


Band-Rollgerät (Bending Rolls)
Mein nächstes Projekt ist ein Bandrollgerät. (engl. Bending Rolls)
Beginn der Arbeit an diesem Gerät war 2016.
Den Plan fand ich wieder in einem Buch aus England " The Modell Engineers Workshop Manual" von G.H.Thomas.
Zeichnungen und Material können bei diesem Händler erworben werden.
http://www.hemingwaykits.com/acatalog/copy_of_Bending_Rolls.html
Ich habe die Zeichnungen aus dem Buch verwendet und an das metrische Maßsystem angepasst.
Das Material habe ich aus dem örtlichen Stahlhandel bezogen.
Die Zahnräder habe ich über einen Online-Händler bezogen. Im Gegensatz zur Zeichnung habe ich Zahnräder mit dem Modul 1,5 verwendet. Das ergibt eine etwas größere Stabilität und Überdeckung der Zahnflanken.
 Aus diesem Buch habe ich die Pläne übernommen.
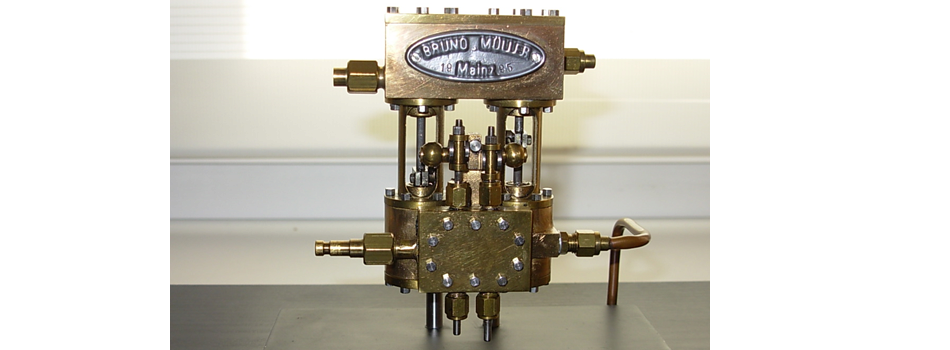
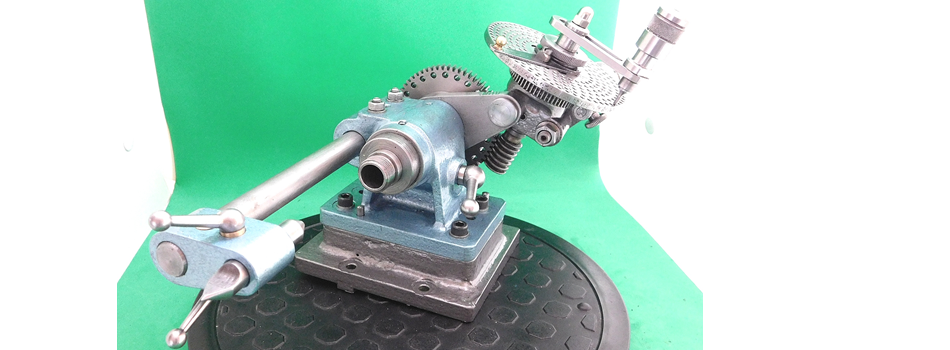
Aus diesem Buch habe ich die Pläne übernommen.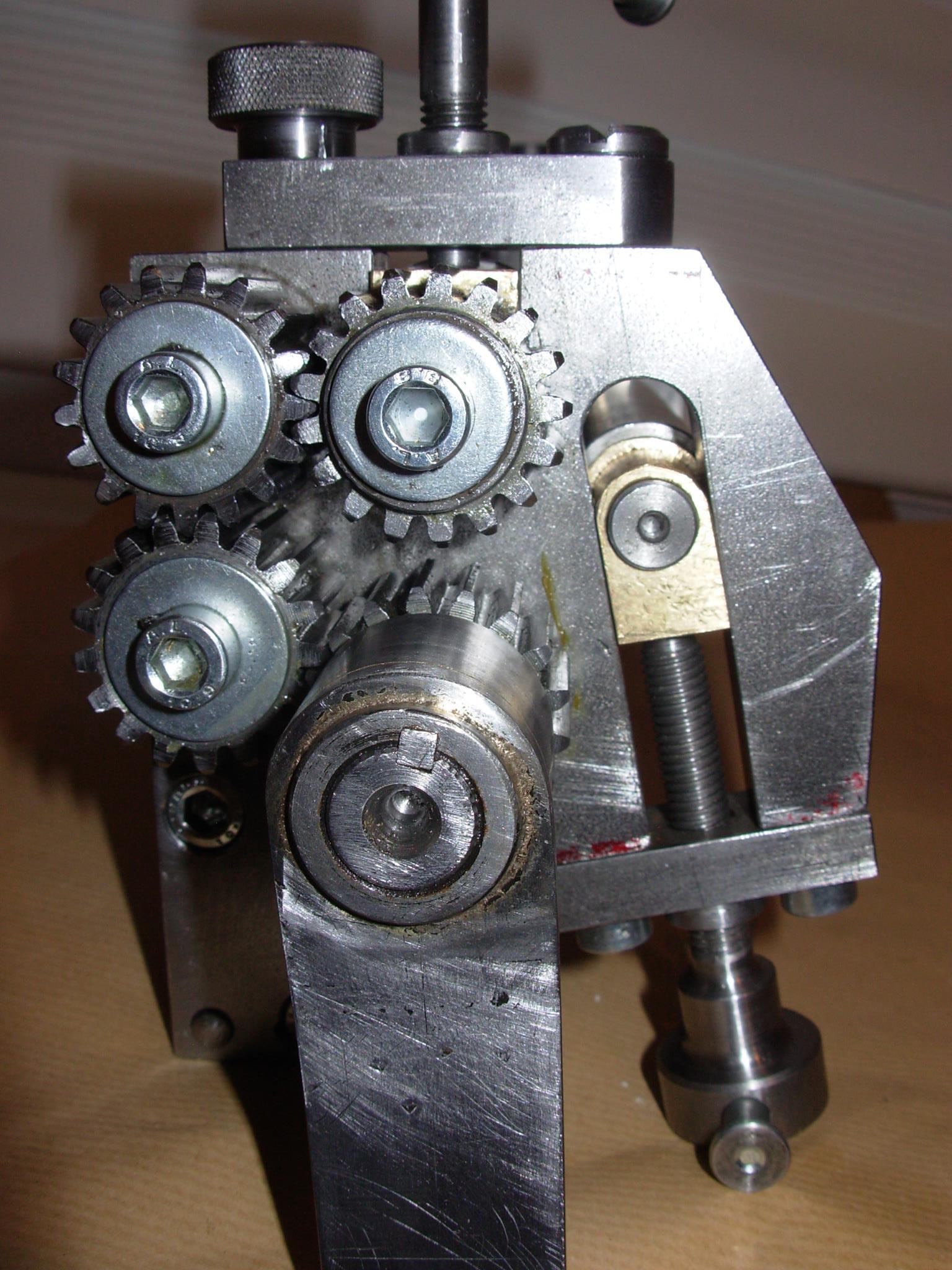 Die Ober- und Unterwalze werden über ein Getriebe mit einer Kurbel angetrieben..
Die Ober- und Unterwalze werden über ein Getriebe mit einer Kurbel angetrieben..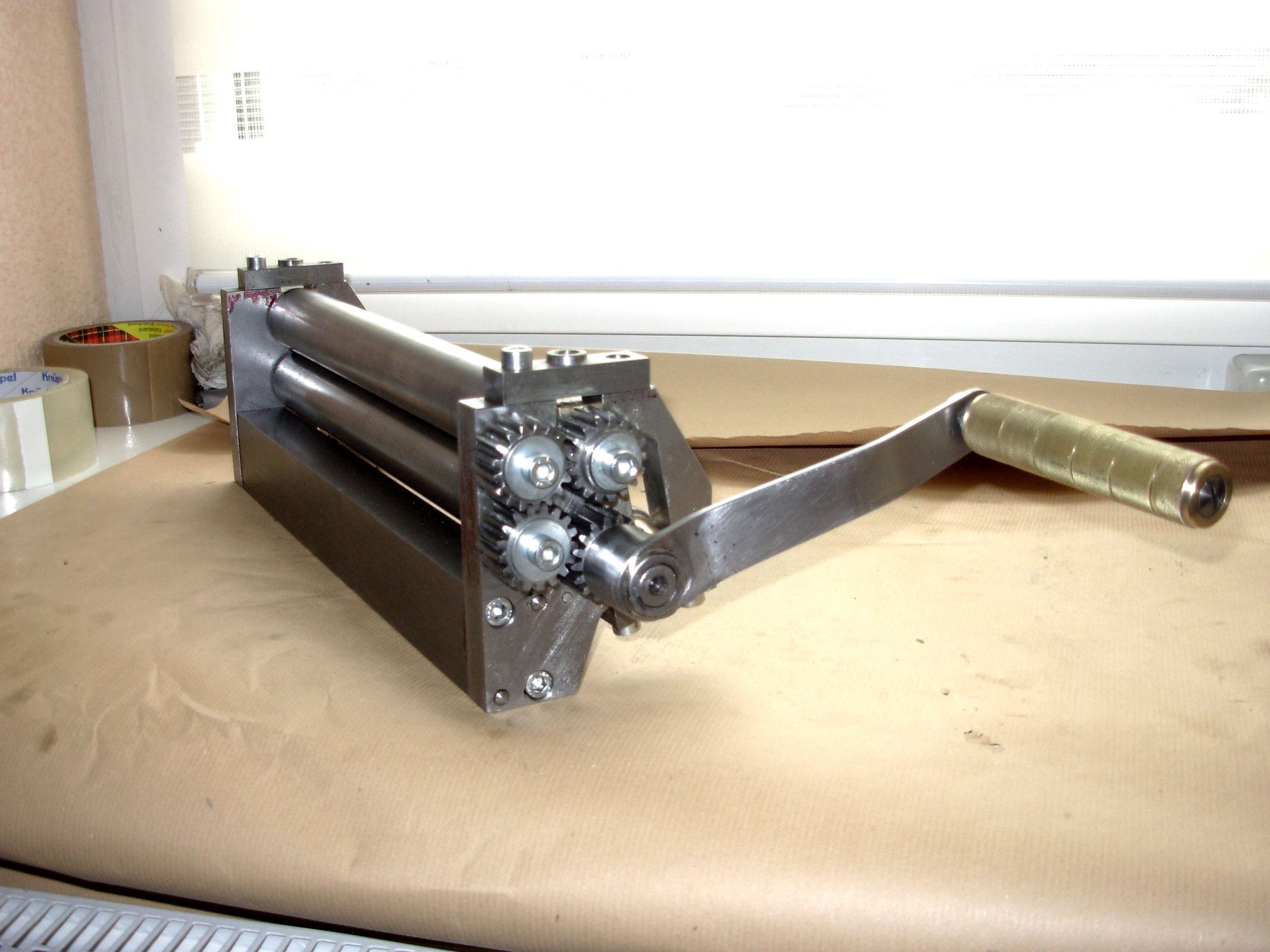 Hier sehen sie das fertige Gerät.
Hier sehen sie das fertige Gerät.Nun kommen die ersten Bilder von meinem Band-Rollgerät.
 Die ersten Teile sind angefertigt.
Die ersten Teile sind angefertigt.Hauptarm und Seitenwangen sind verschraubt und verstiftet.
Die rote Frabe ist nicht mein Blut. Es ist Anreißlack.
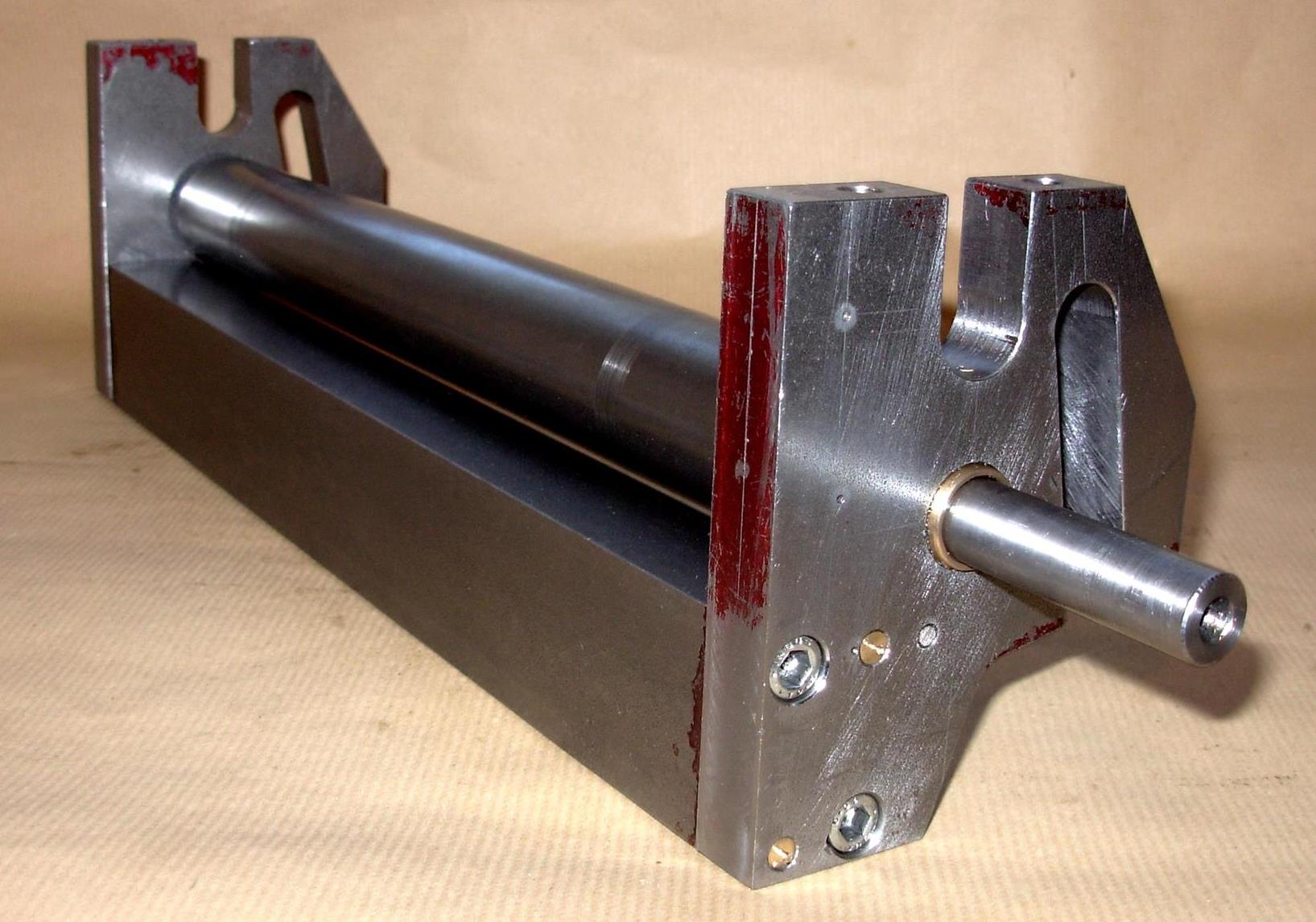 Der Hauptarm hat die Abmessungen 25 x 40 x 300mm.
Der Hauptarm hat die Abmessungen 25 x 40 x 300mm.Die Seitenwangen haben die Abmessung 15 x 86 x 101mm.
 Ober- und Unterwalze haben 32mm im Durchmesser.
Ober- und Unterwalze haben 32mm im Durchmesser.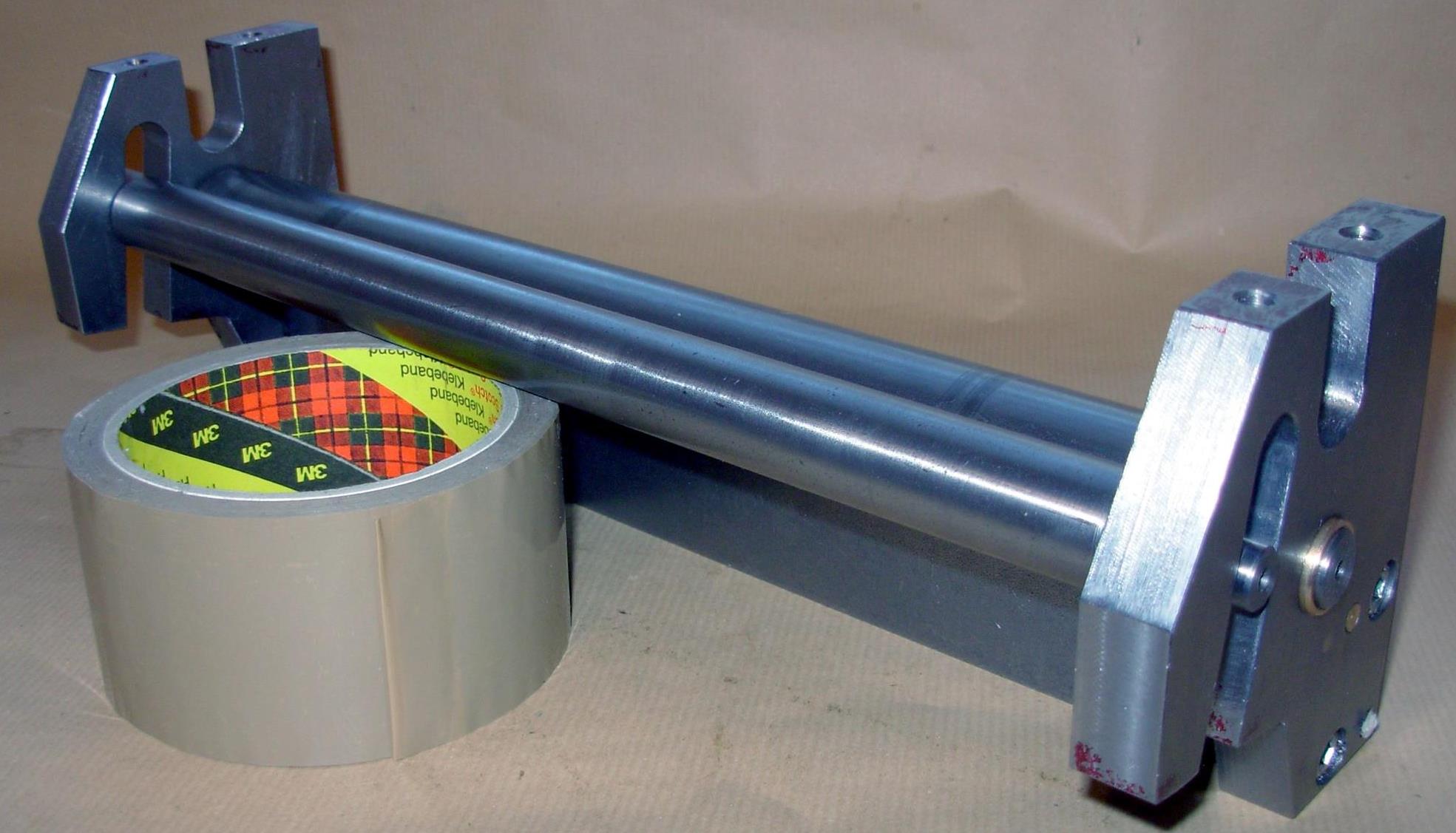 Die Andruckwalze hat 20mm Durchmesser.
Die Andruckwalze hat 20mm Durchmesser.Die Oberwalze und die Andruckwalze sind in Führungen verschiebbar und können so der jeweiligen Materialdicke und dem Biegeradius angepasst werden.
Weiter geht es.
Ein neuer Tag und wieder was geschaffen.
Die Walzen komplettiert.
Lagersteine für die beweglichen Walzen hergestellt.
Die Zahnräder für die Walzen aufgebohrt und die Nuten eingeräumt.
Verschlussriegel hergestellt.
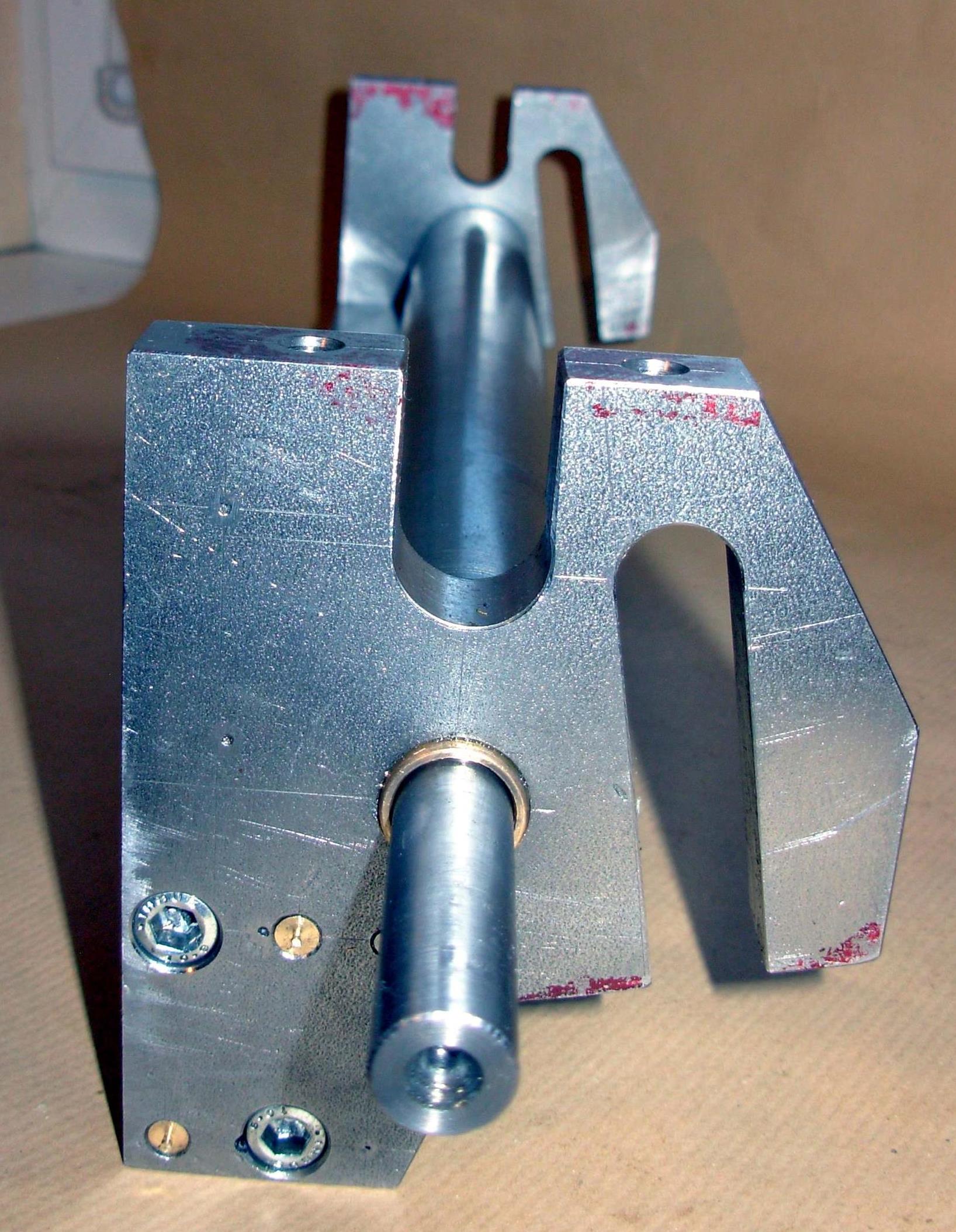
 Die Walzen sind alle fertig und schon mal provisorisch eingebaut.
Die Walzen sind alle fertig und schon mal provisorisch eingebaut. Hier sind deutlich die Lagersteine der Walzen zu sehen. Sie wurden aus Bronce hergestellt.
Hier sind deutlich die Lagersteine der Walzen zu sehen. Sie wurden aus Bronce hergestellt.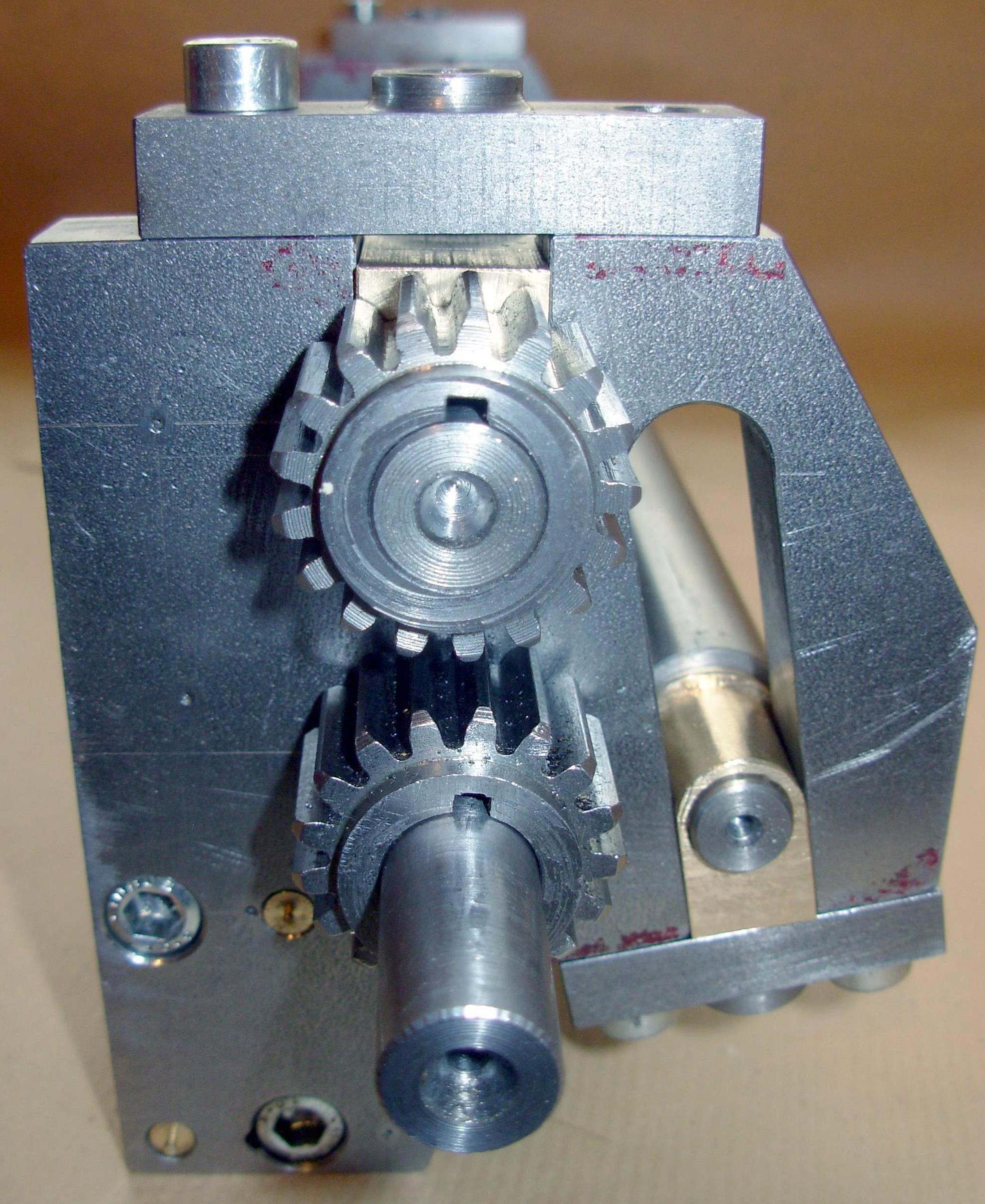 Die Zahnräder zur Walzenbetätigung sind provisorisch aufgesteckt. Die Nuten für die Passfedern müssen noch in die Ober- und Unterwalze eingebracht werden.
Die Zahnräder zur Walzenbetätigung sind provisorisch aufgesteckt. Die Nuten für die Passfedern müssen noch in die Ober- und Unterwalze eingebracht werden.  Die andere Seite der Rollvorrichtung.
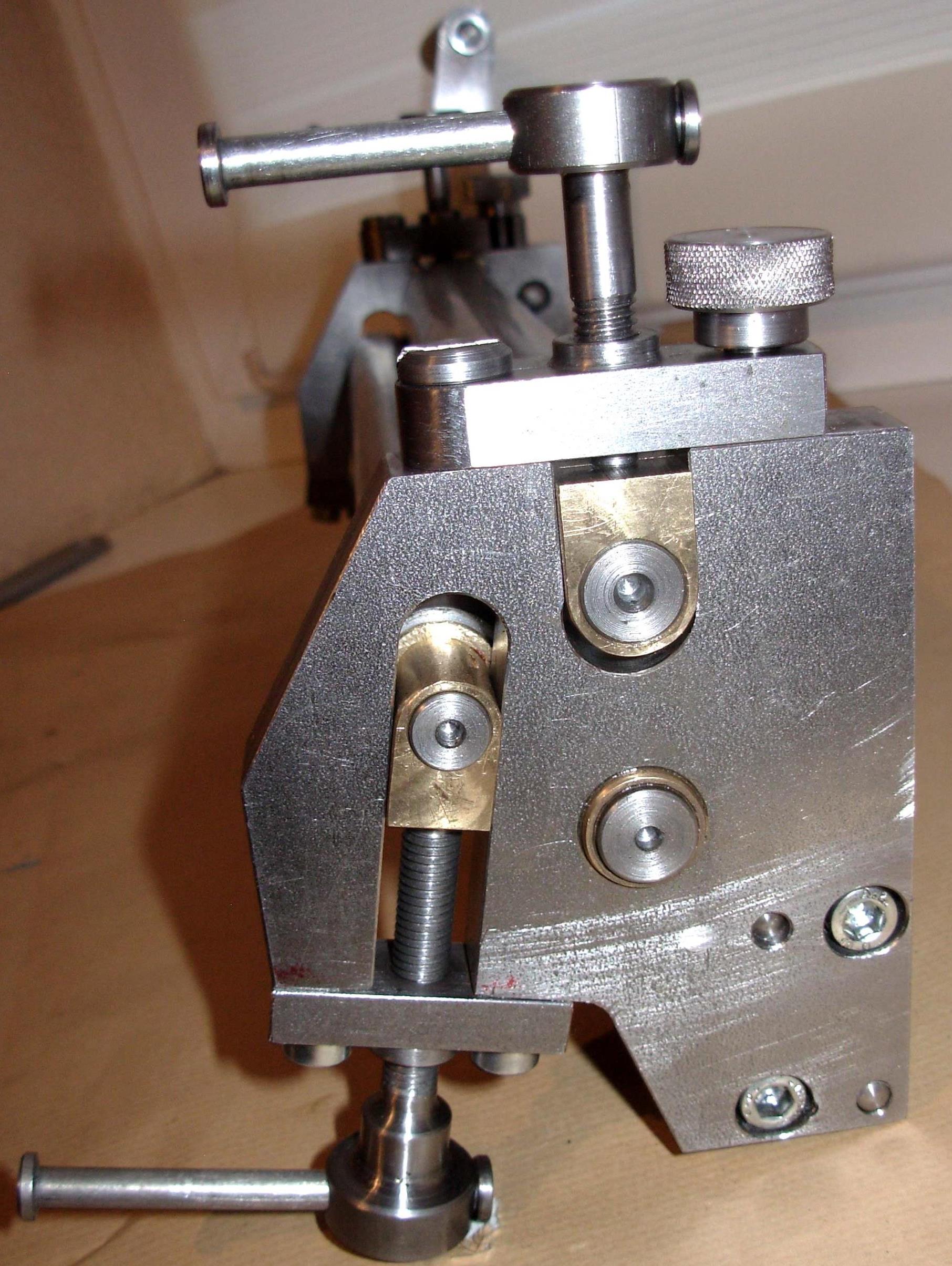
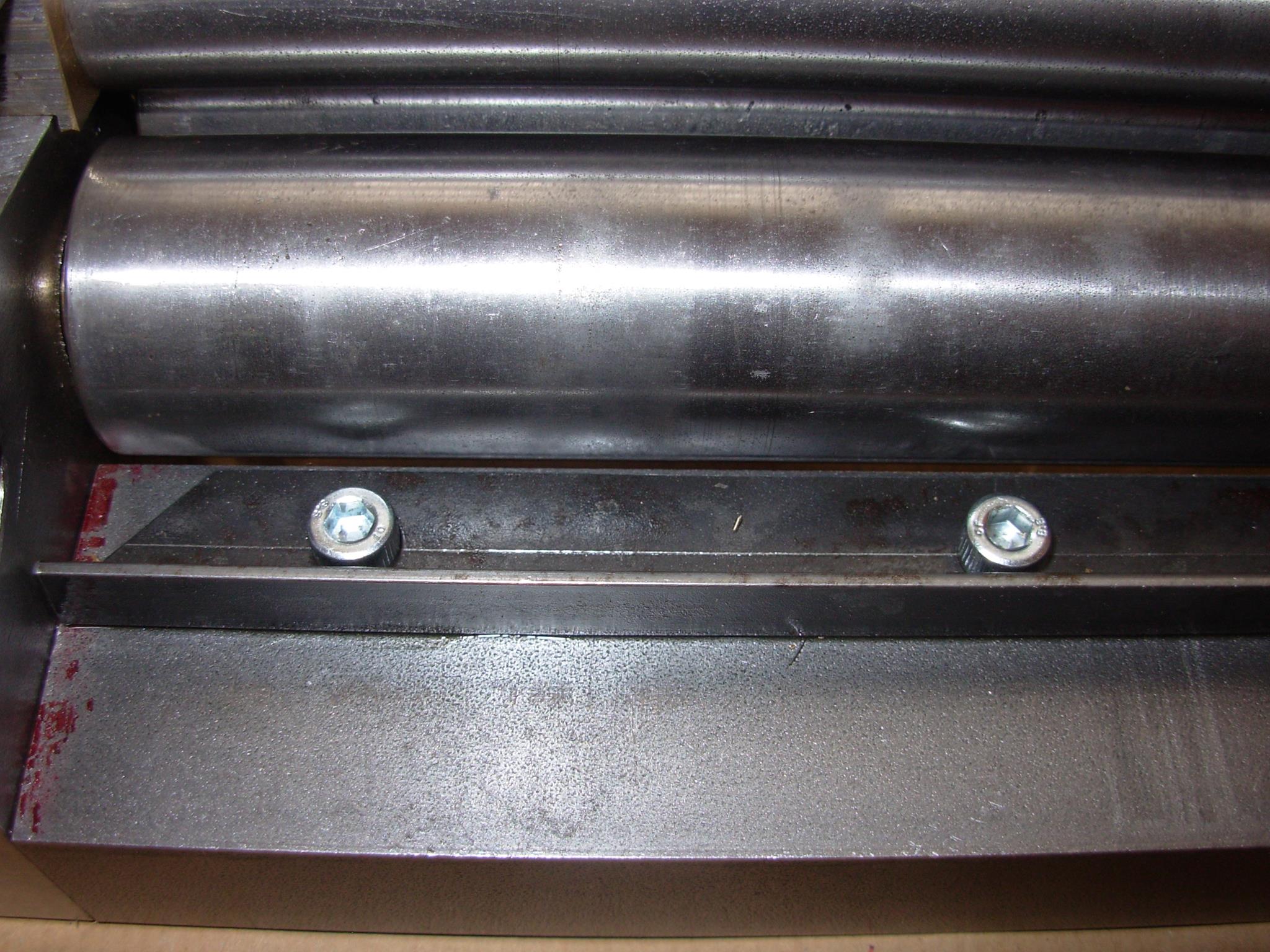
Die andere Seite der Rollvorrichtung. Das Gerät von der Rückseite. Die kleinere Walze ist die Andruckwalze, mit ihr wird der Biegeradius eingestellt.
Das Gerät von der Rückseite. Die kleinere Walze ist die Andruckwalze, mit ihr wird der Biegeradius eingestellt.Die Walzen sind aus St 52.3 (Werkstoffnummer 1.0553)
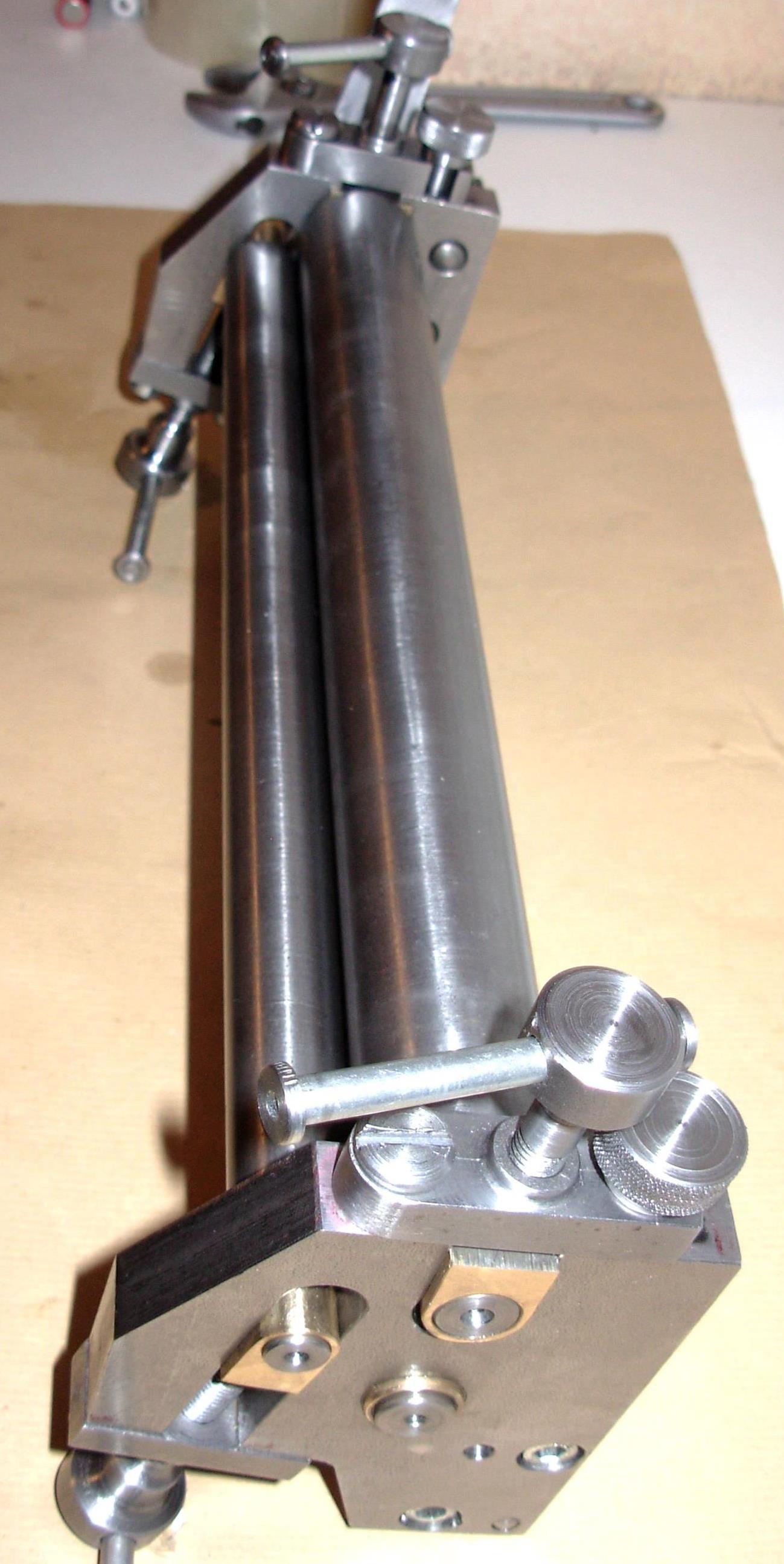
 Das Gerät von oben gesehen.
Das Gerät von oben gesehen.In die Verschlussriegel kommen noch Stellschrauben.
Heute war das Getriebe dran.
Zahnräder mit Bronzelagern ausgebüchst.
Provisorische Passstift (Messingstab) durch professionelle Teile ersetzt.
Passstifte für die Zahnräder in die Seitenwange einbauen, dazu müssen die Achsabstände der Zahnräder genau eingehalten werden. Dafür habe ich mir einen Markierungsdorn angefertigt.
Durchmesser entsprechend den Bohrungen der Zahnräder, vorne eine Spitze angedreht und anschließend den Dorn gehärtet.
Zwischen die Zahnräder ein Stück Drucker-Papier gelegt und fest zusammen gedrückt.
Mit dem Hammer auf den Dorn geschlagen - schon war die Bohrungsmitte markiert. Das Papier sorgt für das nötige Flankenspiel der Zahnräder.
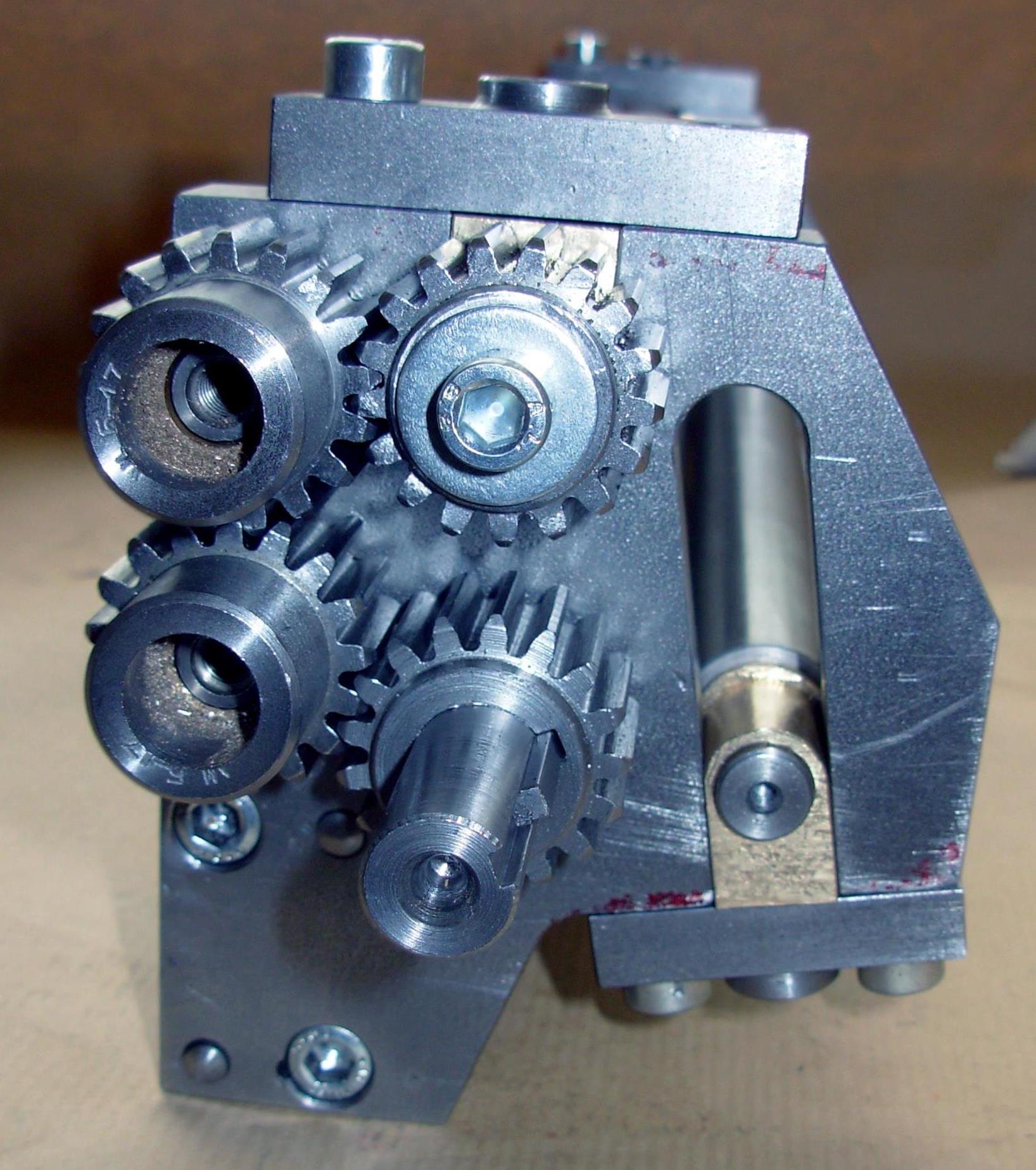 Das Getriebe ist schon mal aufgesteckt. Die Verbindungs-Zahnräder müssen noch abgedreht werden. Die Naben sind noch zu lang.
Das Getriebe ist schon mal aufgesteckt. Die Verbindungs-Zahnräder müssen noch abgedreht werden. Die Naben sind noch zu lang.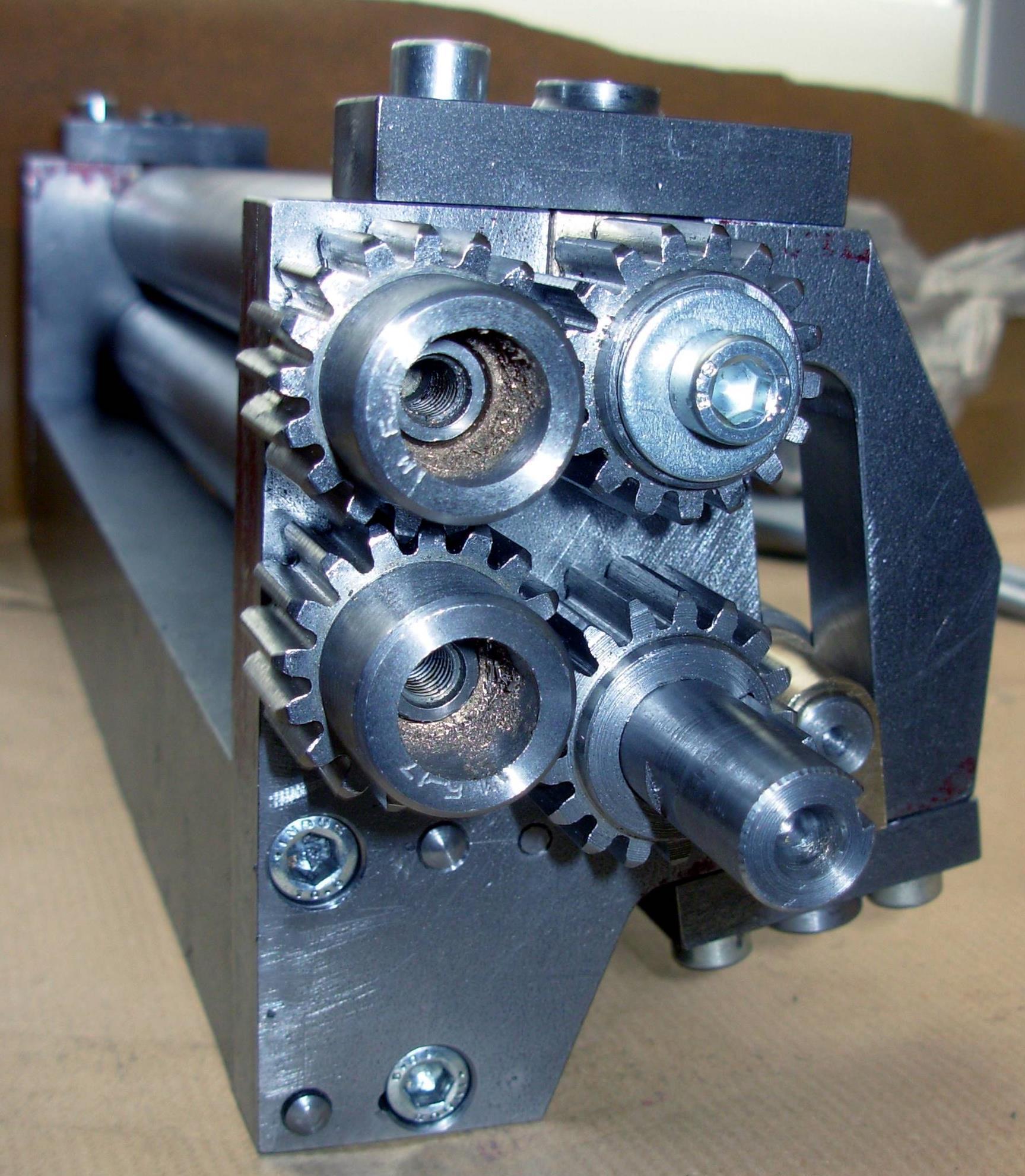 Die Achsen der Verbindungsräder sind 10mm gehärtete Passstifte mit Gewindebohrung.
Die Achsen der Verbindungsräder sind 10mm gehärtete Passstifte mit Gewindebohrung.In den Verbindungsrädern wurden Laufbuchsen aus Bronce eingeklebt.
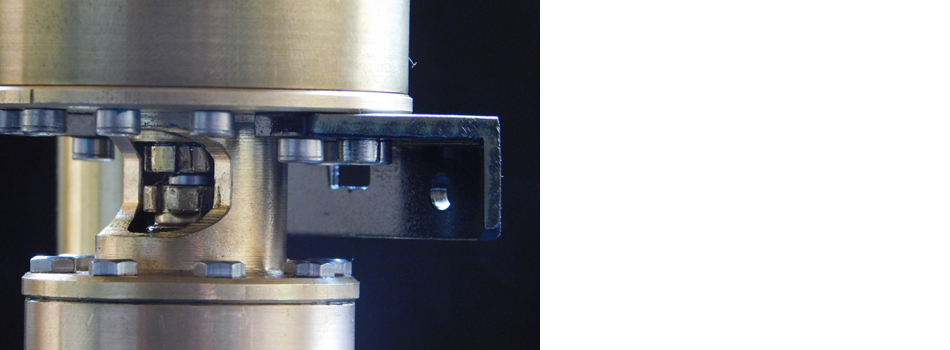
 Detail der Passstiftachse.
Detail der Passstiftachse.Der nächste Tag.
Heute habe ich das Getriebe komplettiert.
Zahnräder abgedreht.
Kurbel hergestellt.
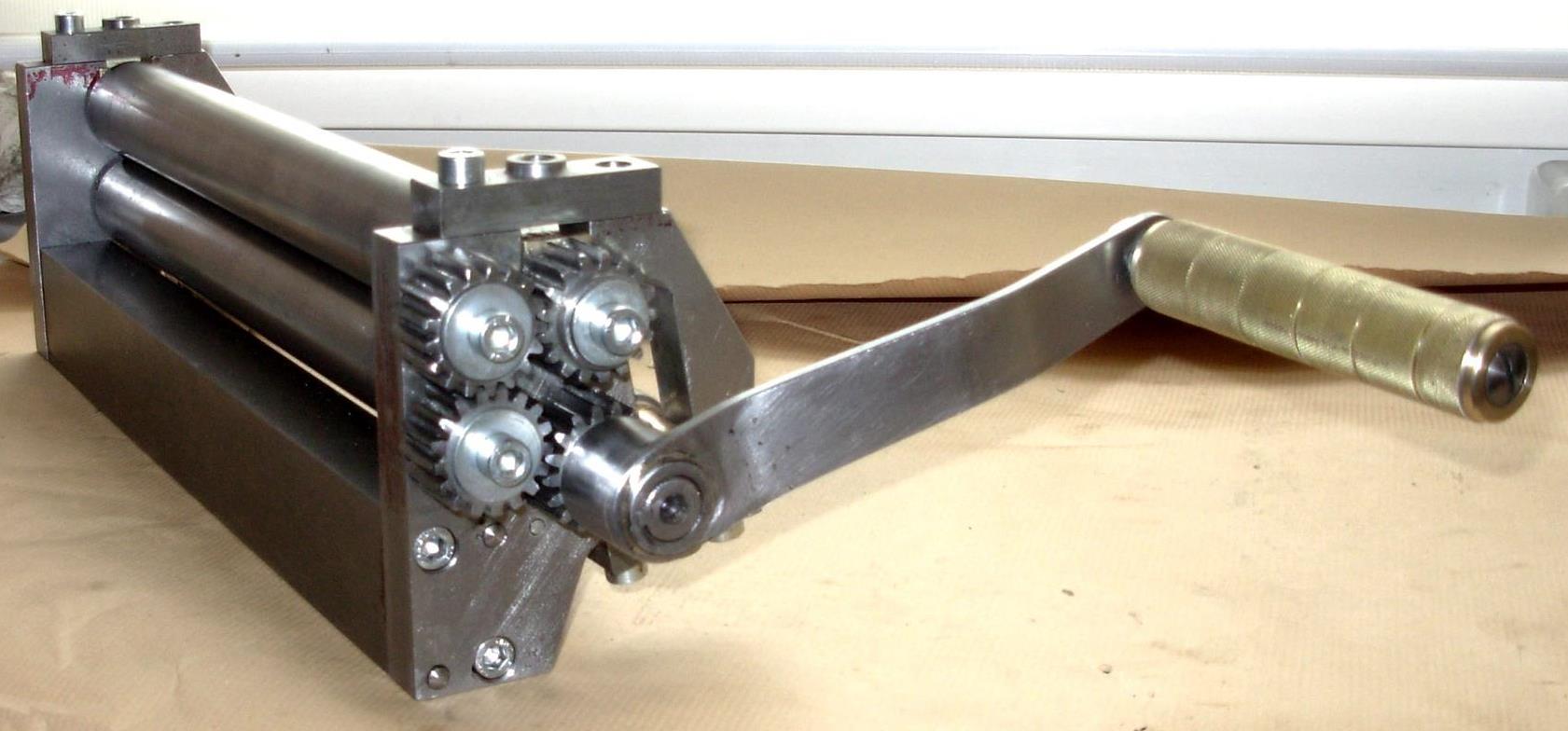 Das Getriebe ist fertig und die Kurbel ist auch dran.
Das Getriebe ist fertig und die Kurbel ist auch dran.Der Griff der Kurbel besteht aus einem Messingrohr mit 1,5mm Wandstärke und eingelöteten Bronceenden. Der Griff wurde mit einem Kreuzrändel versehen.
Das Getriebe läuf sehr sauber, ohne zu klemmen und ohne zu viel Spiel.
Der Kurbelarm wurde mit der Buchse hart verlötet.
Die Nuten in den Zahnrädern von Ober- und Unterwalze sowie der Kurbelbuchse habe ich mit einer 3mm Räumnadel auf der Drehmaschine in jeweils zwei Arbeitsschritten eingearbeitet.
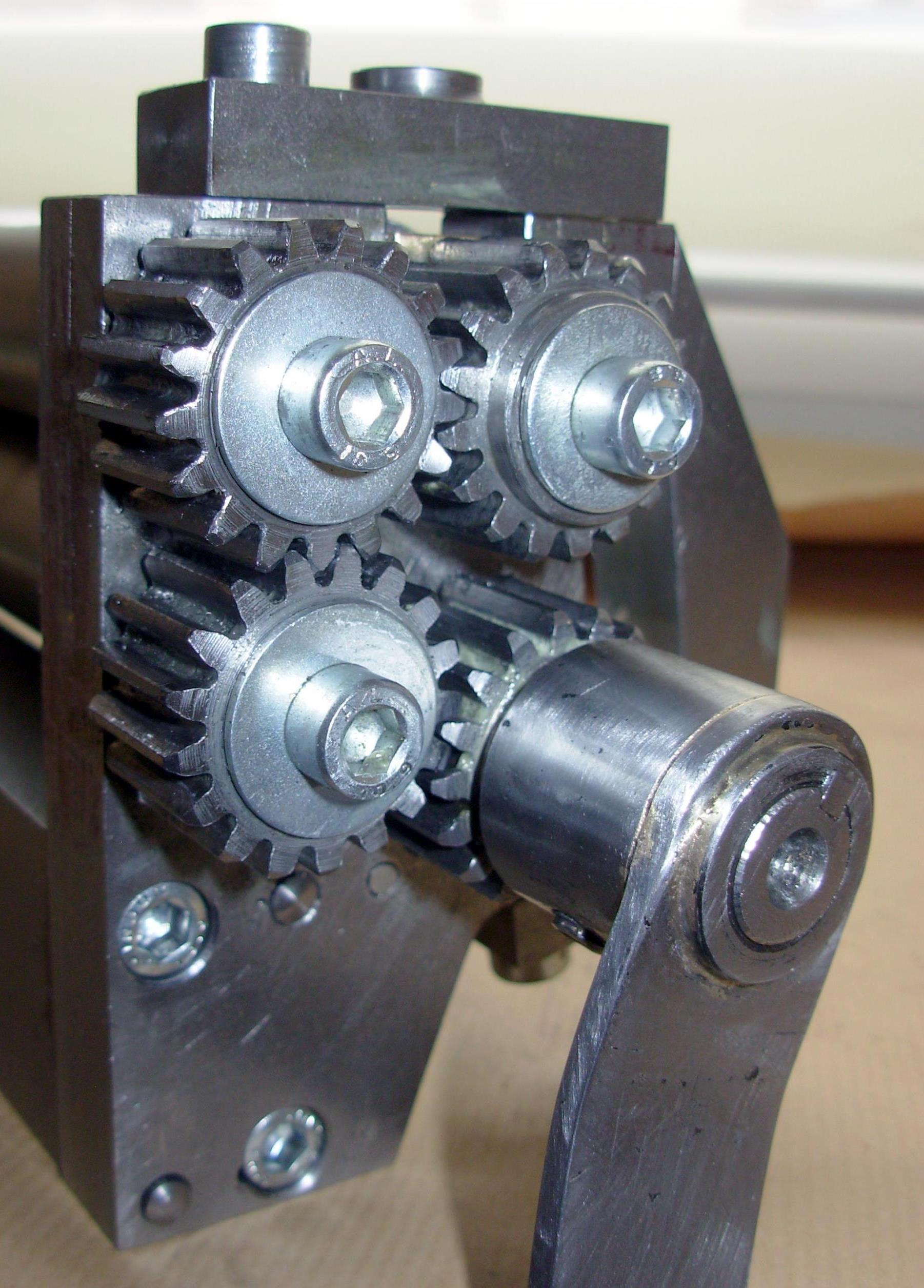 Einzelheit vom Getriebe.
Einzelheit vom Getriebe.Ein Wochenende ist nun vorbei, an dem ich einmal nicht in der Werkstatt war.
Aber heute konnte ich wieder etwas weiter machen.
Die Verschlussriegel für die obere Walze wurden fertig gestellt.
Diverse Schrauben wurden aus St 52.3 (Werkstoffnummer 1.0553)hergestellt.
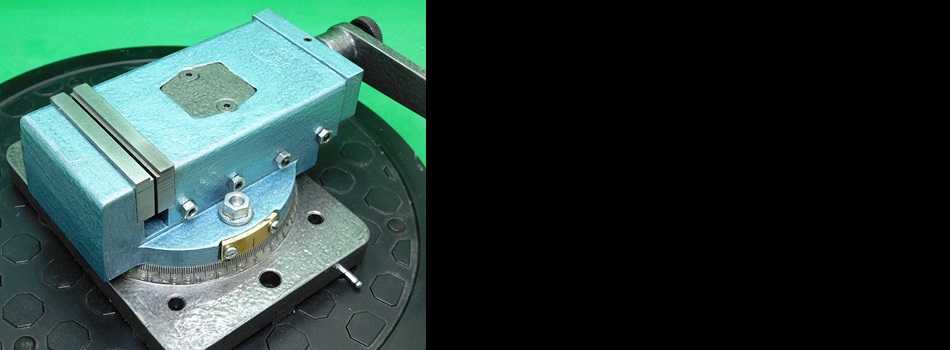
Am Hauptarm wurde ein Anschlagwinkel angebracht. Da stützt sich das Gerät auf der Schraubstockbacke ab.
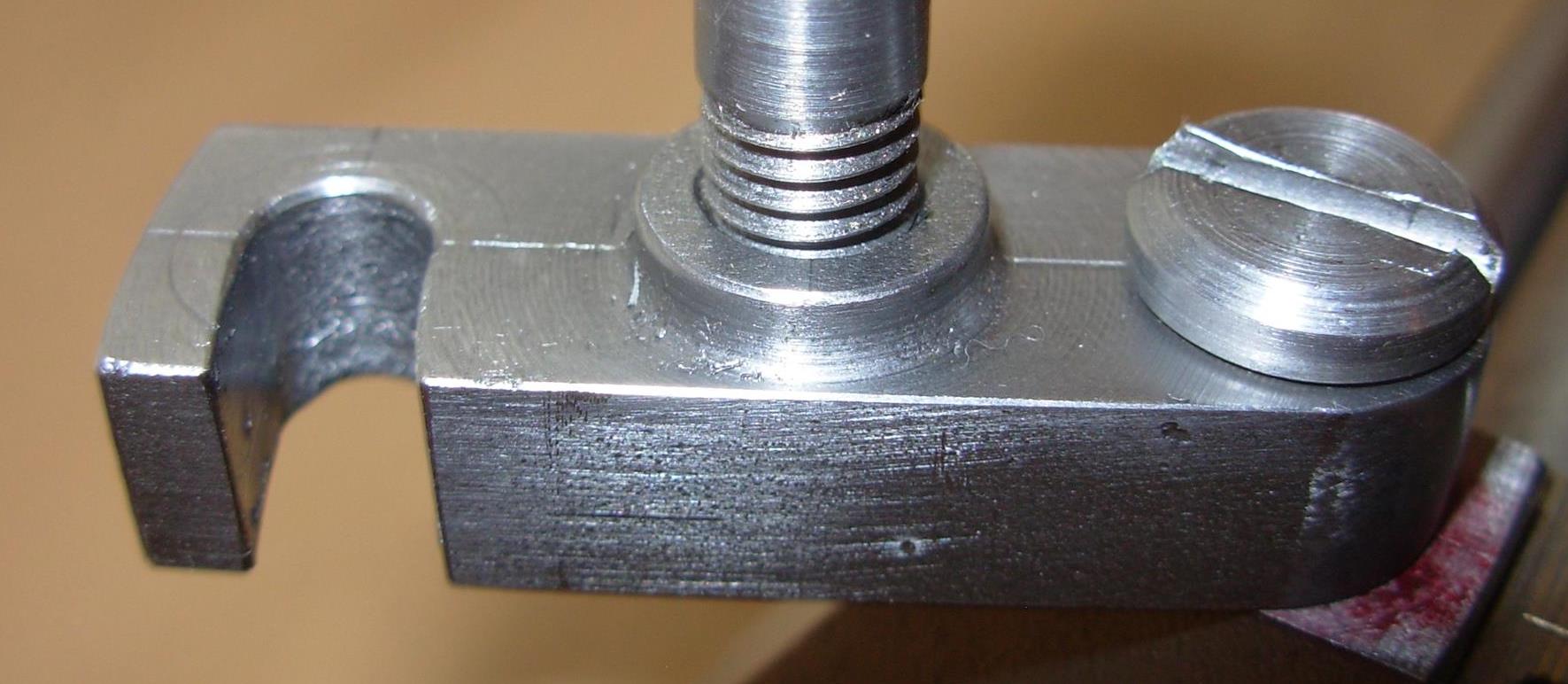 An den Verschlussriegeln der oberen Walze wurden die Radien angebracht und das vorder Loch zu einem Langloch erweitert.
An den Verschlussriegeln der oberen Walze wurden die Radien angebracht und das vorder Loch zu einem Langloch erweitert. Weiterhin wurden die Scharnierschrauben angefertigt.
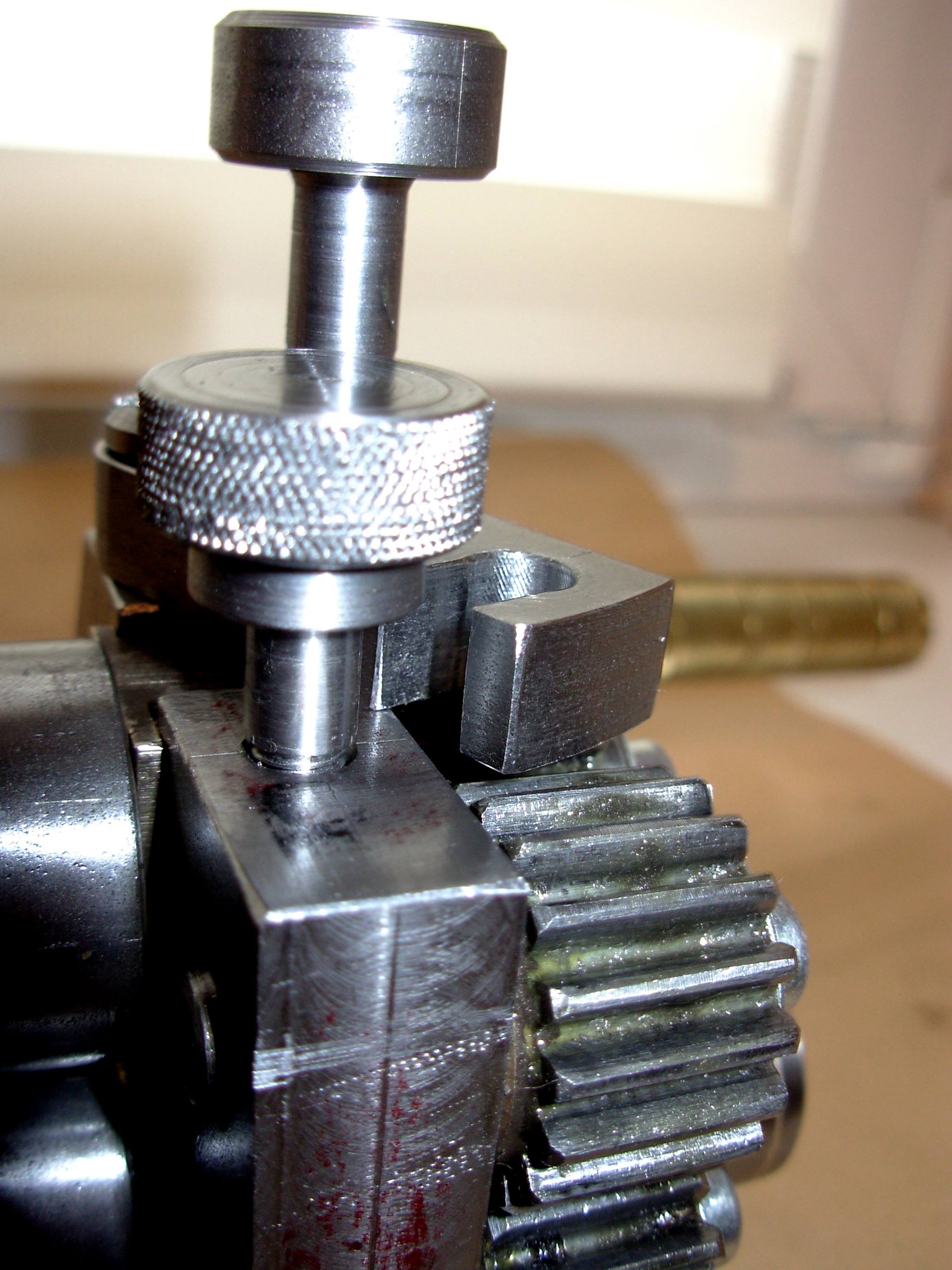
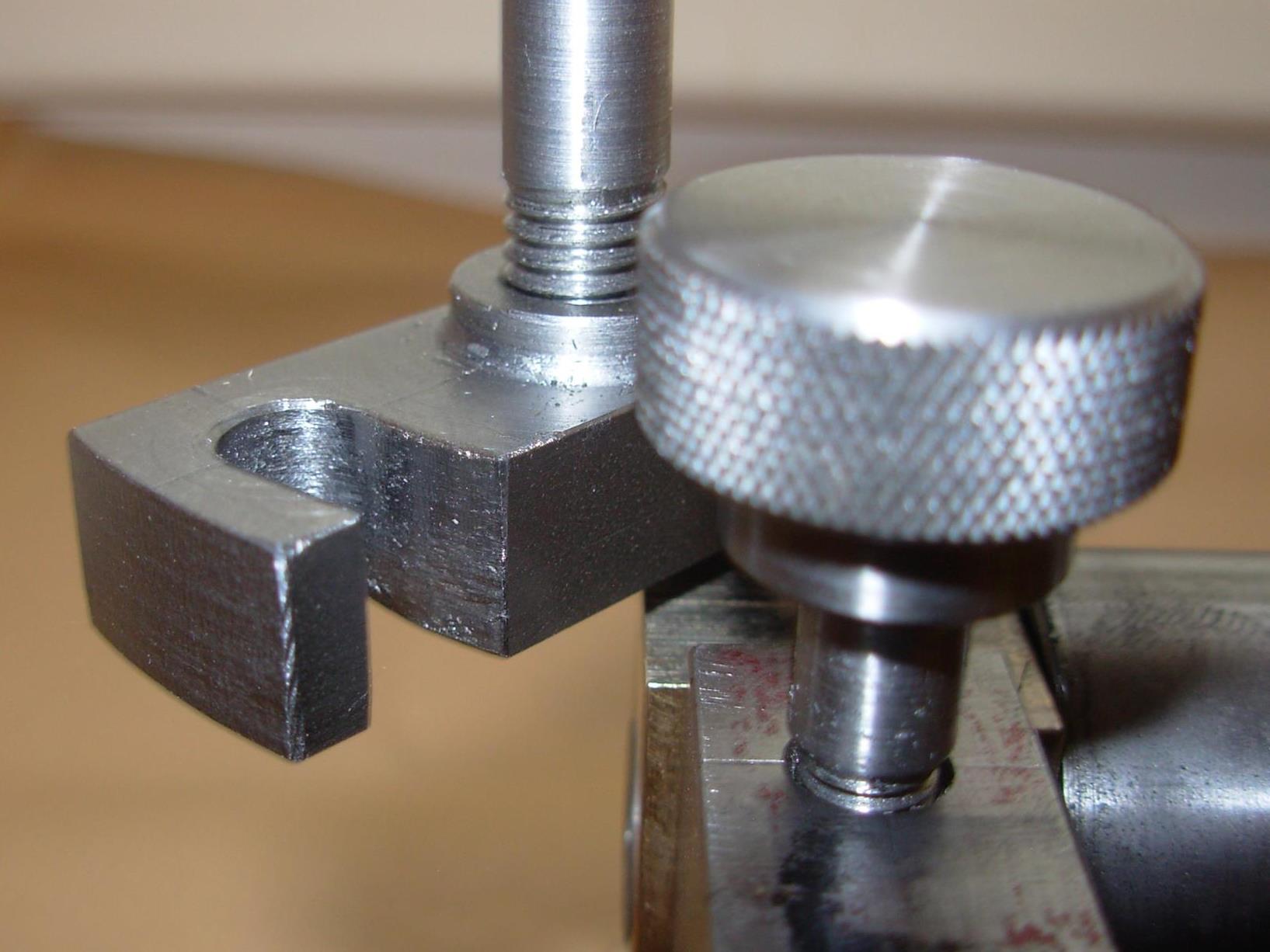 Diese Schraube setzt den Verschlussriegel fest.
Diese Schraube setzt den Verschlussriegel fest. 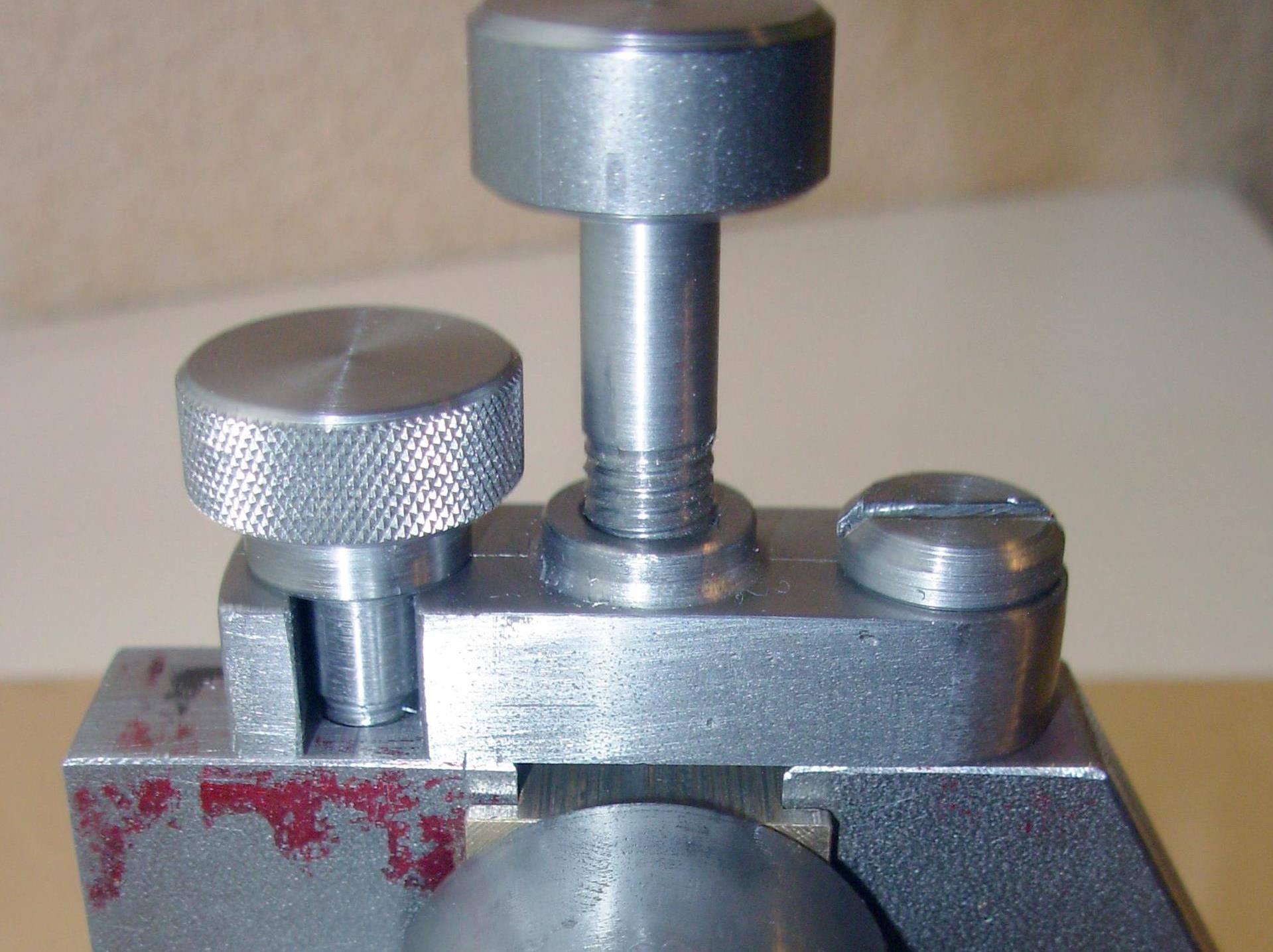 In der Mitte befindet sich die Stellschraube, da fehlt nur noch der Knebel.
In der Mitte befindet sich die Stellschraube, da fehlt nur noch der Knebel.Diese drei Schrauben habe ich jeweils zwei mal angefertigt.
 Die Kreuzrändelung wurde mit meiner selbst gebauten Rändelzange erledigt.
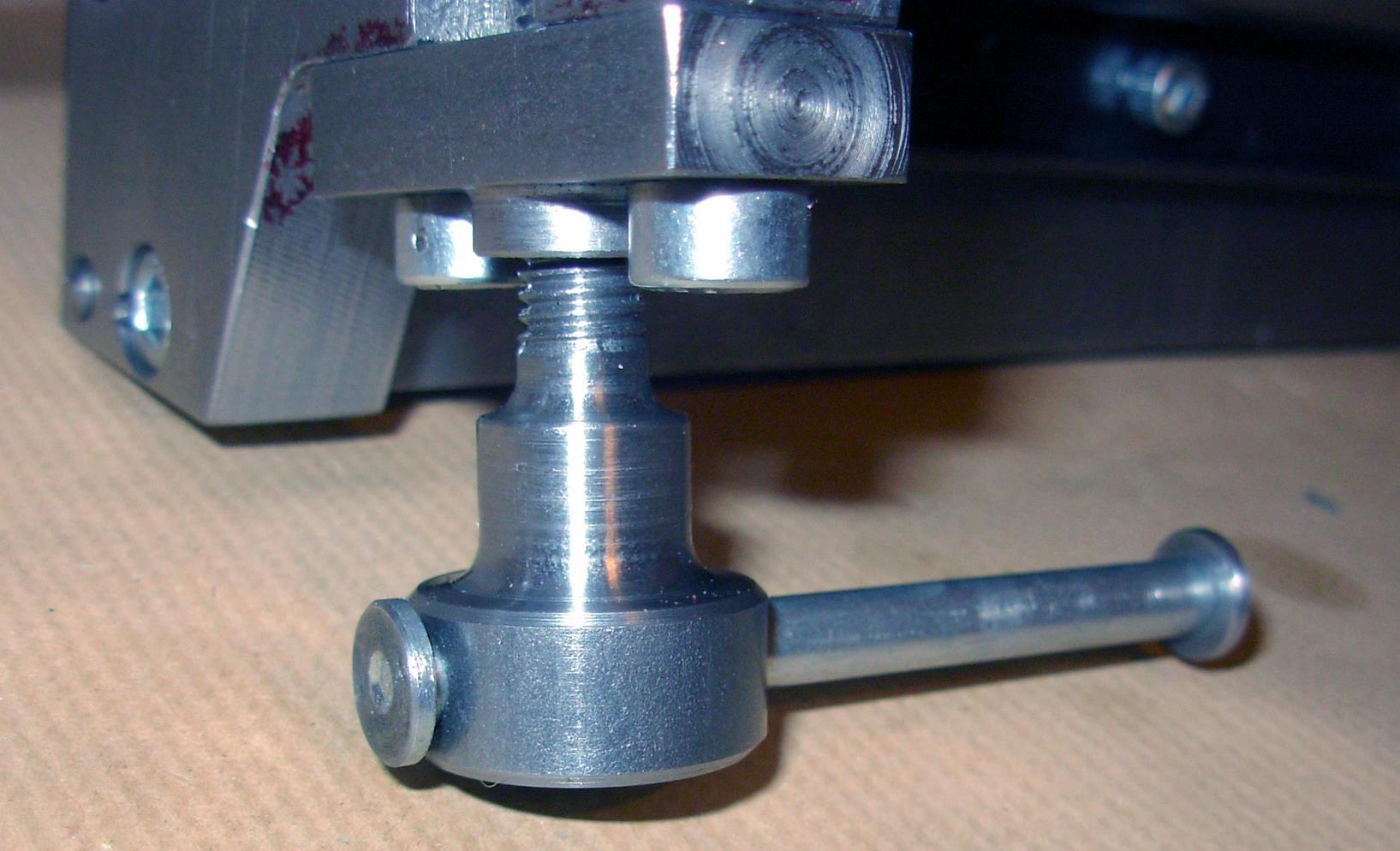
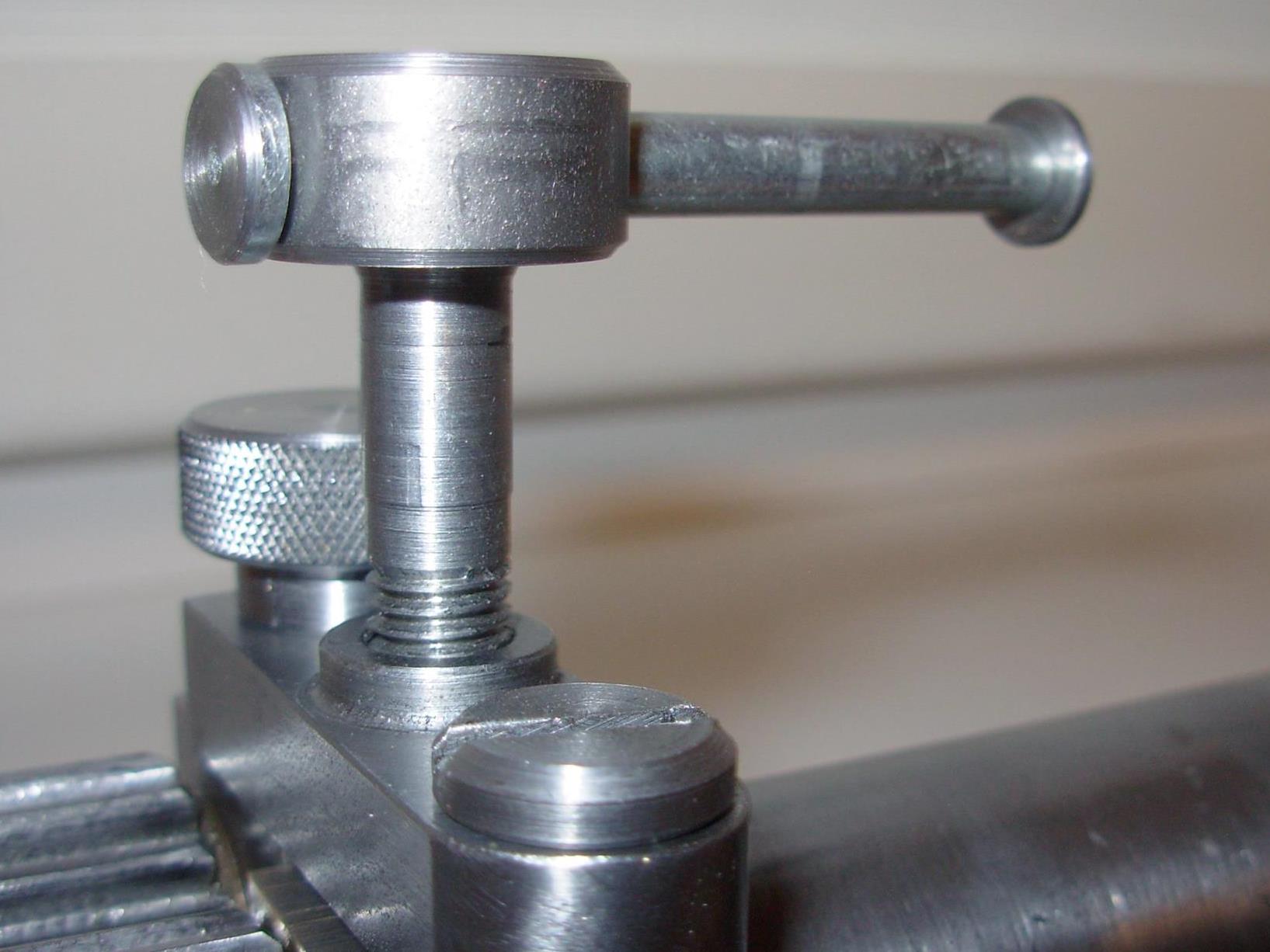
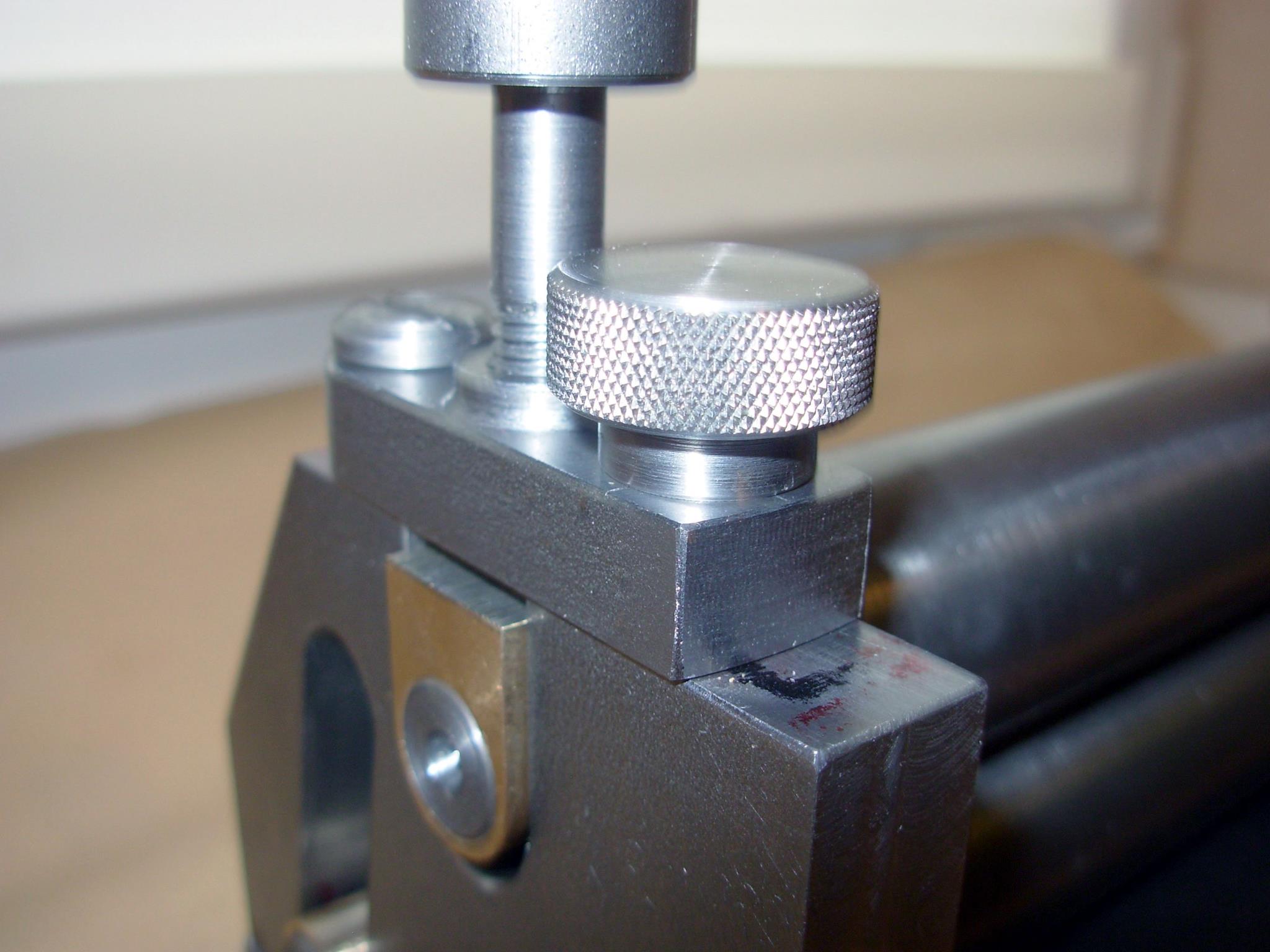
Die Kreuzrändelung wurde mit meiner selbst gebauten Rändelzange erledigt.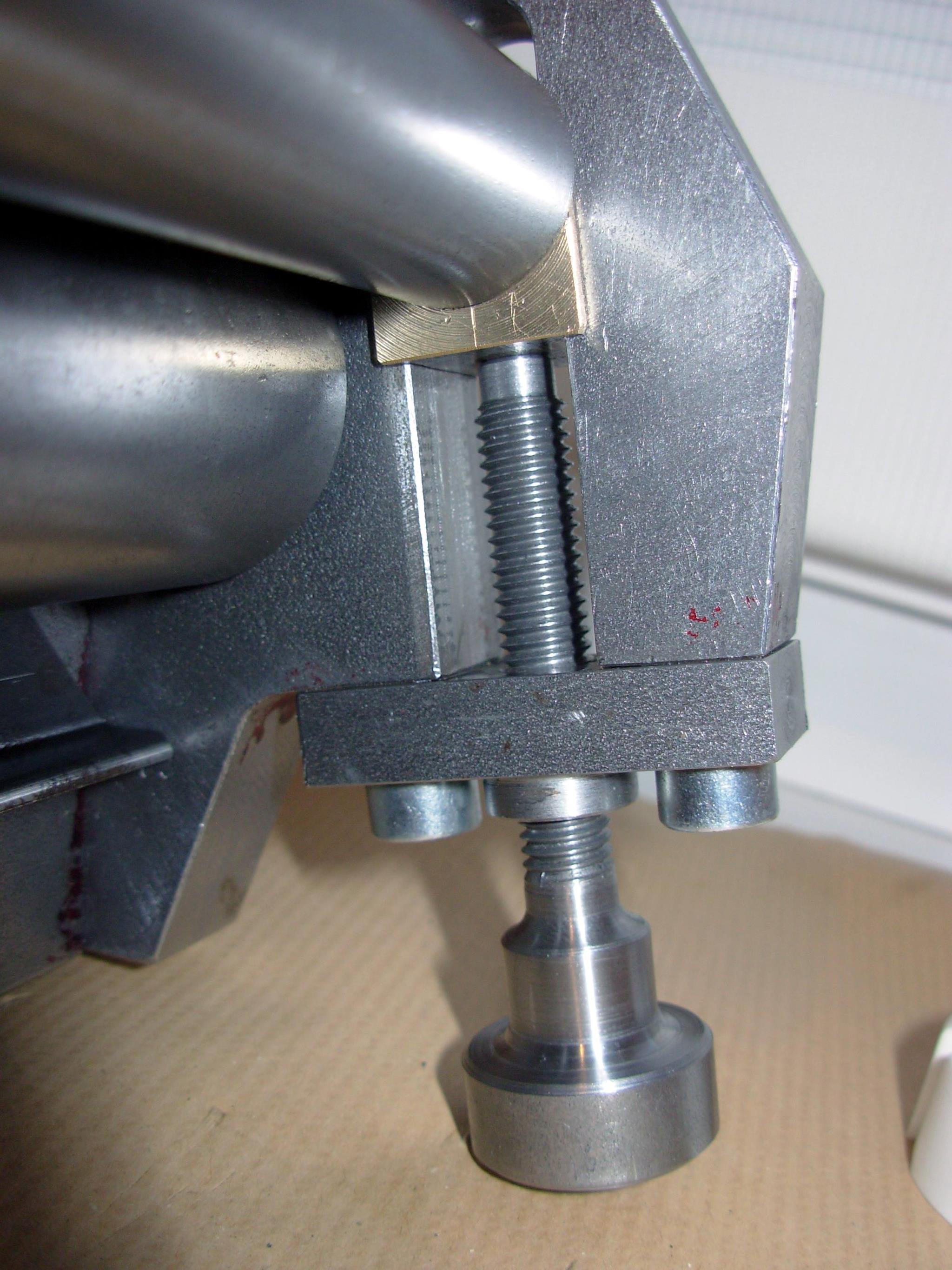 Die Stellschraube für die Andruckrolle.
Die Stellschraube für die Andruckrolle.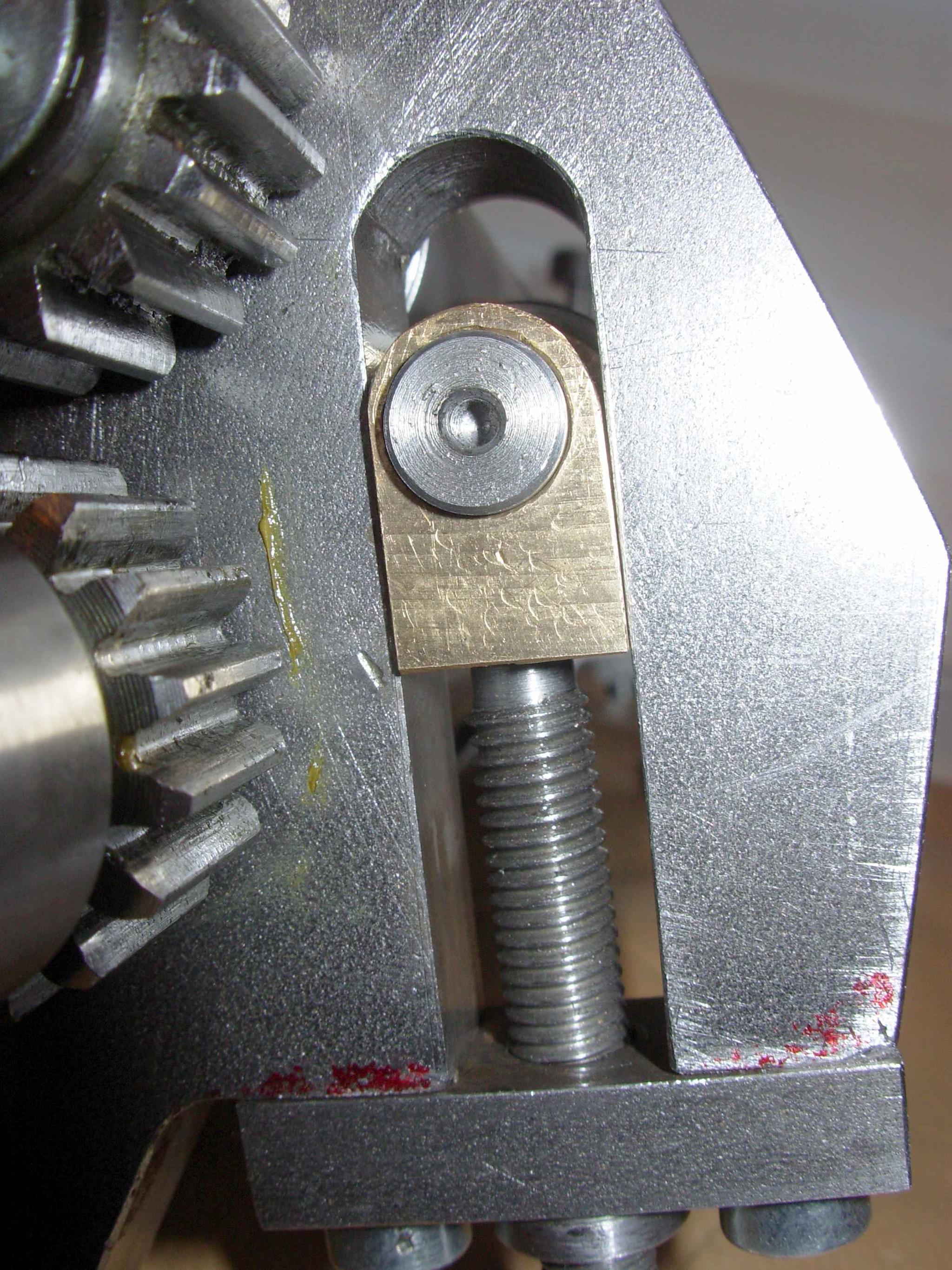 Detail der Stellschraube.
Detail der Stellschraube. Unter der unteren Walze ist der Anschlagwinkel zu sehen.
Unter der unteren Walze ist der Anschlagwinkel zu sehen. Er verhindert beim Einspannen im Schraubstock, dass das Rollgerät mit der unteren Walze auf der Schraubstockbacke aufsetzt.
 Detail vom Anschlagwinkel.
Detail vom Anschlagwinkel.24.10.2016
Nach etlichen Wochen, in denen ich wegen einer Erkrankung nicht weiter machen konnte, habe ich heute das Gerät fertig gestellt.
Unten sehen sie noch einige Detailbilder.