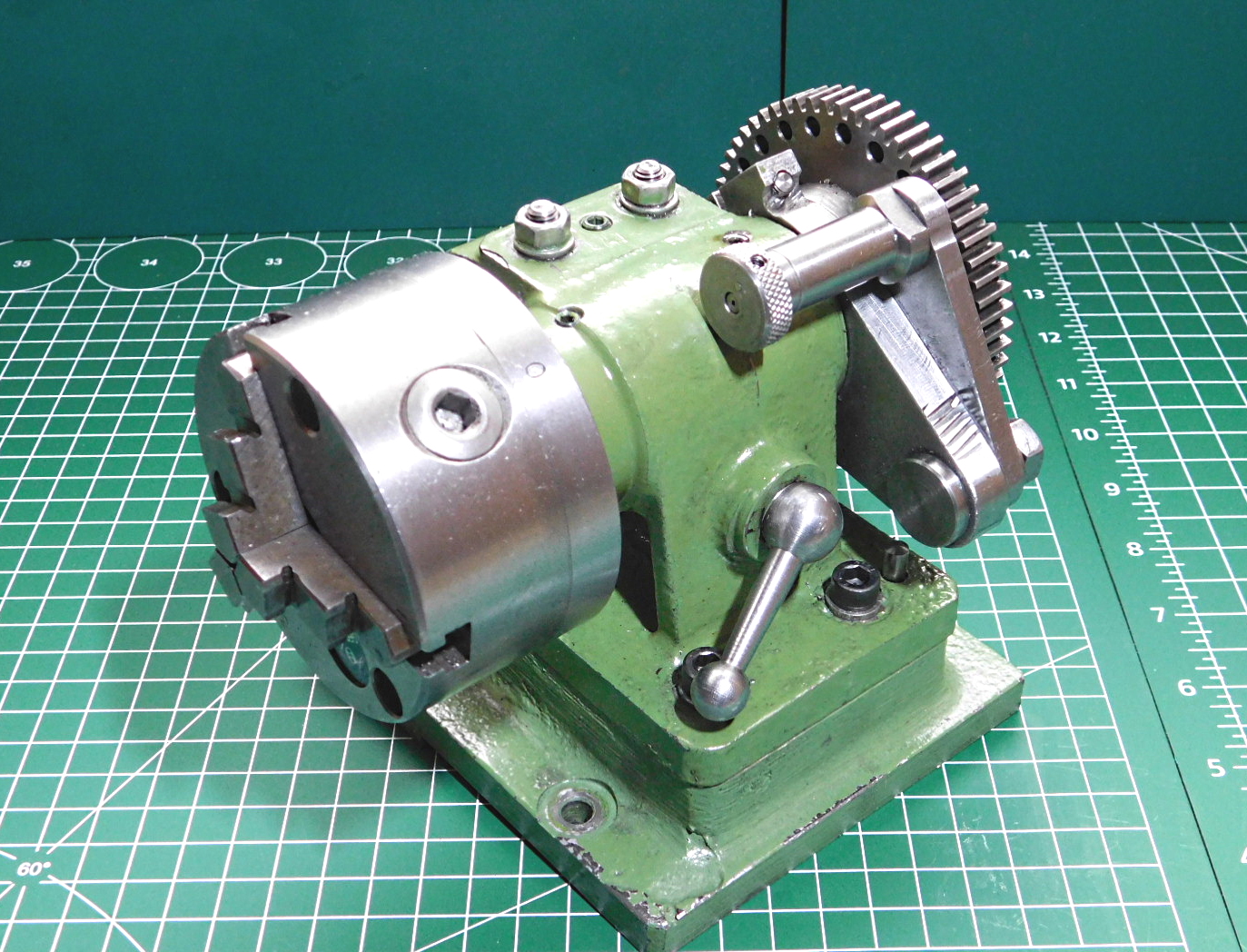
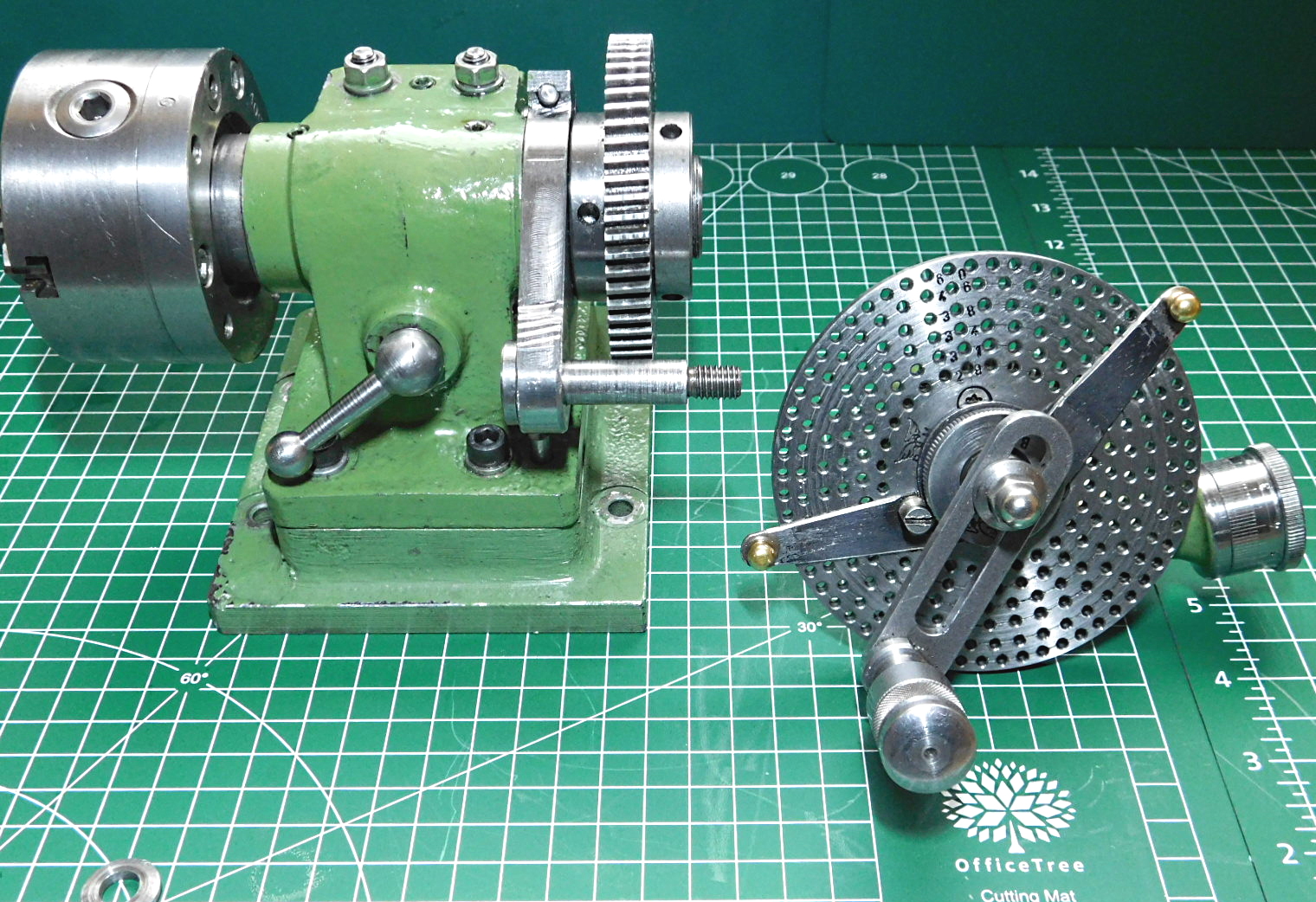
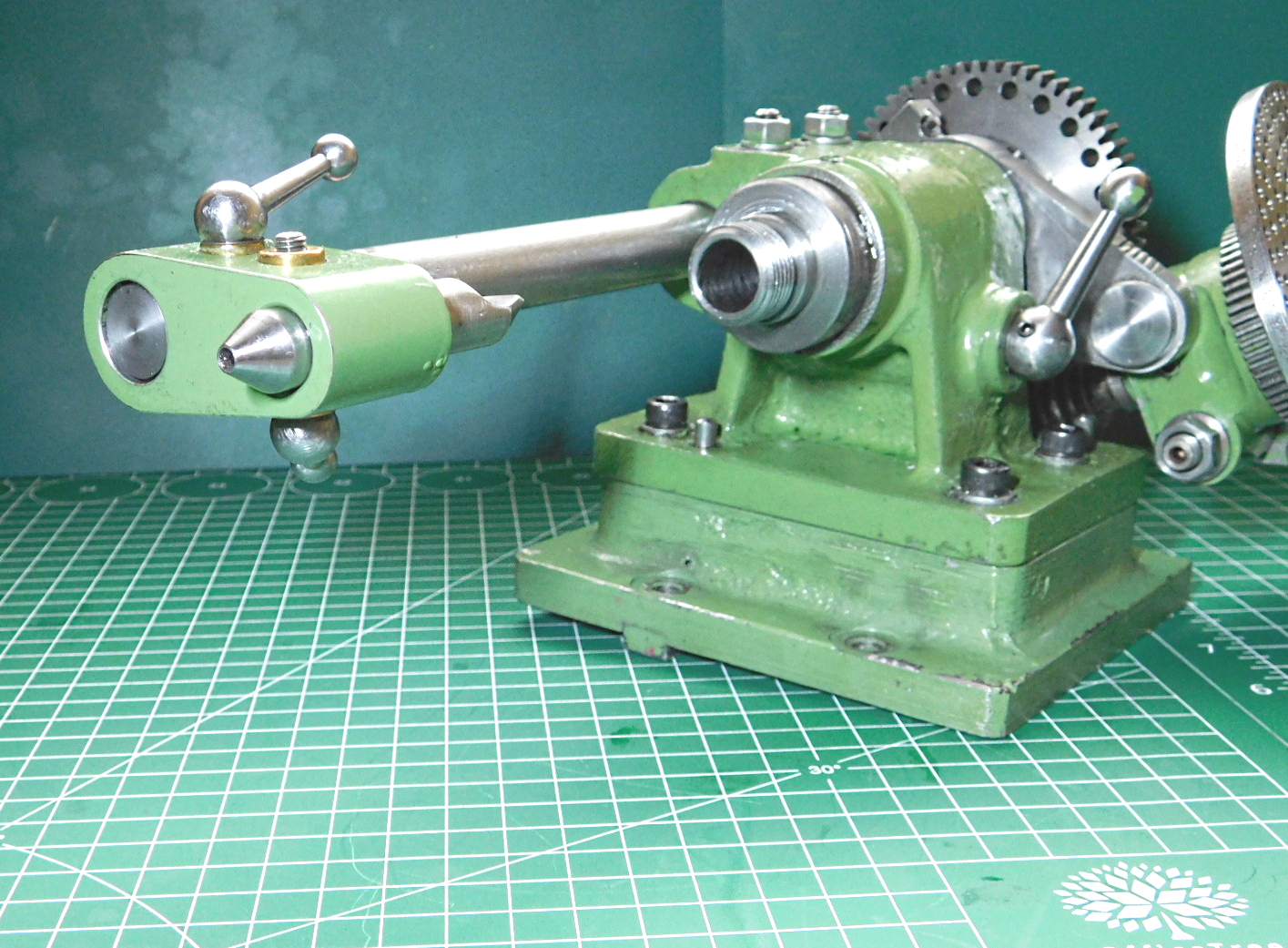
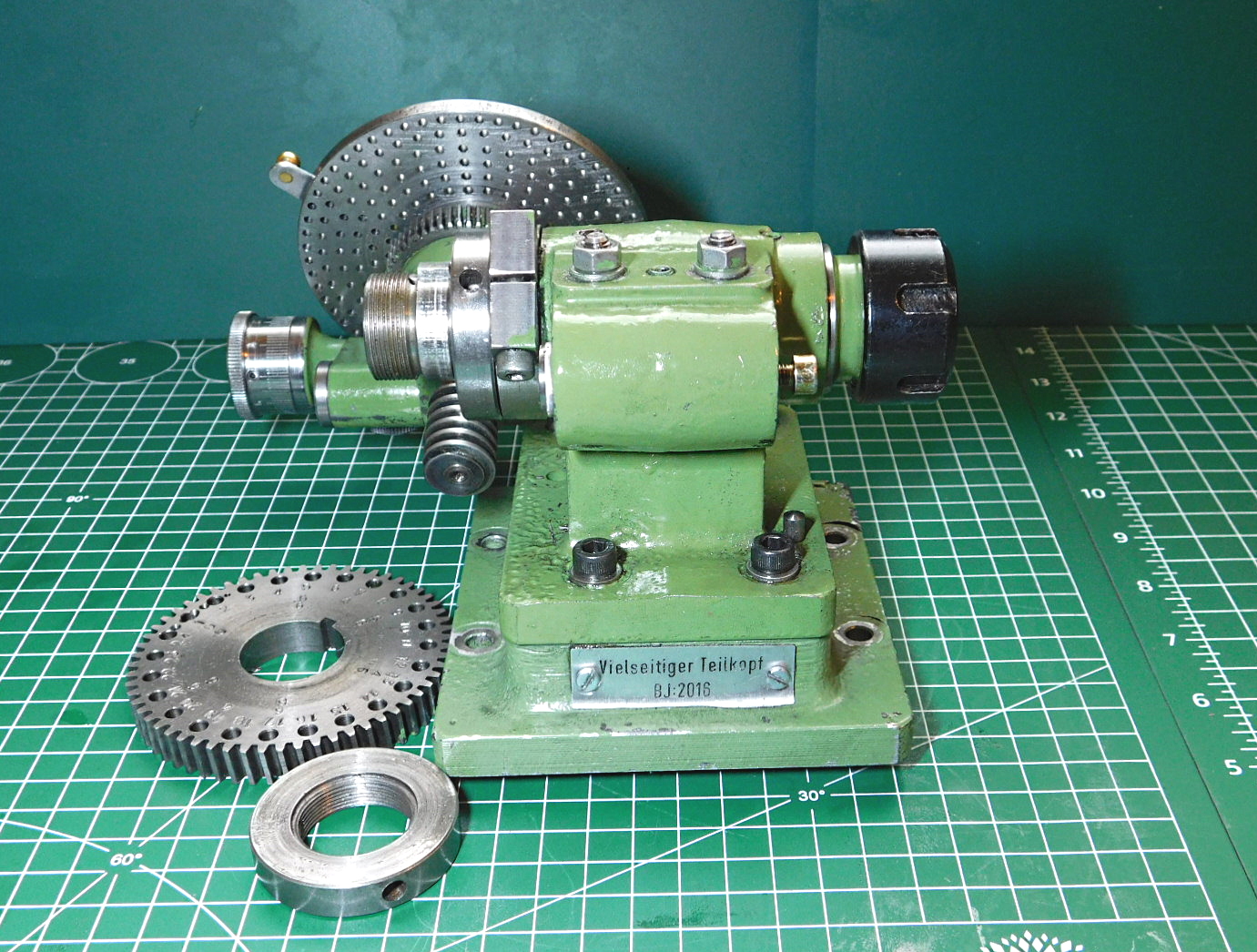
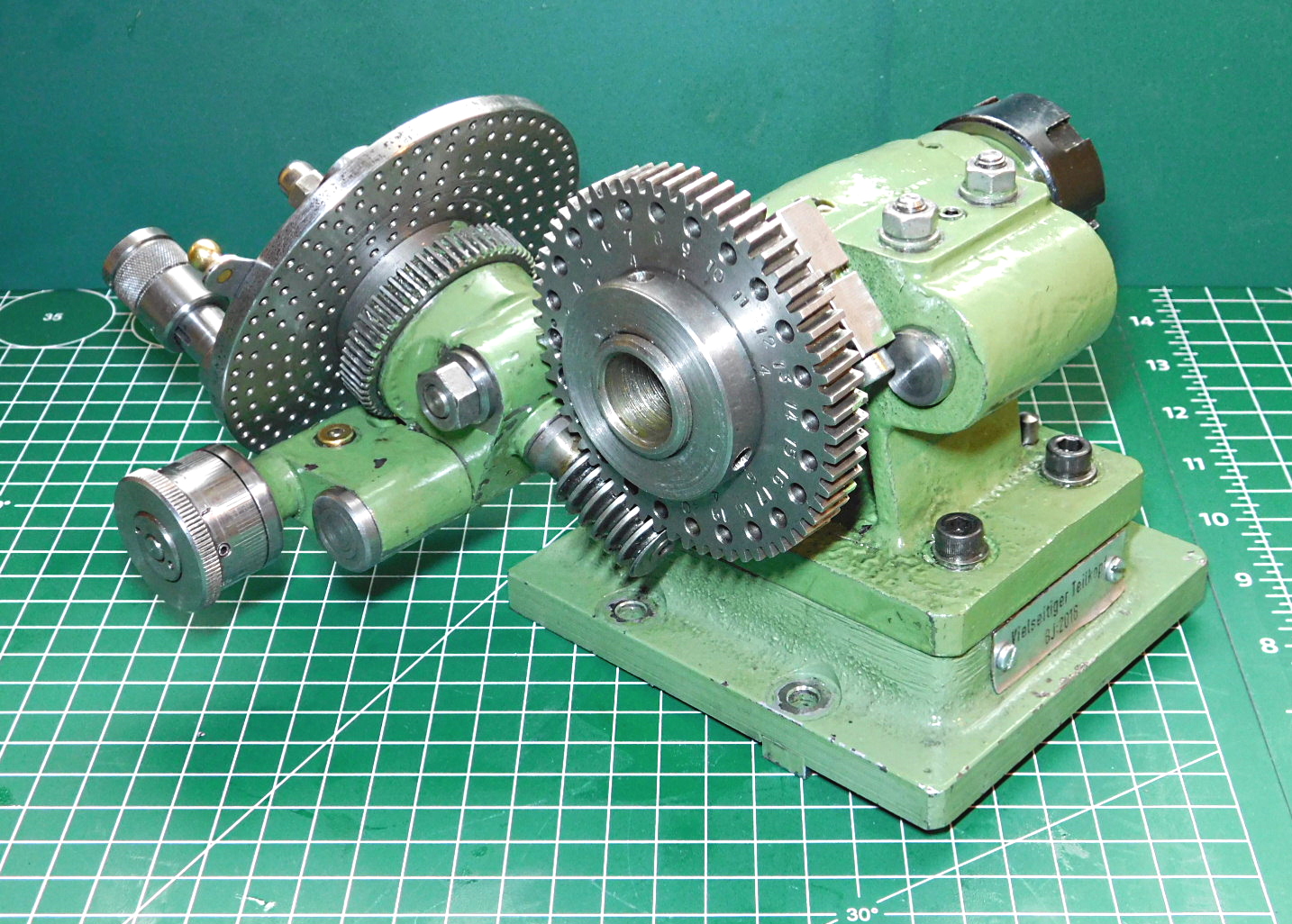
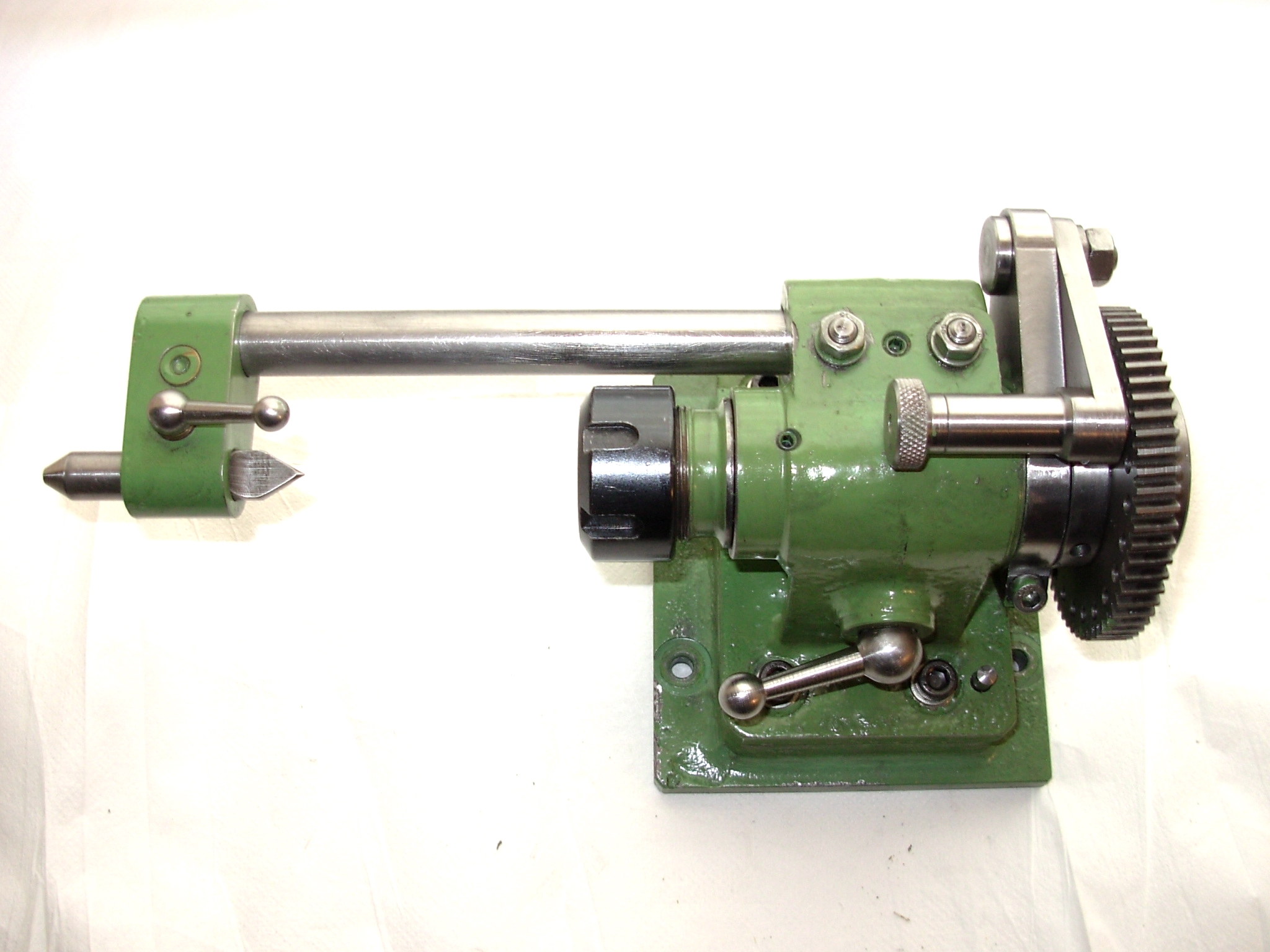
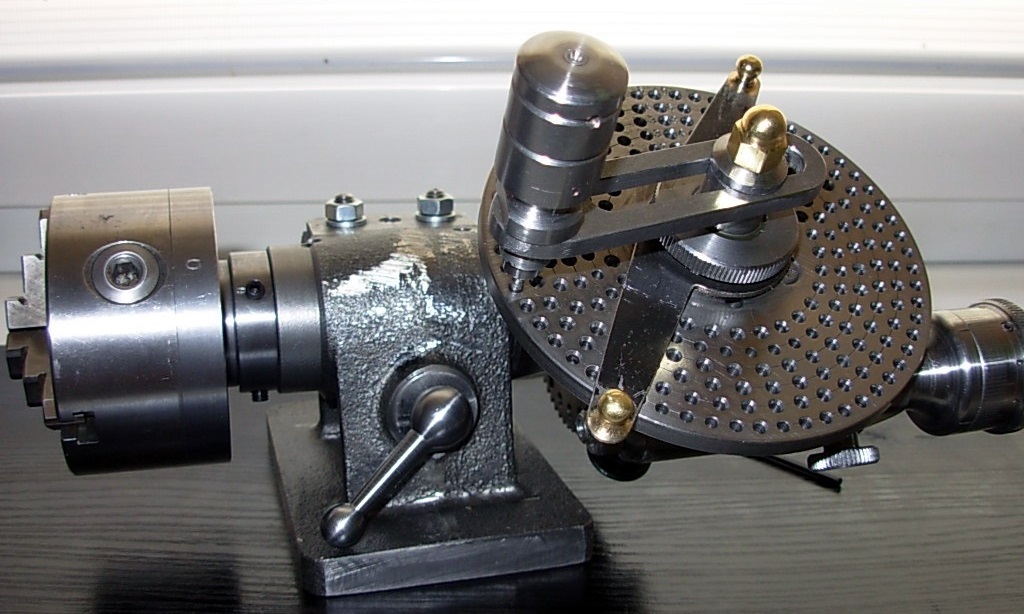
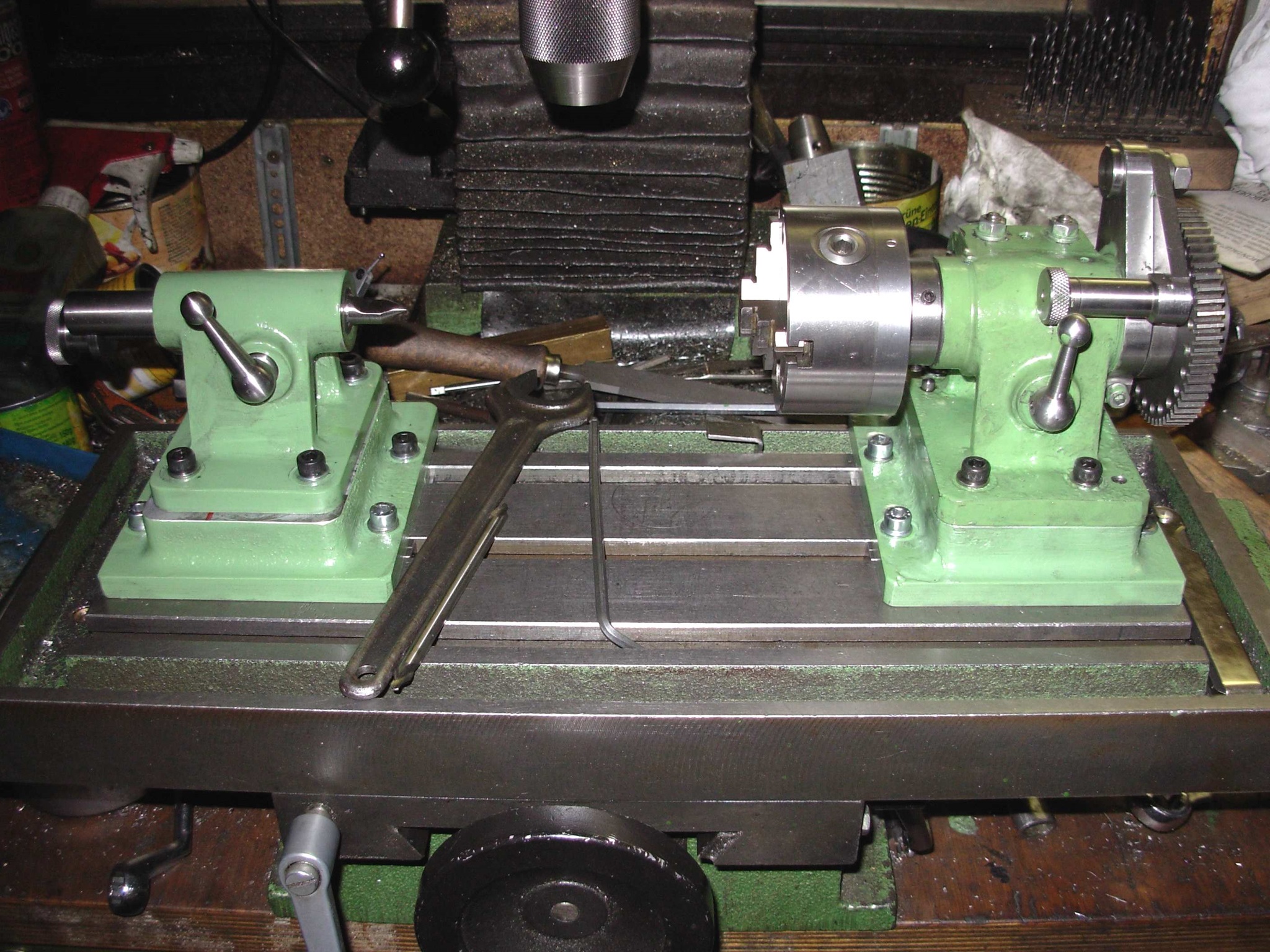
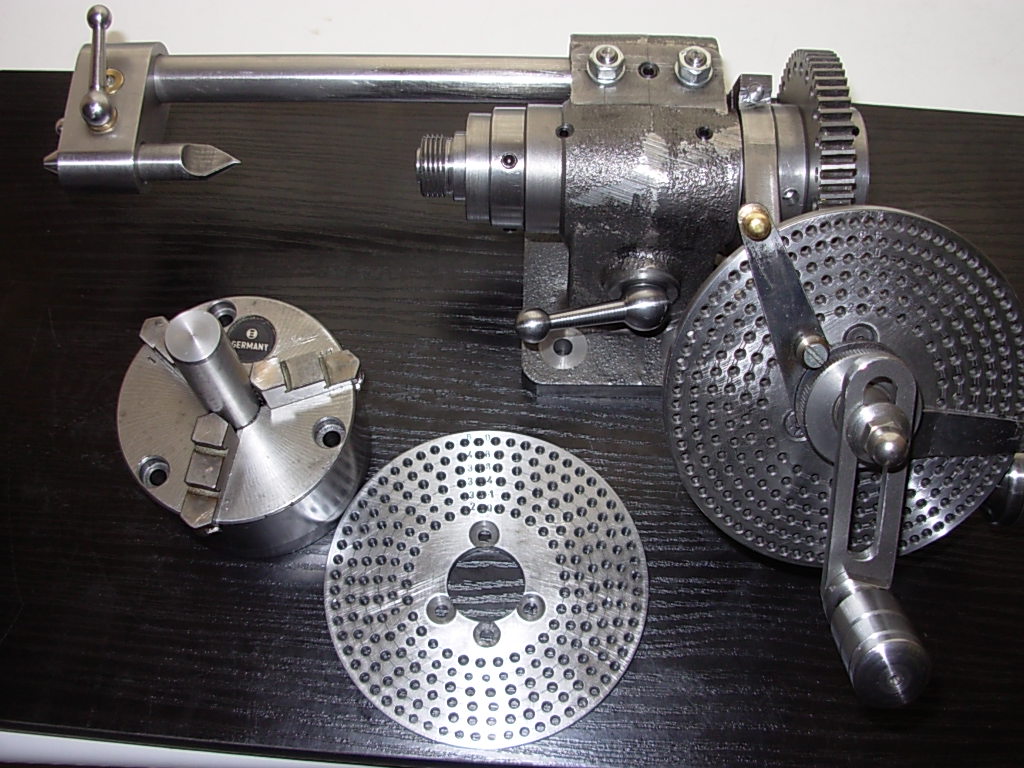
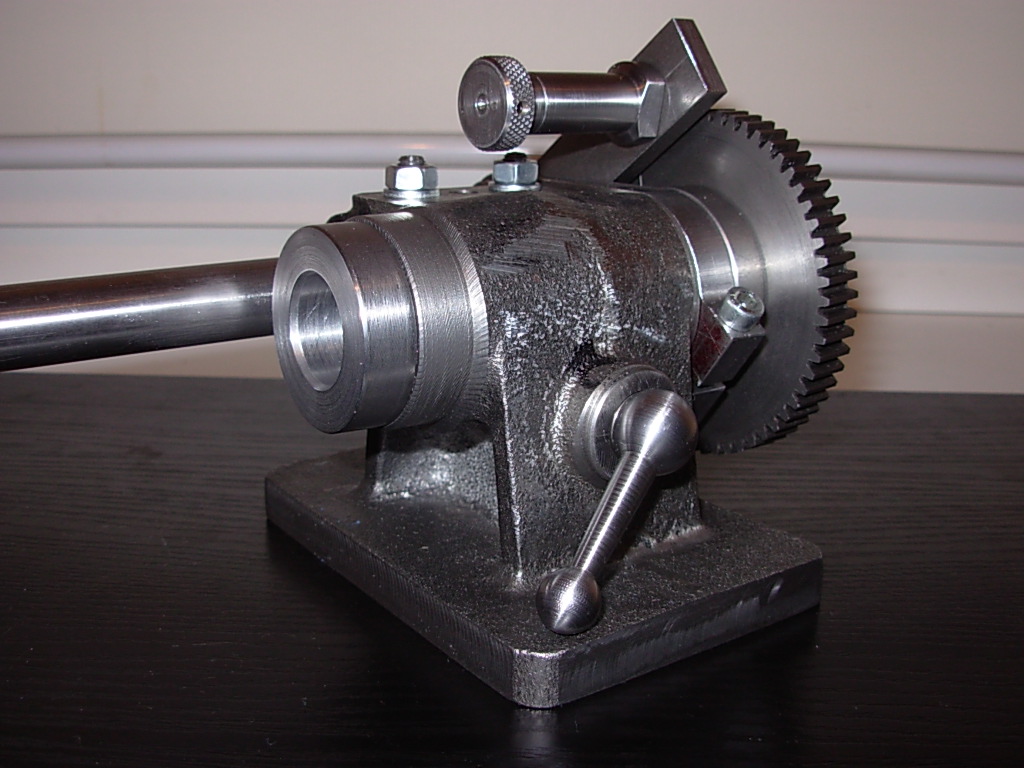
Hier sehen sie Bilder vom fertigen Teilgerät.
Here you can see pictures of the finished unit.
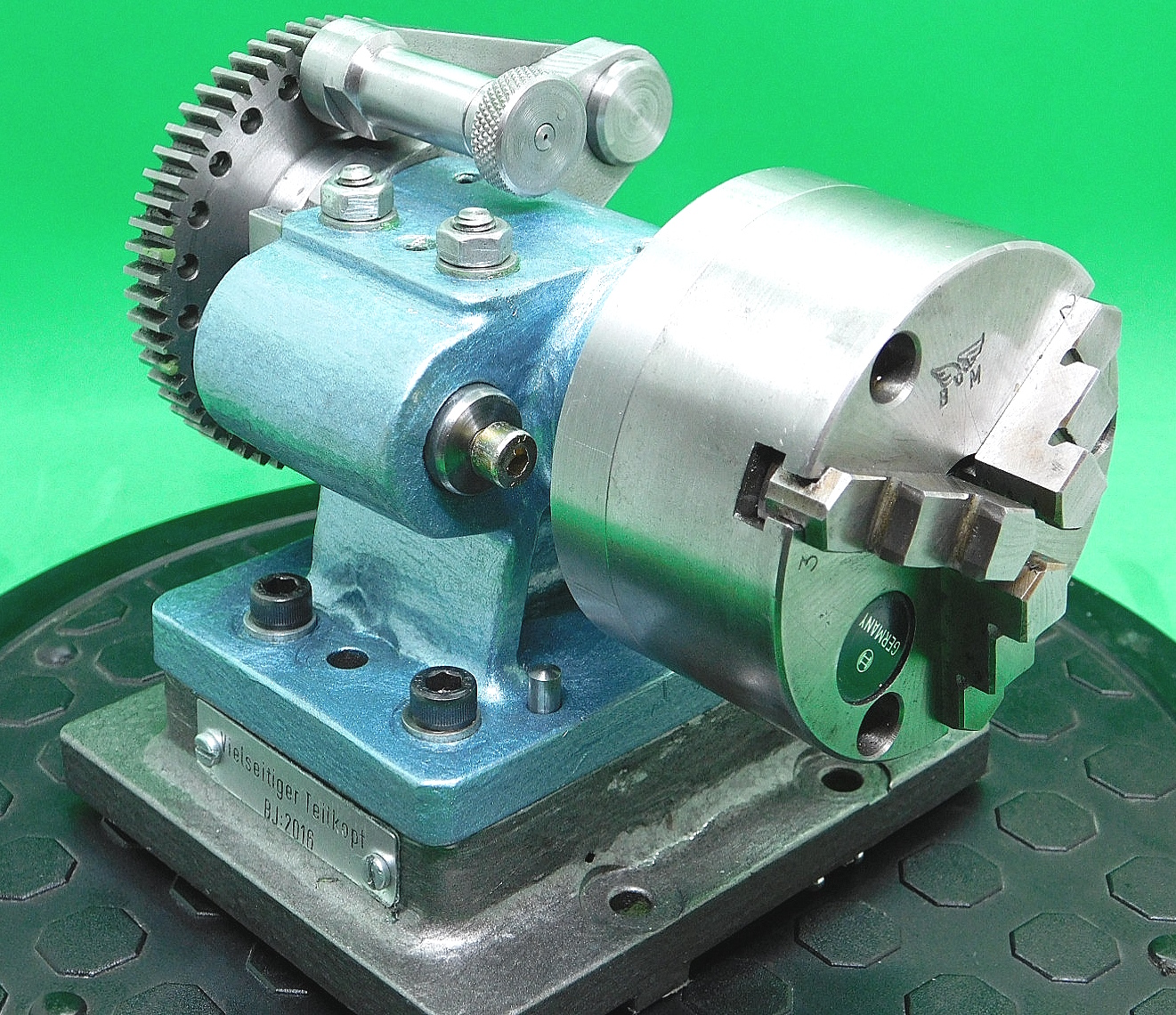
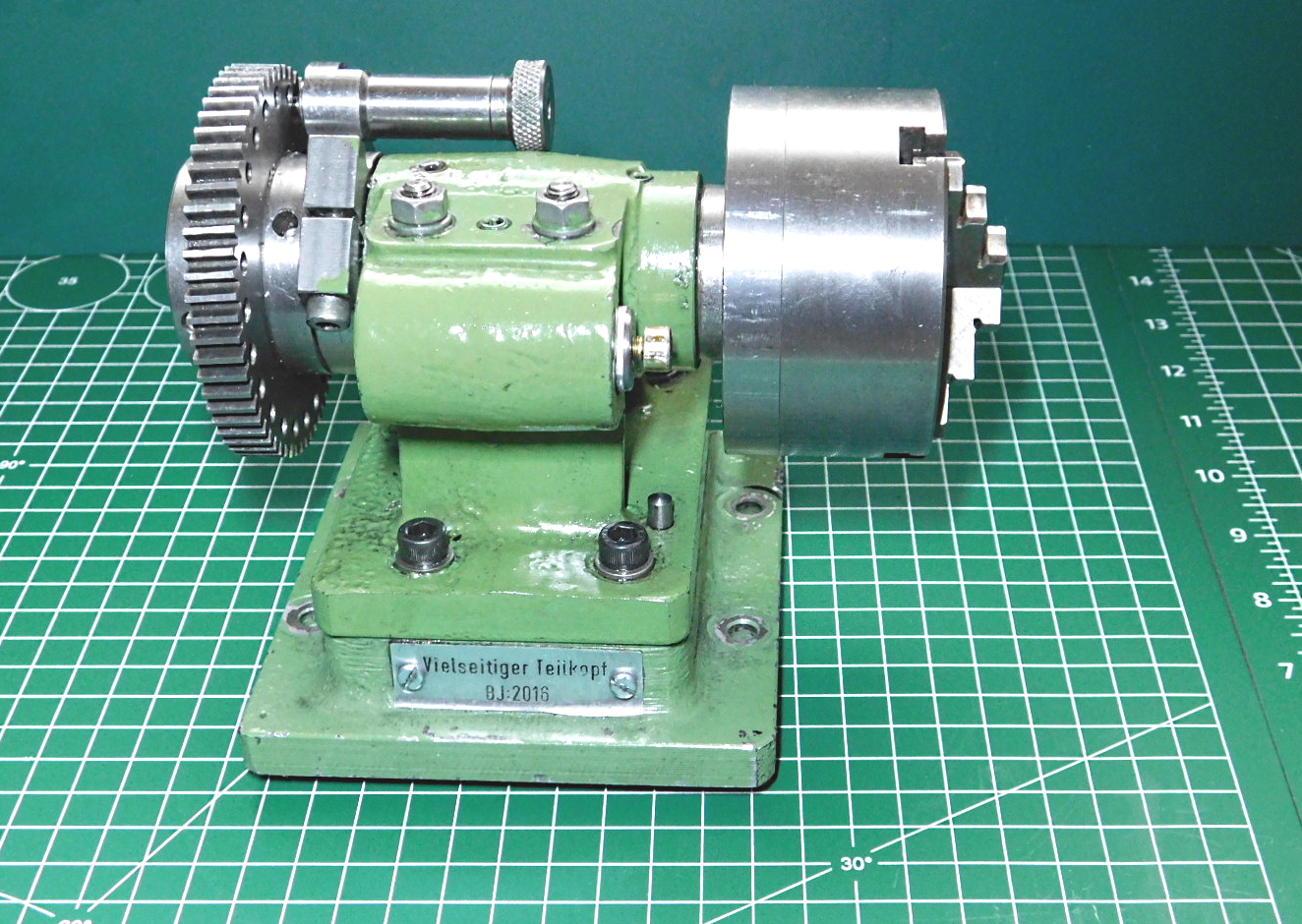
 Das fertige Teil aufgebaut mit 74mm Dreibackenfutter auf meiner Fräsmaschine.
Das fertige Teil aufgebaut mit 74mm Dreibackenfutter auf meiner Fräsmaschine.The finished part set up with 74mm three jaw chuck on my milling machine
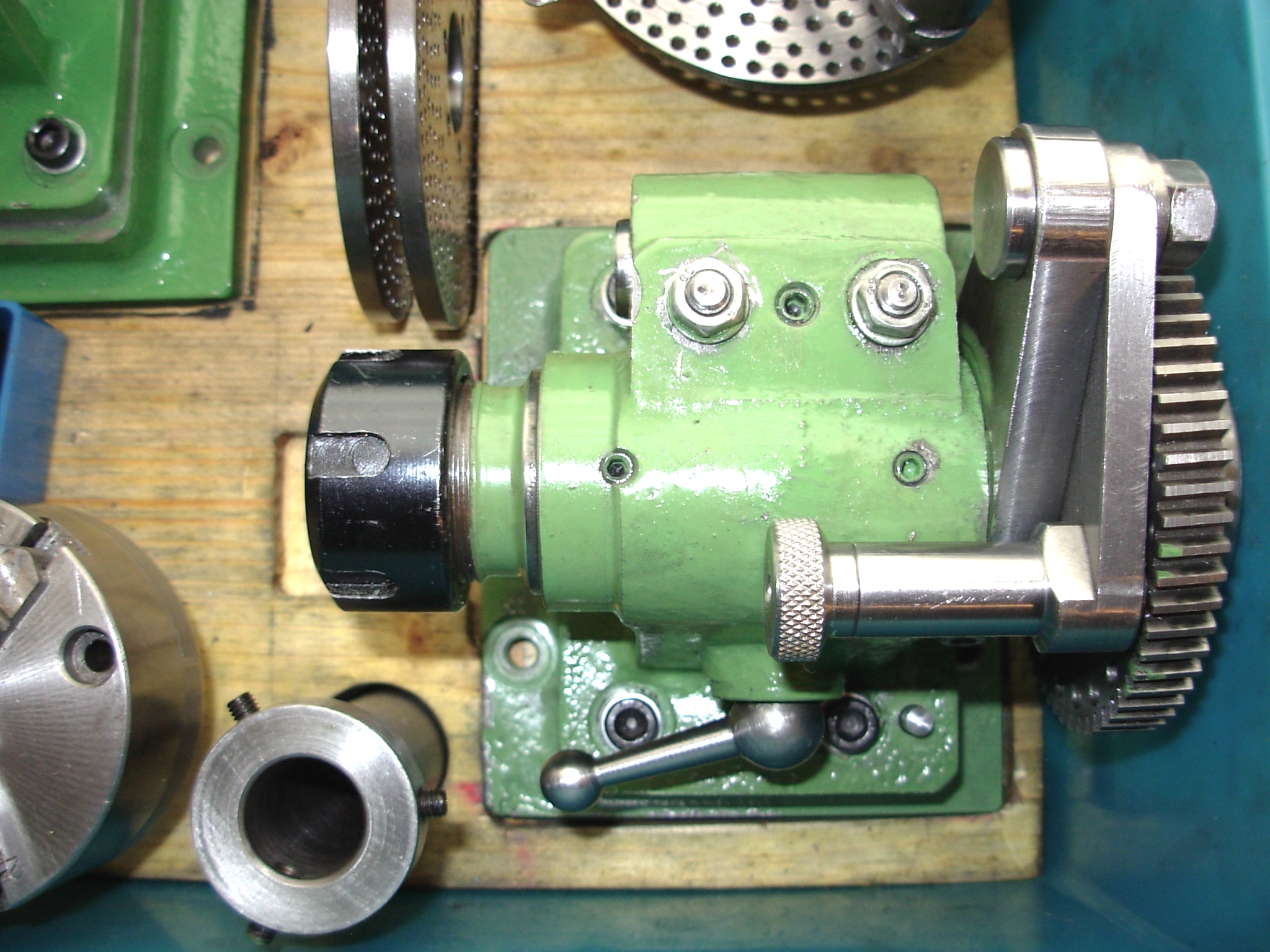
 Aufgebaut mit ER25 Spannzangenaufnahme.
Aufgebaut mit ER25 Spannzangenaufnahme.Assembled with ER25 collet holder.
 Mit der Feineinstellung sind Einstellungen mit einer Genauigkeit von 1/1000 Winkelgrad möglich.
Mit der Feineinstellung sind Einstellungen mit einer Genauigkeit von 1/1000 Winkelgrad möglich.With the fine adjustment, settings with an accuracy of 1/1000 angular degree are possible.
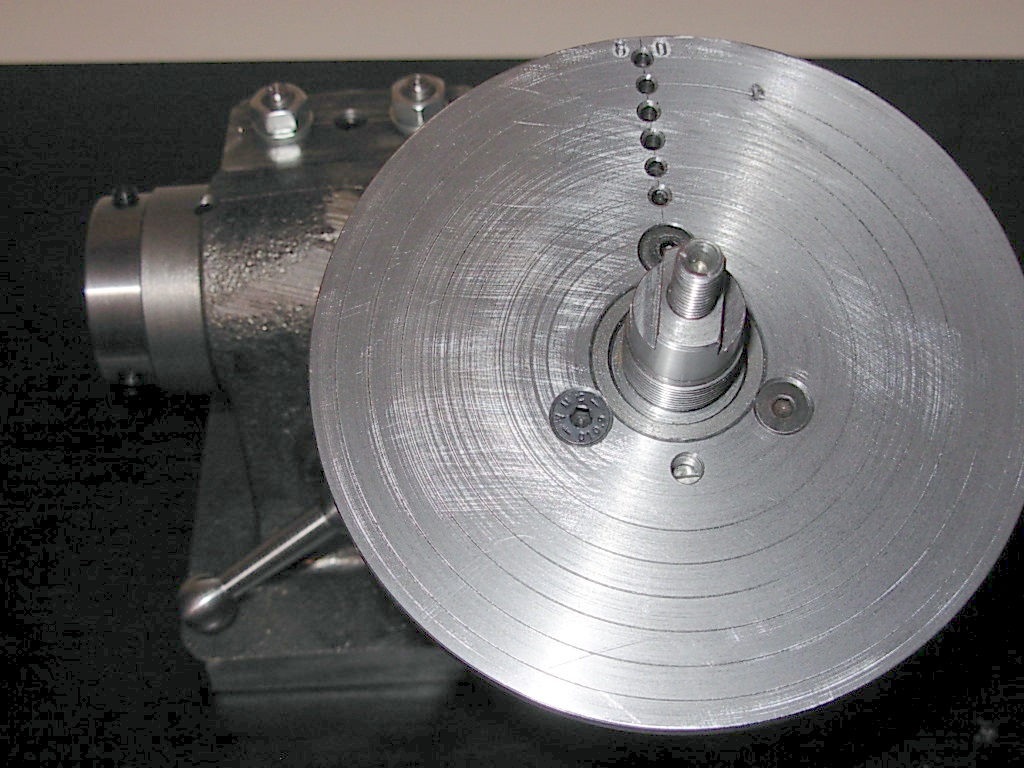
 Eine der insgesamt drei Teilscheiben.
Eine der insgesamt drei Teilscheiben.One of the total of three dividing plates.
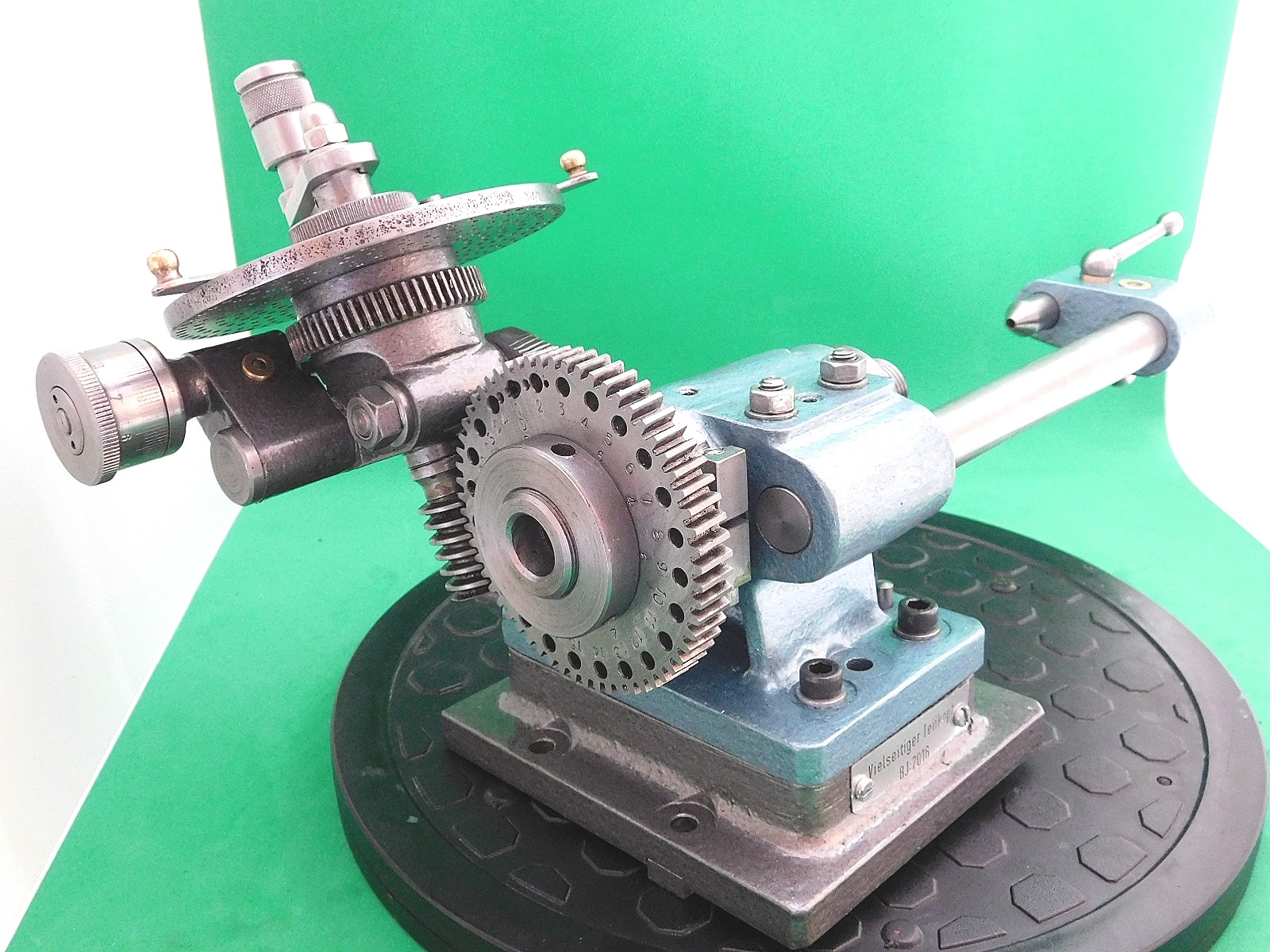
 Teilgerät bei der Herstellung eines Zahnrades mit 73 Zähnen für meine Drehmaschine.
Teilgerät bei der Herstellung eines Zahnrades mit 73 Zähnen für meine Drehmaschine.Dividing device in the manufacture of a gear with 73 teeth for my lathe.
Ich habe nochmals einige Bilder gemacht.
I have taken some pictures again.

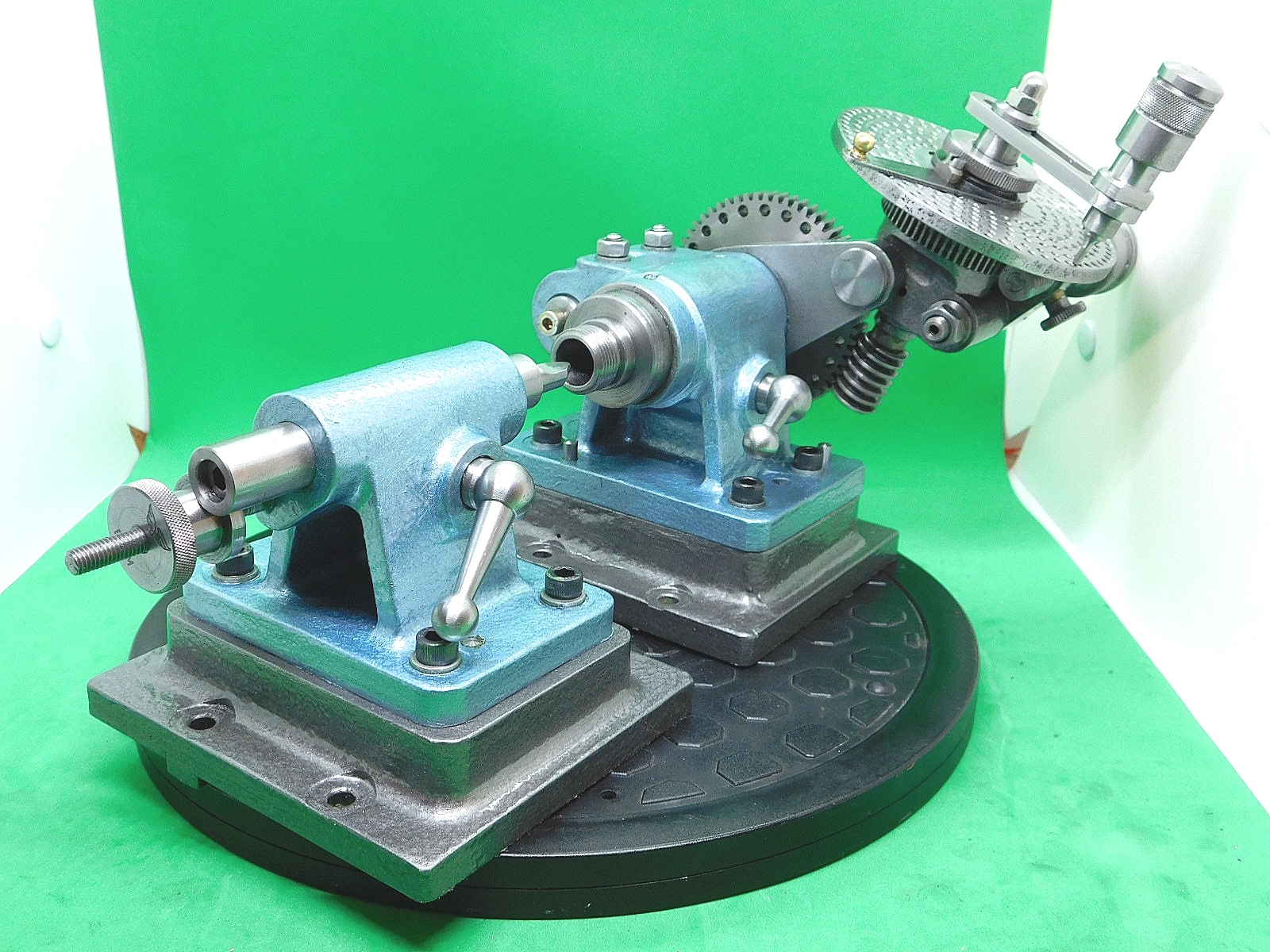
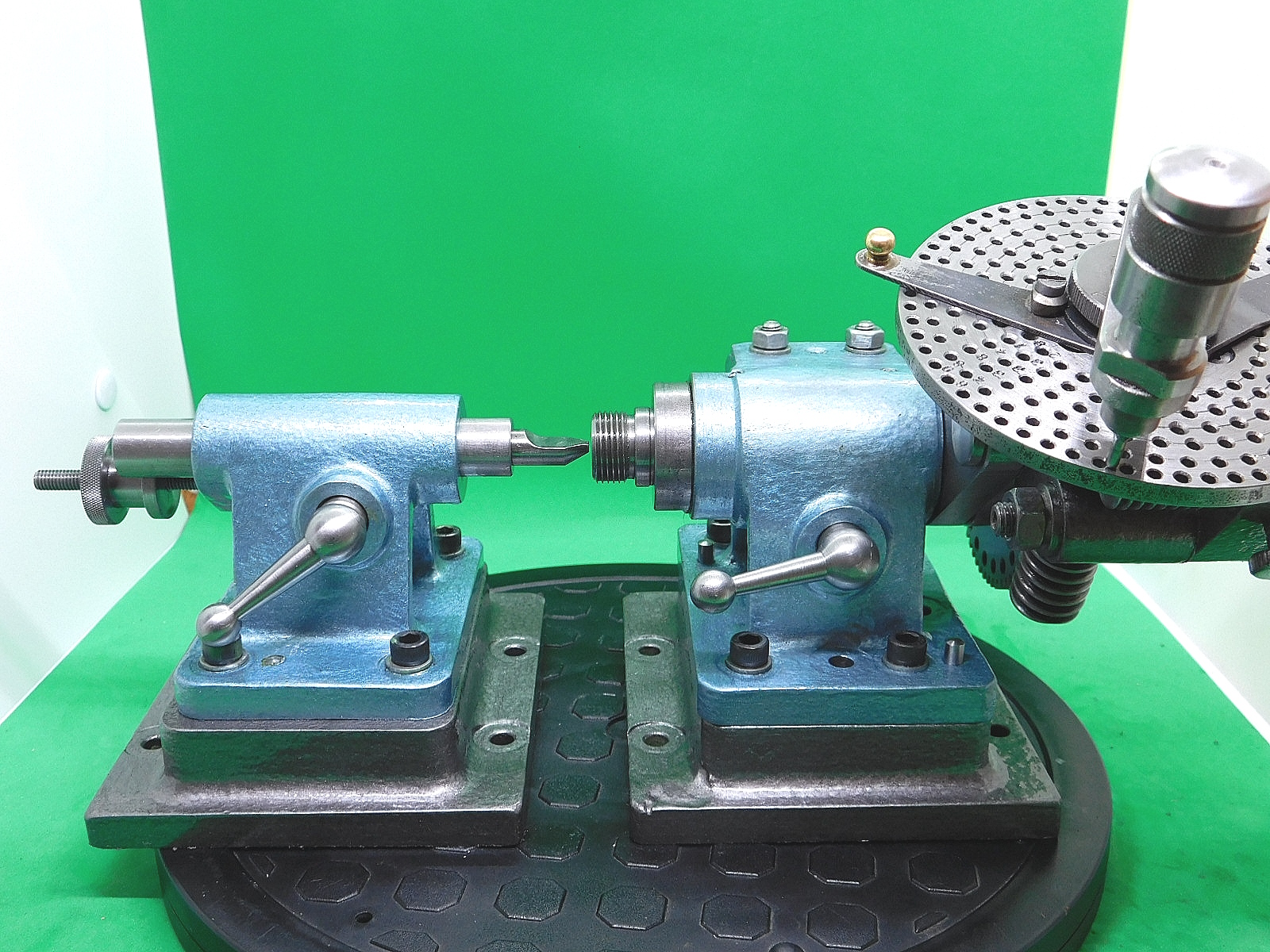
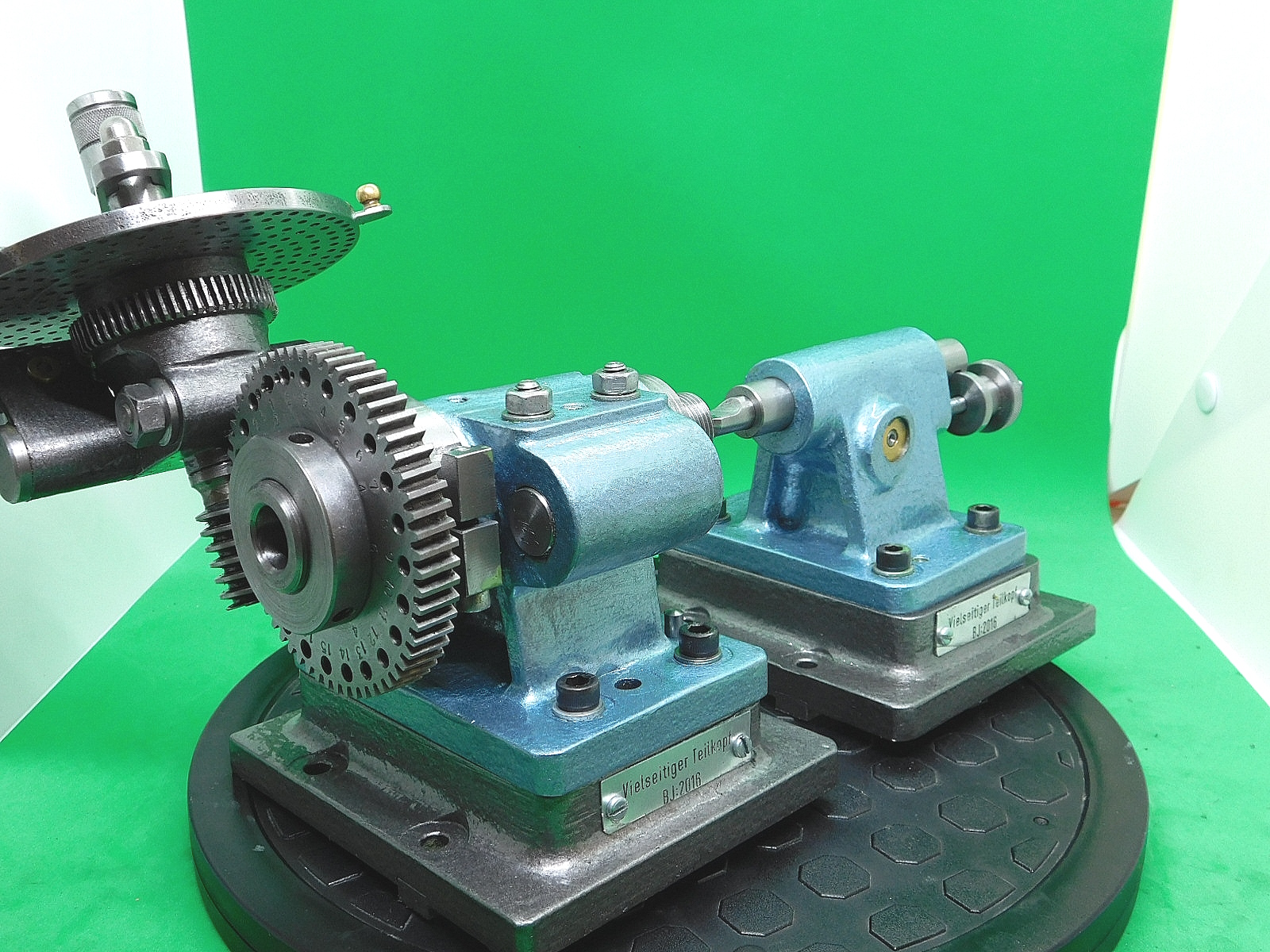
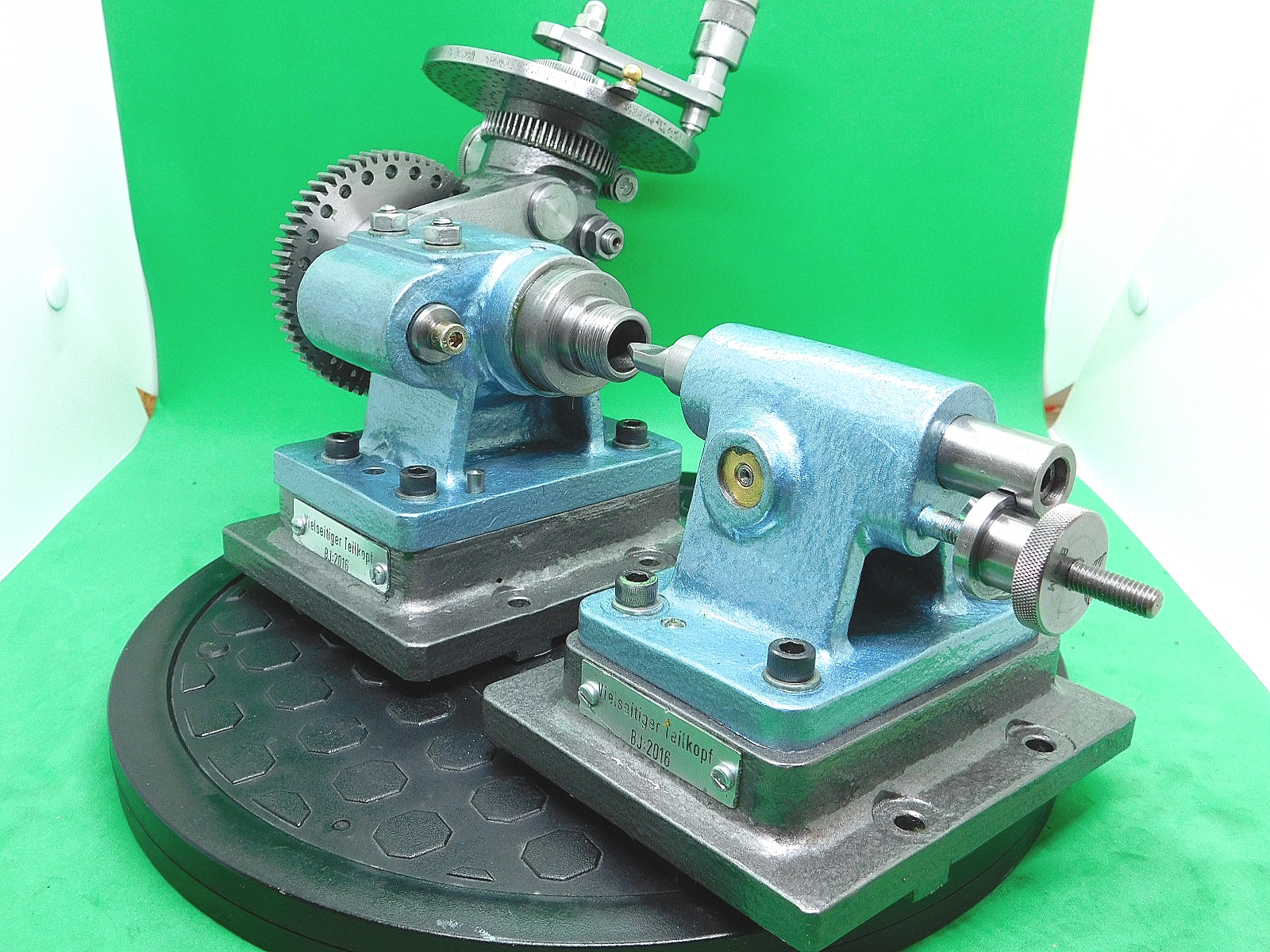
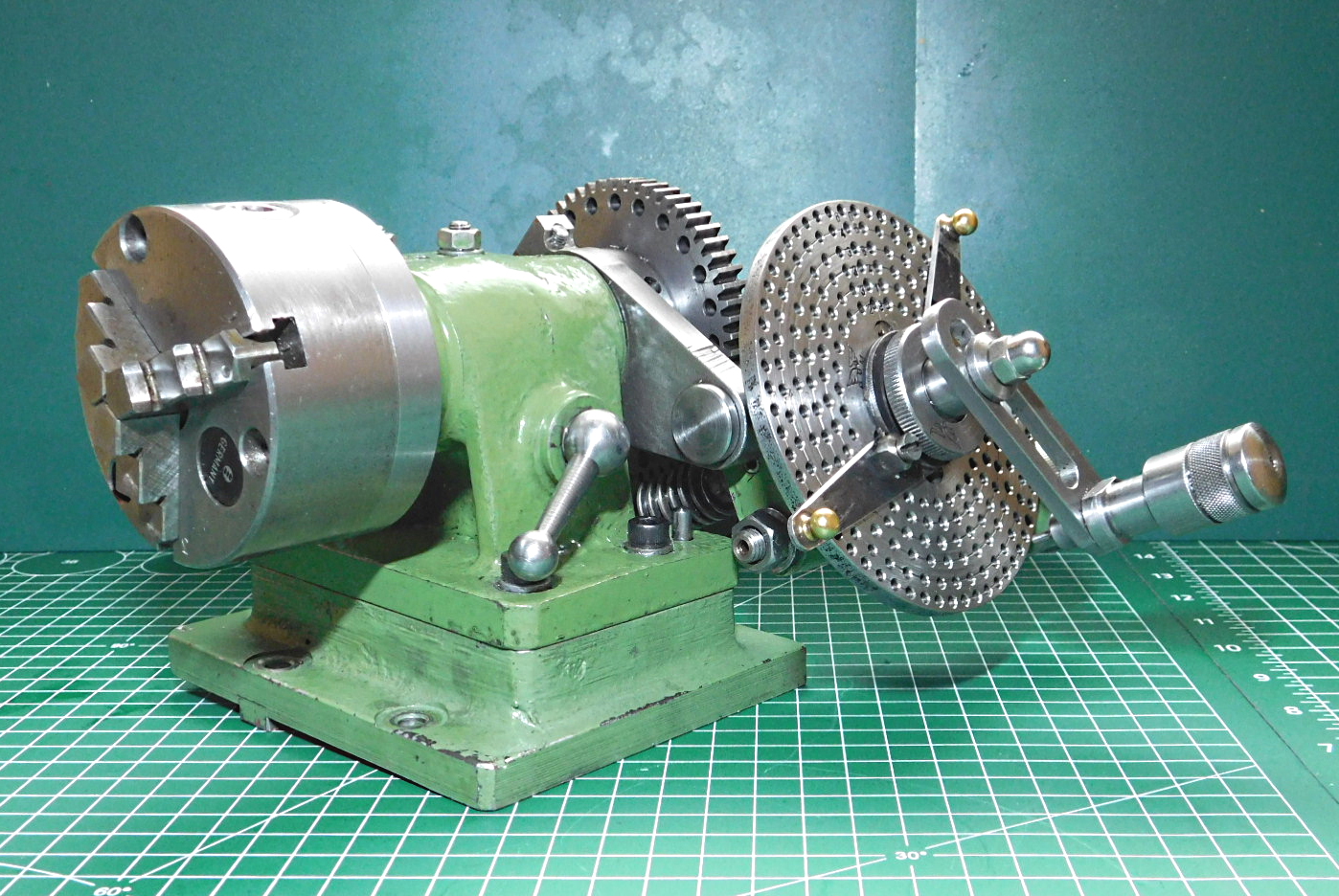
 Teilgerät und Reitstock sind auf ihren Sockeln verstiftet und verschraubt.
Teilgerät und Reitstock sind auf ihren Sockeln verstiftet und verschraubt.The dividing head and tailstock are doweled on their bases and bolted together.
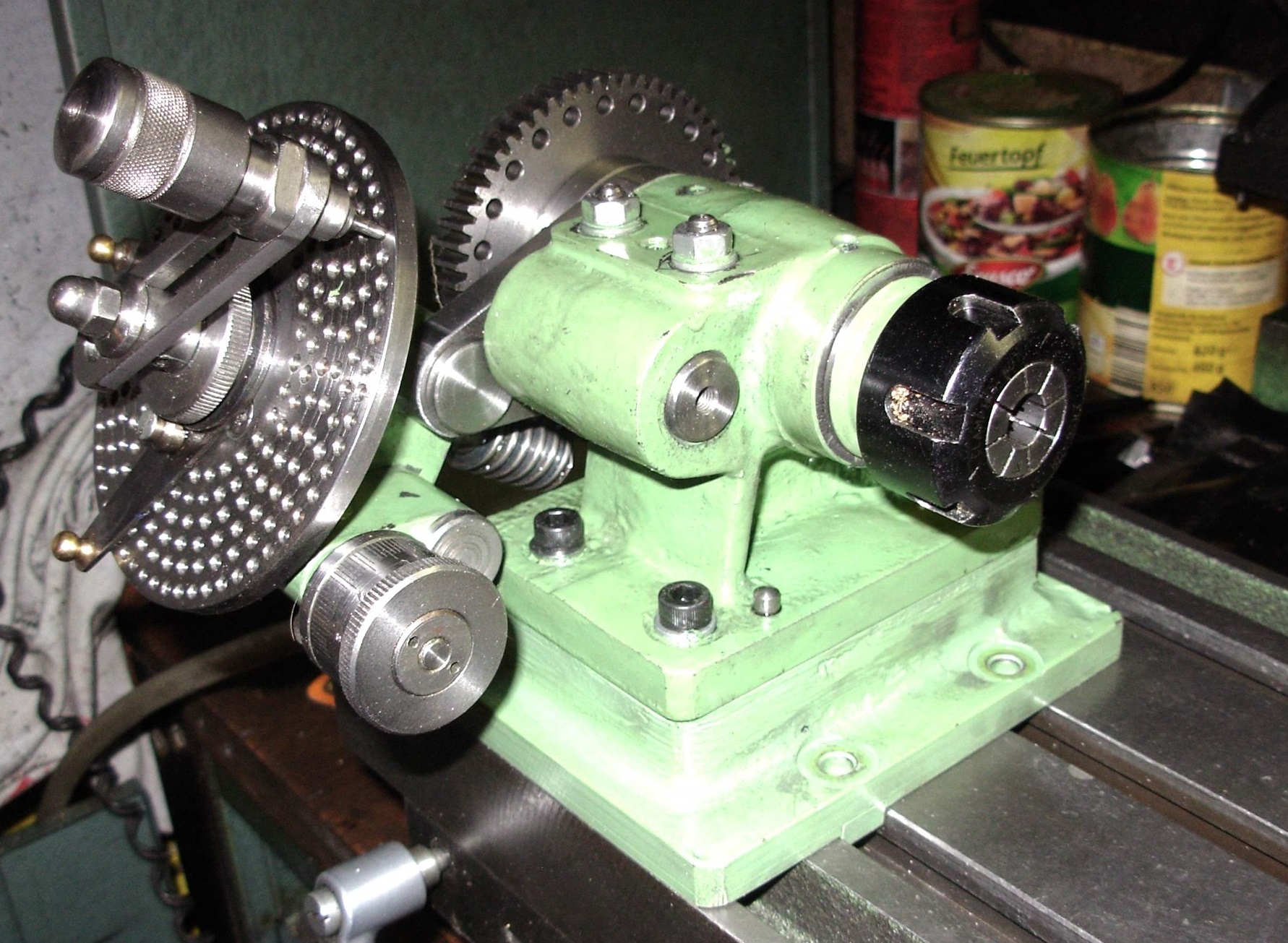
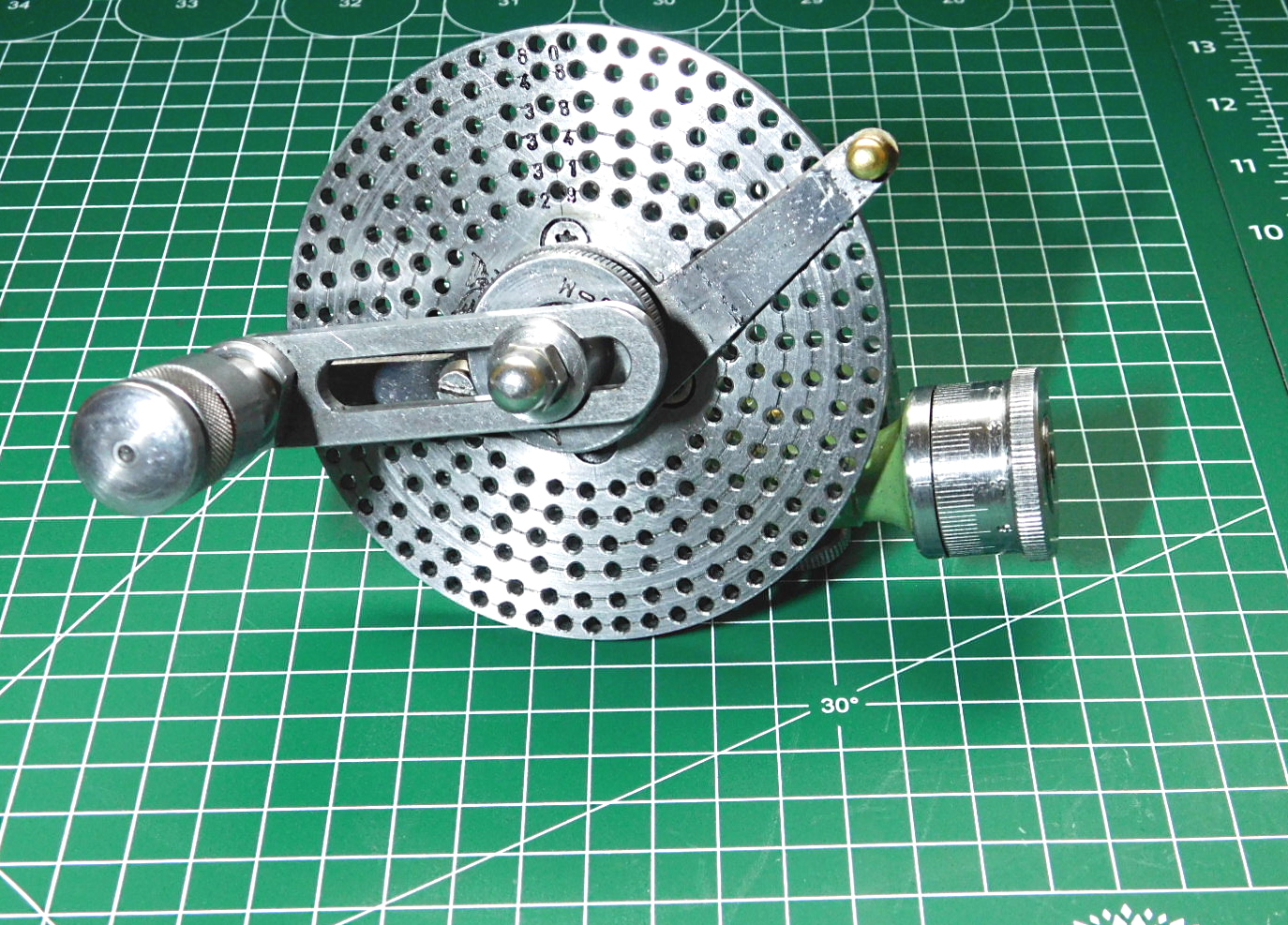 Indirekte Teileinrichtung mit Micro-Einstellung.
Indirekte Teileinrichtung mit Micro-Einstellung.Indirect dividing device with micro-adjustment.

 Montagebolzen für die indirekte Teileinrichtung.
Montagebolzen für die indirekte Teileinrichtung.Mounting bolts for the indirect dividing device.
 Das Spannfutter ist ein modifiziertes Dreibacken-Futter von meiner Bosch-Combi Drehmaschine. Ich habe das innenleben mit der Kegelradführung ersetzt und eine Aufnahme mit Gewinde M 20 x 1,5mm, sowie einen Passsitz von 22mm eingebaut. Die Befestigungsbohrungen durch das Futter, werden zur Montage auf dem kleinen Teilgerät von Proxxon (UT 400) gebraucht.
Das Spannfutter ist ein modifiziertes Dreibacken-Futter von meiner Bosch-Combi Drehmaschine. Ich habe das innenleben mit der Kegelradführung ersetzt und eine Aufnahme mit Gewinde M 20 x 1,5mm, sowie einen Passsitz von 22mm eingebaut. Die Befestigungsbohrungen durch das Futter, werden zur Montage auf dem kleinen Teilgerät von Proxxon (UT 400) gebraucht.The chuck is a modified three jaw chuck from my Bosch Combi lathe. I have replaced the inside with the bevel gear guide and installed a receptacle with thread M 20 x 1.5mm, and a fit of 22mm. The mounting holes through the chuck, are needed for mounting on the small dividing device from Proxxon (UT 400).
 Spannfutter demontiert.
Spannfutter demontiert.Chuck disassembled.
 Montage vom Ausleger.
Montage vom Ausleger.Mounting from the boom.
 Die Aufspannscheibe hat die gleiche Aufnahme wie das Spannfutter.
Die Aufspannscheibe hat die gleiche Aufnahme wie das Spannfutter.The clamping disk has the same mounting as the chuck.
Auf die Drehplatte von meinem Eigenbau-Schraubstock passt das Teilgerät auch.
The dividing device also fits on the rotary plate of my self-made vice.
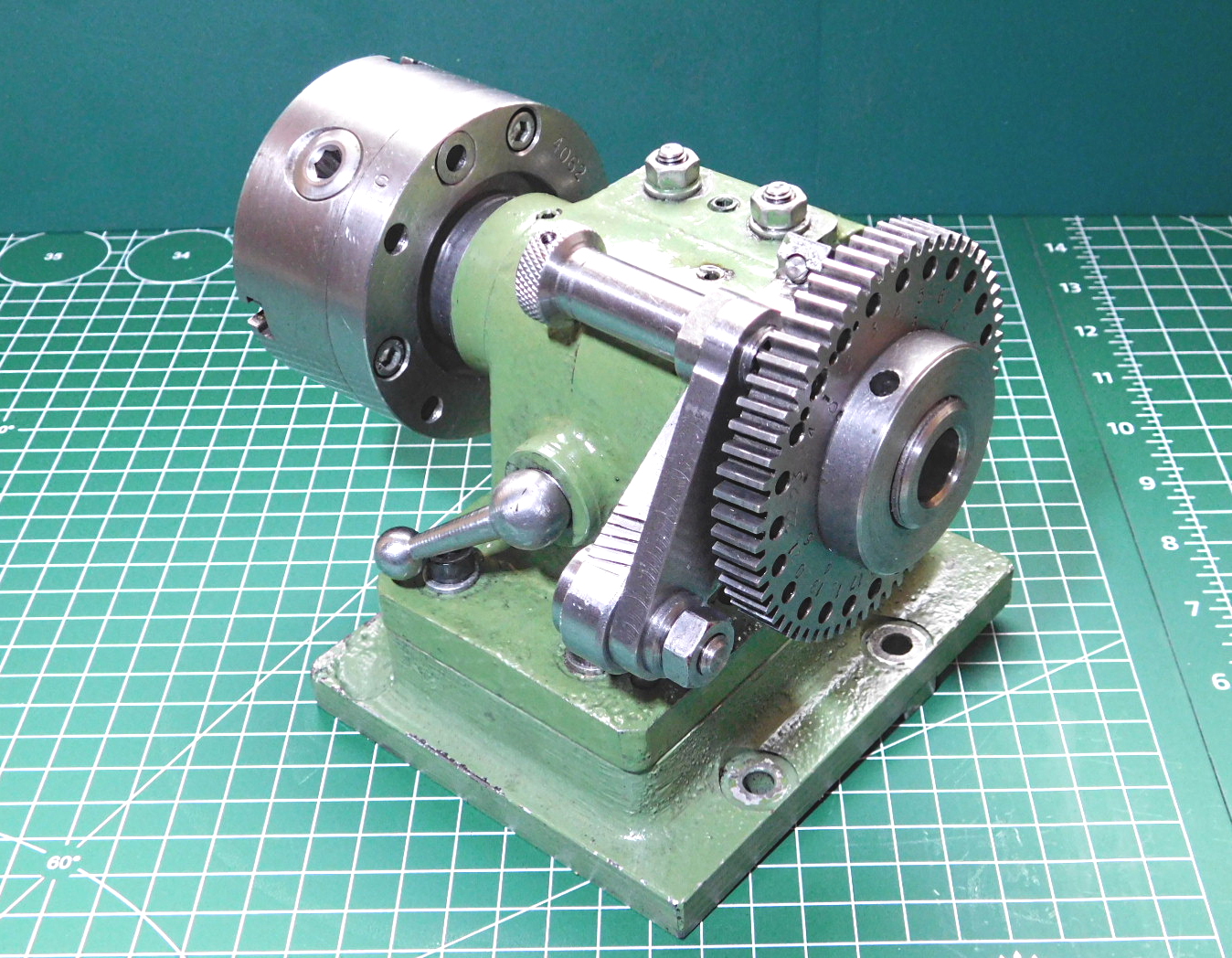
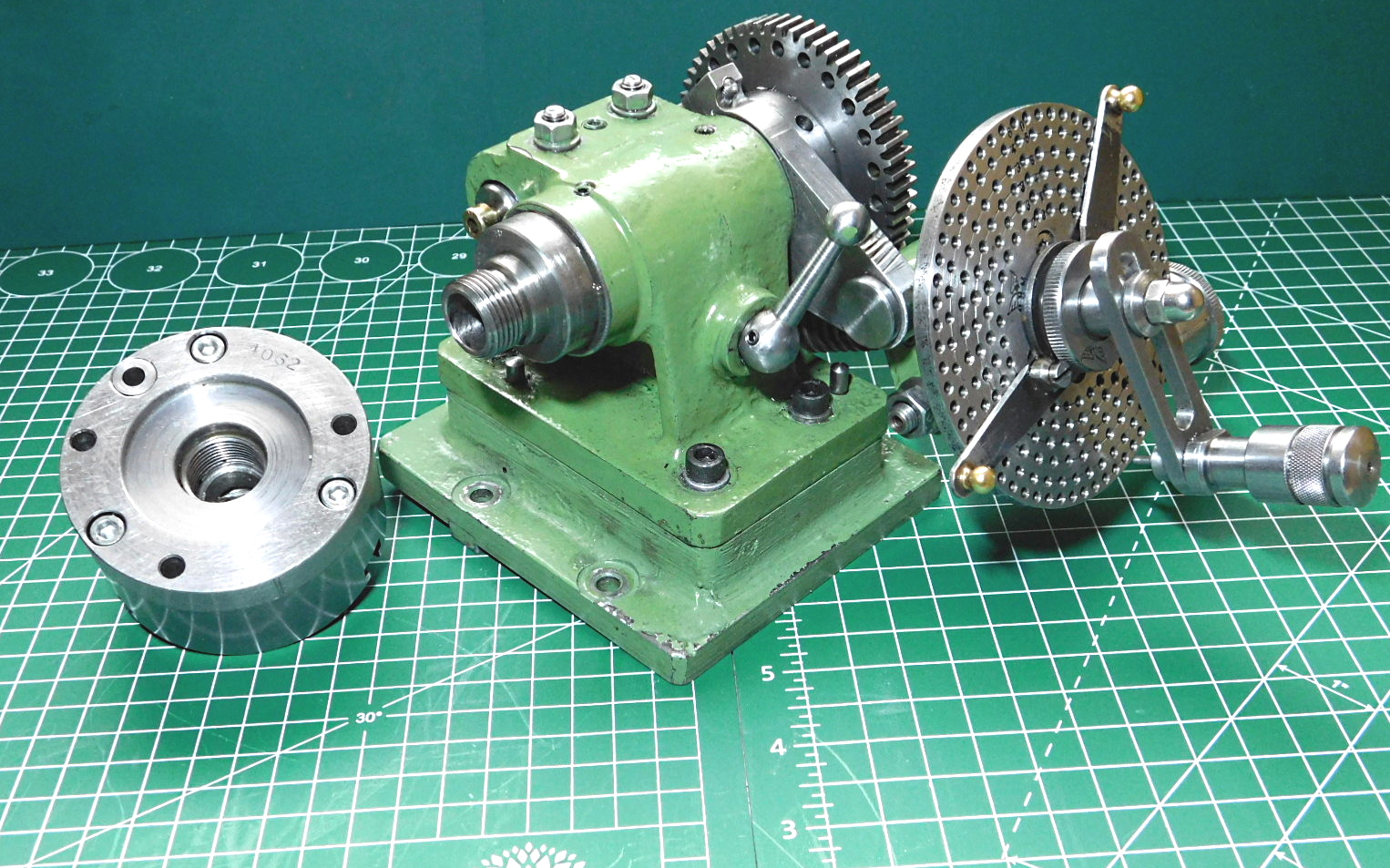
Austausch der Spindel.
Die Teilspindel kann man austauschen. Ich habe mir zur Aufnahme von ER 25 Spanntangen eine entsprechende Spindel gefertigt.
Replacement of the spindle.
The dividing spindle can be replaced. I have made myself a corresponding spindle to take ER 25 collets.
 Erste Mutter gelößt.
Erste Mutter gelößt.First nut removed.
 Indexscheibe abgenommen.
Indexscheibe abgenommen.Index disk removed.
 Zweite Mutter und Passfeder abgenommen.
Zweite Mutter und Passfeder abgenommen.Second nut and key removed.
 Spannfutter-Spindel entfernt.
Spannfutter-Spindel entfernt.Chuck spindle removed.
 Spannzangenfutter ER 25 bereit gestellt.
Spannzangenfutter ER 25 bereit gestellt.ER 25 collet chuck provided.
 Die ER 25 Spindel wird in entgegen gesetzter Reihenfolge eingebaut.
Die ER 25 Spindel wird in entgegen gesetzter Reihenfolge eingebaut.The ER 25 spindle is installed in the reverse order.
 Fertige Montage.
Fertige Montage.Ready assembly.
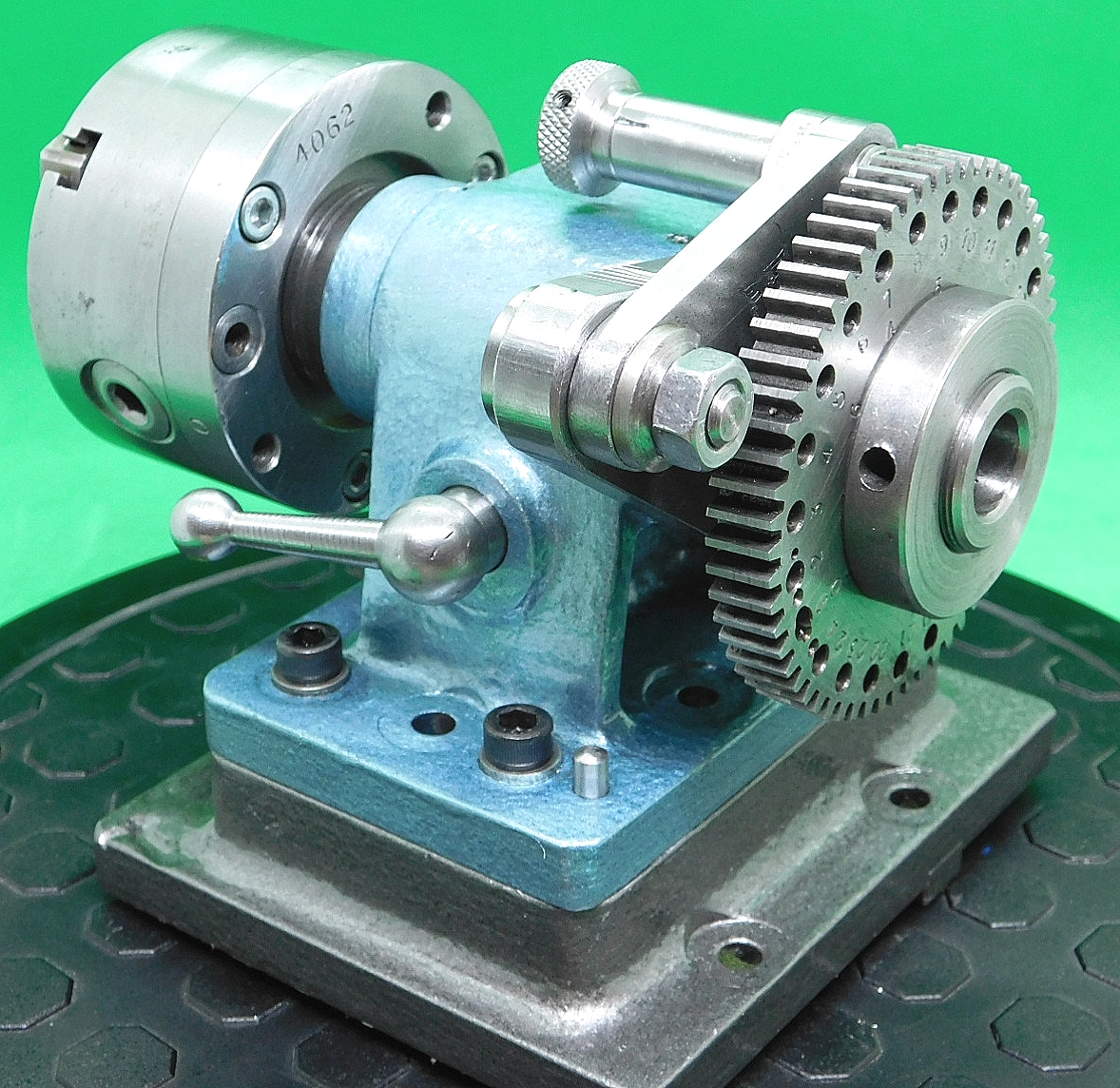
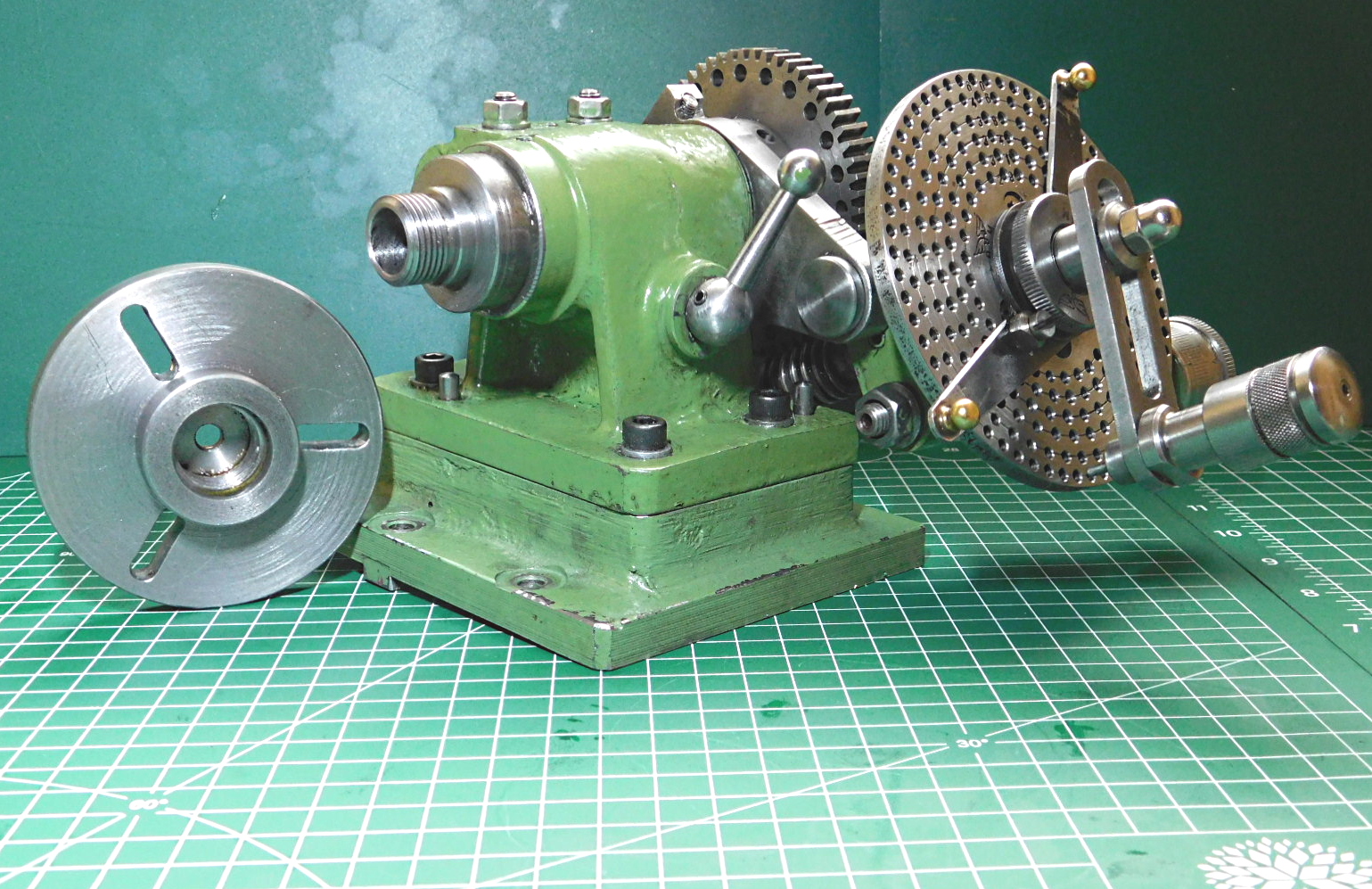
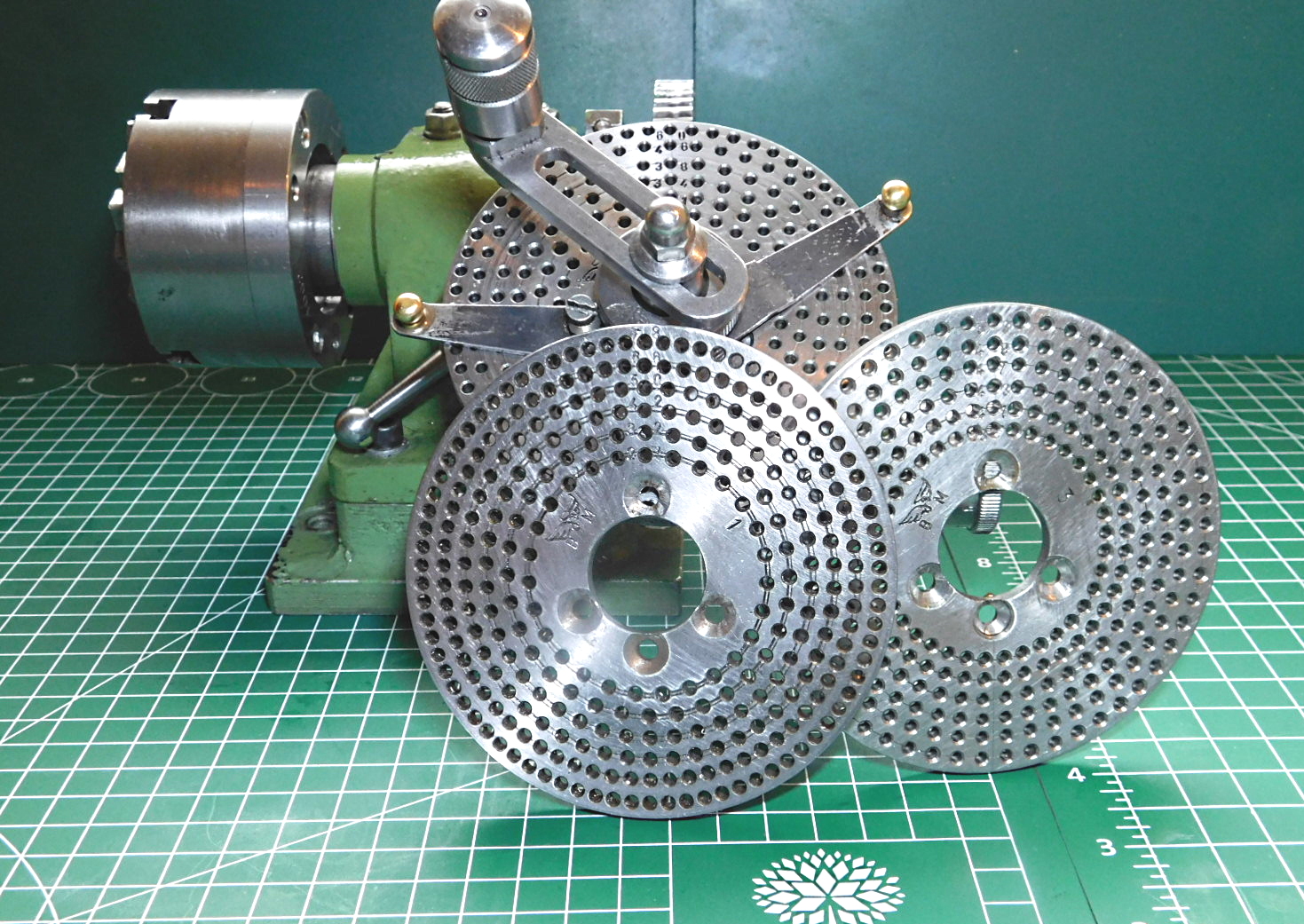 Teilgerät mit allen Teilscheiben.
Teilgerät mit allen Teilscheiben.Dividing unit with all dividing plates.
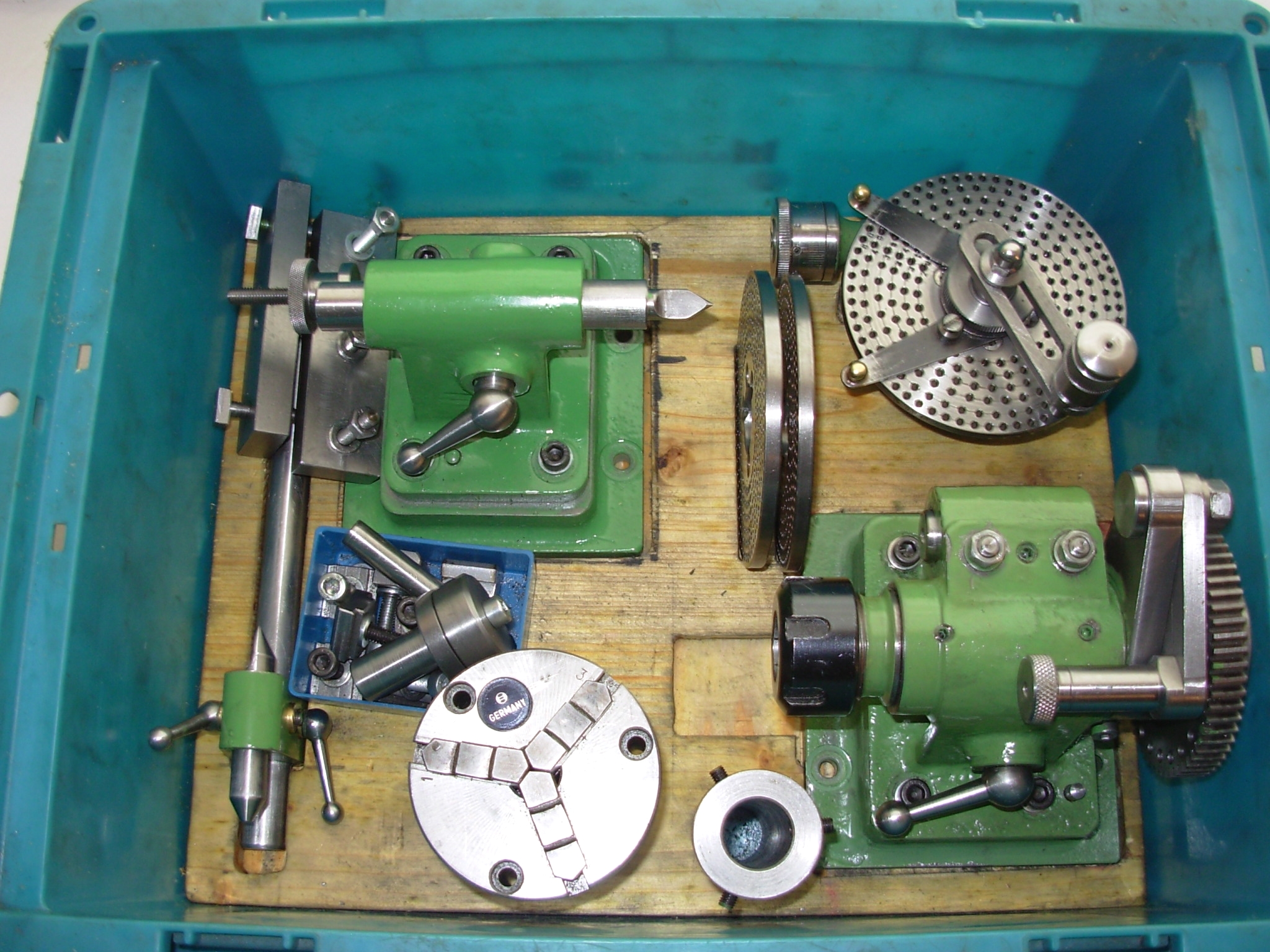 Das Teilgerät ist in einer Kunststoffbox mit einer Holzeinlage untergebracht.
Das Teilgerät ist in einer Kunststoffbox mit einer Holzeinlage untergebracht.So kann nichts verrutschen und beschädigt werden.
The dividing device is housed in a plastic box with a wooden insert.
Thus, nothing can slip and be damaged.
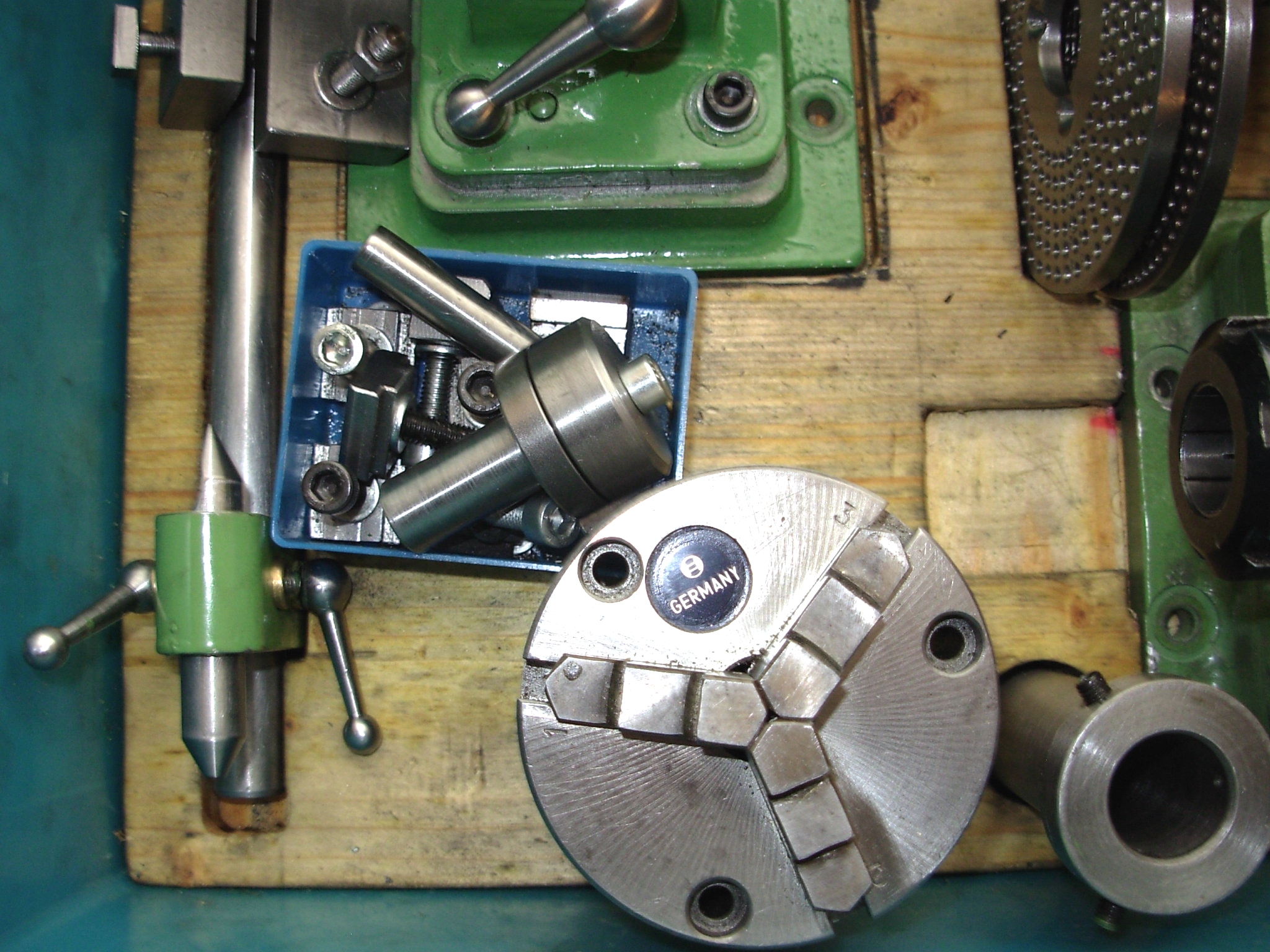
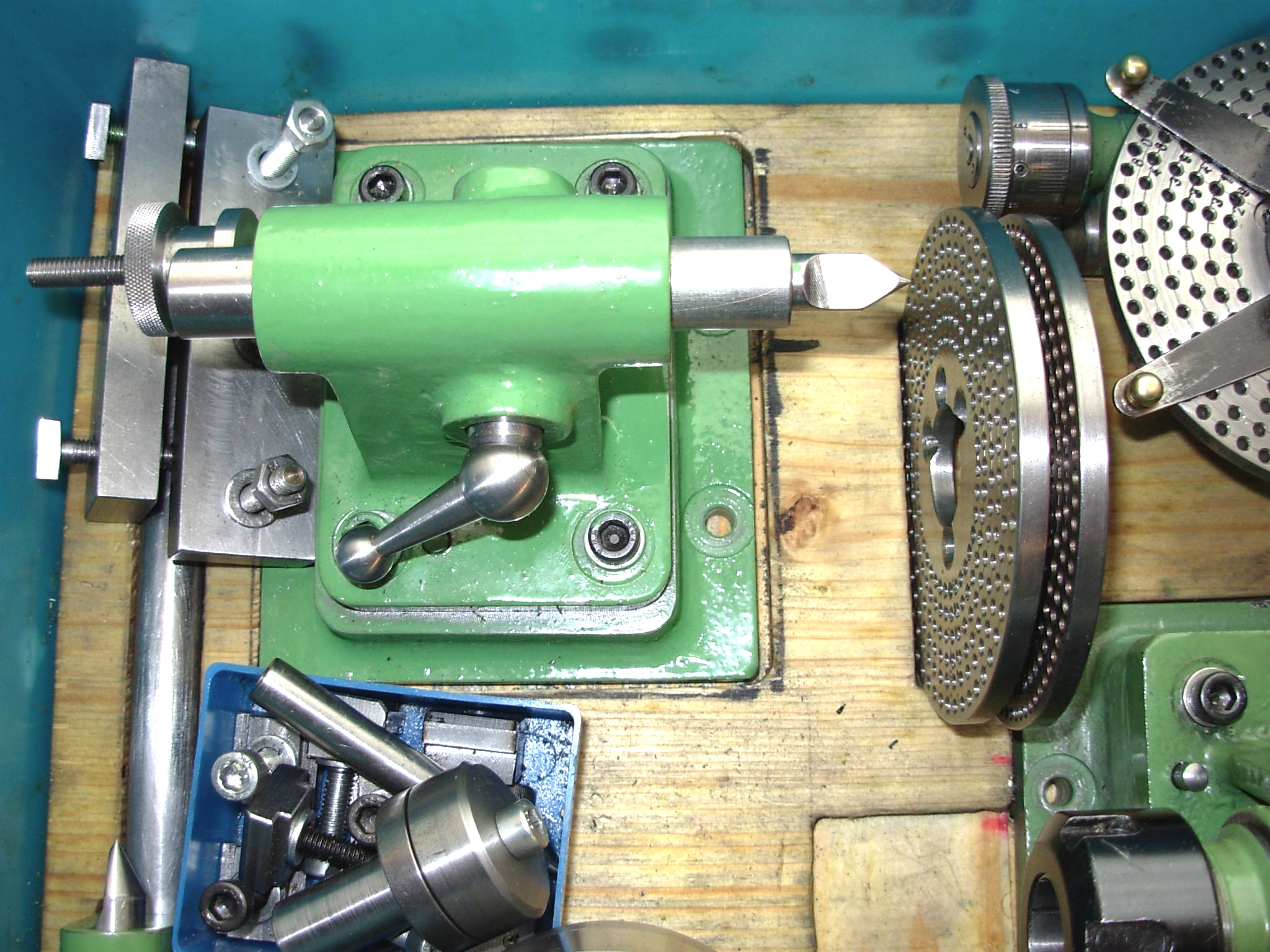 Reitstock und Teilscheiben, sowie diverse Befestigungsschrauben und Nutensteine für die Aufspannung auf der Dreh- und Fräsmaschine.
Reitstock und Teilscheiben, sowie diverse Befestigungsschrauben und Nutensteine für die Aufspannung auf der Dreh- und Fräsmaschine.Tailstock and dividing plates, as well as various mounting screws and sliding blocks for clamping on the lathe and milling machine.
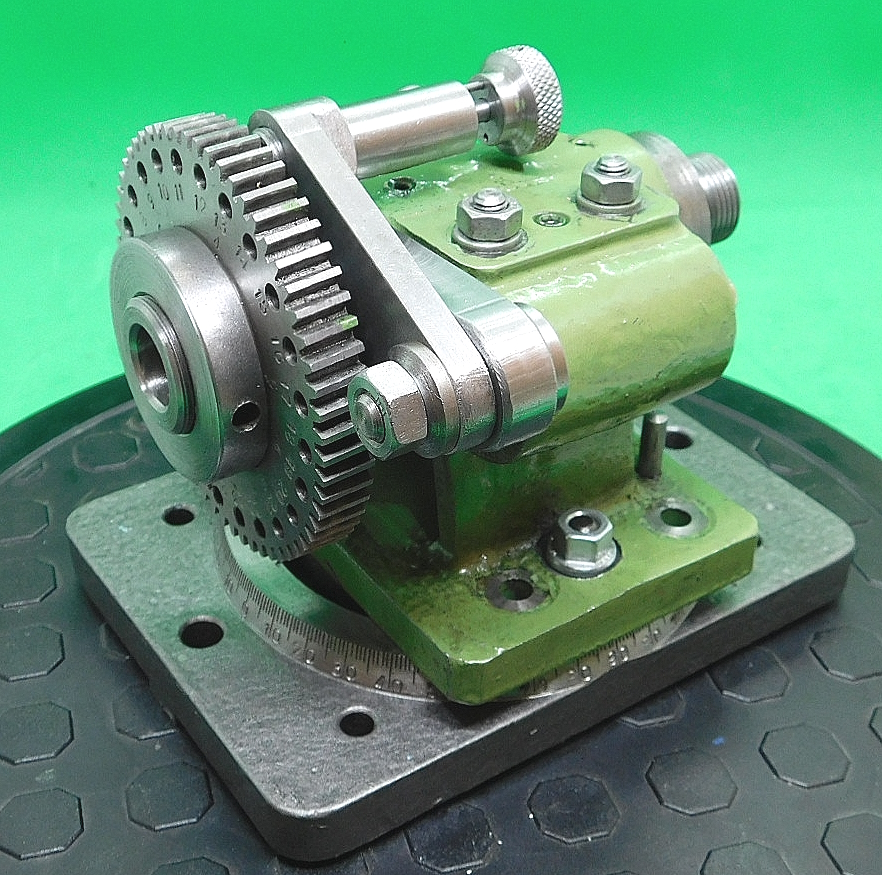
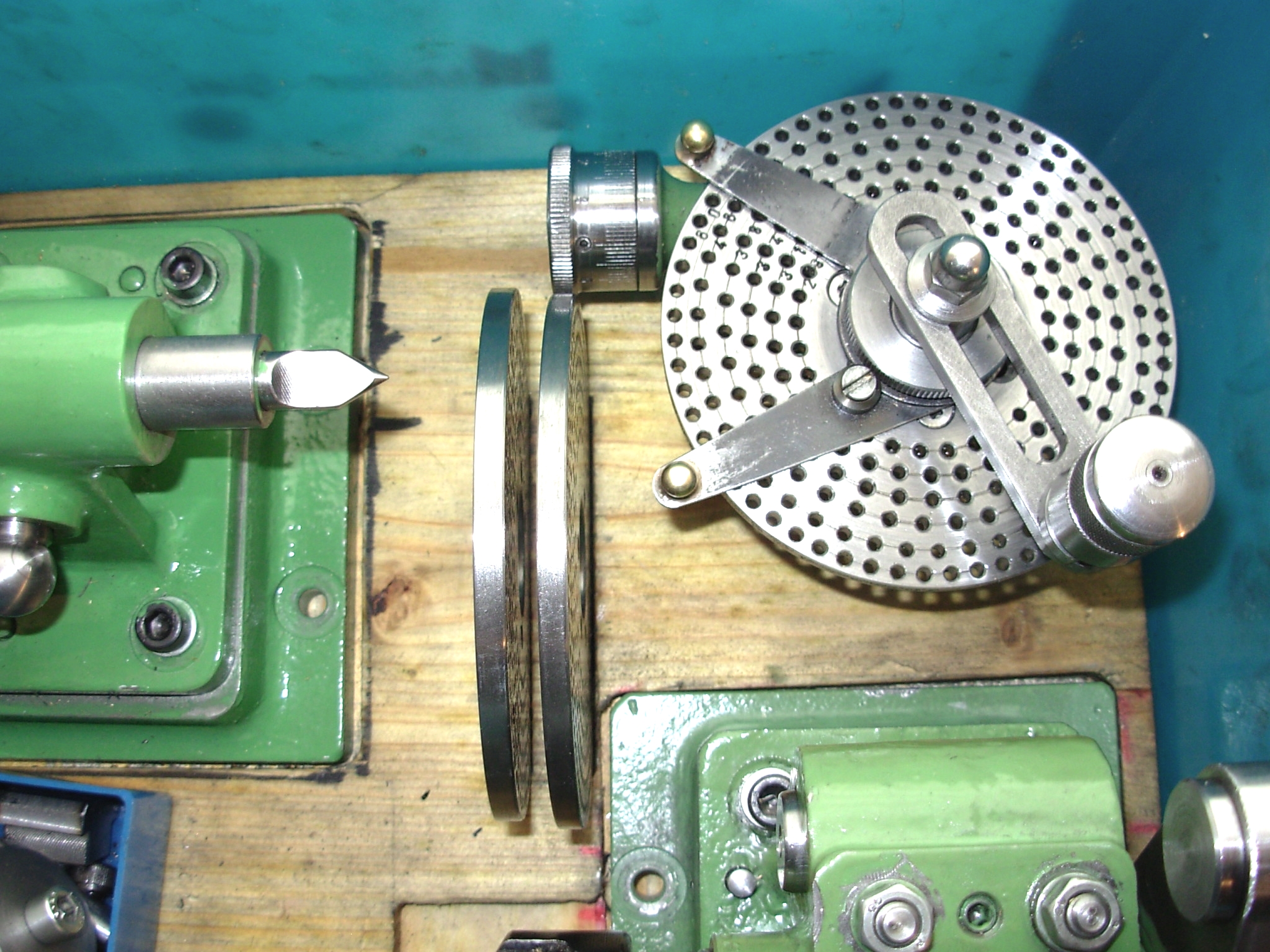 Microverstellung mit montierterTeilscheibe.
Microverstellung mit montierterTeilscheibe.Daneben die zwei weiteren Teilscheiben.
Micro adjustment with mounted dividing plate.
Next to it the two other dividing plates.
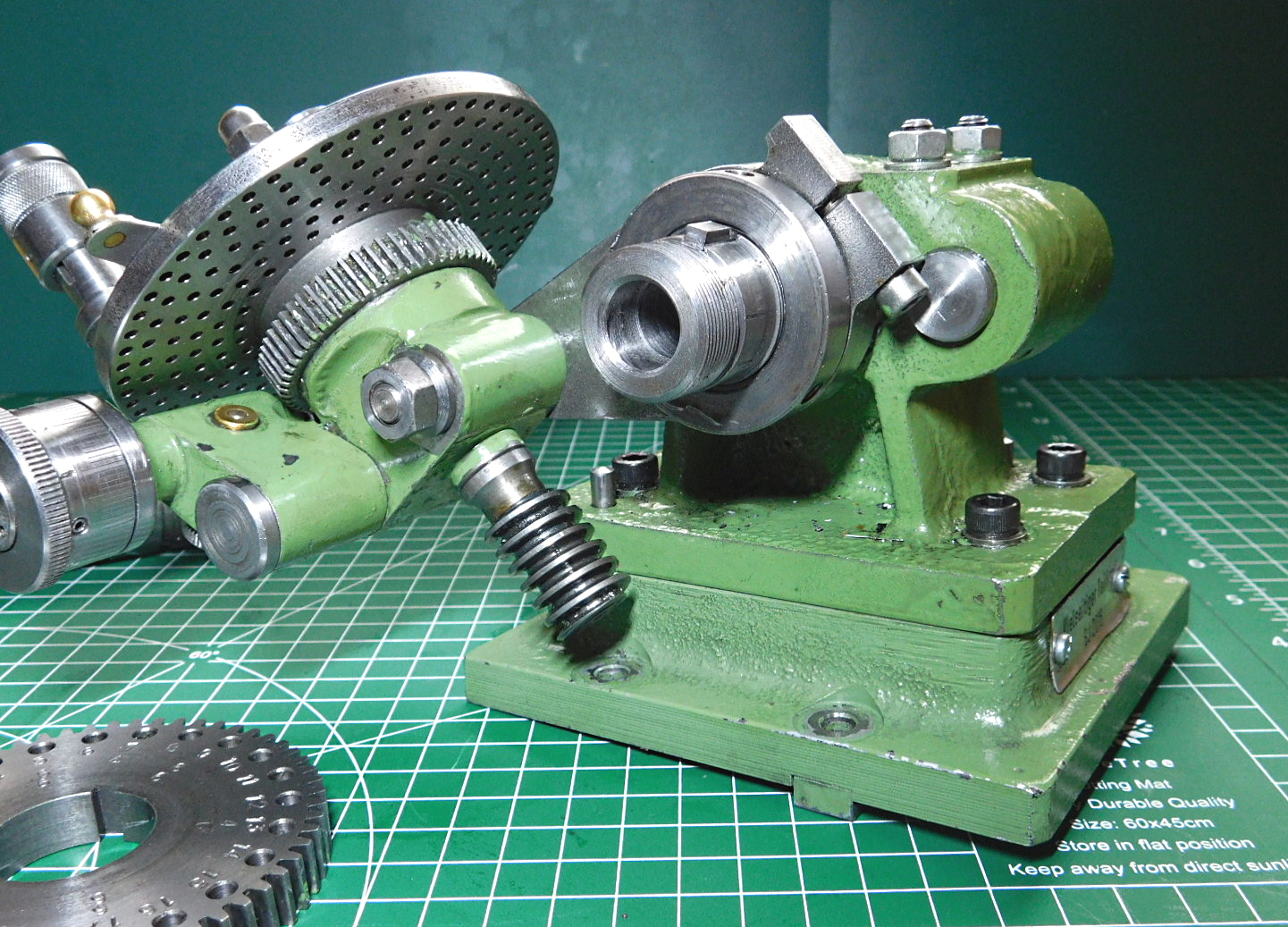
 Drehfutter und Reitstockausleger.
Drehfutter und Reitstockausleger.Rotary chuck and tailstock extension.
 Universal-Teilgerät mit Spannzangenspindel ER25.
Universal-Teilgerät mit Spannzangenspindel ER25.Daneben die originale Universalspindel.
Universal dividing head with ER25 collet spindle.
Beside it the original universal spindle.
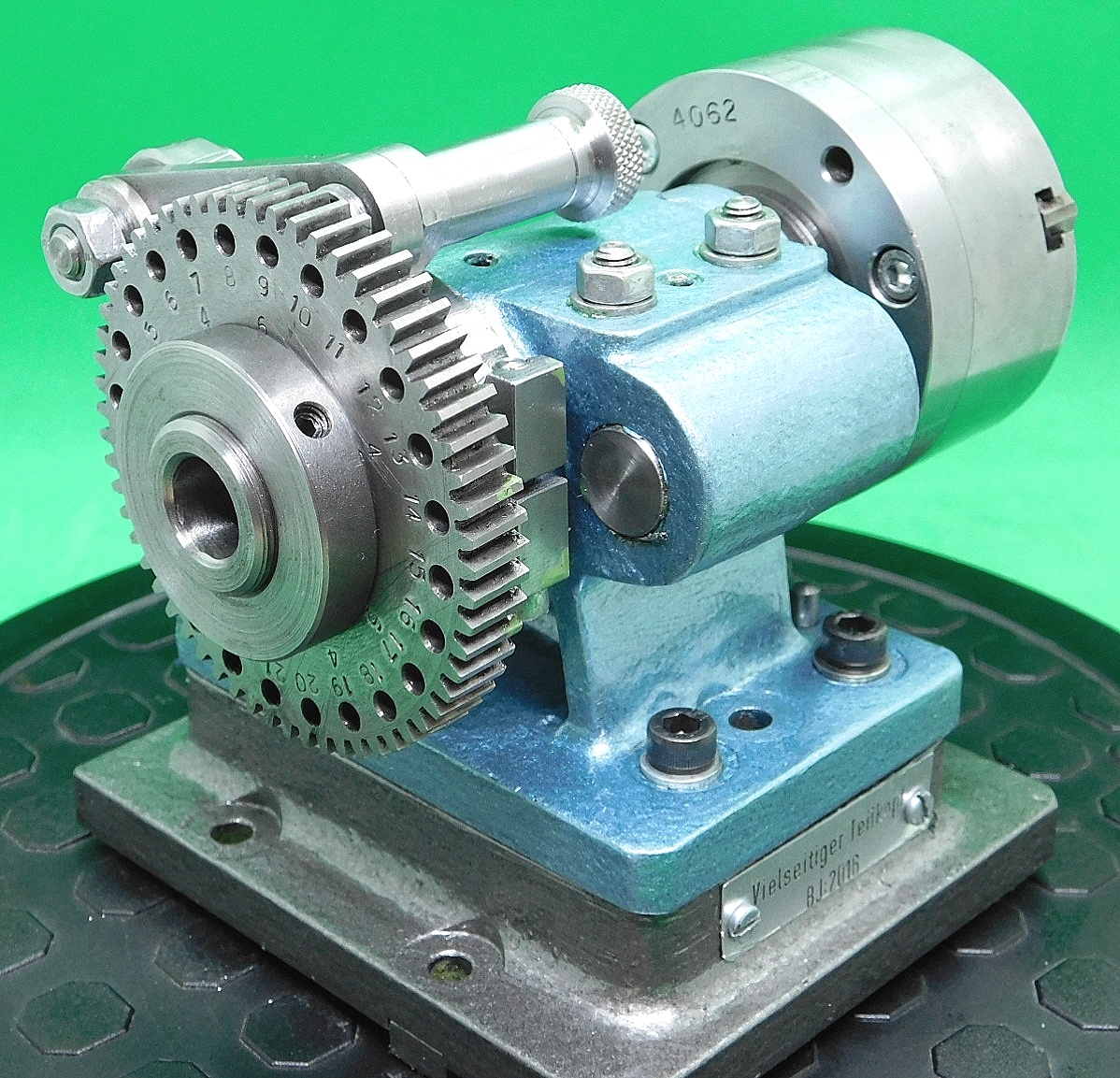
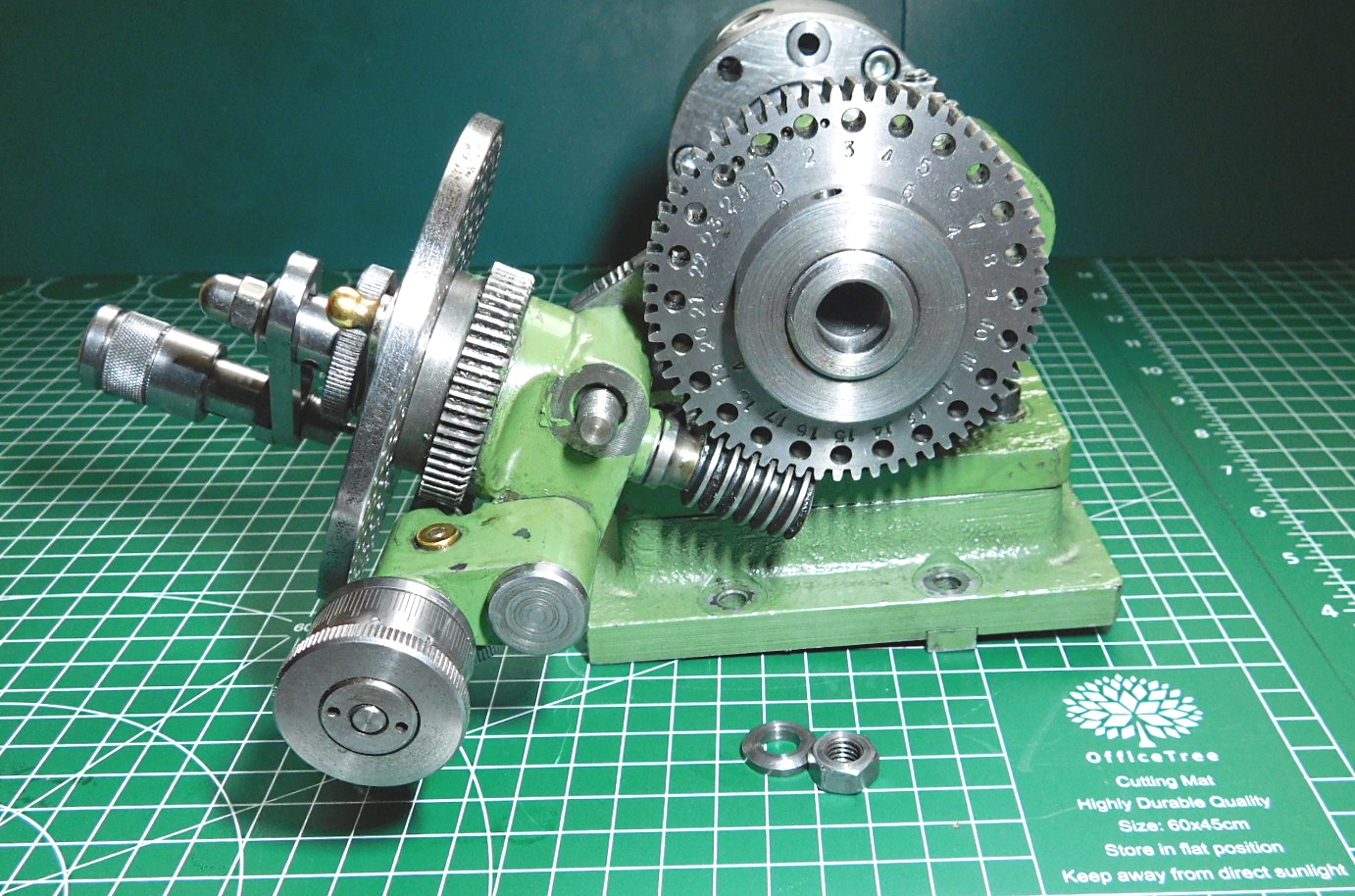
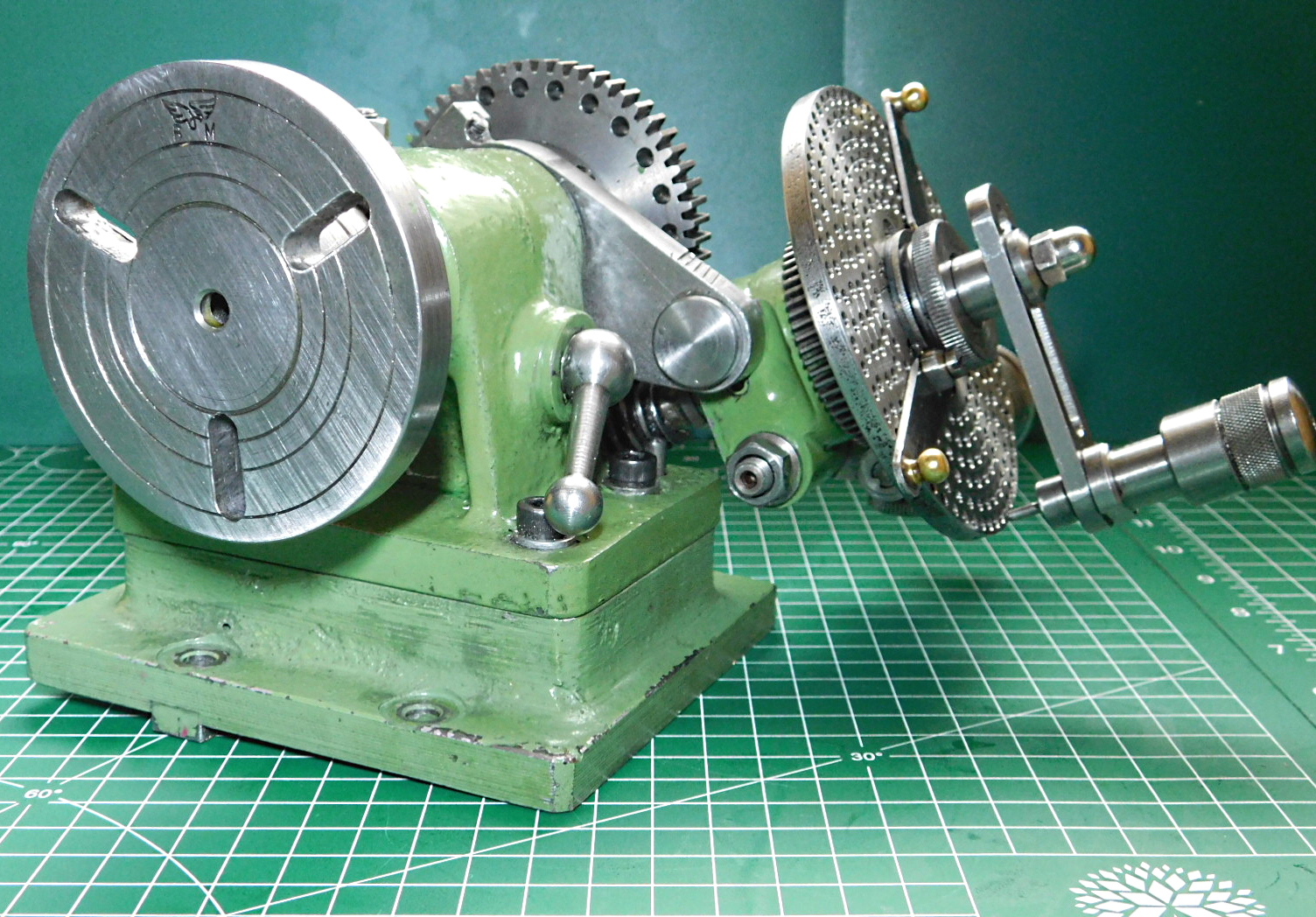
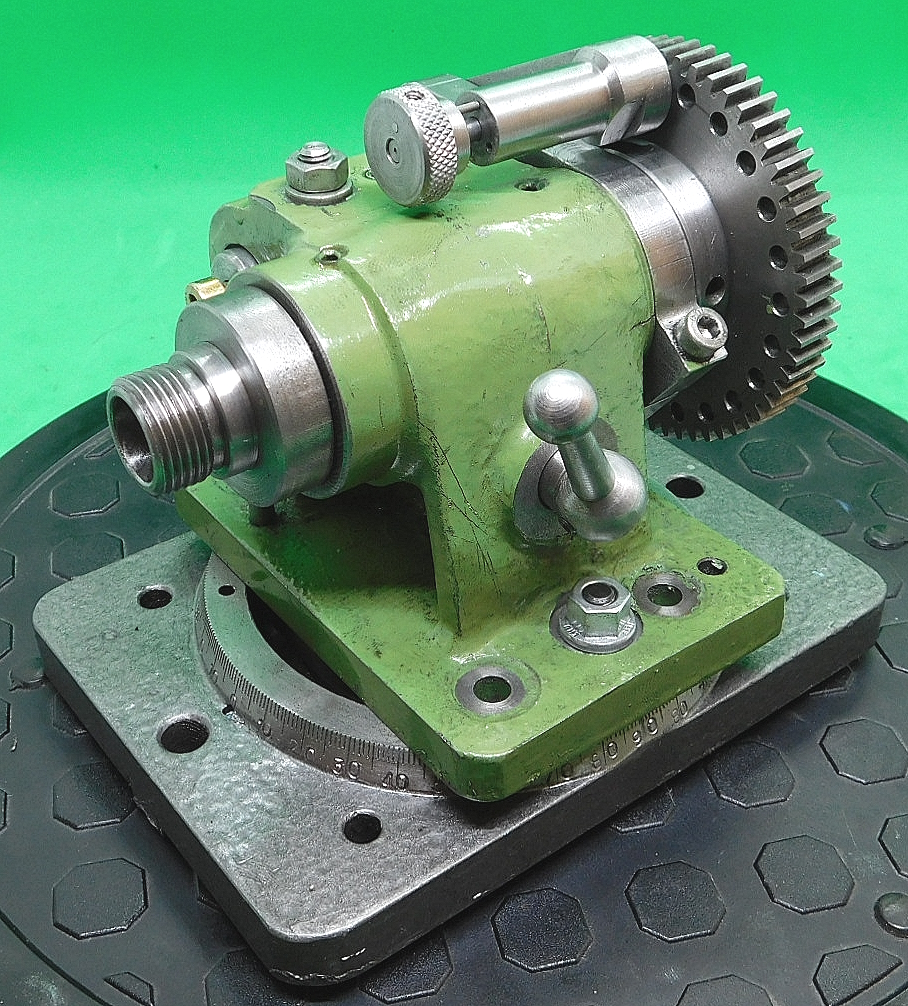
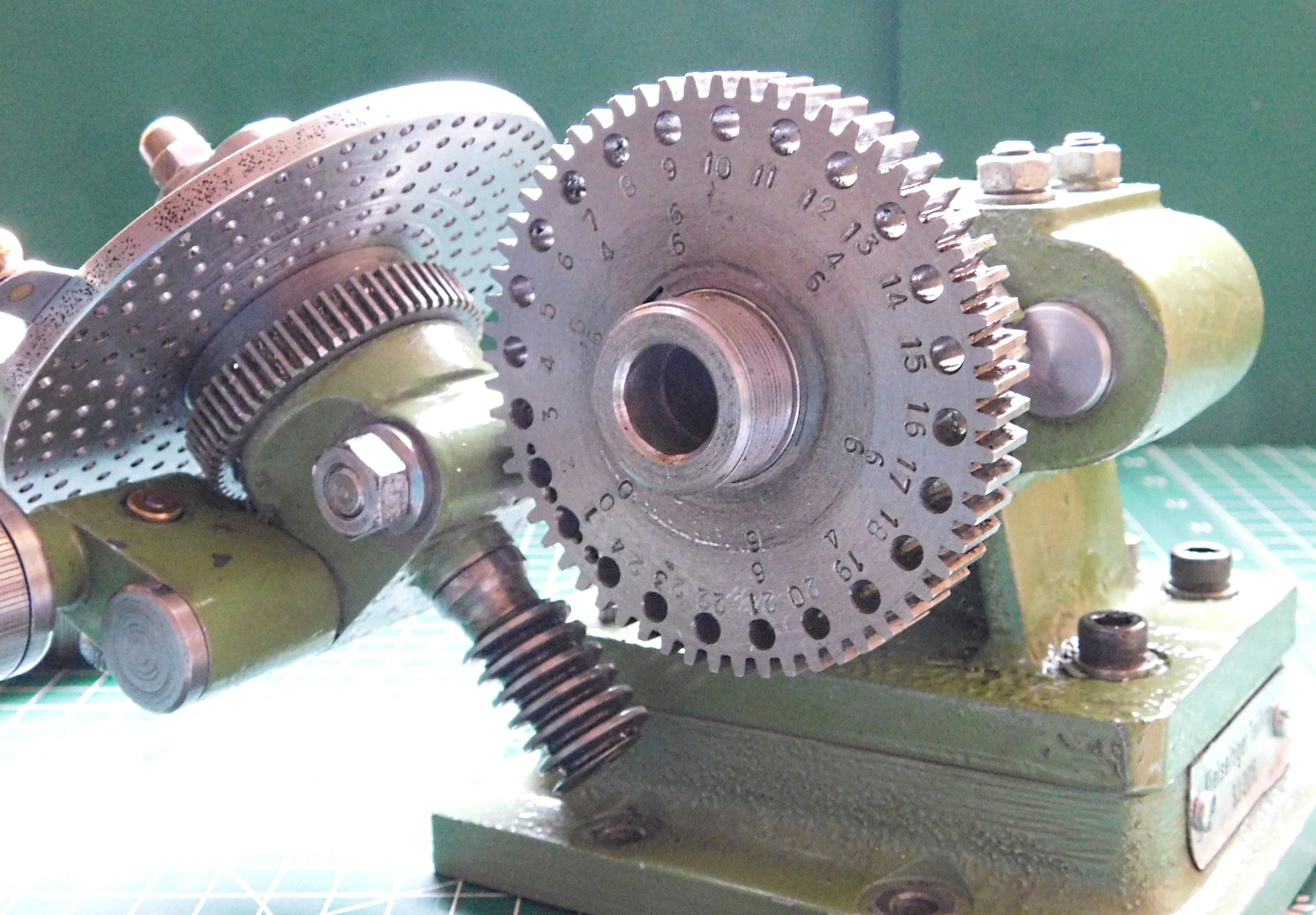
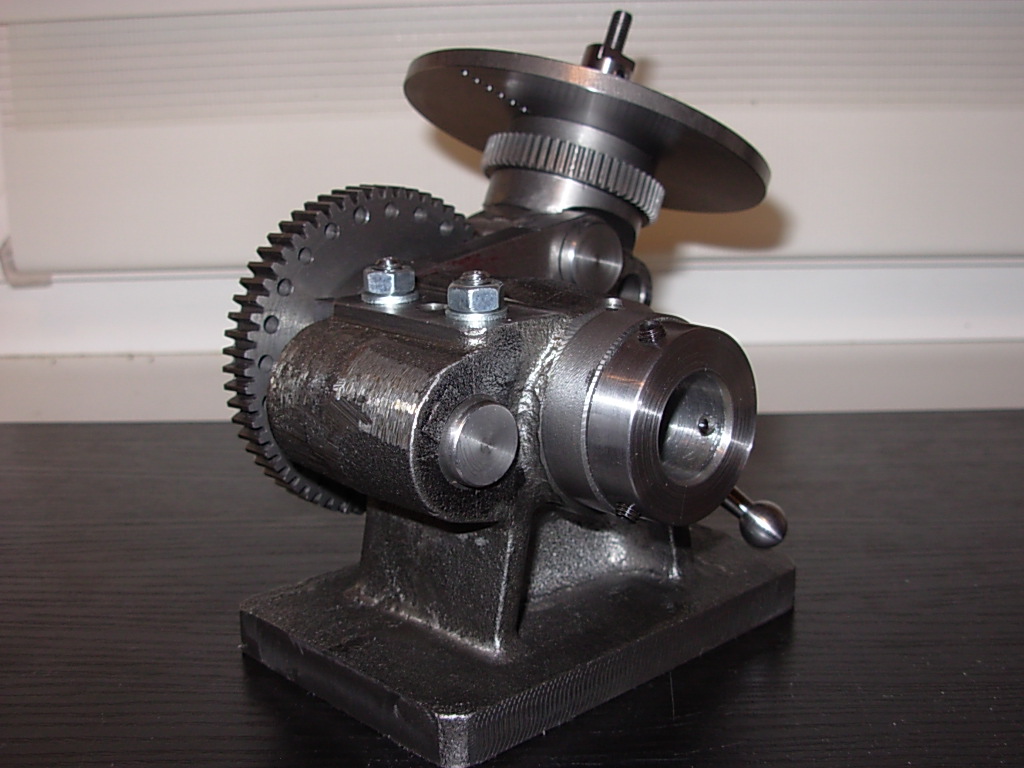
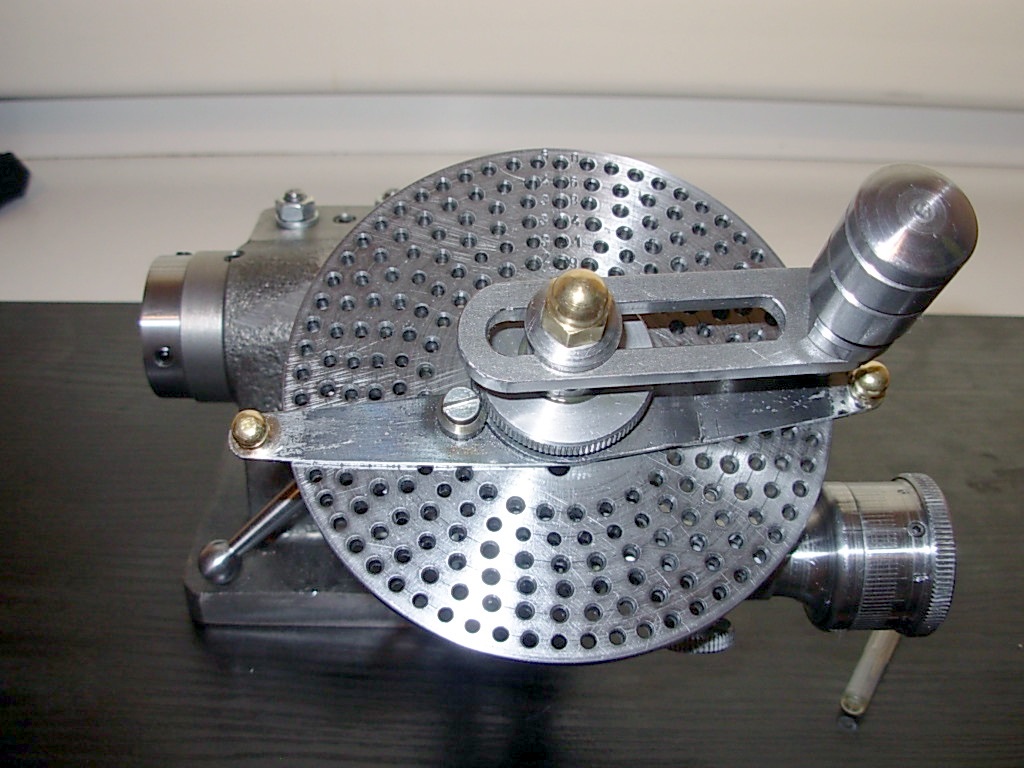
 Teilgerät mit Indexeinteilung.
Teilgerät mit Indexeinteilung.Dividing unit with index division.
 Das Zahnrad hat 24 Indexbohrungen zum direkten Teilen.
Das Zahnrad hat 24 Indexbohrungen zum direkten Teilen.Die Verzahnung hat 60 Zähne.
The gear wheel has 24 index holes for direct dividing.
The toothing has 60 teeth.
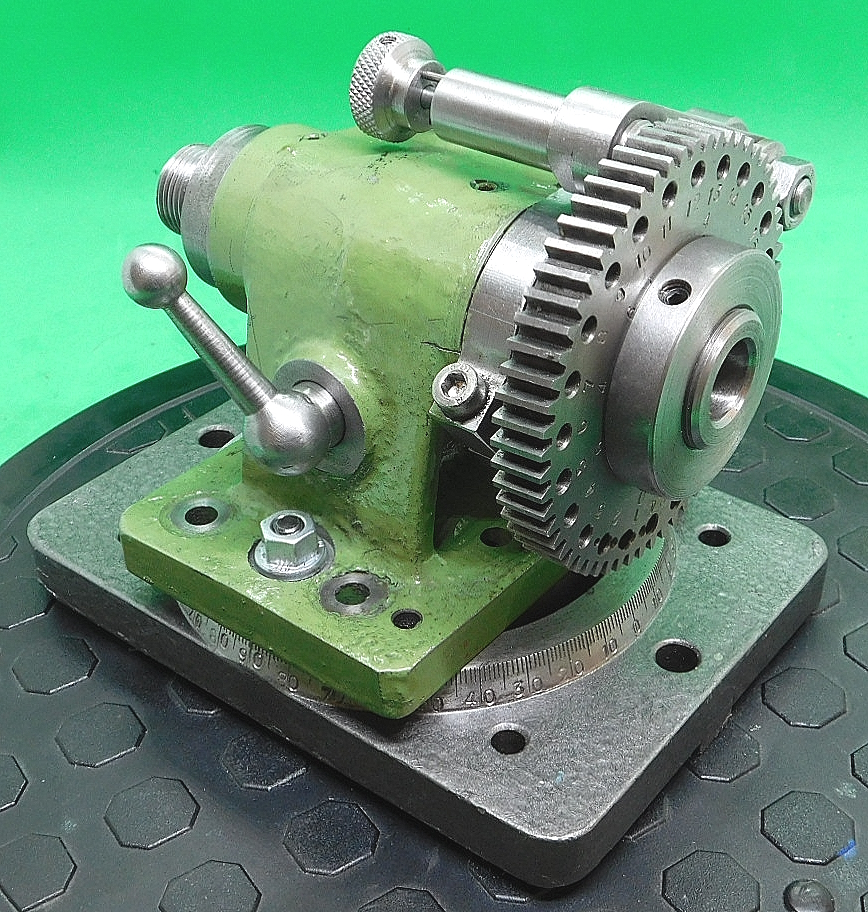
 Das ist die Microverstellung.
Das ist die Microverstellung.Die große Schnecke greift in das Indexzahnrad und kann dieses 60 : 1 untersetzen.
This is the micro-adjustment.
The large worm meshes with the index gear and can reduce it 60 : 1.
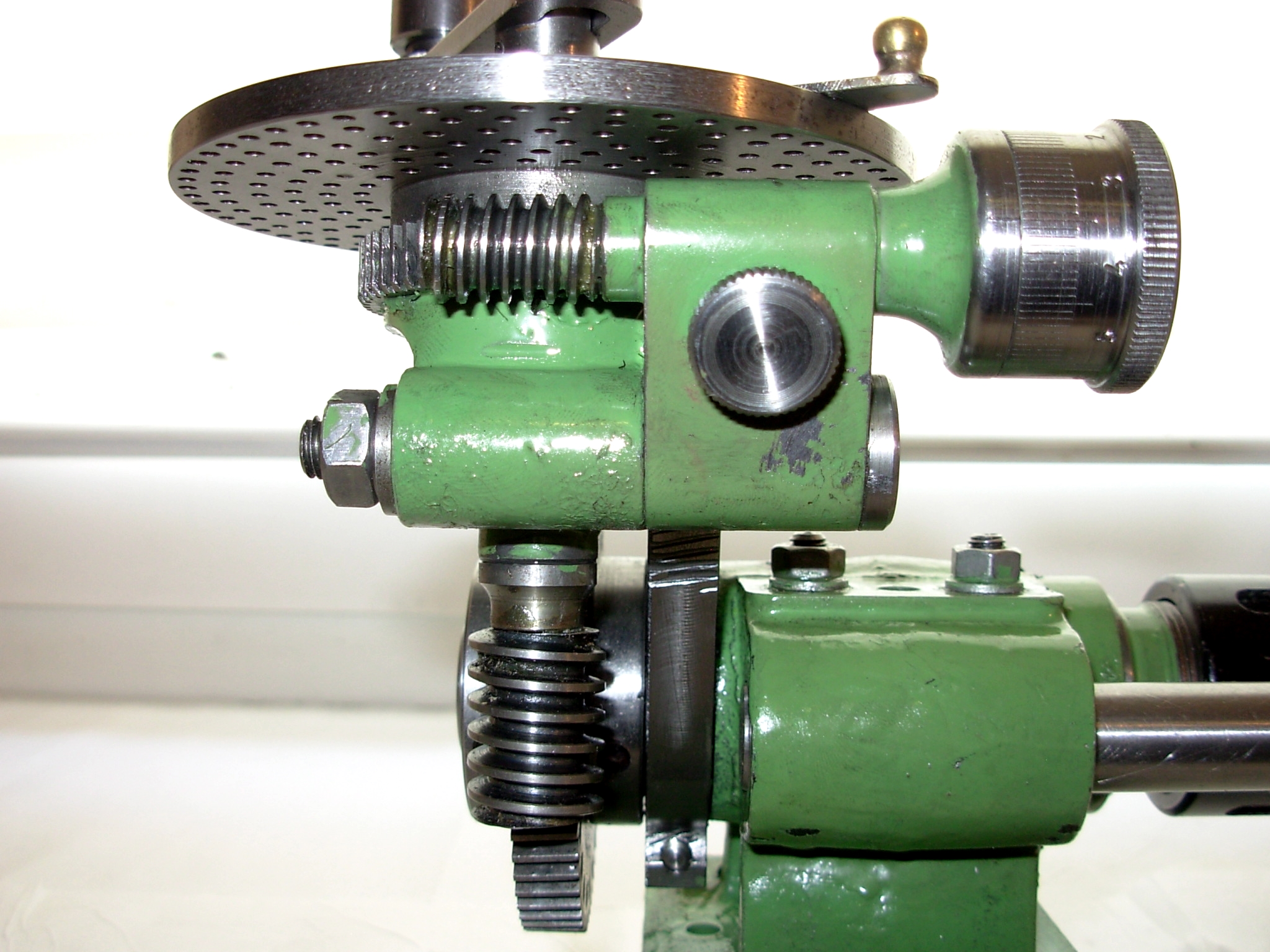 Mit der kleinen Schnecke kann man die große Schnecke 60 : 1 untersetzen.
Mit der kleinen Schnecke kann man die große Schnecke 60 : 1 untersetzen.Die Einstelltrommel der kleinen Schnecke hat nochmals 100 Teilstriche.
Von Teilstrich zu Teilstrich entspricht das dann an der Hauptspindel eine Verstellung von 1/1000 °.
With the small worm you can reduce the large worm 60 : 1.
The adjusting drum of the small worm has another 100 graduations.
From graduation mark to graduation mark, this corresponds to an adjustment of 1/1000 ° on the main spindle.
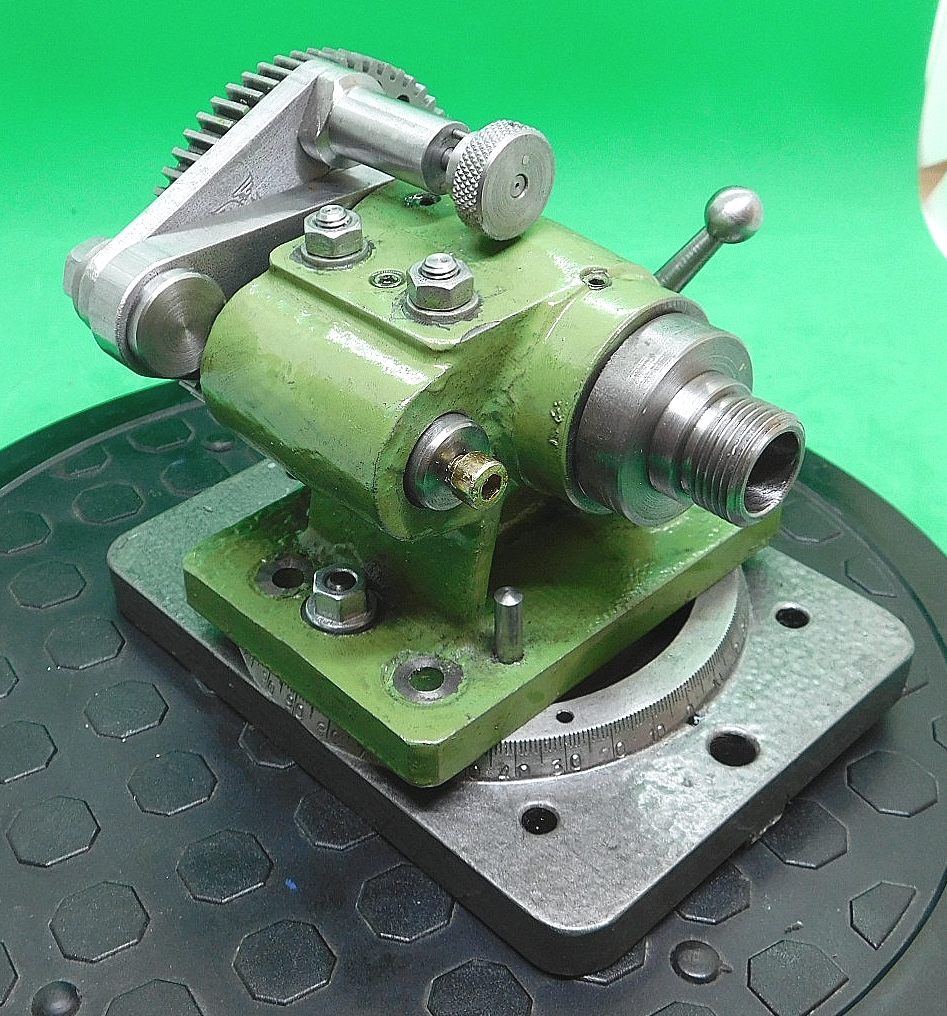
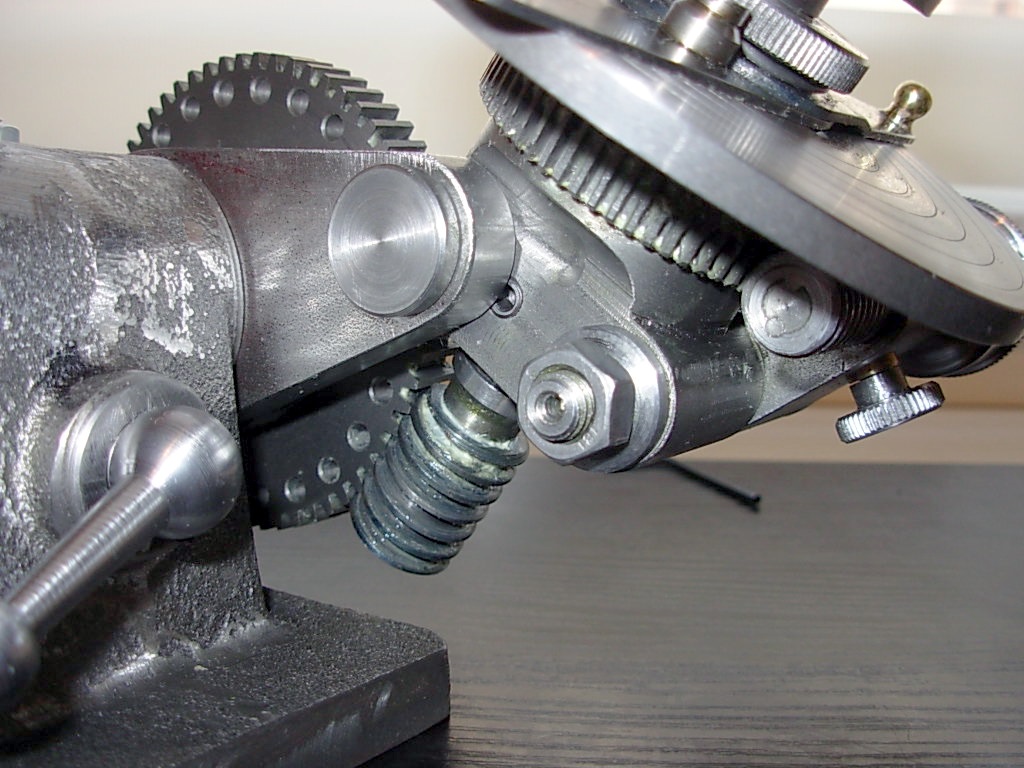
 Hier ist der Ausleger mit der Abstützung befestigt.
Hier ist der Ausleger mit der Abstützung befestigt.Weiterhin aufgebaut als Index-Teilgerät mit Indexstift.
Here the outrigger is attached with the support. Further constructed as an index sub-unit with index pin.
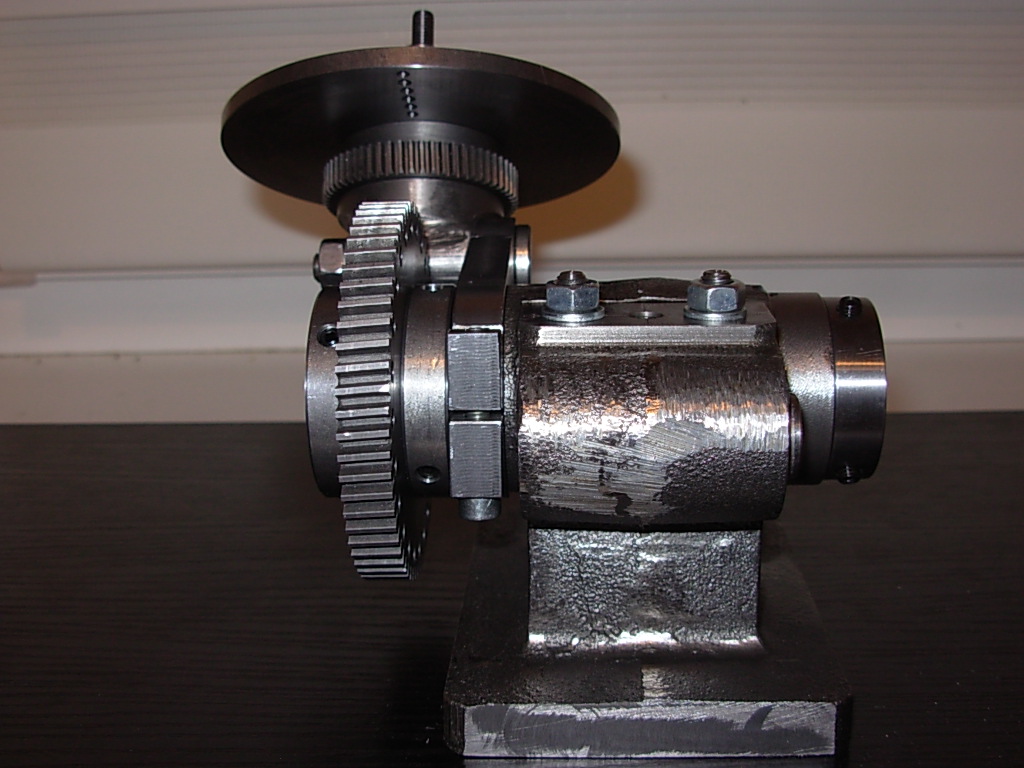
 Gesamtansicht: Universal Teilgerät mit Auslegerabstützung und angeschraubter Microverstellung.
Gesamtansicht: Universal Teilgerät mit Auslegerabstützung und angeschraubter Microverstellung.Dazu muss der Indexstift entfernt werden.
General view: Universal sub-unit with outrigger support and screwed-on micro-adjustment.
The index pin must be removed for this.
Das Universal Teilgerät und der Reitstock sind, auf seperaten Sockeln zur Verwendung auf meiner Fräsmaschine, montiert. Die Teile sind nach dem Ausrichten verstiftet worden, so dass sie nach einer Demontage wieder die ursprünglich Ausrichtung besitzen.
Die Sockel haben zur Fräsmaschine passende Passleisten bekommen.
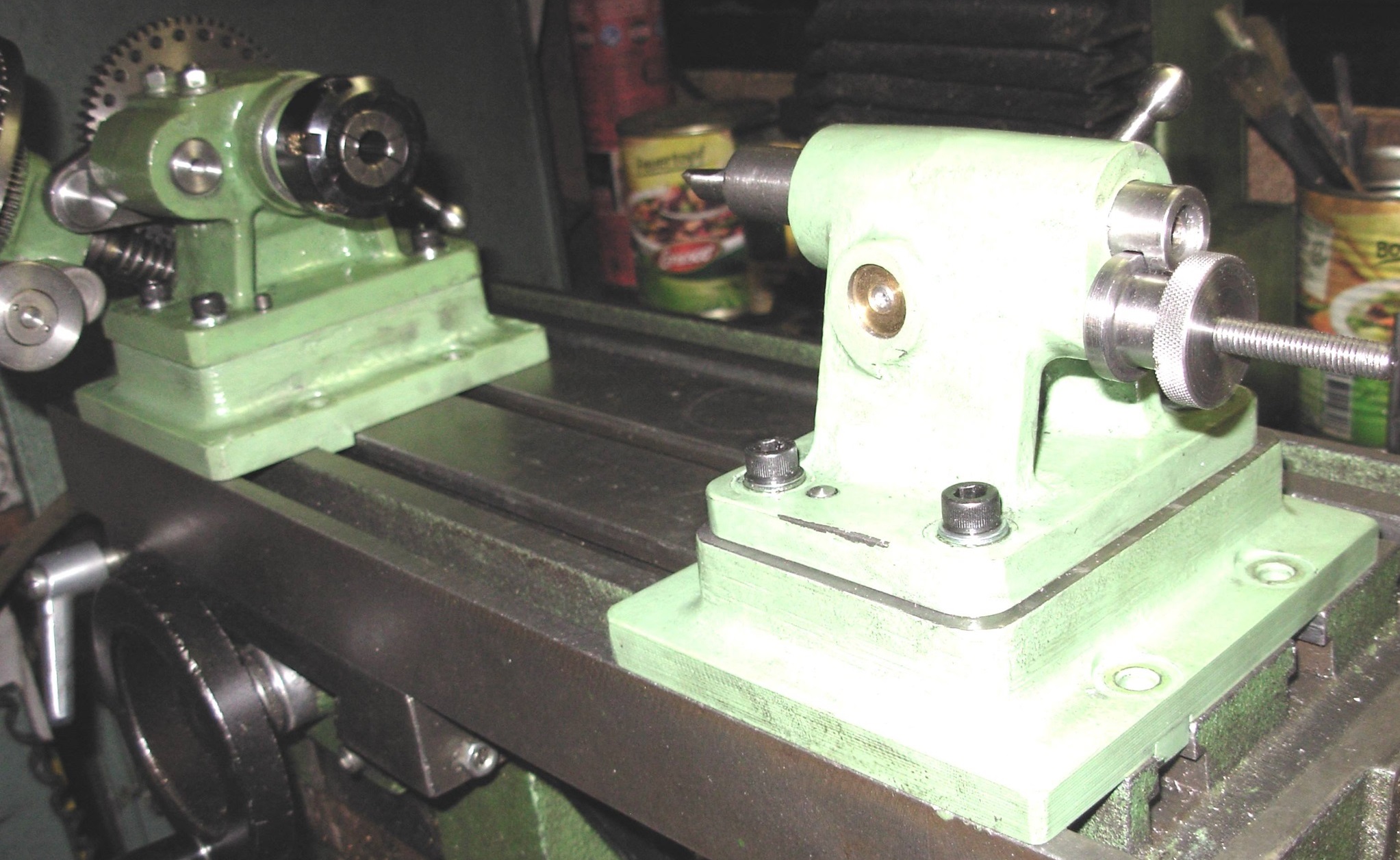
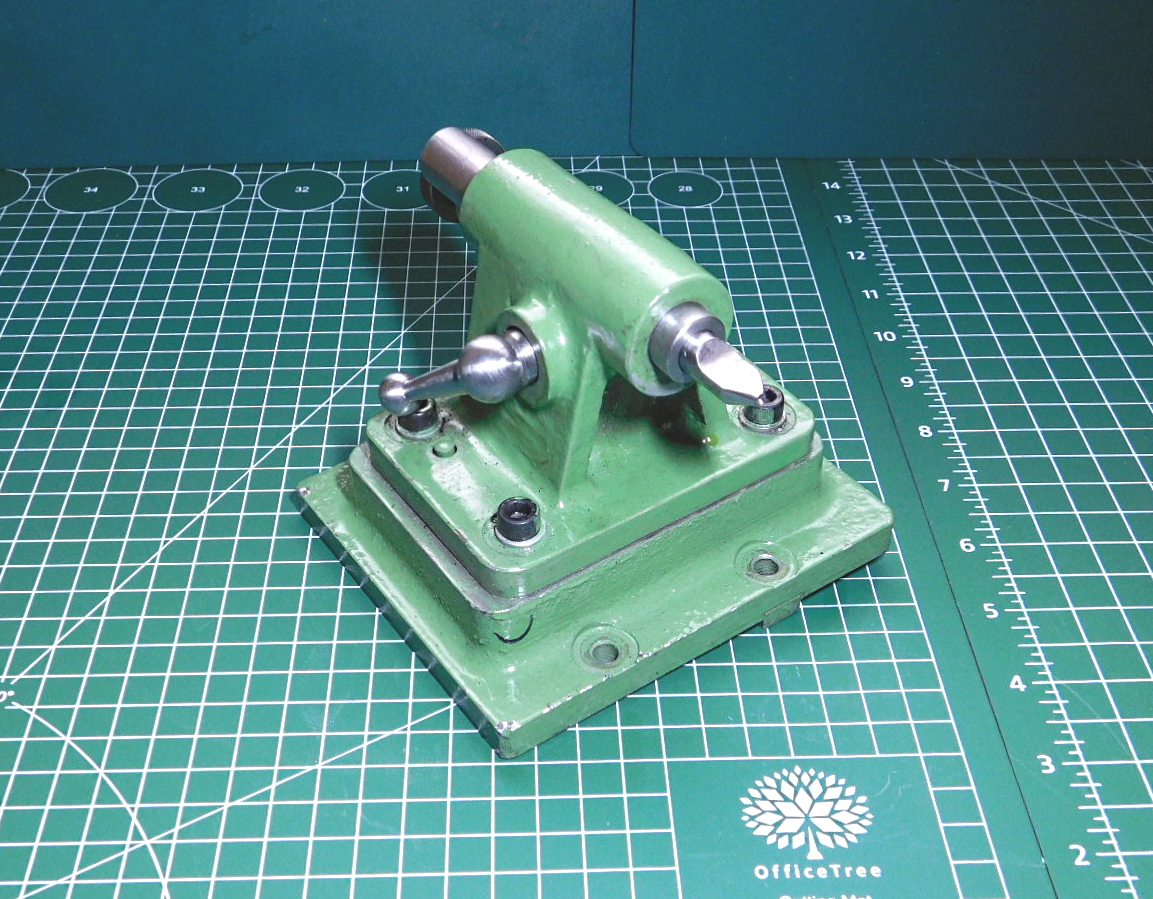
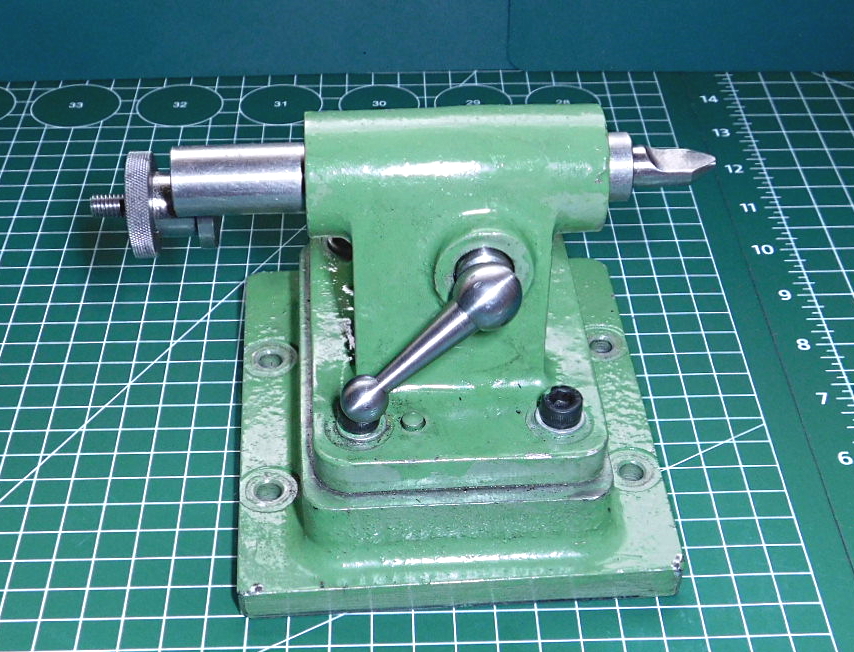
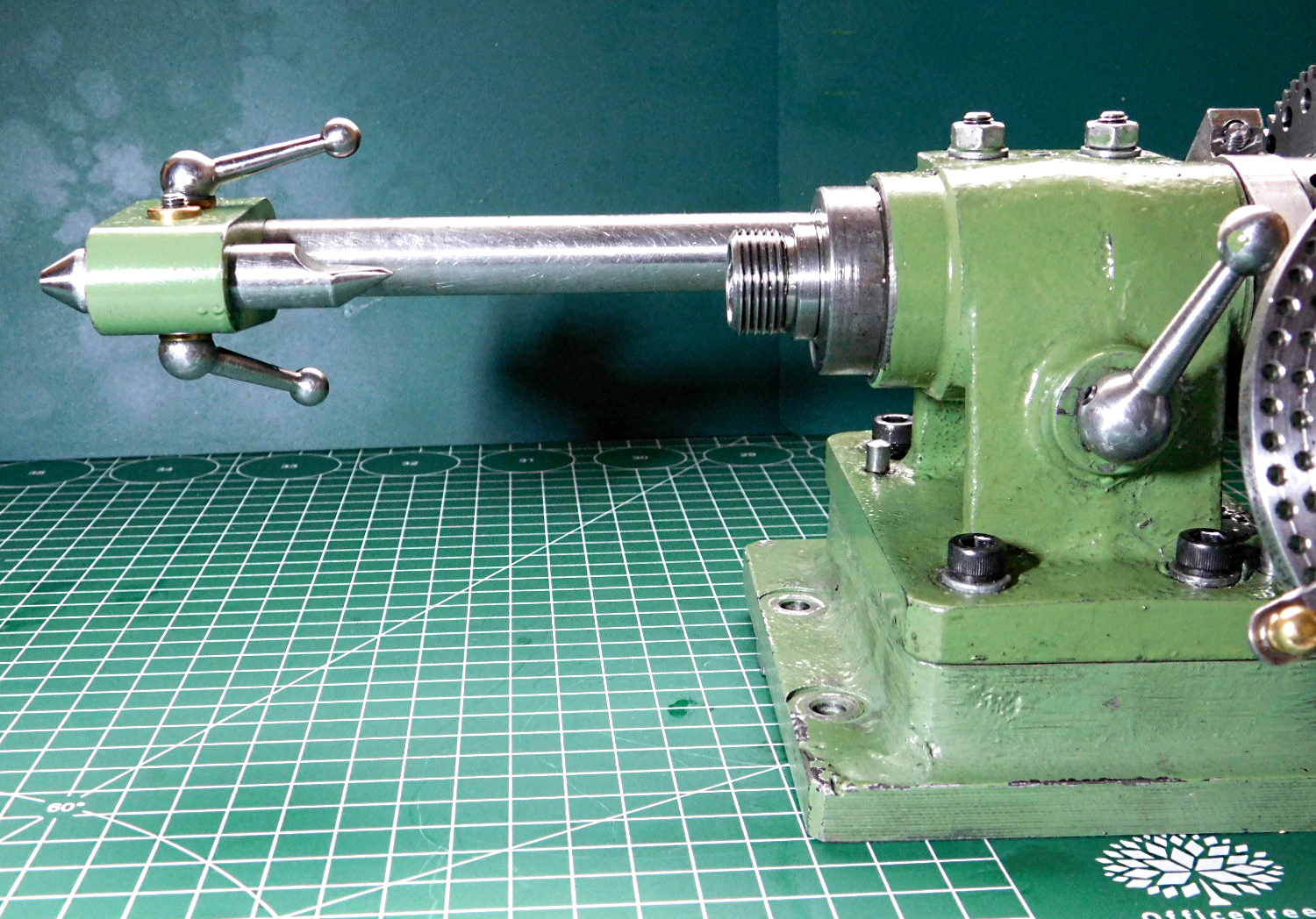
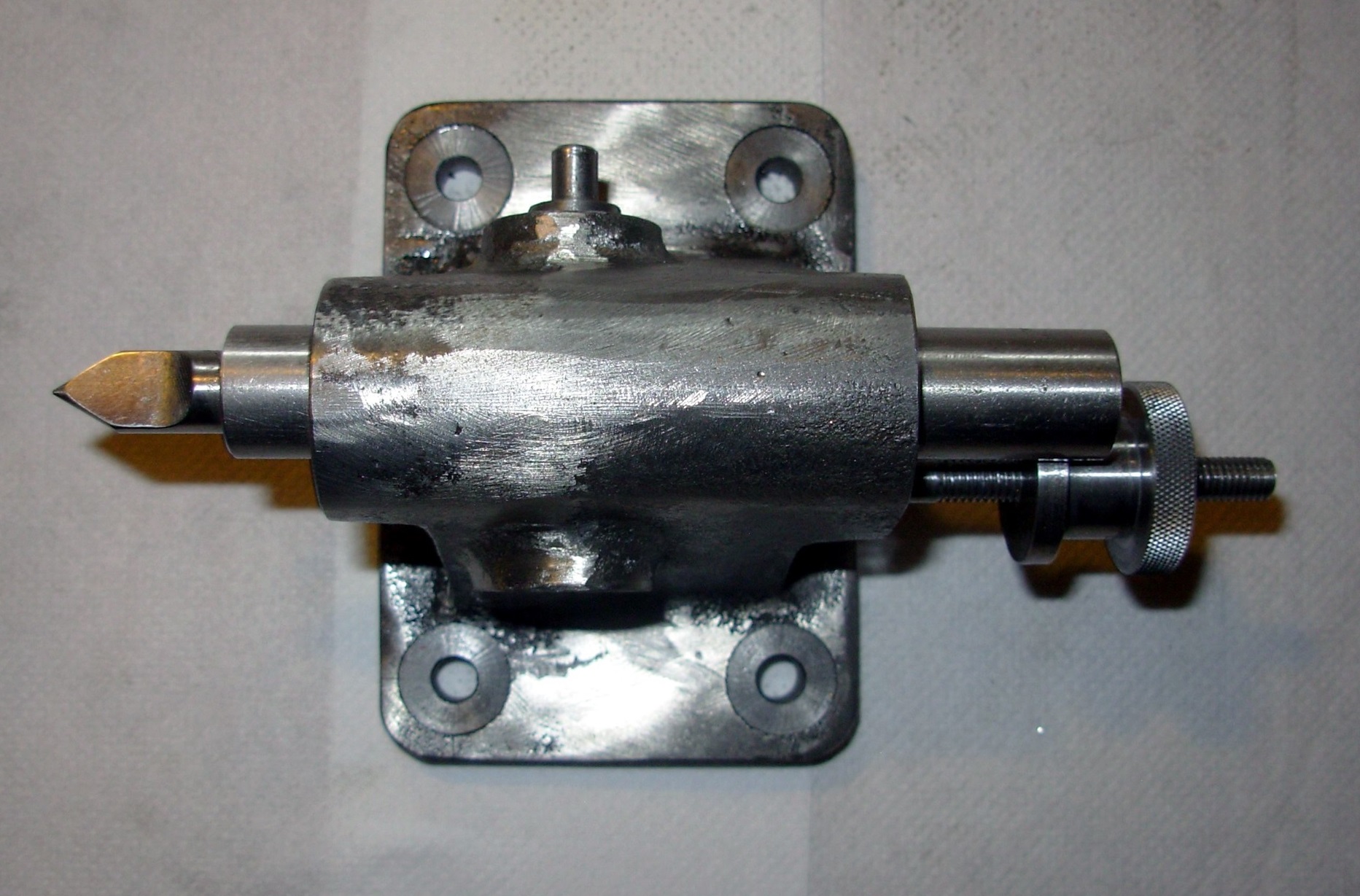
 Reitstock mit Sockel und Passleiste.
Reitstock mit Sockel und Passleiste.Tailstock with base and fitting rail.
 Die Passleisten wurden in den Sockel 2mm eingelassen und mit Senkschrauben befestigt.
Die Passleisten wurden in den Sockel 2mm eingelassen und mit Senkschrauben befestigt.Die Befestigungsbohrungen für die Fräsmaschine wurden auch durch die Passleisten gebohrt.
The fitting strips were recessed 2mm into the plinth and fixed with countersunk screws.
The mounting holes for the milling machine were also drilled through the fitting strips.
 Universal Teilgerät mit Sockel und Passleiste.
Universal Teilgerät mit Sockel und Passleiste.Universal dividing unit with base and fitting rail.
 Sockel von unten. Die Sockel bestehen aus Grauguss.
Sockel von unten. Die Sockel bestehen aus Grauguss.Zum Korrosionsschutz hab ich die Sockel dünn von unten mit Zinkfarbe besprüht.
Base from below. The bases are made of grey cast iron.
I sprayed a thin layer of zinc paint on the bottom of the base to protect it from corrosion.
14.01.2020
Für mein Vielseitiges Teilgerät habe ich eine Aufspannscheibe gefertigt. Sie wird anstelle des Dreibackenfutters aufgeschraubt.
Der Außendurchmesser beträgt 80 mm.
Die drei Spann-Schlitze sind 6 mm breit.
Das Aufnahme-Gewinde ist M 20 x 1,5
Der Pass-Sitz hat 22 mm Ø .
I have made a clamping disk for my versatile dividing tool. It is screwed on instead of the three-jaw chuck.
The outer diameter is 80 mm.
The three clamping slots are 6 mm wide.
The mounting thread is M 20 x 1.5.
The fitting seat has a diameter of 22 mm.






Nun kommen Bilder unterschiedlicher Bauabschnitte.
Now come pictures of various parts of the building.
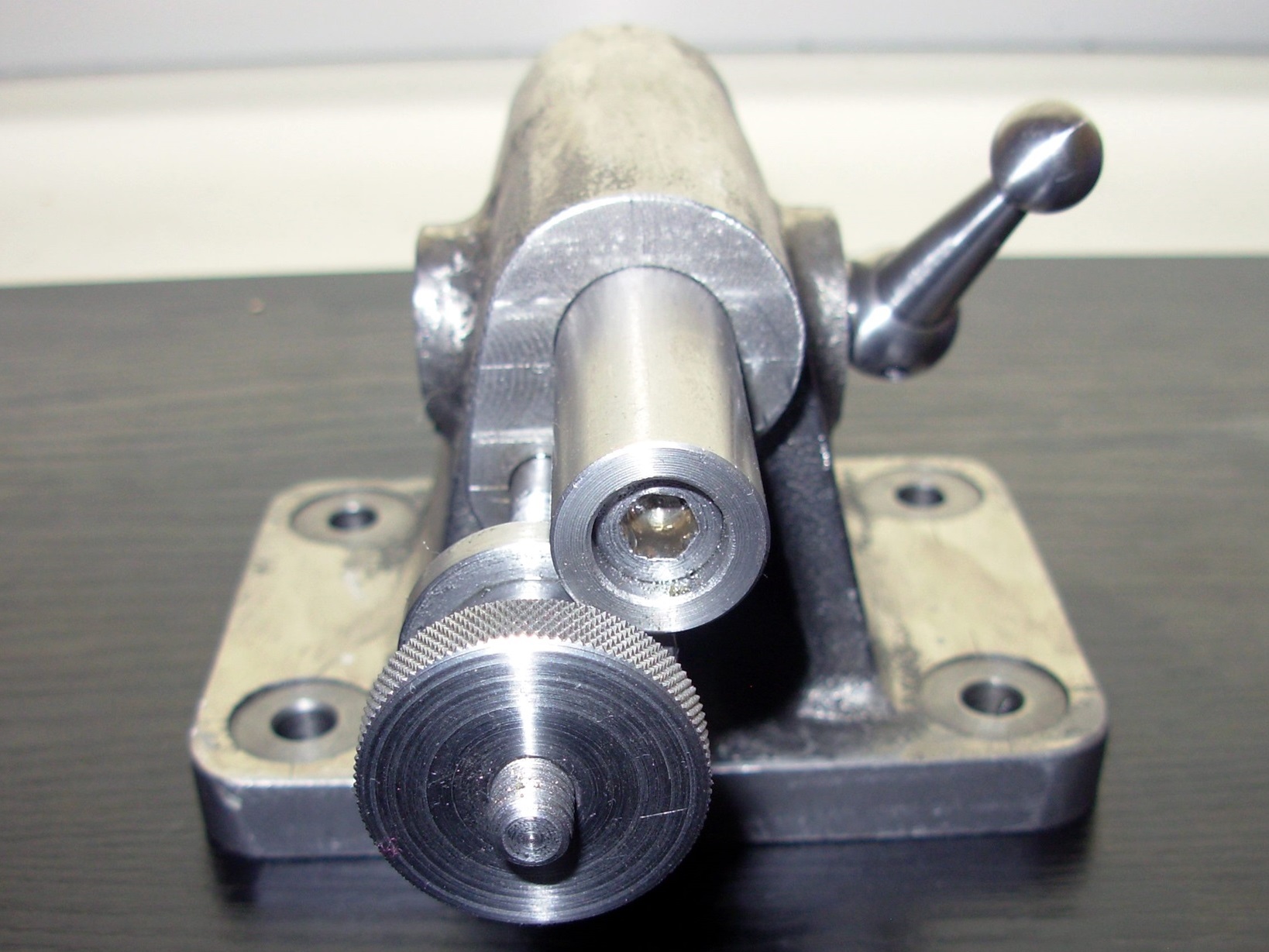
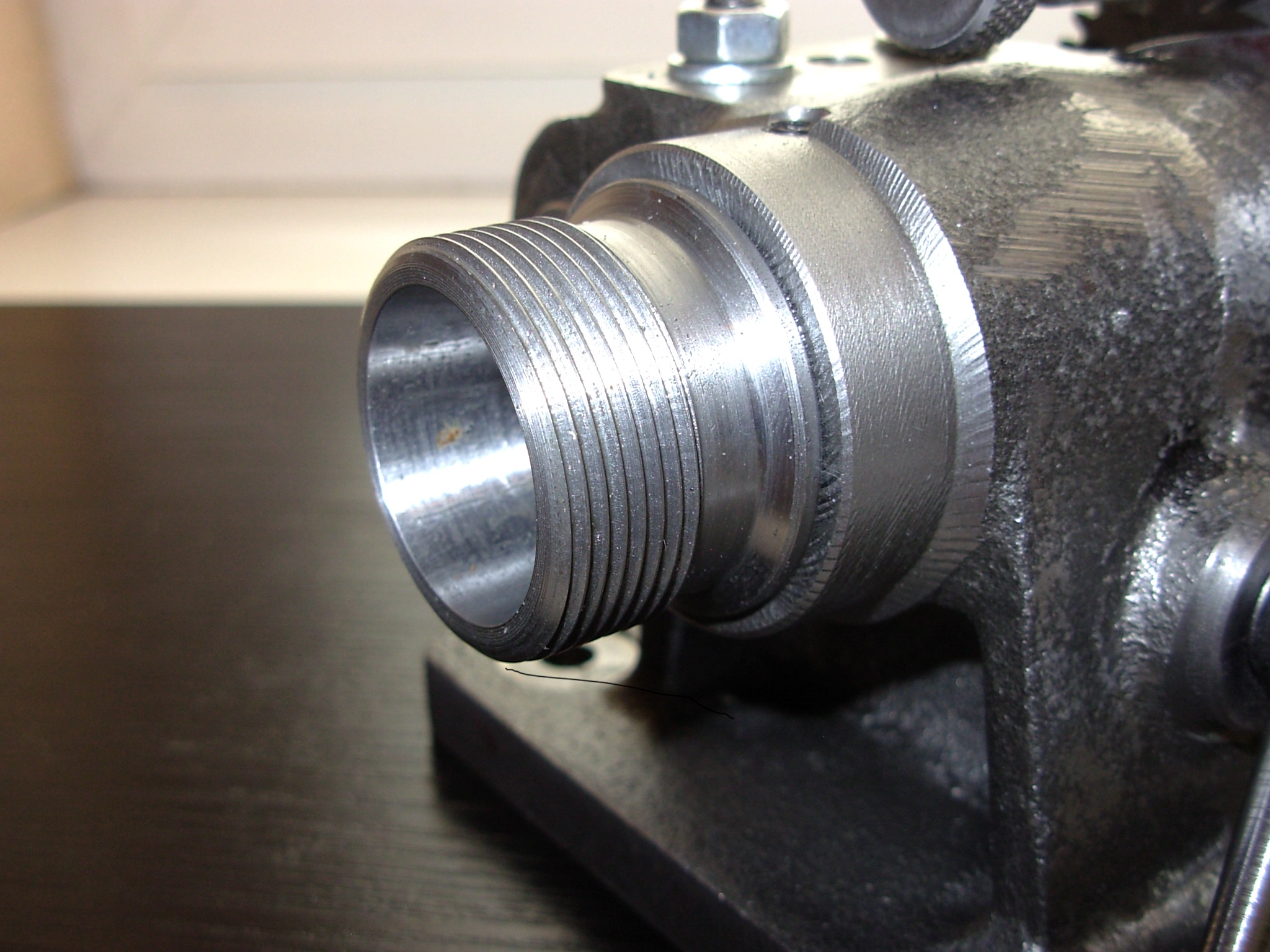
 Die Gussteile für den Reitstock und auch für die Aufspannplatten habe ich bei Hemmingway Kits geordert.
Die Gussteile für den Reitstock und auch für die Aufspannplatten habe ich bei Hemmingway Kits geordert. Hier sind die Reitstockpinole und auch die unterschiedlichen Spitzen zu sehen.
Hier sind die Reitstockpinole und auch die unterschiedlichen Spitzen zu sehen.Die Pinole besteht aus Werkzeugstahl 1. 2210 (115 Cr V 3) ungehärtet.
Die Spitzen bestehen aus dem gleichen Material und wurden nach dem Drehen und Fräsen gehärtet und anschließend nochmals überschliffen.
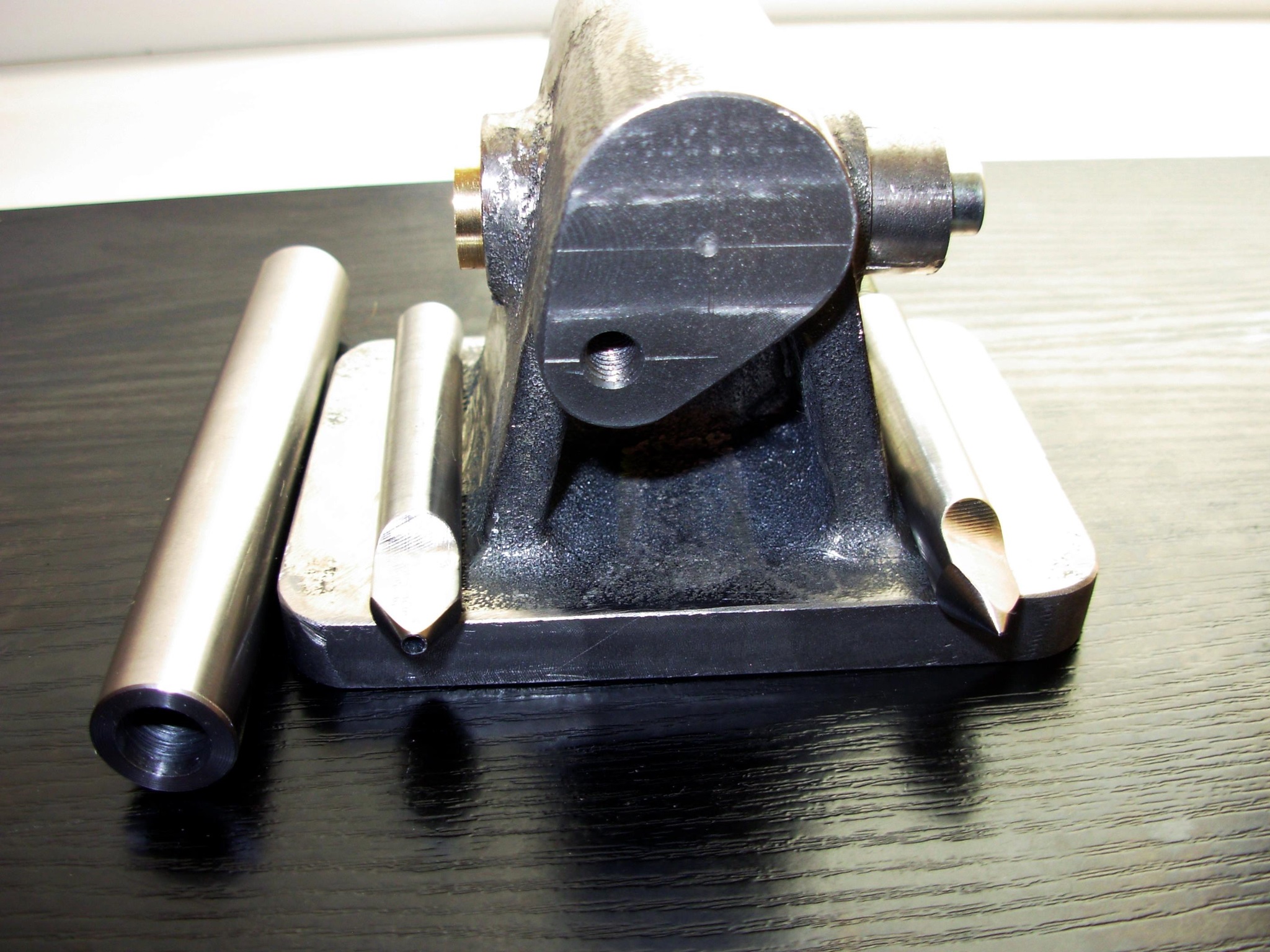 Hier fehlt noch die Bohrung für die Pinole.
Hier fehlt noch die Bohrung für die Pinole.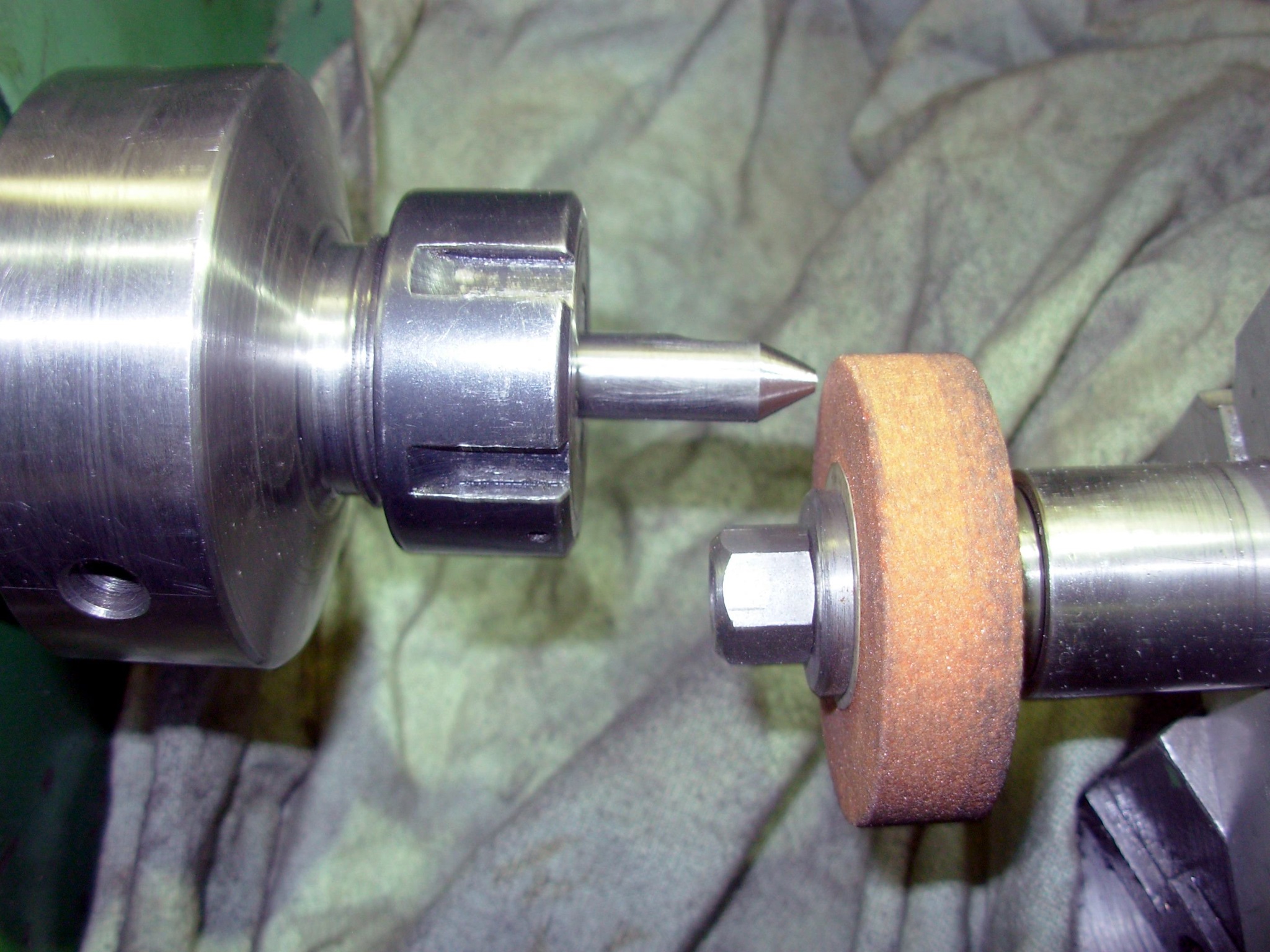 Nach dem Härten wurden die Spitzen auf der Drehmaschine mit dem Suportschleifer nachgeschliffen. Das Drehmaschinenbett wurde sorgfältig abgedeckt.
Nach dem Härten wurden die Spitzen auf der Drehmaschine mit dem Suportschleifer nachgeschliffen. Das Drehmaschinenbett wurde sorgfältig abgedeckt.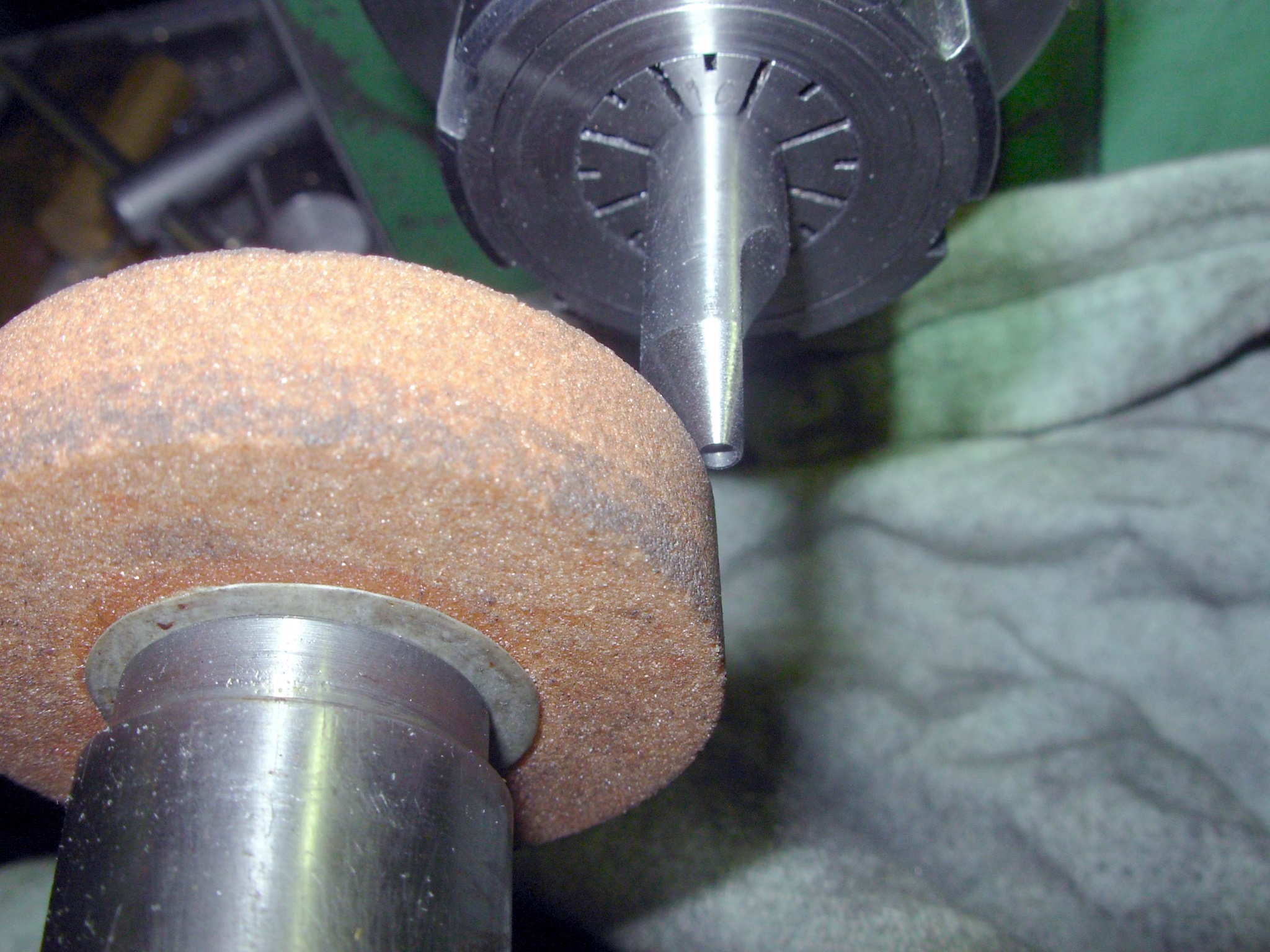 Hier die Spitze mit der Zentrierbohrung beim Nachschleifen. Dabei fand meine Eigenbau-Spannzangeneinrichtung Verwendung.
Hier die Spitze mit der Zentrierbohrung beim Nachschleifen. Dabei fand meine Eigenbau-Spannzangeneinrichtung Verwendung.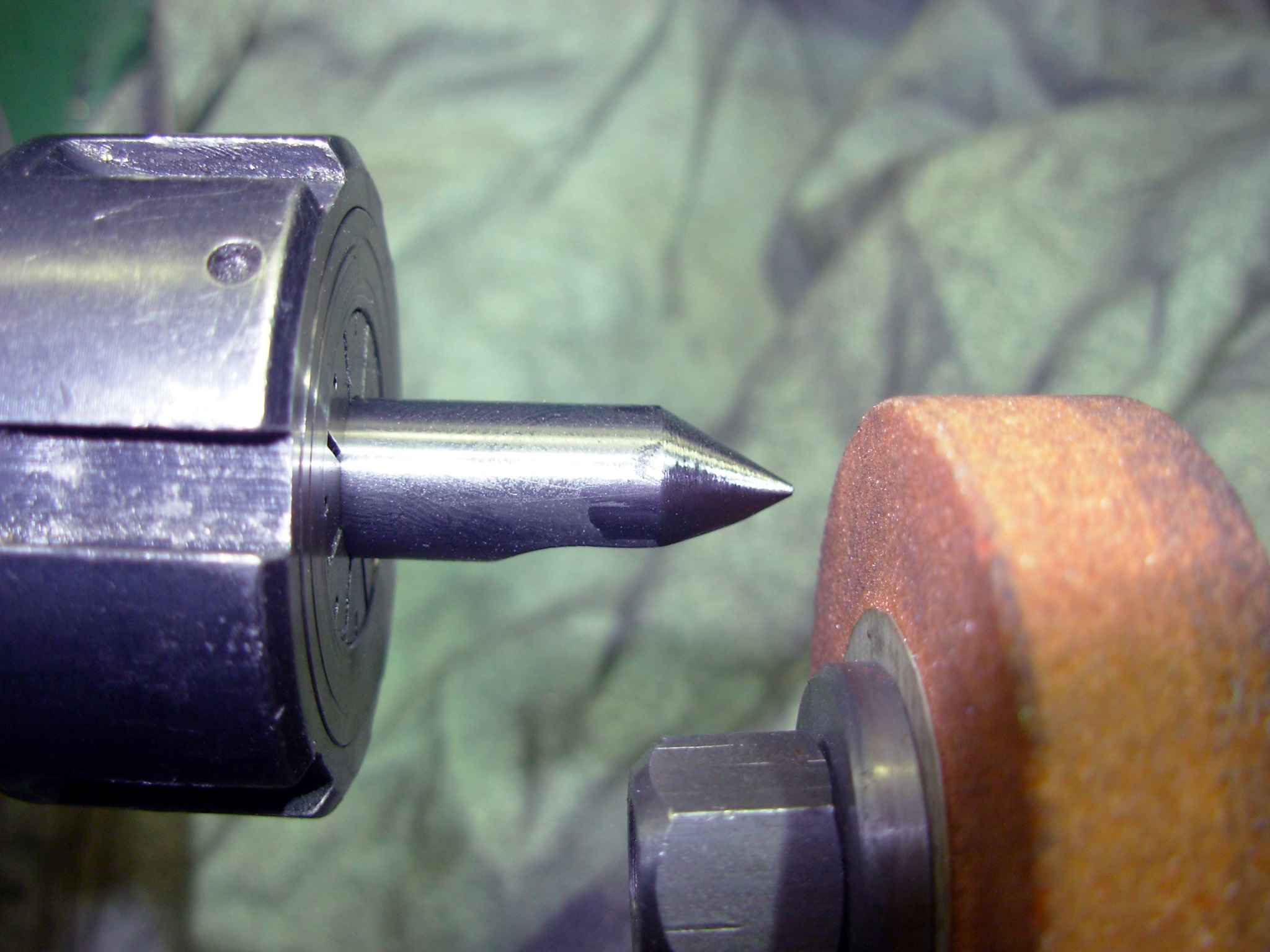 Das ist die normals Spitze. Vor dem Schleifen habe ich die Spitze mit einem Filsstift geschwärzt. So kann man besser erkennen wie viel noch nachgeschliffen werden muss.
Das ist die normals Spitze. Vor dem Schleifen habe ich die Spitze mit einem Filsstift geschwärzt. So kann man besser erkennen wie viel noch nachgeschliffen werden muss. Etwas muss hier noch nachgeschliffen werden.
Etwas muss hier noch nachgeschliffen werden.19.08.2017
Heute konnte ich wieder etwas weiter arbeiten.
Die Bohrung für die Pinole wurde auf der Drehmaschine eingebracht und anschließend mit einer Reibahle ausgerieben.
Der Gewindestift für die Pinolverstellung wurde angefertigt und mit Schraubensicherung eingeschraubt.
Die Knebelschraube wurde angefertigt.
Und schließlich wurden noch die Besfestigungsbohrungen am Reitstock gebohrt und mit dem Flachsenker begradigt.
Today I was able to work a little further again.
The hole for the quill was drilled on the lathe and then reamed out with a reamer.
The set screw for the quill adjustment was made and screwed in with threadlocker.
The toggle screw was made.
And finally, the mounting holes on the tailstock were drilled and straightened with the flat countersink.
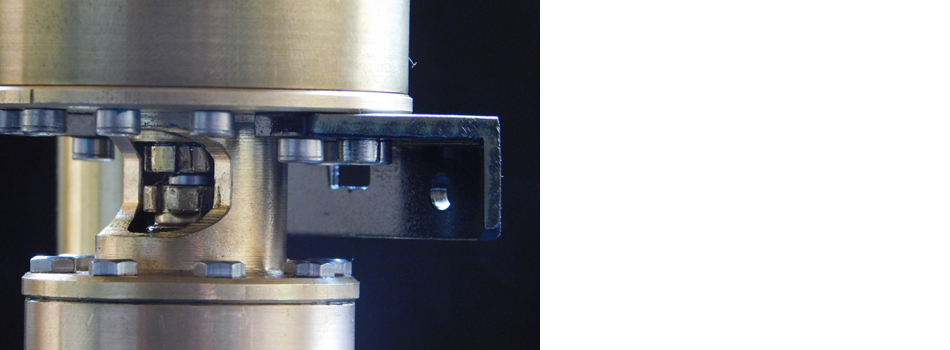
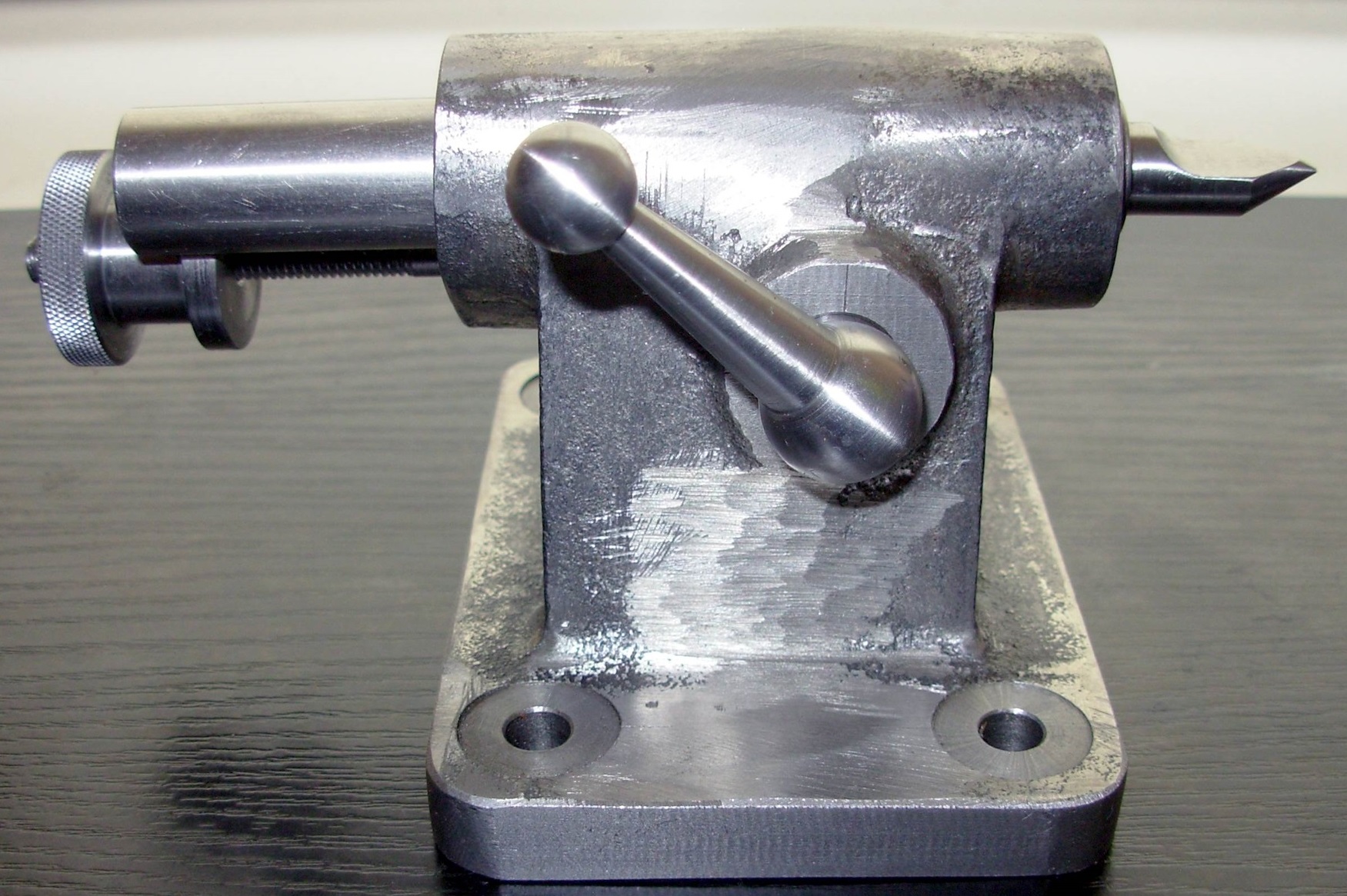
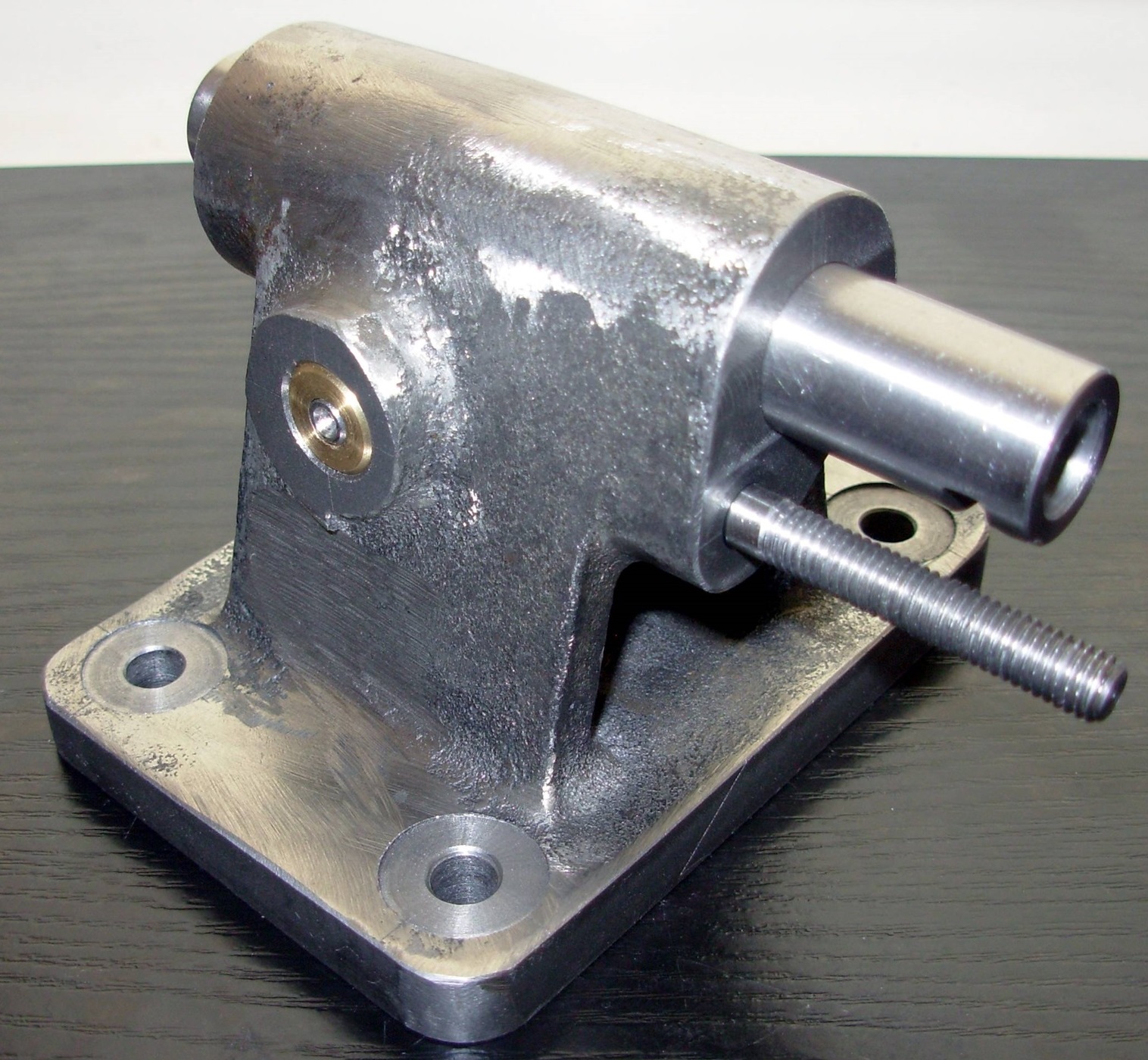
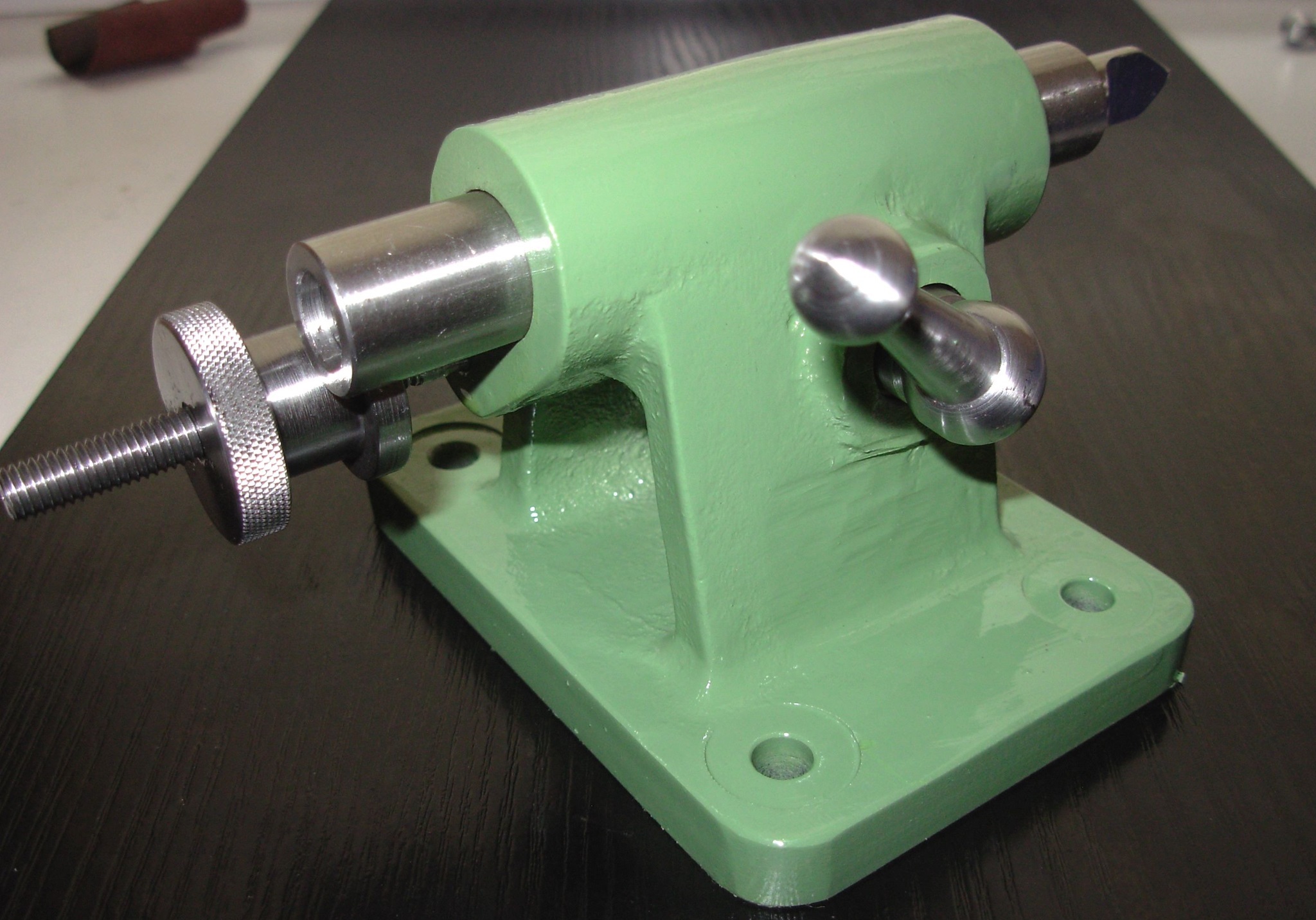
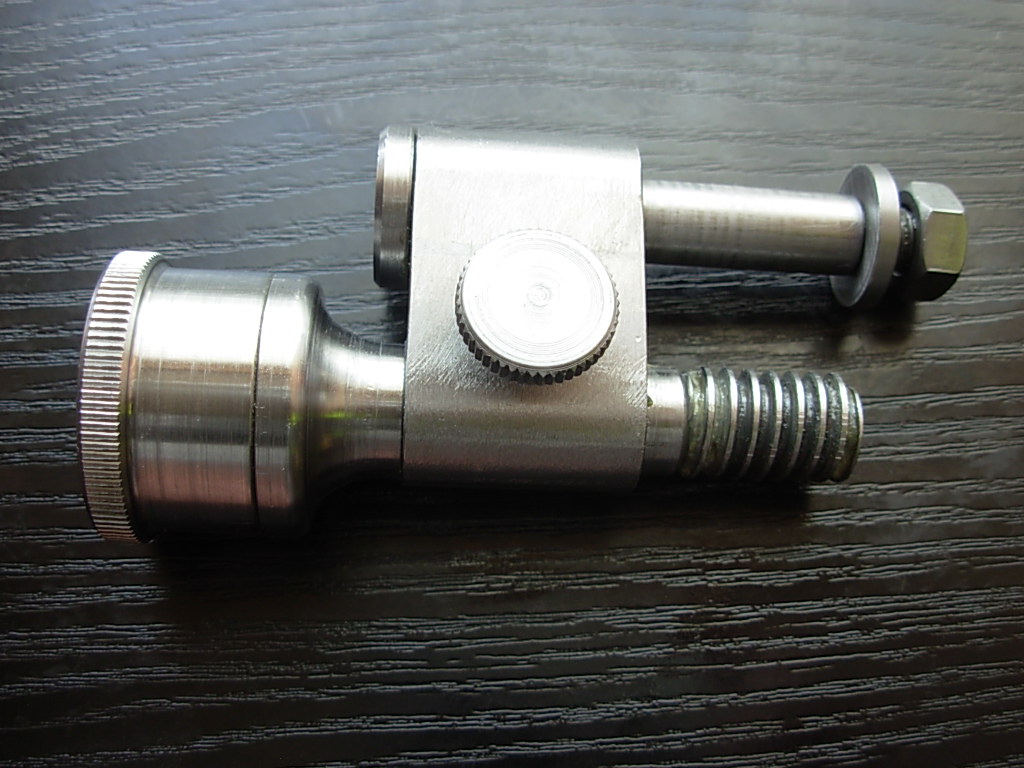
 Befestigunsbohrungen und Flachsenkungen sind deutlich zu sehen.
Befestigunsbohrungen und Flachsenkungen sind deutlich zu sehen.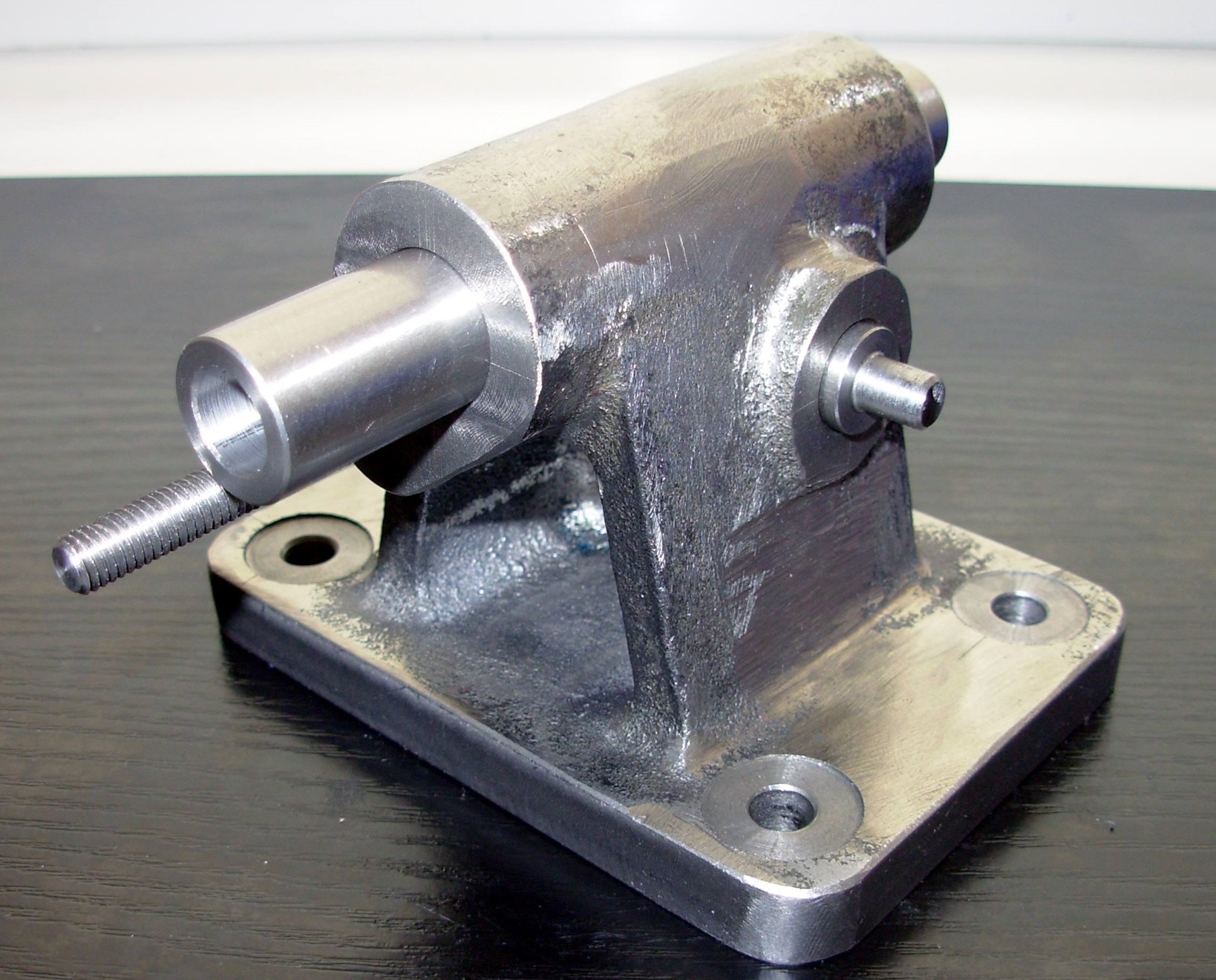 Gewindestift für die Pinolverstellung und Feststellschraube der Pinole.
Gewindestift für die Pinolverstellung und Feststellschraube der Pinole.Es fehlt noch der Knebelgriff.
 Gewindestift der Pinolverstellung, den muss ich später noch mal anfertigen. Dieser ist zu kurz.
Gewindestift der Pinolverstellung, den muss ich später noch mal anfertigen. Dieser ist zu kurz.Links ist der Spannmechanismus für die Pinole zu sehen (Messingteil).
 Rechts oben ist an der Pinole die Aussparrung für die Verstellschraube zu sehen.
Rechts oben ist an der Pinole die Aussparrung für die Verstellschraube zu sehen. Klemm-Mechanismus der Pinole.
Klemm-Mechanismus der Pinole. Detail.
Detail.25.08.2017
Heute habe ich wieder etwas weiter gearbeitet.
Die Verstellschraube für die Reitstockpinole wurde angefertigt und ich habe meinen neuen Luftschleifer an der Zentrierspitze ausprobiert.
Today I did some more work again.
The adjusting screw for the tailstock quill was made and I tried out my new air grinder on the center point.
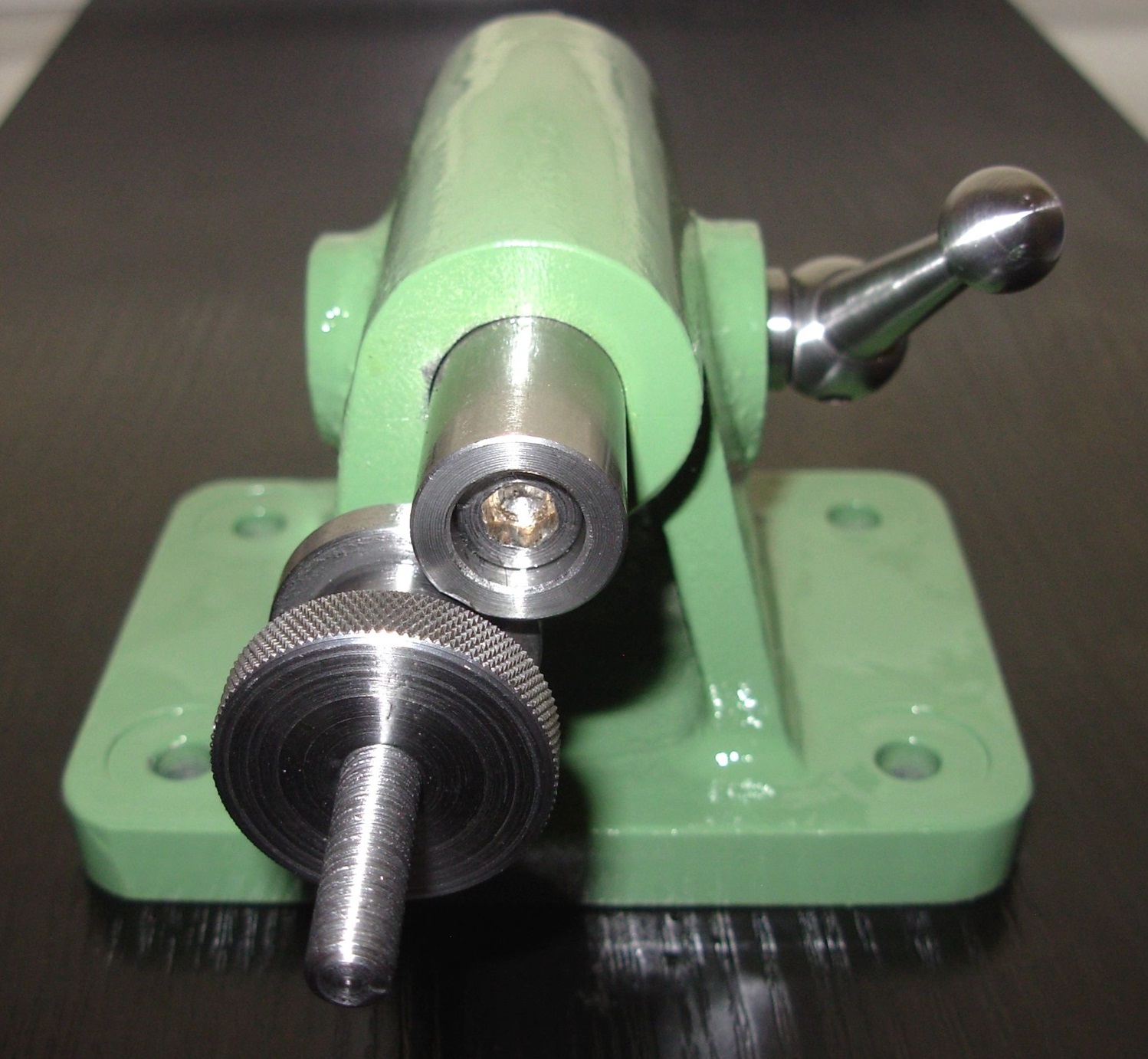
 Den Gewindestift mußte ich noch einmal herstellen. Der erste war etwas zu kurz geraten. Die Rändelschraube ist für die Pinolverstellung zuständig.
Den Gewindestift mußte ich noch einmal herstellen. Der erste war etwas zu kurz geraten. Die Rändelschraube ist für die Pinolverstellung zuständig.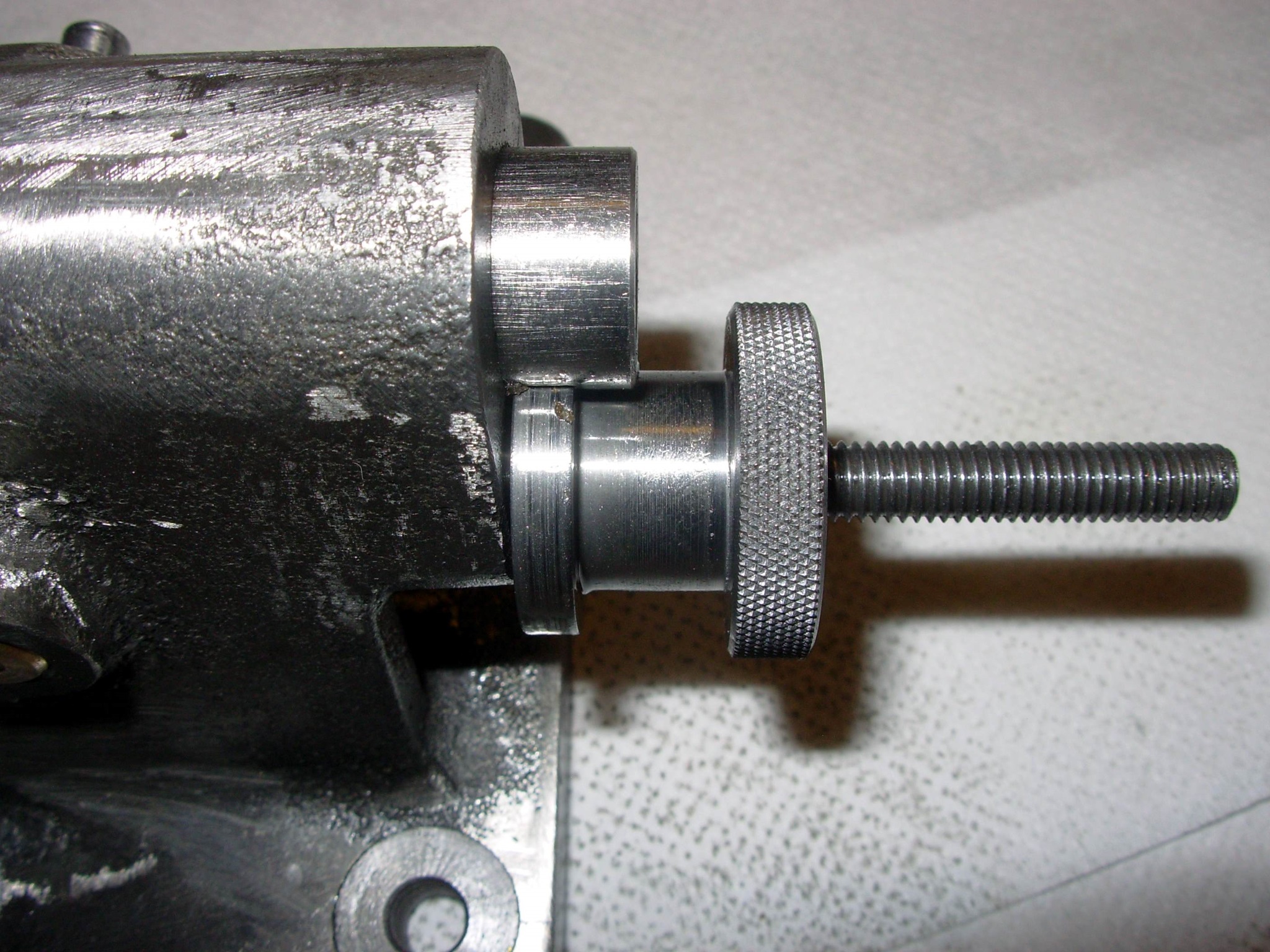 Den Kreuzrändel habe ich mit meiner Eigenbau- Rändelzange gefertigt.
Den Kreuzrändel habe ich mit meiner Eigenbau- Rändelzange gefertigt.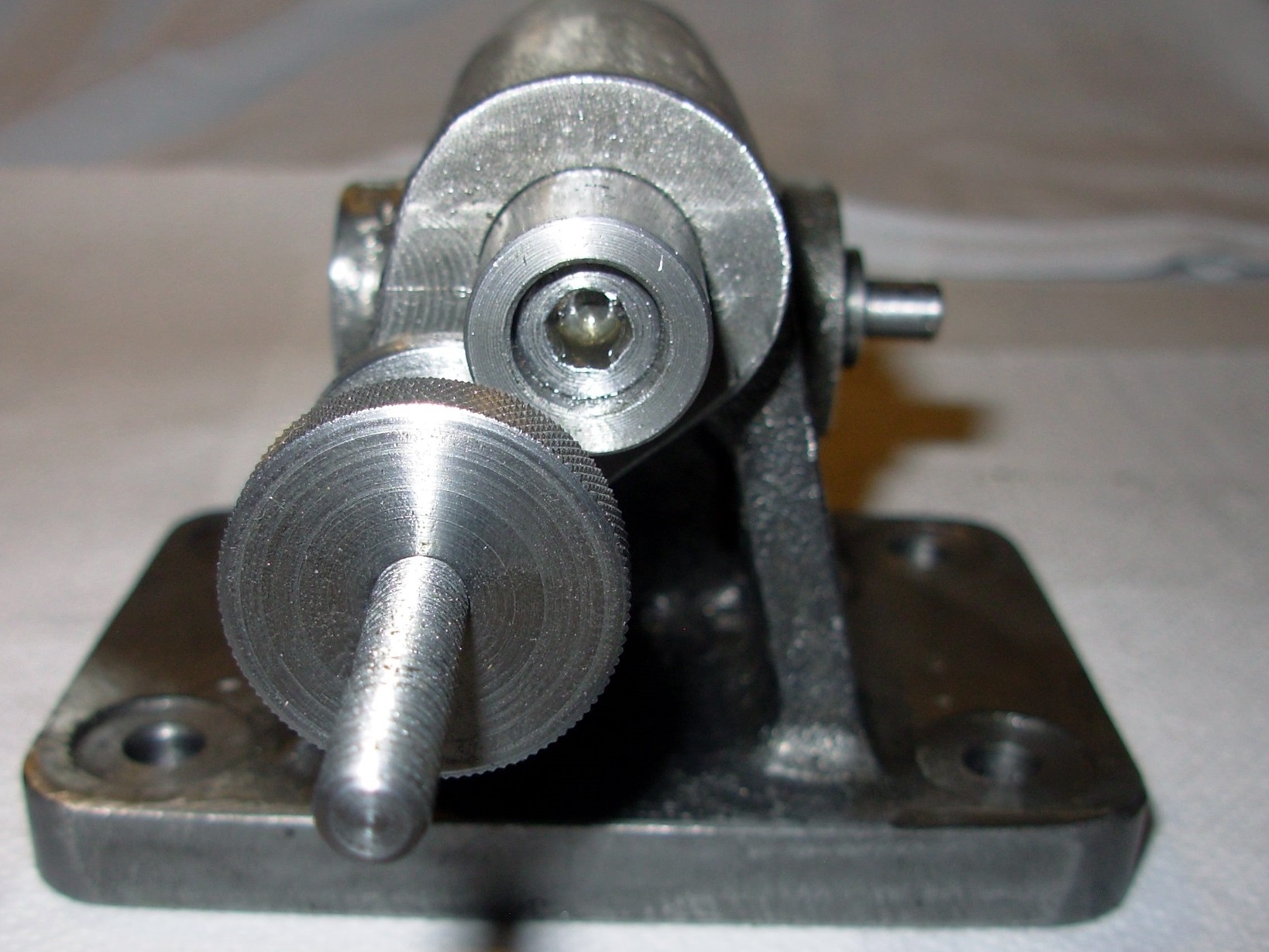 Für die Zugschraube der Spitzen habe ich einen Innensechskantkopf auf eine selbst gefertigte Schraube hart aufgelötet.
Für die Zugschraube der Spitzen habe ich einen Innensechskantkopf auf eine selbst gefertigte Schraube hart aufgelötet.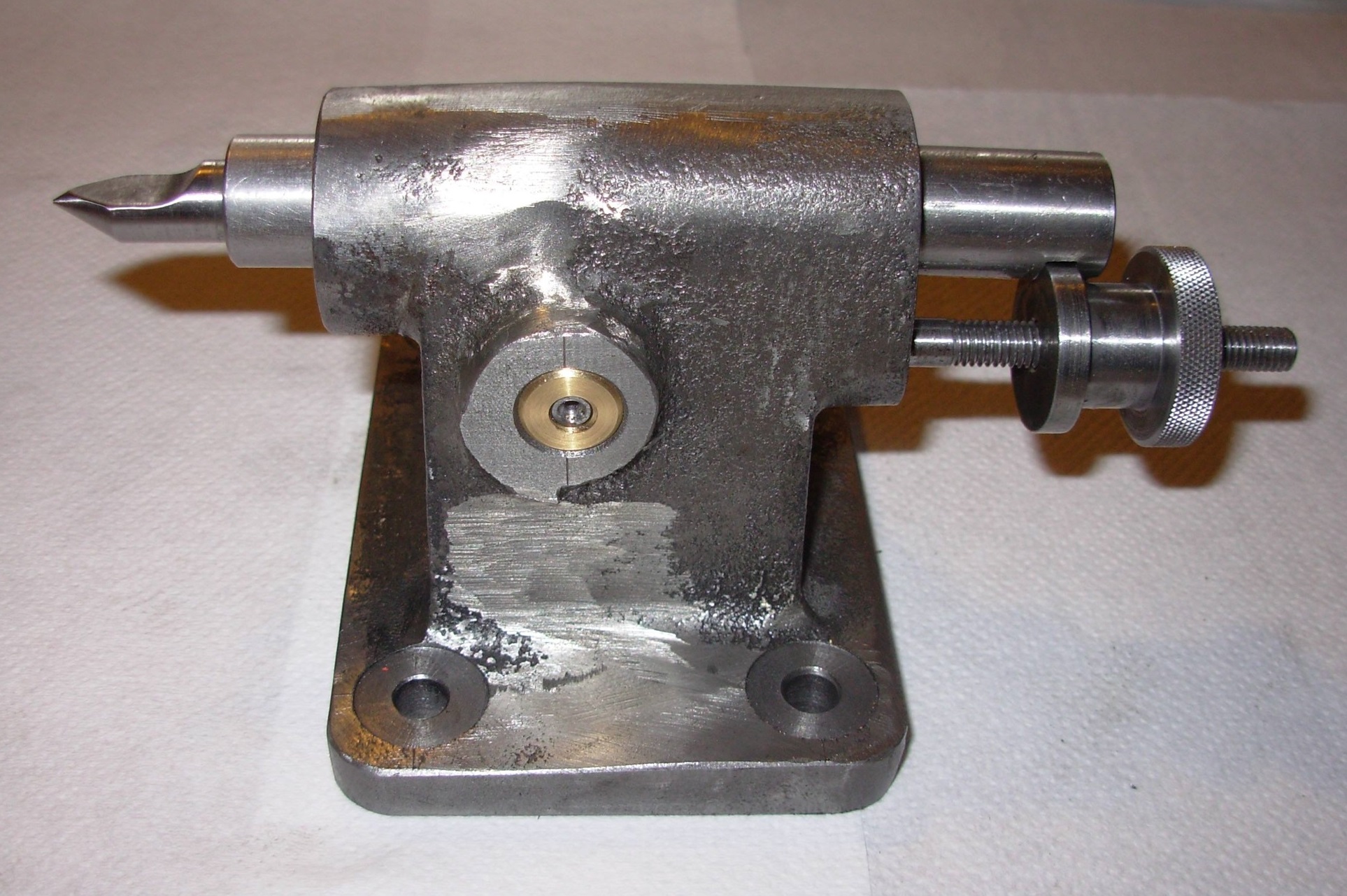
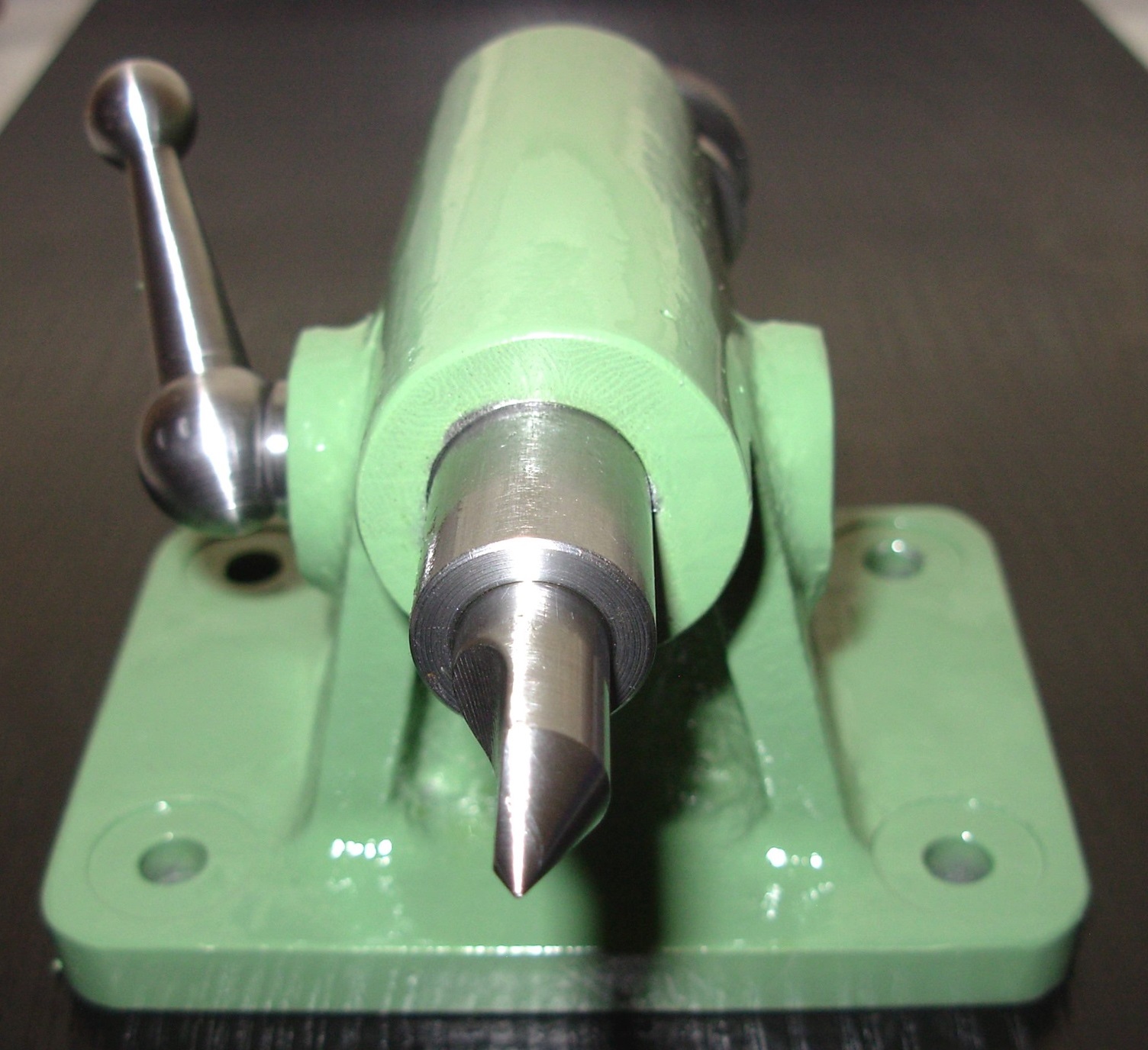
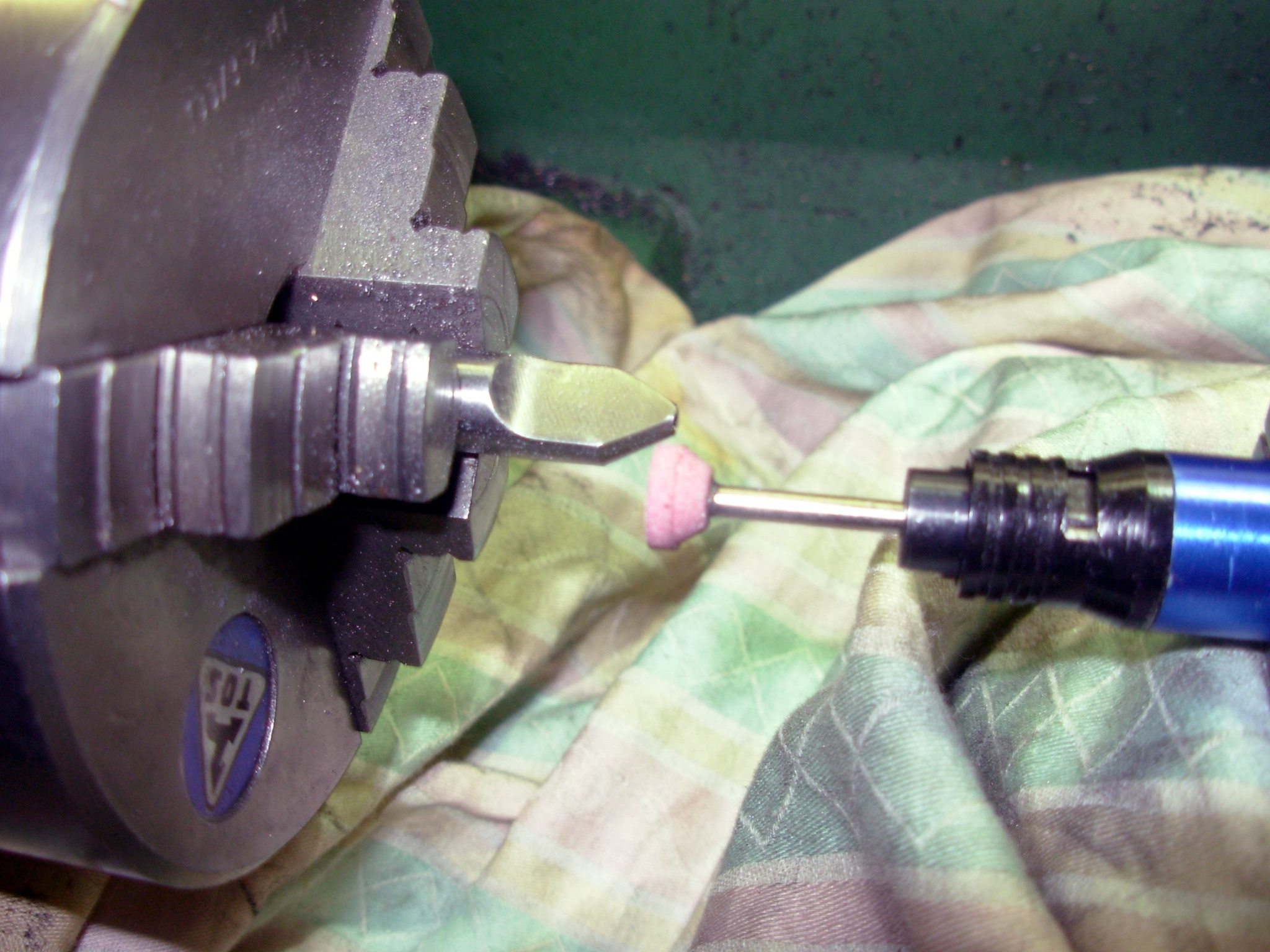 Neuer Luftschleifer im Einsatz- schleifen des Außenkonus.
Neuer Luftschleifer im Einsatz- schleifen des Außenkonus.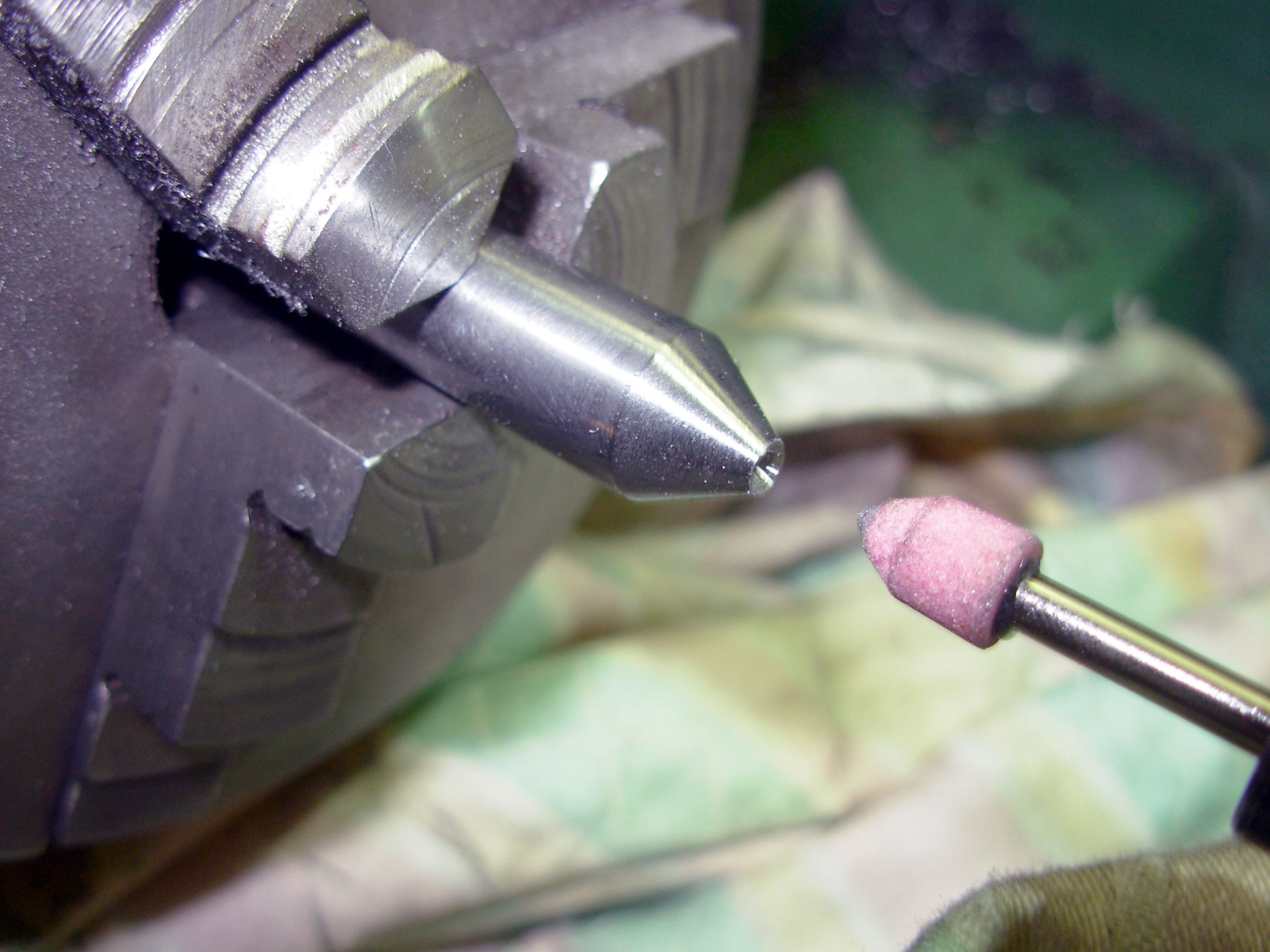 Schleifen des Innenkonus.
Schleifen des Innenkonus.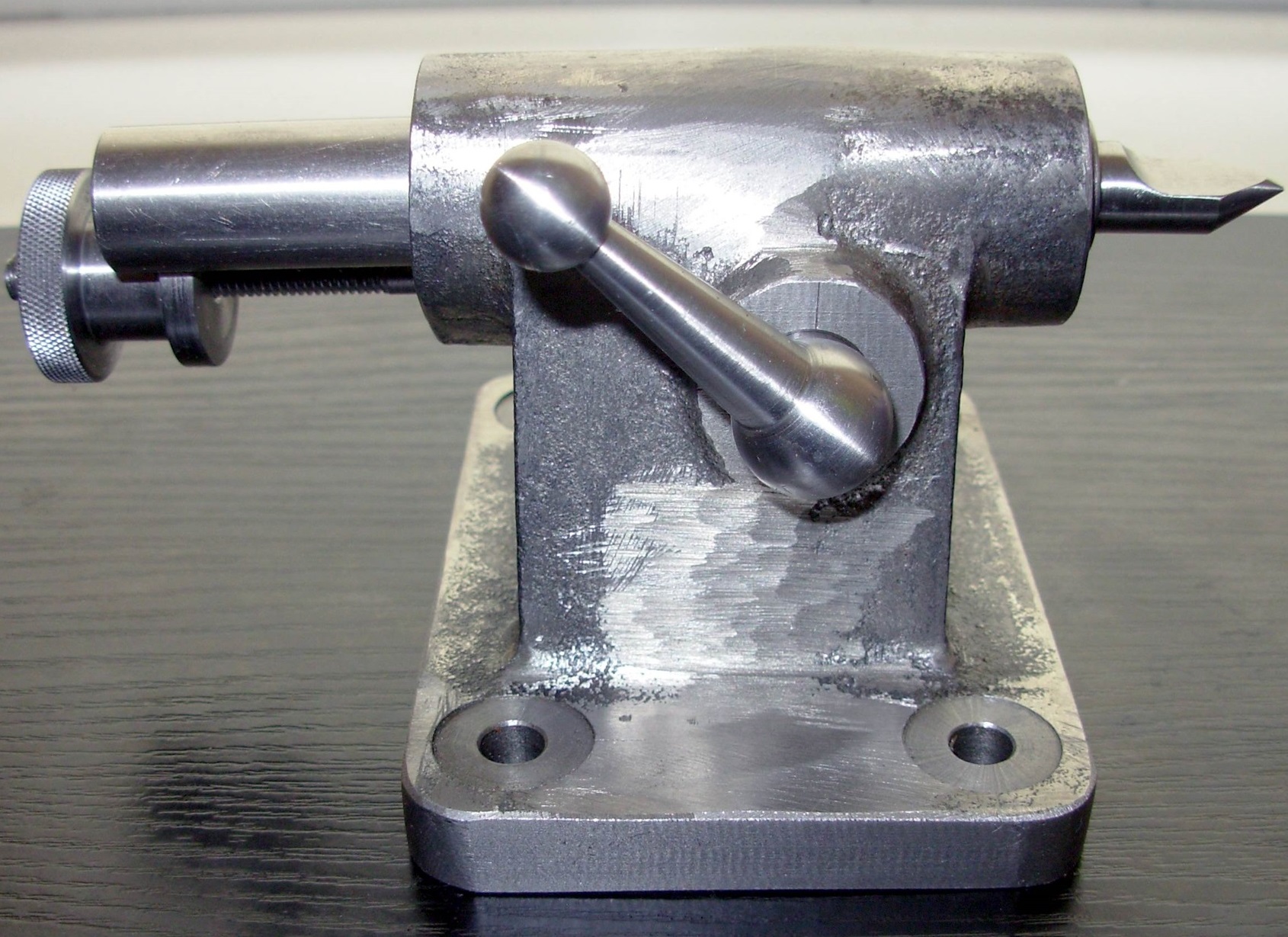 Der Knebel für die Feststellschraube ist nun auch fertig.
Der Knebel für die Feststellschraube ist nun auch fertig.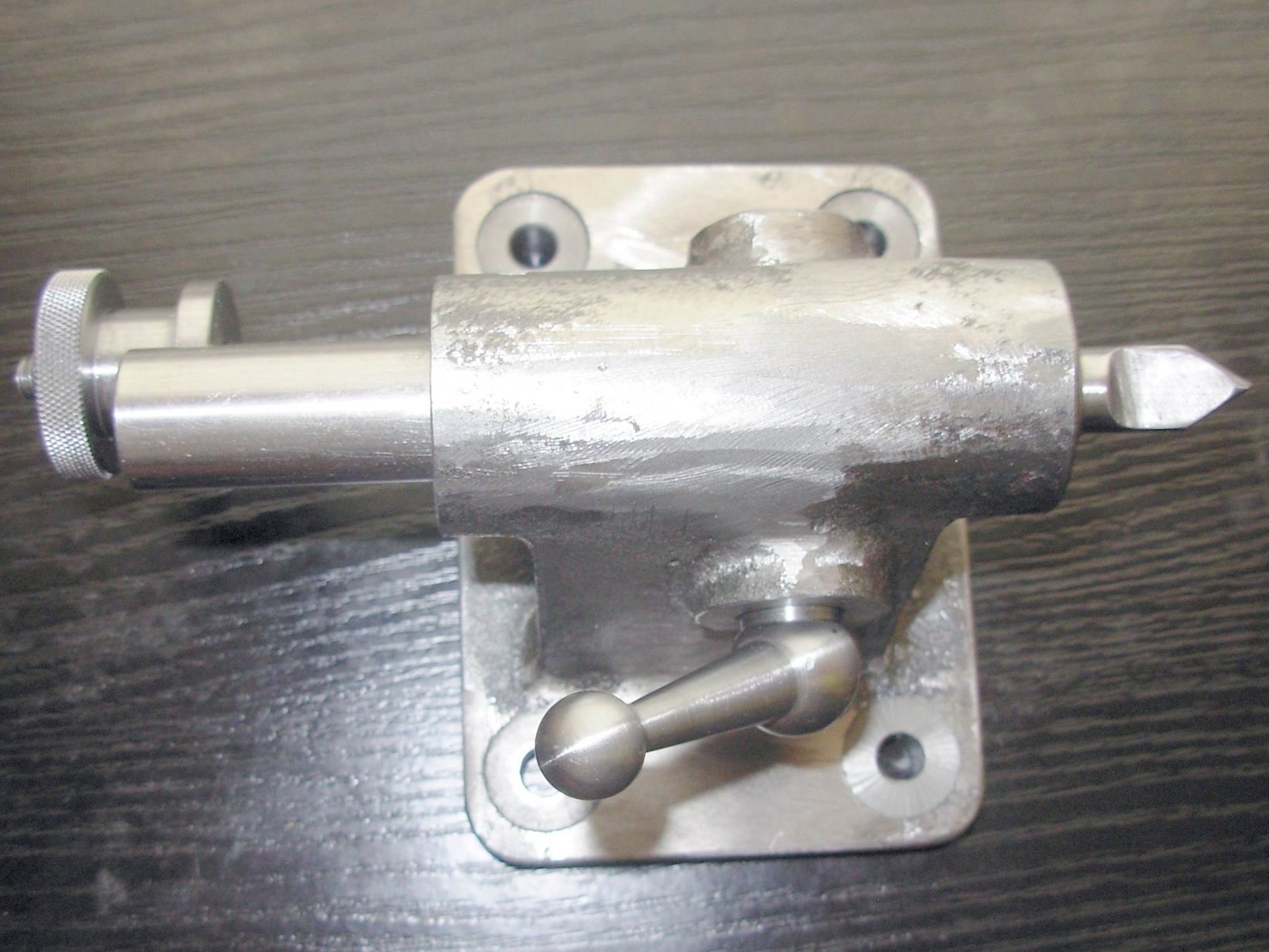 Jetzt fehlen nur noch die Adapterplatten für den Fräßtisch und etwas Farbe.
Jetzt fehlen nur noch die Adapterplatten für den Fräßtisch und etwas Farbe.
 Nach der Grundierung wurde meine Standartfarbe aufgetragen.
Nach der Grundierung wurde meine Standartfarbe aufgetragen.
19.09.2017
Heute habe ich das Vielseiteige Teilgerät (VDH) fertig gestellt.
Die Adapterplatten für das Teilgerät und den Reitstock wurden überfräst und die Passleisten für den Frästisch angebracht.
Nutensteine für M6 Schrauben wurden angefertigt und zum Schluss beide Teile ausgerichtet und verstiftet.
Das Teil ist nun komplett.
Today, I finished the multi-side dividing head (VDH).
The adapter plates for the dividing head and the tailstock were milled over and the fitting strips for the milling table were attached.
Sliding blocks for M6 screws were made and finally both parts were aligned and pinned.
The part is now complete.
 Das Teilgerät und der Reitstock auf meiner Fräsmaschine.
Das Teilgerät und der Reitstock auf meiner Fräsmaschine.Am Teilgerät ist das Dreibackenfutter montiert.
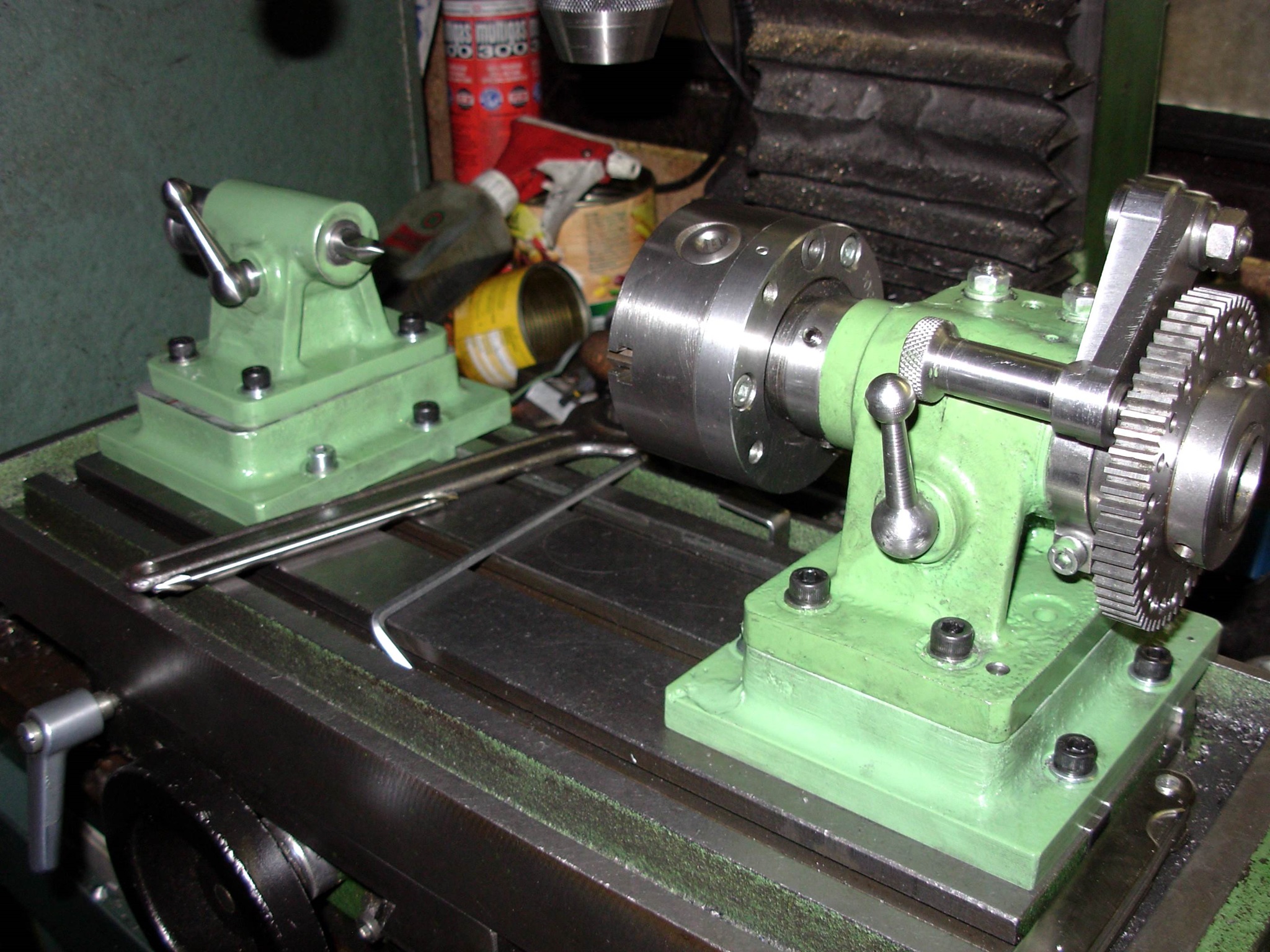 Hier mit Indexstift.
Hier mit Indexstift.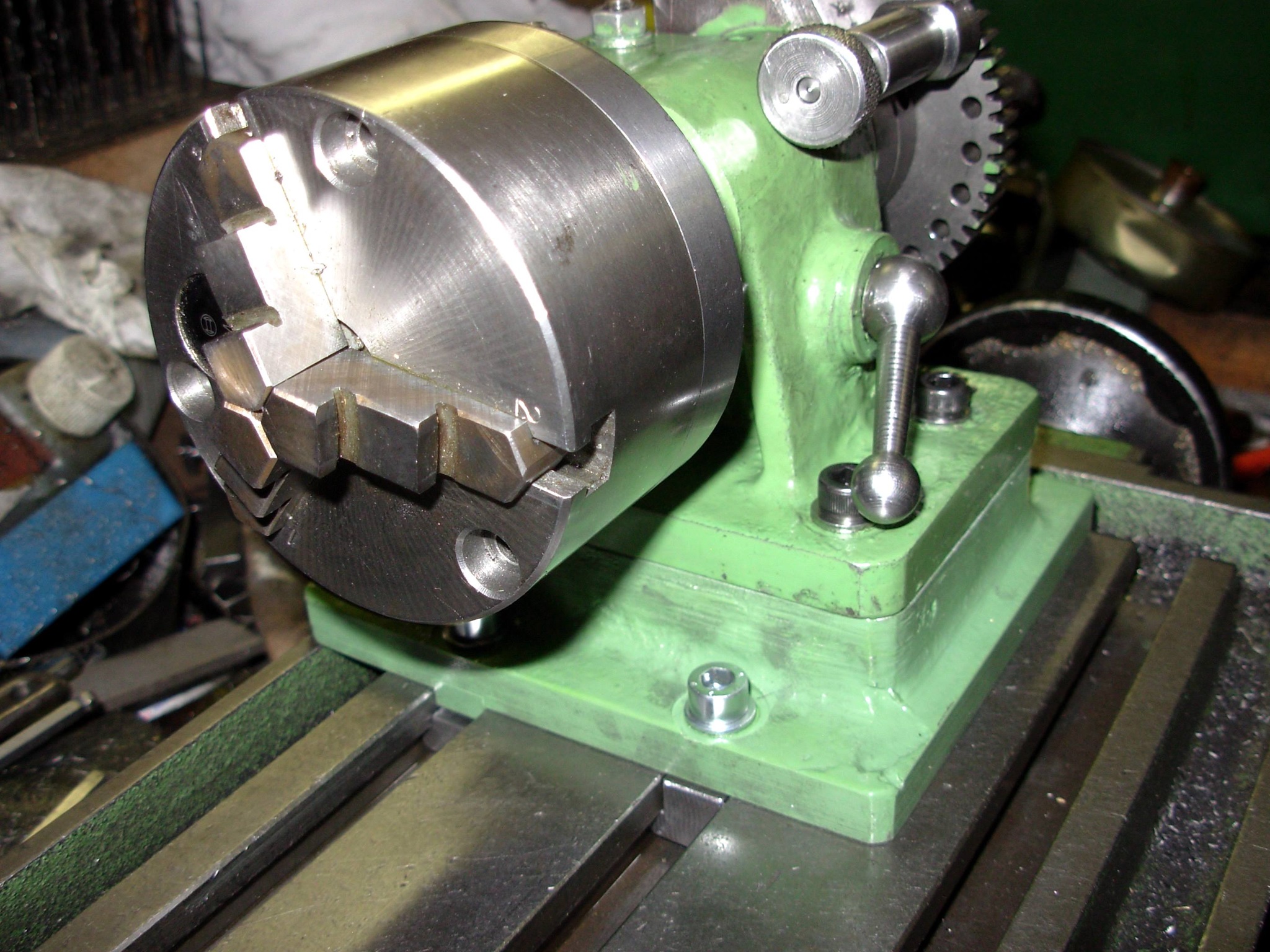 Teilgerät auf der Adapterplatte.
Teilgerät auf der Adapterplatte.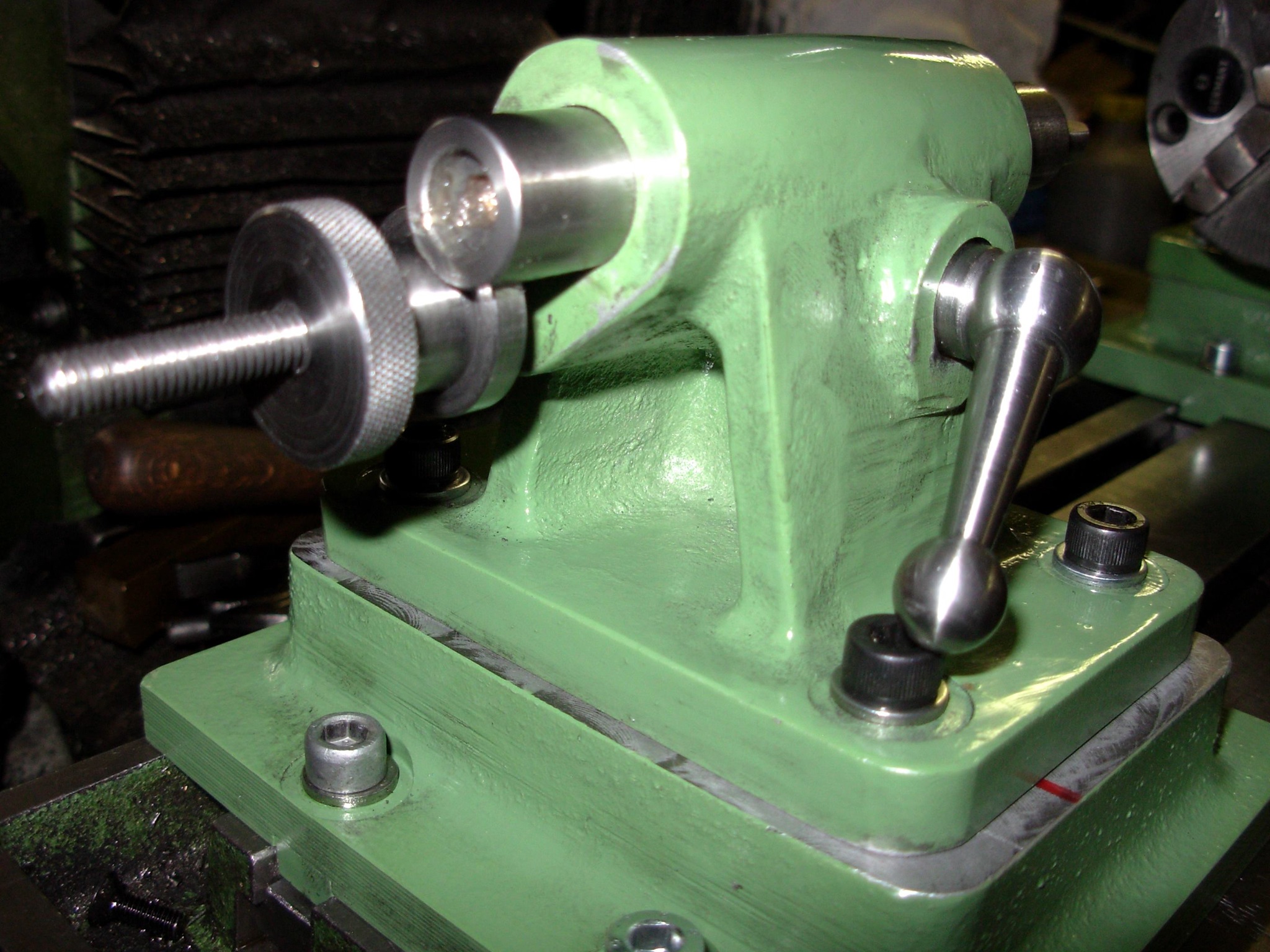 Reitstock auf der Adapterplatte.
Reitstock auf der Adapterplatte.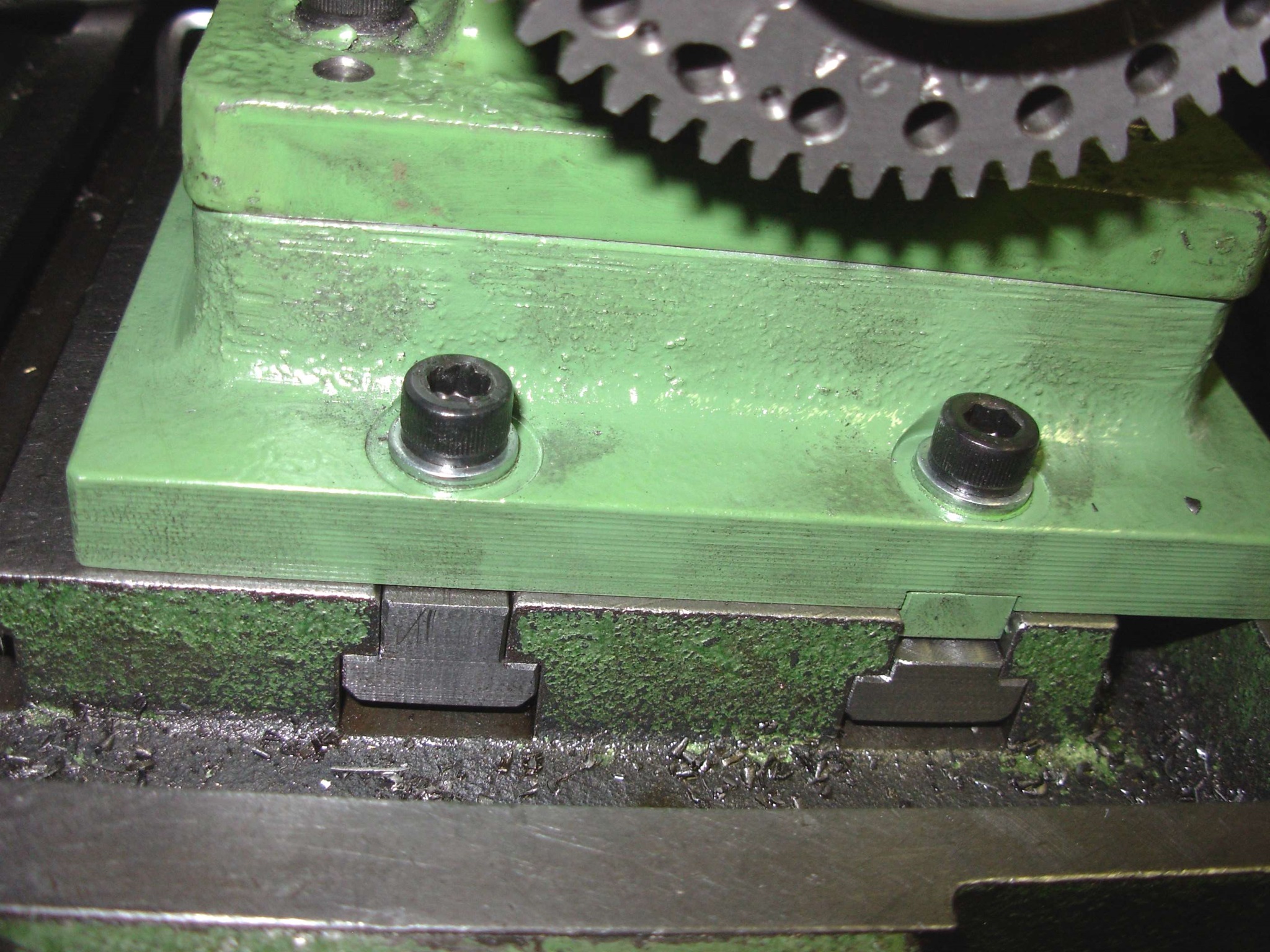 Nutensteine und Passleiste.
Nutensteine und Passleiste.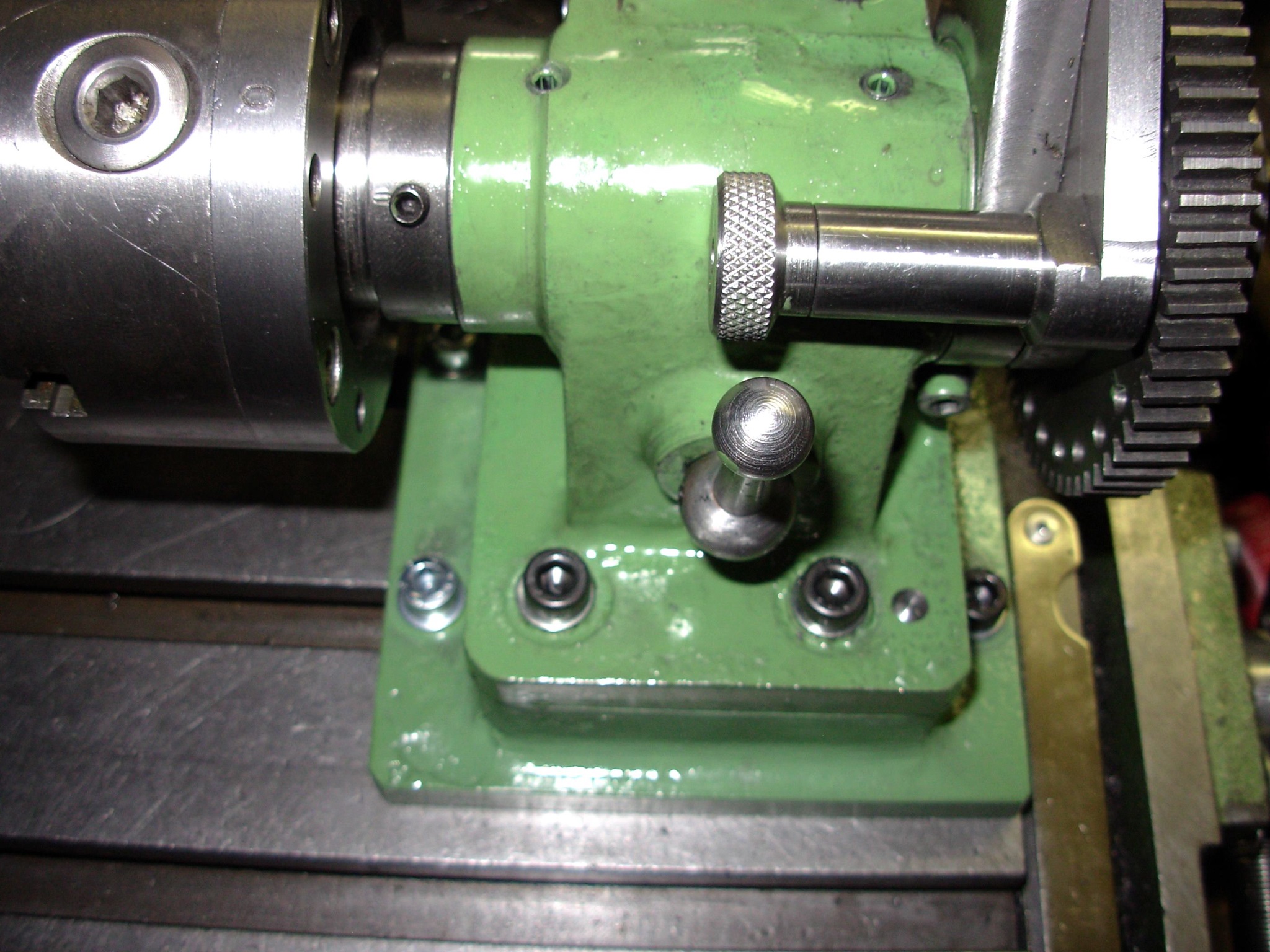 Teilgerät auf der Adapterplatte verstiftet und verschraubt. Neben der rechten Befestigungsschraube ist einer der Passstifte zu sehen.
Teilgerät auf der Adapterplatte verstiftet und verschraubt. Neben der rechten Befestigungsschraube ist einer der Passstifte zu sehen.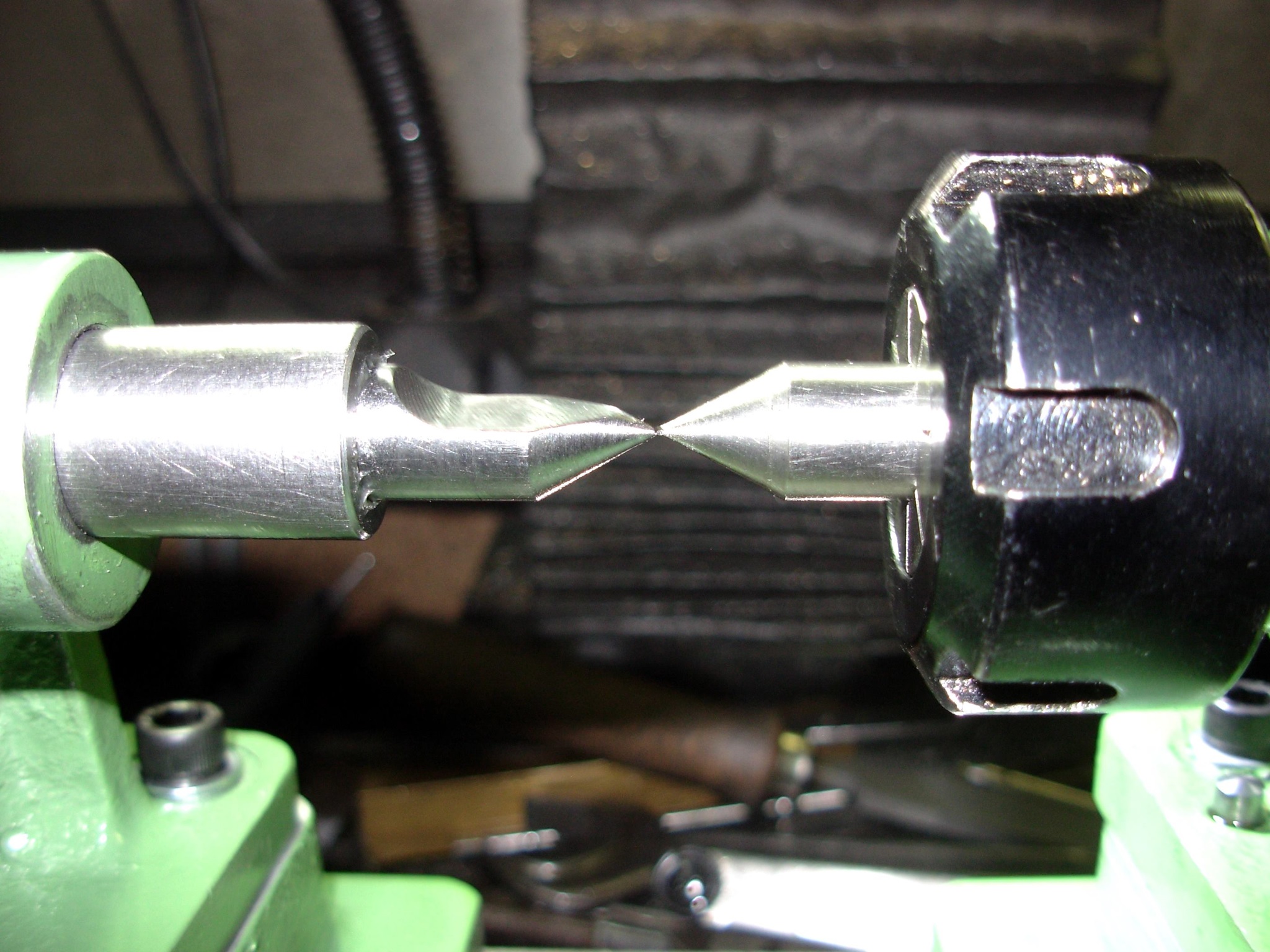 Ausgerichtete Spitzen.
Ausgerichtete Spitzen.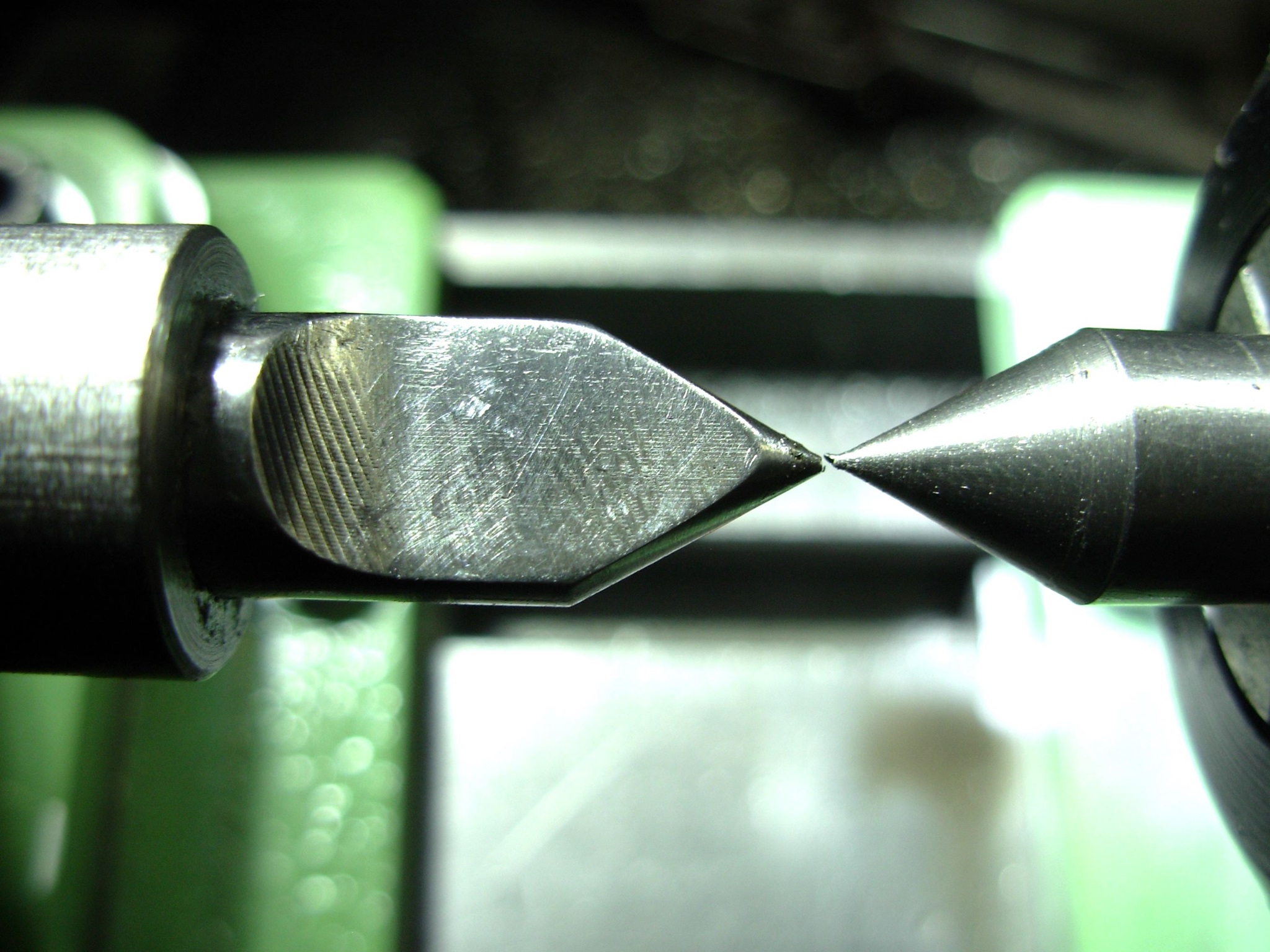 Die Ausrichtung erfolgte zunächst mit der Messuhr nur am Teilgerät auf Paralellität zu dem Frästisch. Das Teilgerät wurde dann erst verstiftet.
Die Ausrichtung erfolgte zunächst mit der Messuhr nur am Teilgerät auf Paralellität zu dem Frästisch. Das Teilgerät wurde dann erst verstiftet.Der Reitstock wurde mit einer Prüfwelle und Messuhr zwischen den Spitzen ausgerichtet und ebenbfals verstiftet.
 Am Ende schaut das Teil so aus.
Am Ende schaut das Teil so aus.Bilder von der Herstellung des Gerätes.
Pictures from the fabrication of the device.
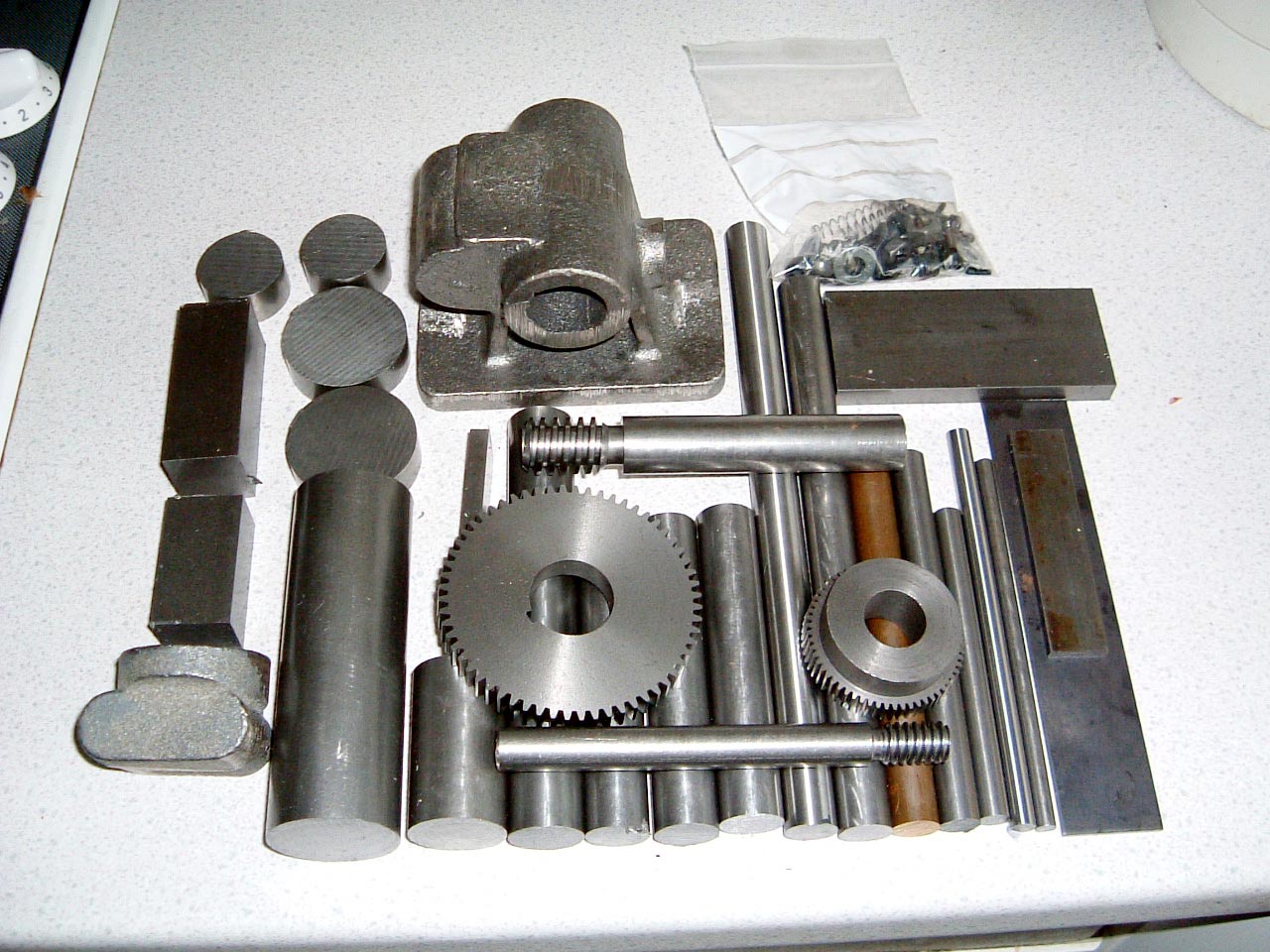 Das ist der Materialsatz, von dem ich aber nicht alle Teile verwendet habe. Ich habe das Gerät ja im metrischen Maßstab gebaut.
Das ist der Materialsatz, von dem ich aber nicht alle Teile verwendet habe. Ich habe das Gerät ja im metrischen Maßstab gebaut.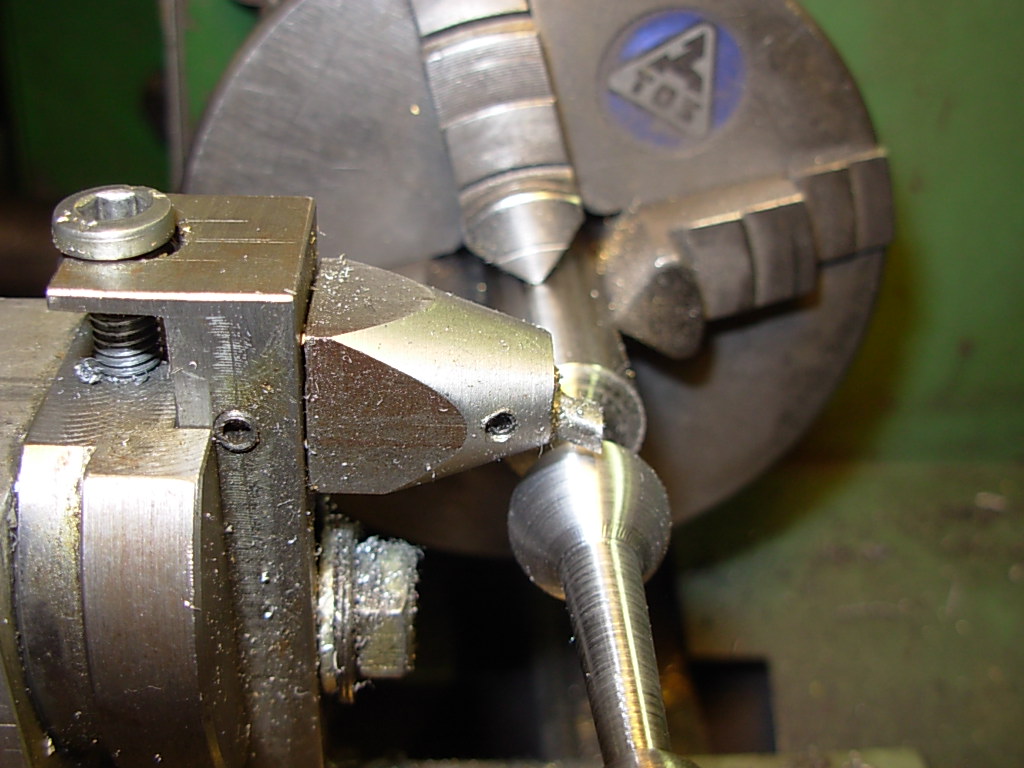 Bei der Anfertigung der Klemmhebel.
Bei der Anfertigung der Klemmhebel. Den Kugeldrehmechanismus habe ich vor fast 20 Jahre einmal gebaut.
{kind=link}
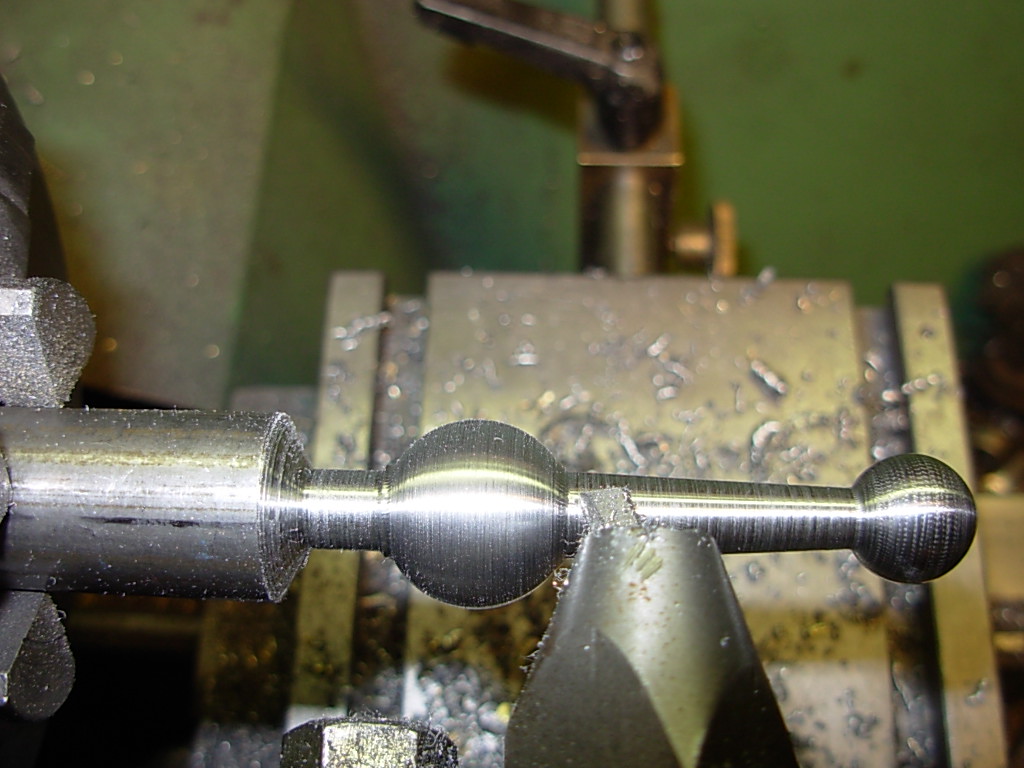 Schon fast fertig. Zum Schluss wird der Knebelgriff abgestochen und die Kugel mit der Feile und Schmirgelleinen vollendet.
Schon fast fertig. Zum Schluss wird der Knebelgriff abgestochen und die Kugel mit der Feile und Schmirgelleinen vollendet.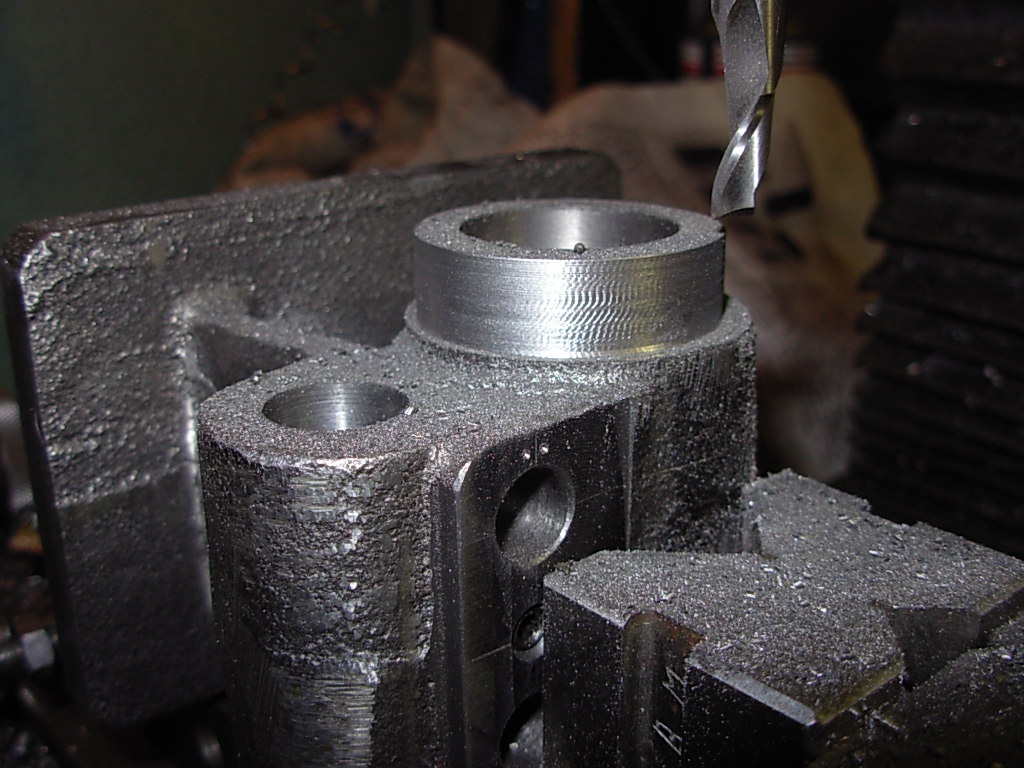 Der Grundkörper bei der Außenbearbeitung mit dem Bohr- und Ausdrehkopf. Die Spindel muss dabei links herum laufen.
Der Grundkörper bei der Außenbearbeitung mit dem Bohr- und Ausdrehkopf. Die Spindel muss dabei links herum laufen.Das war bei meiner Wabeco Fräse erst nach dem Motorumbau möglich.
 Grundkörper fast fertig, es fehlen noch die Befestigungsbohrungen.
Grundkörper fast fertig, es fehlen noch die Befestigungsbohrungen. Der Reitstock ist auch schon fertig.
Der Reitstock ist auch schon fertig. Hier die Klemmsteine für den Reitstockausleger.
Hier die Klemmsteine für den Reitstockausleger. Der Ausleger für den Indexstift und die Feinverstellung. Da muss aber noch was gemacht werden.
Der Ausleger für den Indexstift und die Feinverstellung. Da muss aber noch was gemacht werden.In der großen Bohrung sind die Klemmsteine für die Hauptspindel zu sehen.
 Der Bau ist fortgeschritten.
Der Bau ist fortgeschritten. Die Teilspindel mit dem Indexrad ist montiert.
Die Teilspindel mit dem Indexrad ist montiert.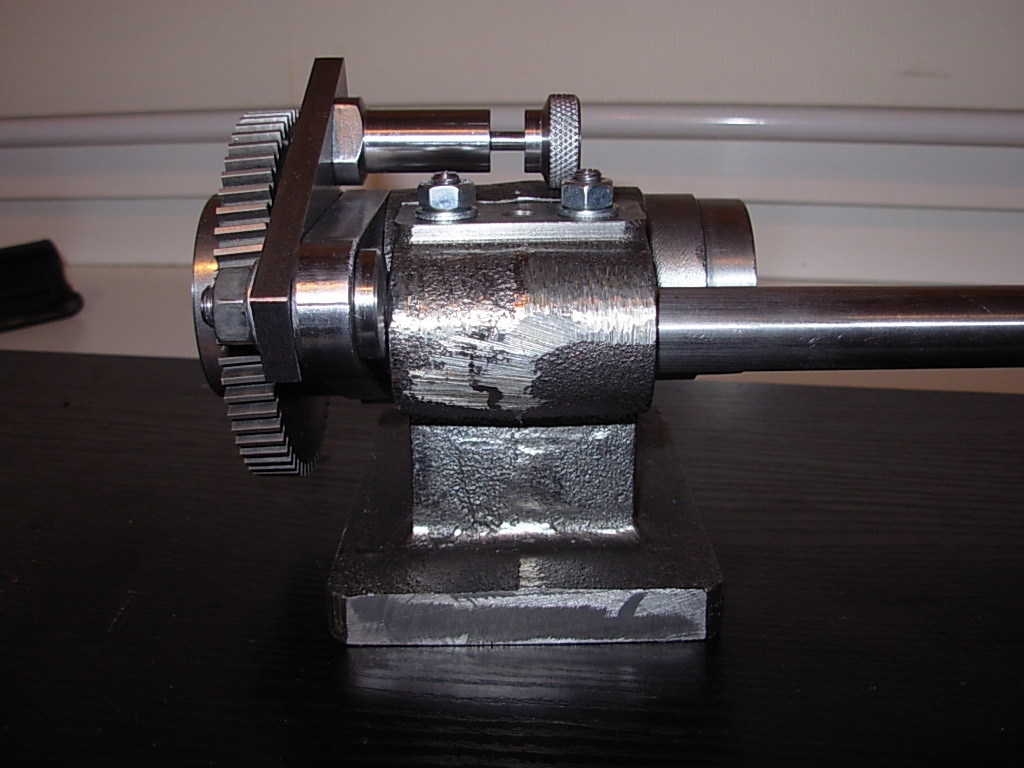 Der Indexstift ist auch fertig. Es müssen nur noch die 24 Indexbohrungen eingebracht werden und der Indexstiftträger muss noch fertig bearbeitet werden.
Der Indexstift ist auch fertig. Es müssen nur noch die 24 Indexbohrungen eingebracht werden und der Indexstiftträger muss noch fertig bearbeitet werden.12.01.2016
die letzten zwei Tage hatte ich Dienstfrei. Ich habe die Zeit genutzt und wieder etwas weiter gearbeitet.
Bei dem großen Schneckenrad ist mir ein Missgeschick passiert. Meine Teiltabelle für den Teilkopf von der Fa. Saupe stimmt nicht, das habe ich aber erst bei der 24zigsten Bohrung festgestellt.
Zum Glück kann mir die Fa. Hemingway Kits ein Ersatzrad zuschicken.
Ein toller Service.
The last two days I was off duty. I have used the time and again worked a little further.
I had a mistake with the large worm wheel. My parts table for the dividing head from Saupe is not correct, but I only noticed this after the 24th hole.
Thank God Hemingway Kits can send me a replacement wheel.
A great service.
 Wieder einen Schritt weiter.
Wieder einen Schritt weiter.Der Halter für die Teilscheiben mit Schneckenantrieb ist fertig.

 Die Schnecke ist blau angelaufen. Sie wurde auf die Trägerspindel aufgeschrupft.
Die Schnecke ist blau angelaufen. Sie wurde auf die Trägerspindel aufgeschrupft. Das Große Indexrad muss ich noch einmal machen. Bei der Teilung ist mir ein fehler unterlaufen, den ich erst bei der letzten Bohrung bemerkt habe.
Das Große Indexrad muss ich noch einmal machen. Bei der Teilung ist mir ein fehler unterlaufen, den ich erst bei der letzten Bohrung bemerkt habe. Die Teiltabelle für die 24ziger Teilung für meinen Saupe Teilapparat stimmte nicht.
 Einzelheiten der Teilscheibe.
Einzelheiten der Teilscheibe. Die Trägerspindel wurde mit 2/100mm Übermaß gefertigt und die Schnecke aufgeschrumpft.
Die Trägerspindel wurde mit 2/100mm Übermaß gefertigt und die Schnecke aufgeschrumpft.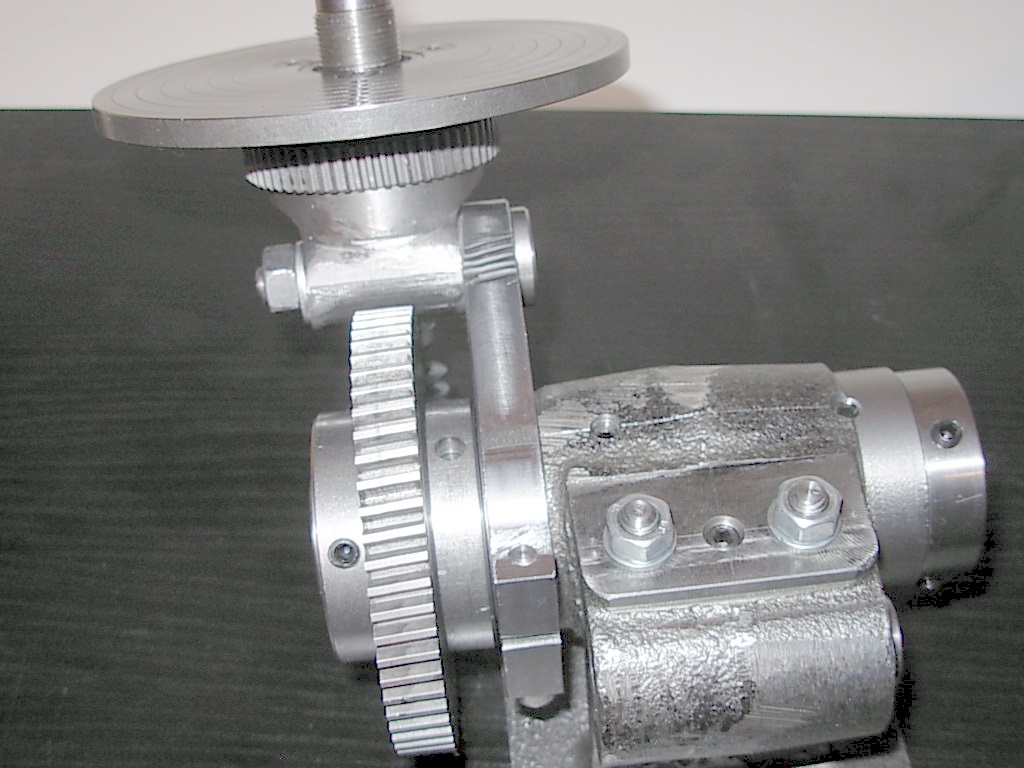
16.01.2016
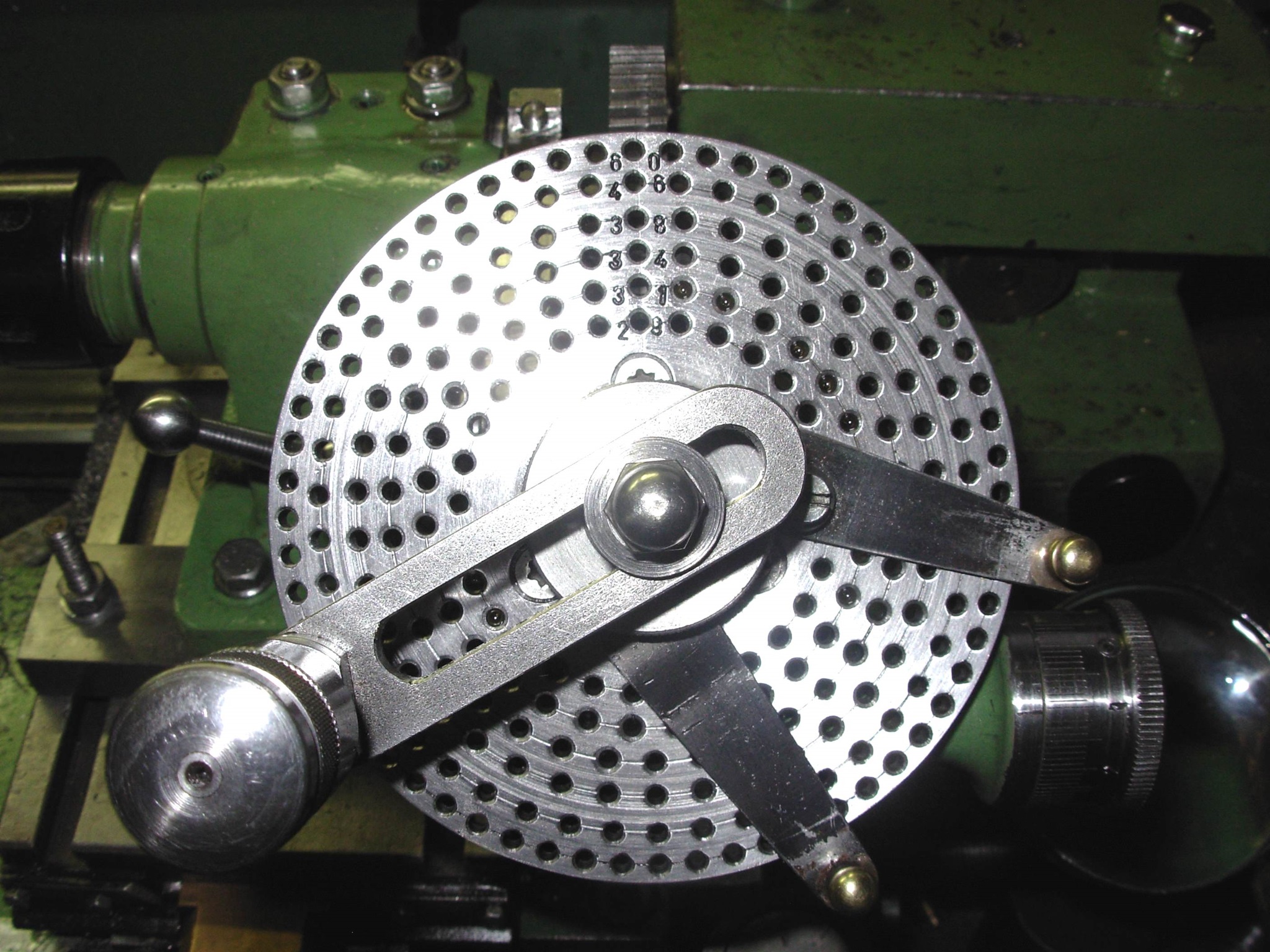
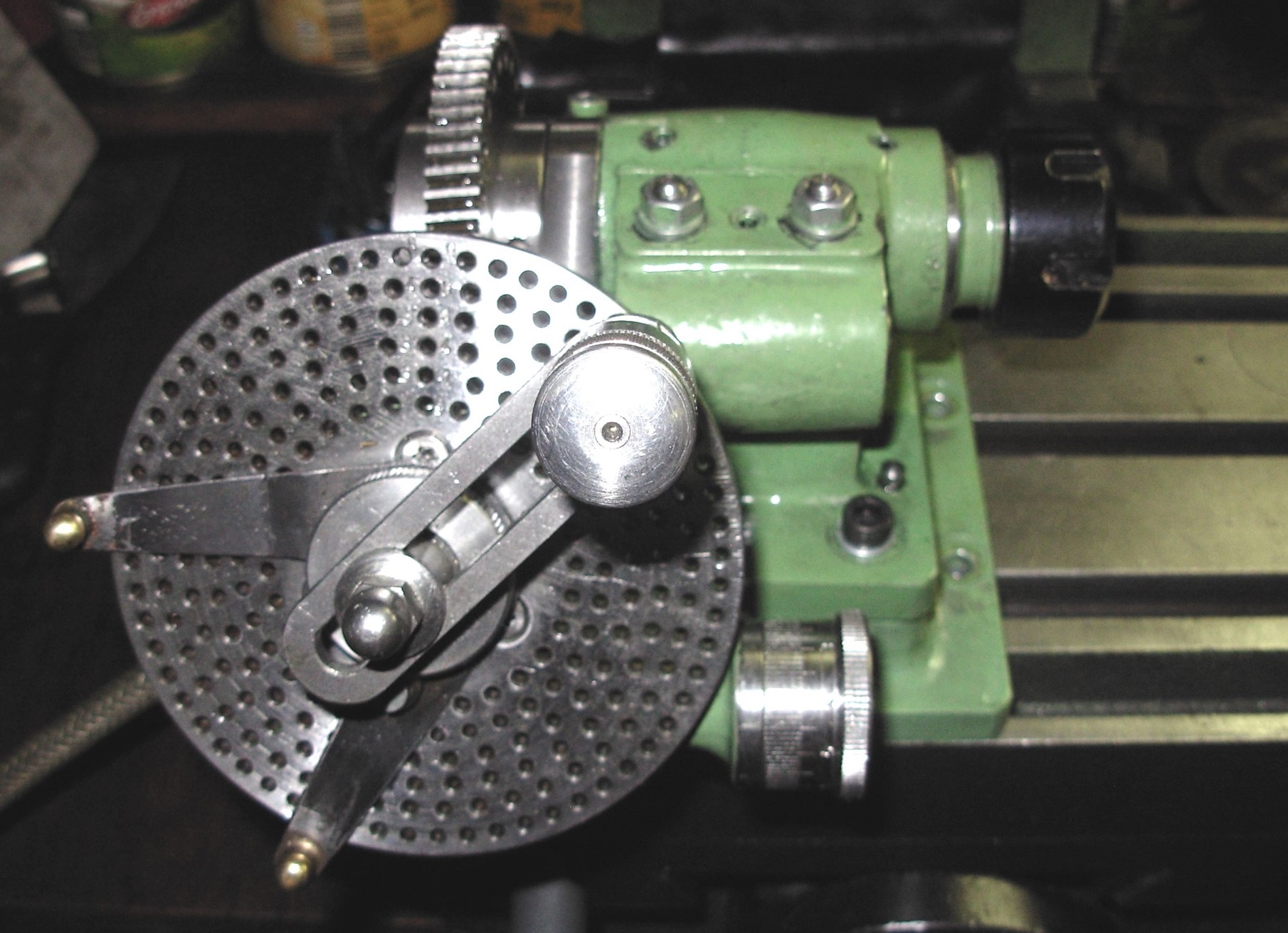
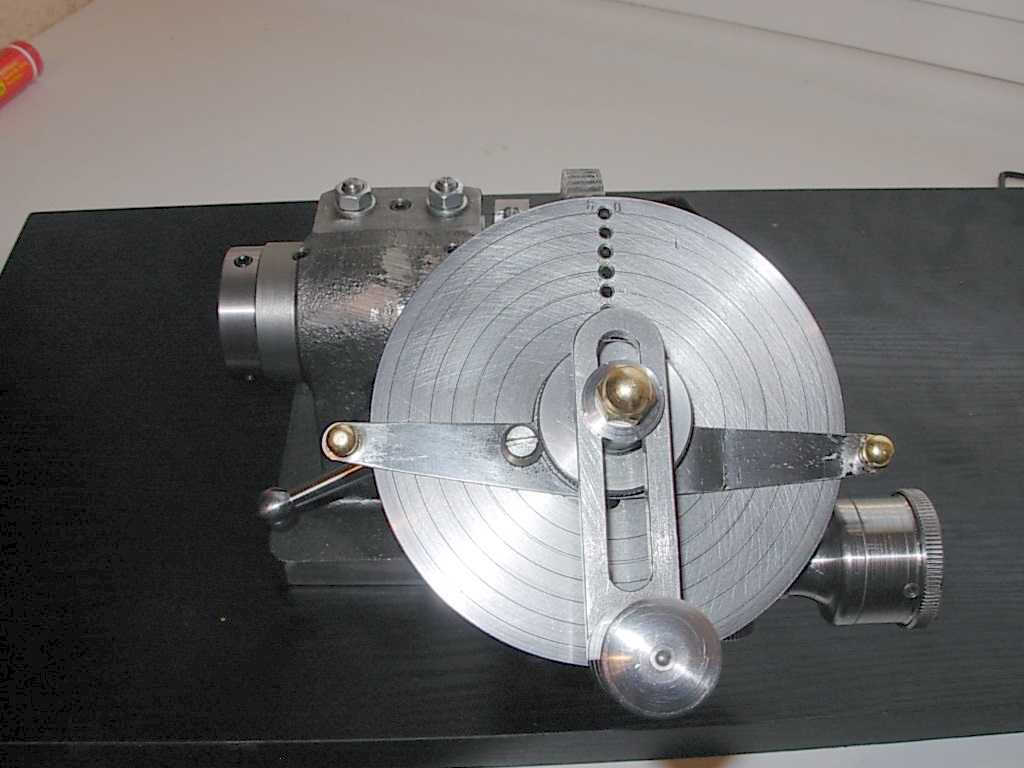
Gestern Nachmittag war ich wieder etwas kreativ und habe die Schere für die indirekte Teilung hergestellt.
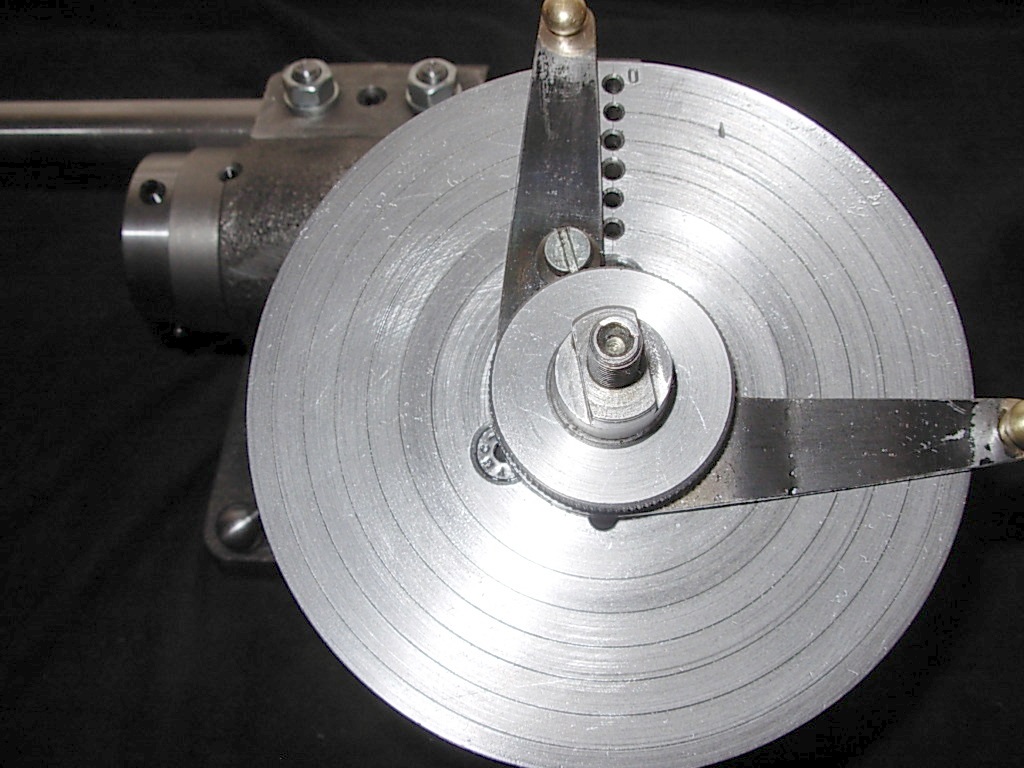 Die Teilkreise müssen noch fertig bearbeitet werden.
Die Teilkreise müssen noch fertig bearbeitet werden. Die beiden Schenkel werden über eine Klemmvorrichtung gegeneinander verdrehsicher gehalten.
Die beiden Schenkel werden über eine Klemmvorrichtung gegeneinander verdrehsicher gehalten. Unter der Rändelmutter ist deutlich die Feder zu sehen. Sie erzeugt das Bremsmoment, damit sich die Schere nicht selbständig verstellt.
Unter der Rändelmutter ist deutlich die Feder zu sehen. Sie erzeugt das Bremsmoment, damit sich die Schere nicht selbständig verstellt.Unter der Teilscheibe ist ein weiteres Zahnrad mit einer 60ziger Teilung angebracht. dieses Zahnrad ist für die Microverstellung zuständig. Damit kann man die ganze Teilscheibe drehen.
19.01.2016 Heute kam das Ersatzzahnrad aus England an. Dieses mal wird aber die richtige Teiltabelle genutzt.
Das vermurkste Zahnrad bekommt eine Aufnahme für die Drehmaschine. So kann ich die Hauptspindel als Teilgerät nutzen.
Es geht weiter.
Der Indexstift für die Teilscheibe ist nun auch fertig gestellt.
Die Microverstellung wurde gefertigt und angebaut. Die Graduierung an der Microverstellung muss noch gemacht werden.
Dazu muss zuerst Eine Teilscheibe mit einer 60ziger Teilung versehen werden. Danach wird mit dieser Teilscheibe die Graduierung auf der Microverstellung angebracht.
 Microverstellung.
Microverstellung.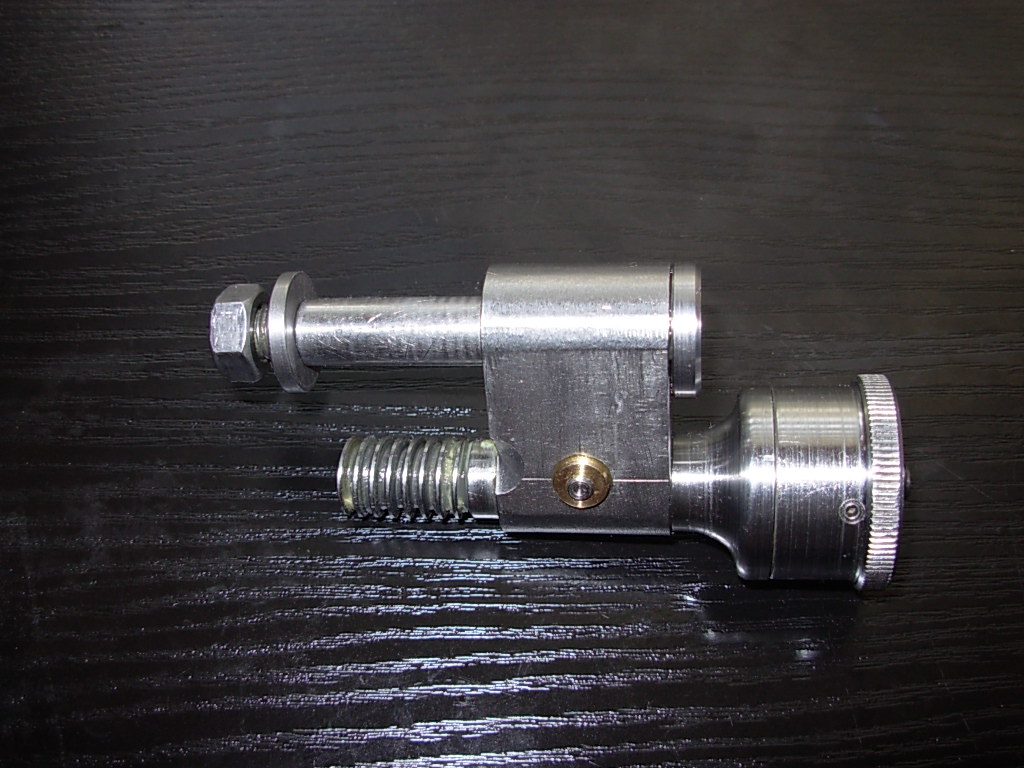 Die kleine Einkerbung an der Schneckenwelle muss so sein, damit das Schneckenrad nicht anstößt.
Die kleine Einkerbung an der Schneckenwelle muss so sein, damit das Schneckenrad nicht anstößt.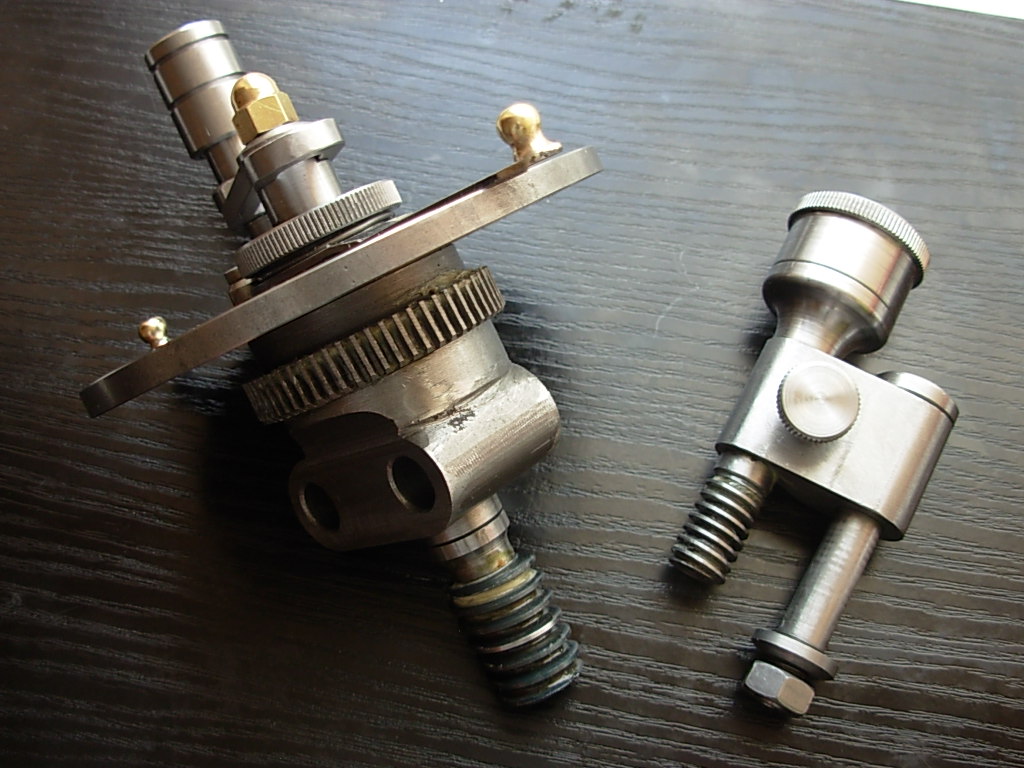 Indexverstellung zum indirekten Teilen, sowie die Microverstellung.
Indexverstellung zum indirekten Teilen, sowie die Microverstellung. Neues Indexzahnrad, Teilkurbel mit Indexstift für die Teilscheibe und Microverstellung sind fertig angebaut.
Neues Indexzahnrad, Teilkurbel mit Indexstift für die Teilscheibe und Microverstellung sind fertig angebaut.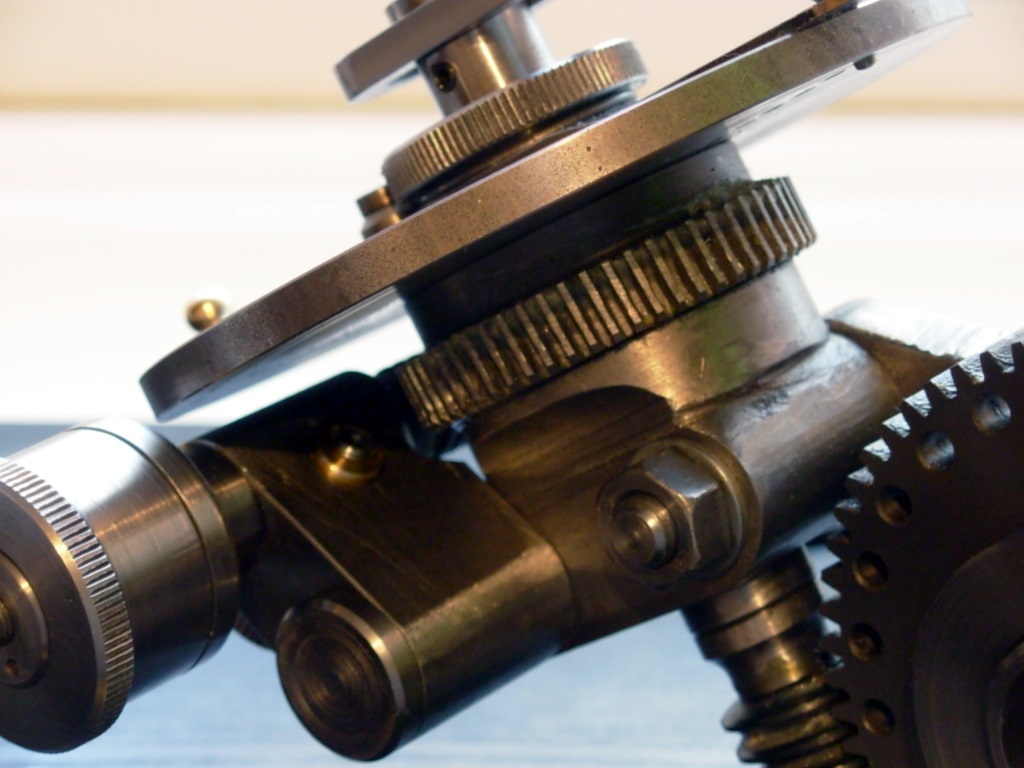 Hier ist deutlich die Einkerbung zu sehen.
Hier ist deutlich die Einkerbung zu sehen.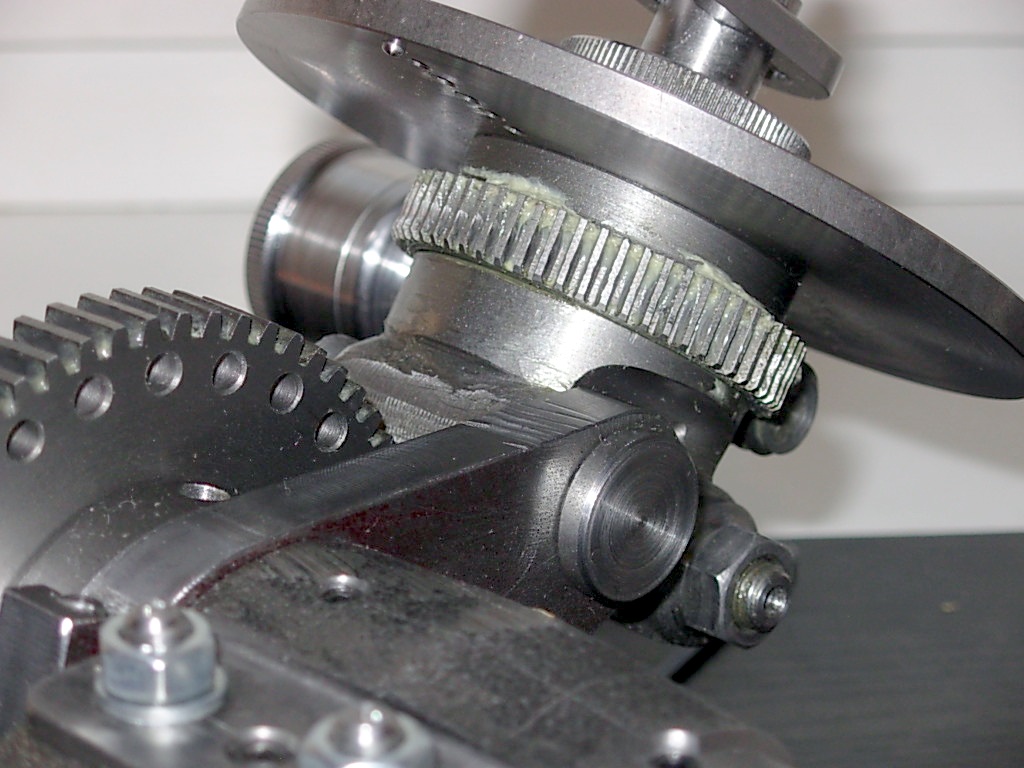
 Mit einem 60ziger Lochkreis und der Microverstellung können alle anderen Lochkreise gefertigt werden.
Mit einem 60ziger Lochkreis und der Microverstellung können alle anderen Lochkreise gefertigt werden.Mit dem Teilgerät ist es möglich Winkelgrade bis auf 1/1000 Grad Genauigkeit einzustellen. Also bis auf die dritte Stelle hinter dem Komma,
 Die Graduierung auf der Feinverstellung, sowie die Erste von insgesamt drei Teilscheiben ist nun auch gefertigt.
Die Graduierung auf der Feinverstellung, sowie die Erste von insgesamt drei Teilscheiben ist nun auch gefertigt.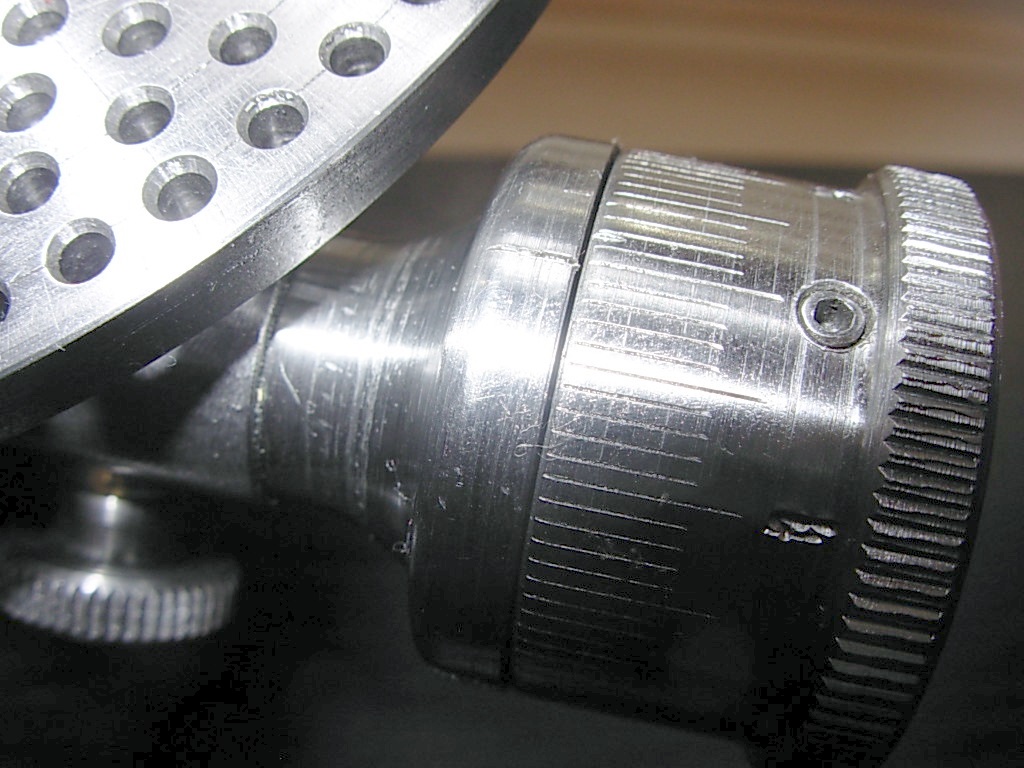 Ein Teilstrich = 1/1000 Grad Winkelverstellung an der Hauptspindel.
Ein Teilstrich = 1/1000 Grad Winkelverstellung an der Hauptspindel.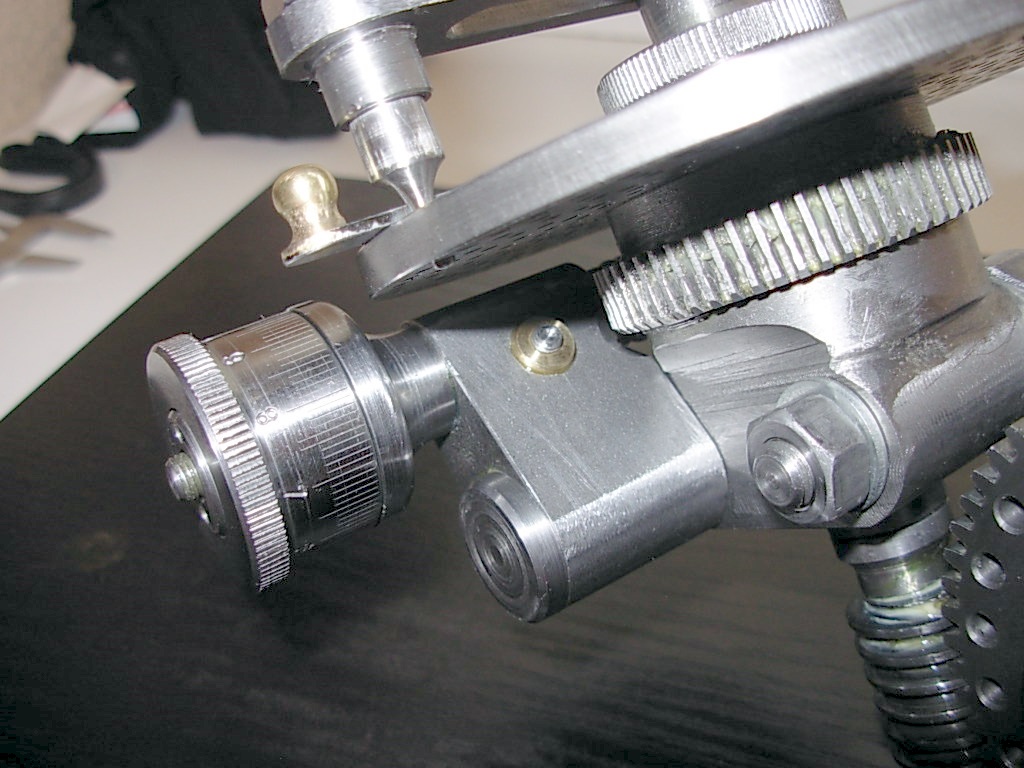 Die Teilstriche wurden mit dem "Basic Graduating Tool" eingeritzt.
Die Teilstriche wurden mit dem "Basic Graduating Tool" eingeritzt. Das modifizierte 74mm Ø Drehfutter ist von der Fa. Röhm, wurde mit dem Bosch-Logo ausgeliefert.
Das modifizierte 74mm Ø Drehfutter ist von der Fa. Röhm, wurde mit dem Bosch-Logo ausgeliefert.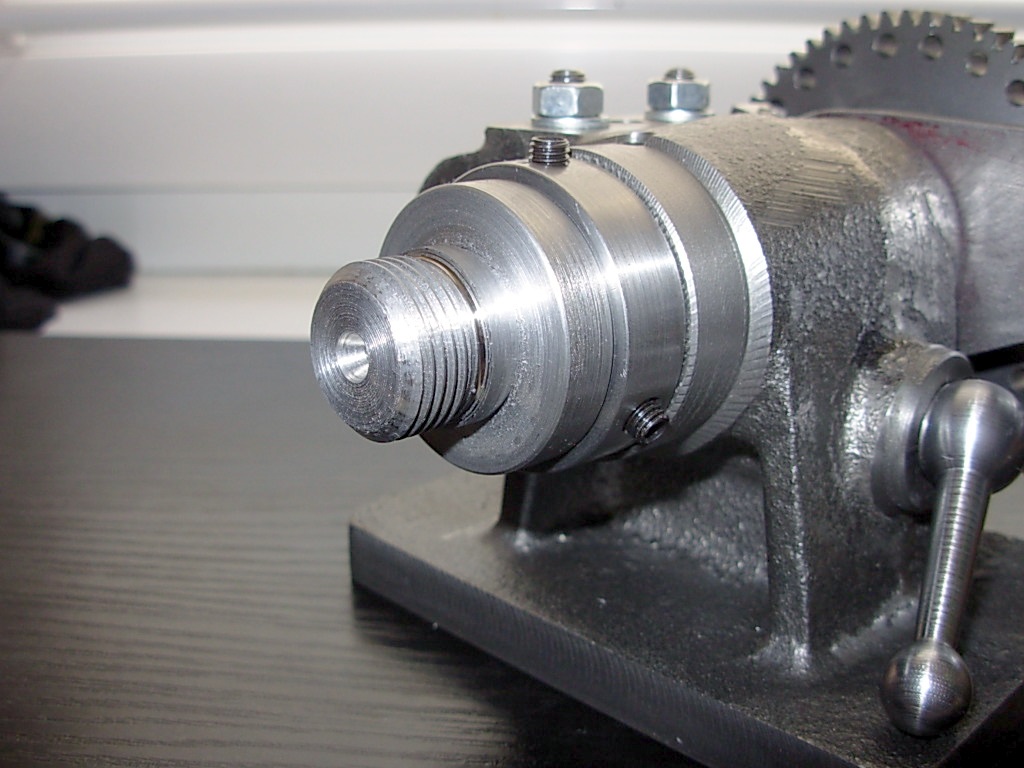 Die Aufnahme für ein kleines, umgebautes Dreibackenfutter von einer Bosch-Combi Drehmaschine. Das Gewinde ist M20 x 1,5 mm und der Zentierbund hat 22 mm Ø.
Die Aufnahme für ein kleines, umgebautes Dreibackenfutter von einer Bosch-Combi Drehmaschine. Das Gewinde ist M20 x 1,5 mm und der Zentierbund hat 22 mm Ø.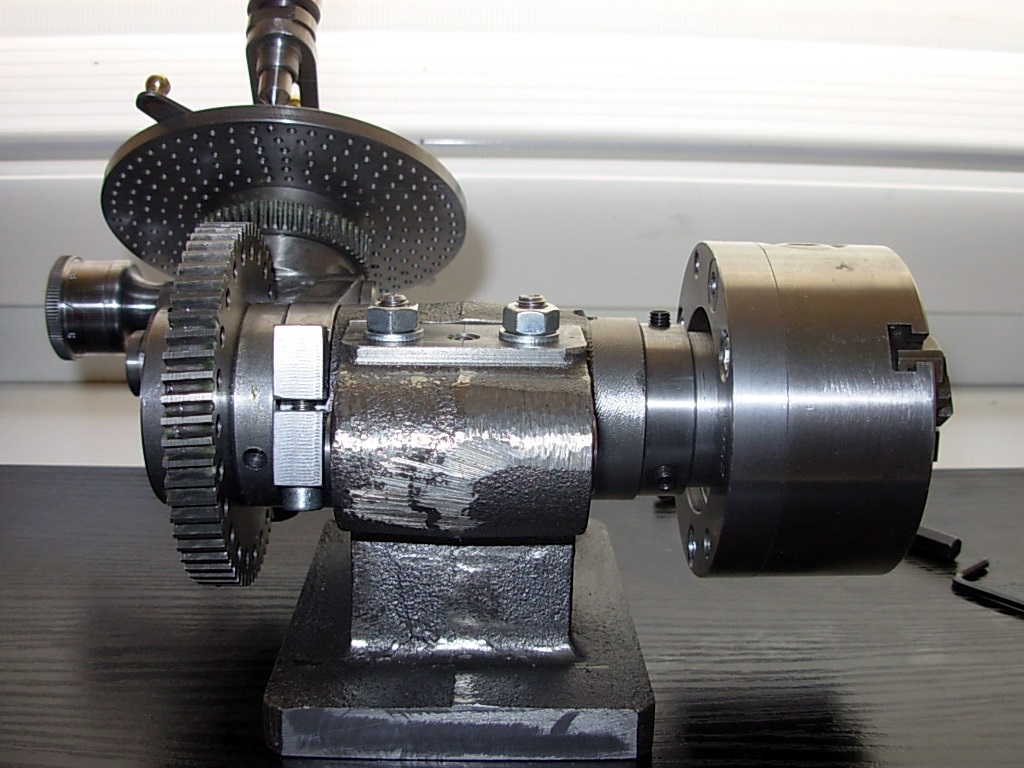 Das Drehfutter hat Umkehrbacken. Die Backen sind für Außen und Innenspannung gleichzeizig geeignet.
Das Drehfutter hat Umkehrbacken. Die Backen sind für Außen und Innenspannung gleichzeizig geeignet. 
 Eine zweite Teilspindel mit einer ER 25 Spannzangenaufnahme Habe ich auch noch angefertigt.
Eine zweite Teilspindel mit einer ER 25 Spannzangenaufnahme Habe ich auch noch angefertigt.
 Einzelheit des Gewindes für die Spannmutter.
Einzelheit des Gewindes für die Spannmutter.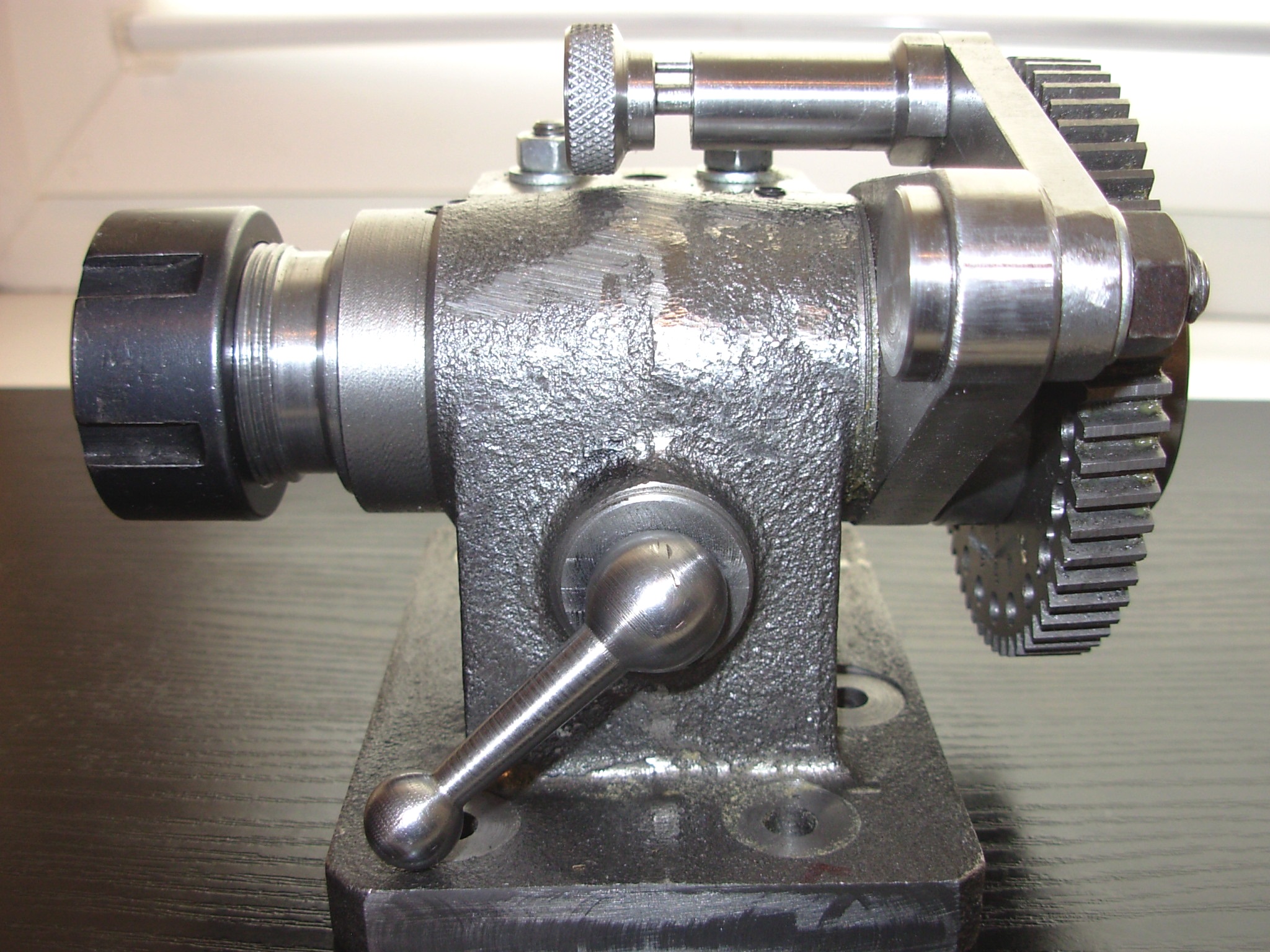
 Abgesetzte Zentrierspitze.
Abgesetzte Zentrierspitze. Nach drehen, fräsen und härten, wurden die Spitzen geschliffen.
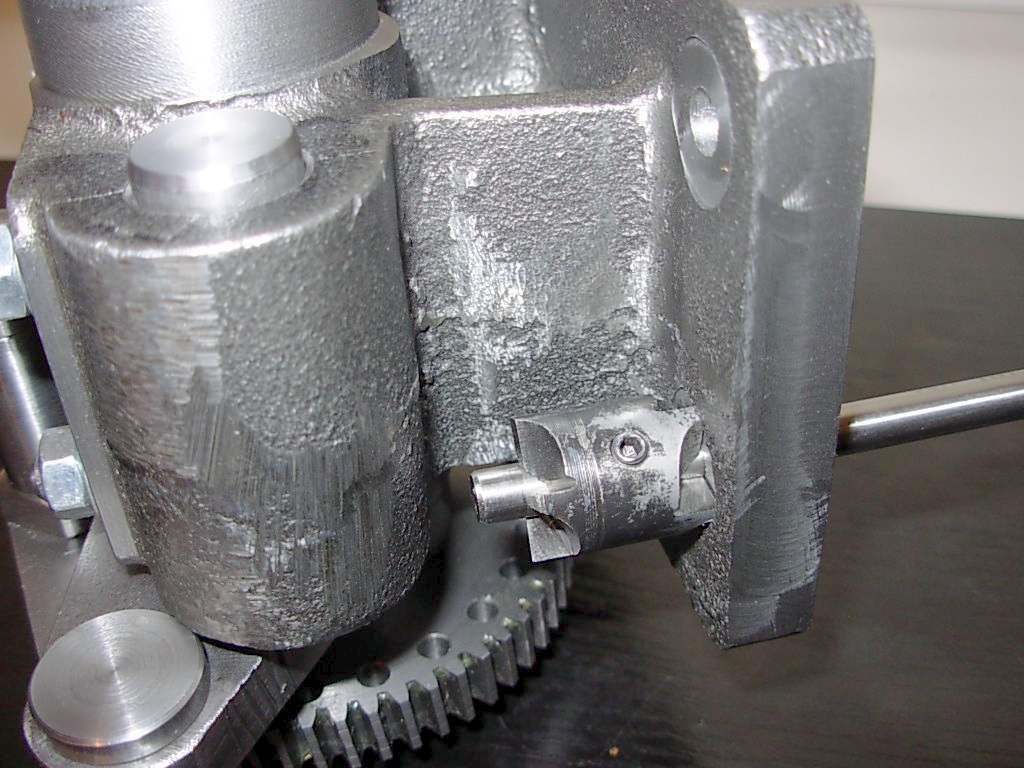
Nach drehen, fräsen und härten, wurden die Spitzen geschliffen. Das Futter habe ich mit drei zusätzlichen Befestigungsbohrungen versehen. Damit kann es auf einer Aufspannscheibe am Proxxon Rundtisch von vorne befestigt werden.
Das Futter habe ich mit drei zusätzlichen Befestigungsbohrungen versehen. Damit kann es auf einer Aufspannscheibe am Proxxon Rundtisch von vorne befestigt werden. Die Befestigungsbohrungen sind auch fertig.
Die Befestigungsbohrungen sind auch fertig.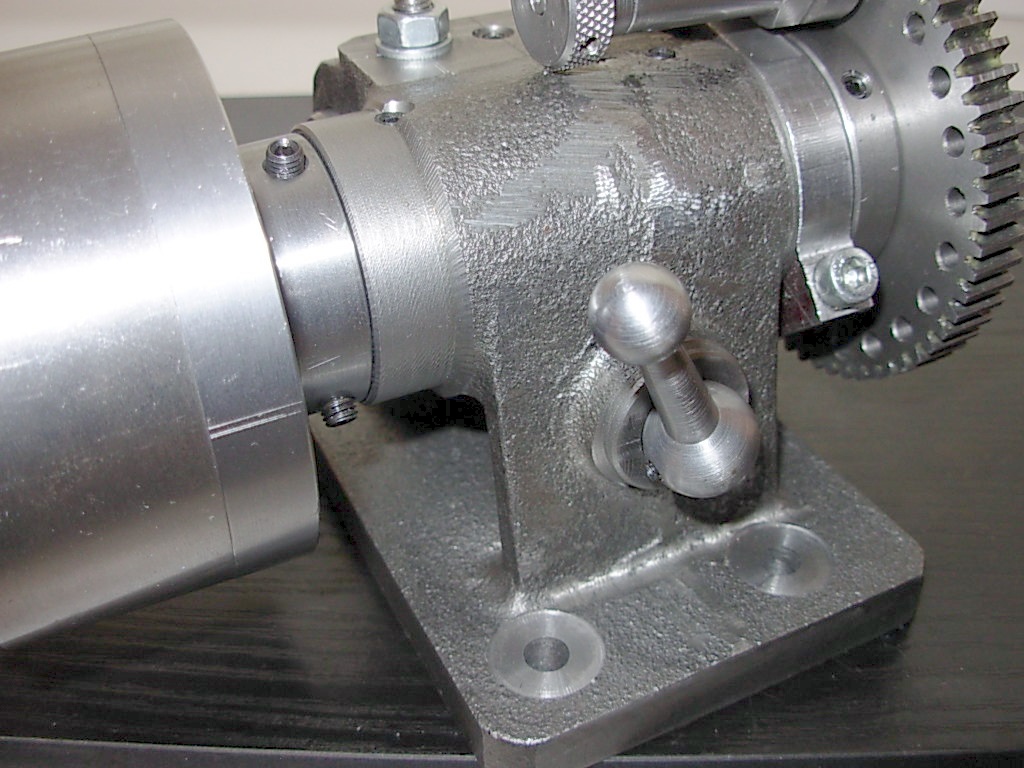 Um die Auflageflächen der Schraubenköpfe zu erzeugen, mußte ich mir ein Werkzeug selbst bauen.
Um die Auflageflächen der Schraubenköpfe zu erzeugen, mußte ich mir ein Werkzeug selbst bauen.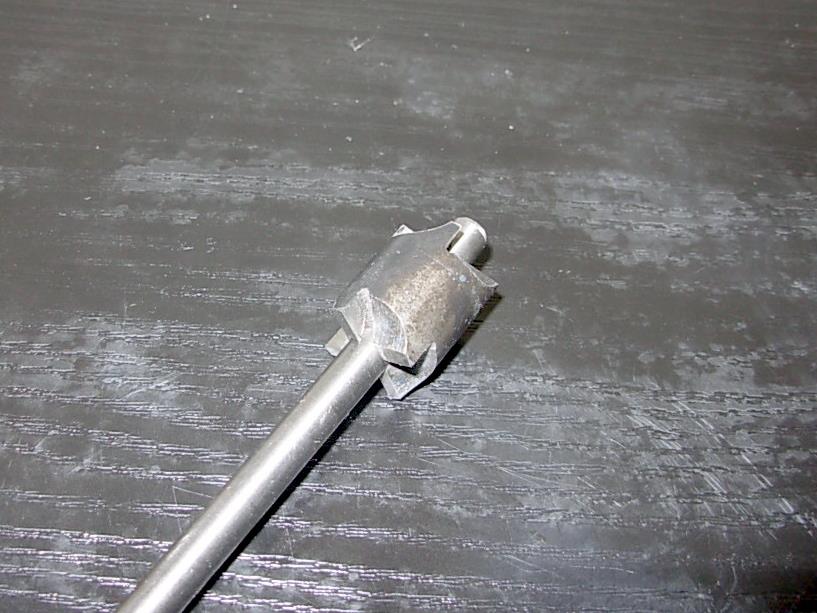 Aus einem Stück 1.2210 Werkzeugstahl (115CrV3) wurden die Konturen vorgefräst. Nach dem Härten und Anlassen wurden die Schneiden auf meiner Universalschleifmaschine scharf geschliffen.
Aus einem Stück 1.2210 Werkzeugstahl (115CrV3) wurden die Konturen vorgefräst. Nach dem Härten und Anlassen wurden die Schneiden auf meiner Universalschleifmaschine scharf geschliffen.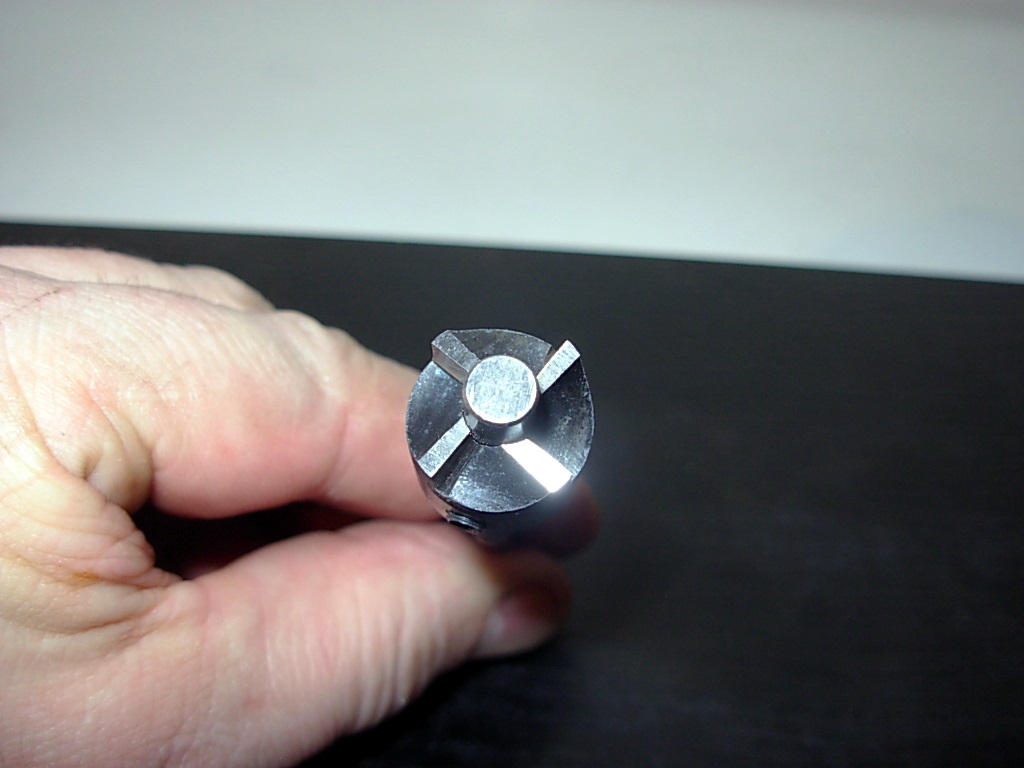 Diese Seite ist als normaler Zapfensenker zu gebrauchen.
Diese Seite ist als normaler Zapfensenker zu gebrauchen.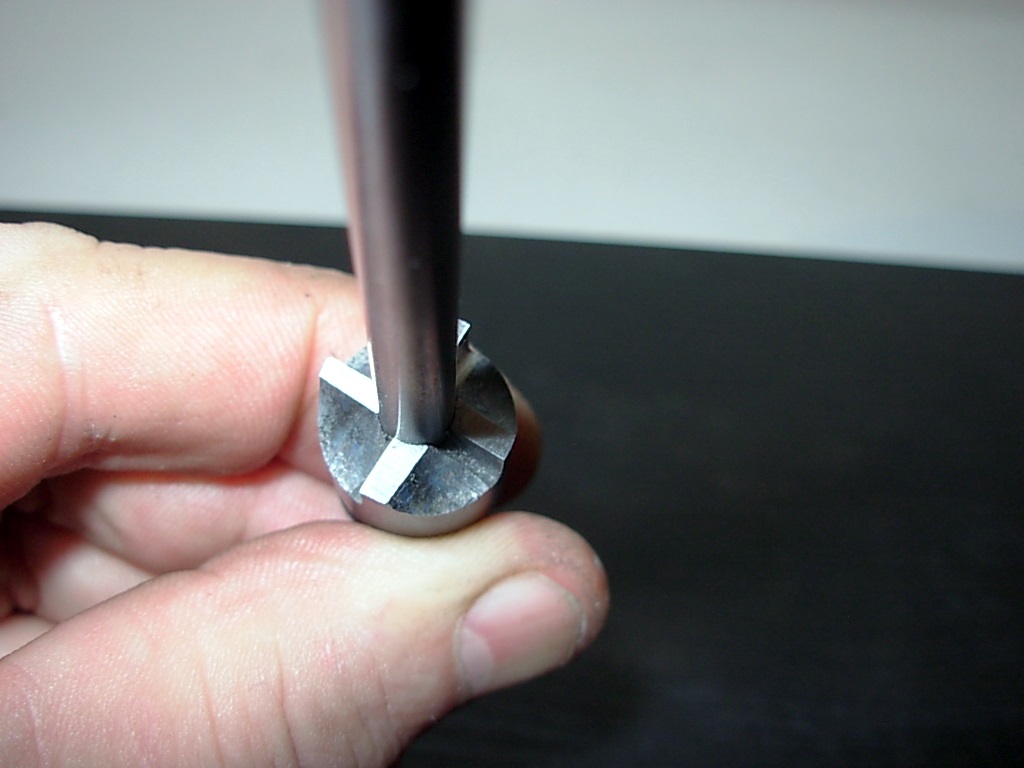 Die Rückseite ist für die schwer zugänglichen Bohrungen.
Die Rückseite ist für die schwer zugänglichen Bohrungen.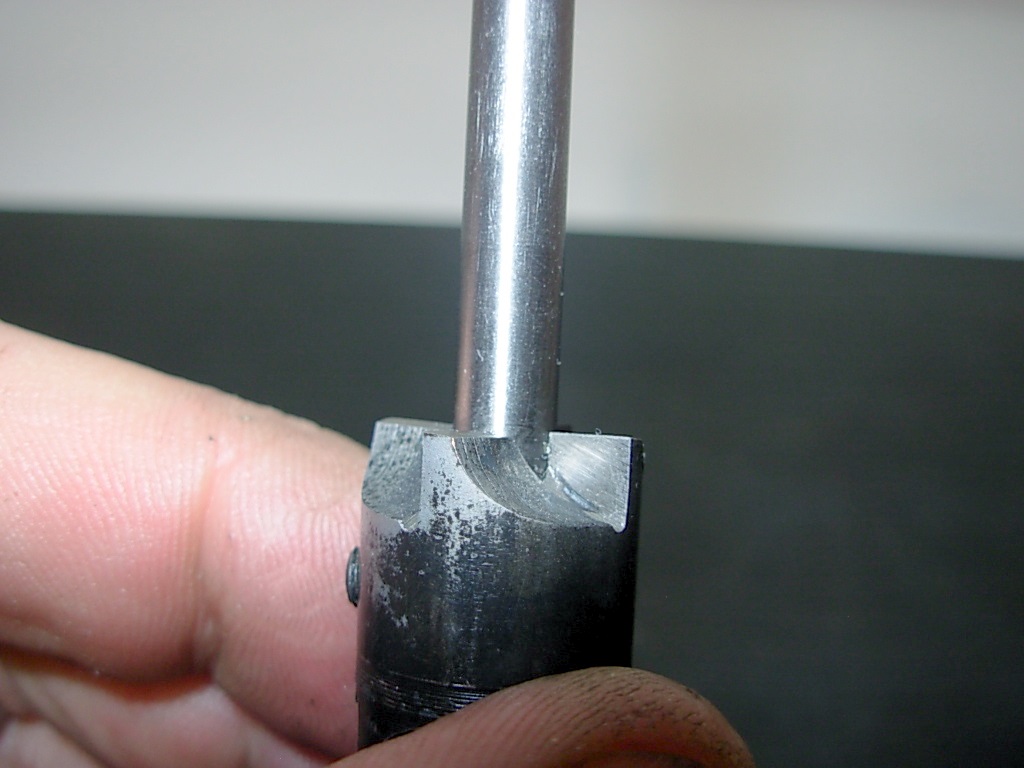 Der Spanwinkel beträgt 0° und der Freiwinkel der Schneide ist mit 8° angeschliffen.
Der Spanwinkel beträgt 0° und der Freiwinkel der Schneide ist mit 8° angeschliffen.

 Der Schaft ist ein HSS Drehling mit 6mm Durchmesser.
Der Schaft ist ein HSS Drehling mit 6mm Durchmesser.Dieses Spezialwerkzeug war nötig, weil meine Fräsmaschine zur damaligen Zeit keinen Linkslauf hatte.
This special tool was essential because my milling machine had no anti-clockwise rotation at the time.
Das Teilgerät ist somit fertig.
Die fehlenden zwei Teilscheiben werden nach und nach gefertigt, dann wenn sie evtl. gebraucht werden.
Der Reitstock und die verschiedenen Aufnahmemöglichkeiten sind ein weiteres Zubehör, welches noch fertig zu stellen wäre.
Es gibt also noch ein wenig Arbeit.
Aber alles mit der Ruhe und Eines nach dem Anderen.
Es gibt eine Seite im Internet, da ist der Ablauf der Herstellung sehr gut beschrieben. Allerdings alles in englischer Sprache.
Hier ist der Link dazu -->> http://www.modelenginemaker.com/index.php?topic=2031.0