



Futterflansch für die Drehmaschine.
13.08.2016
Für meine Drehmaschine, mit der DIN 800 Spindelaufnahme und dem 1 1/2" x 8 Gang Gewinde, gibt es keine Futterflansche mehr zu kaufen.
Für ein Drehfutter mit 125mm und 100mm Durchmesser habe ich mir einen Futterflansch selbst hergestellt.
Das Material stammt von einem Rohteil einer geschmiedeten LKW-Getriebewelle, die ich im Schrottkübel fand.
Das entsprechende Segment wurde auf einer großen Metallbandsäge aus der Welle herausgeschnitten.
Das Material ist legierter, vergütbarer Stahl, der wunderbar zu bearbeiten ist. Er ist Spannungsarm geglüht und wurde danach vom Zunder durch Strahlen befreit.
For my lathe, with the DIN 800 spindle mount and the 1 1/2" x 8 thread, there are no more chuck flanges to buy.
I made a chuck flange myself for a lathe chuck with 125mm and 100mm diameter.
The material came from a blank of a forged truck transmission shaft that I found in a scrap bucket.
The corresponding segment was cut out of the shaft on a large metal band saw.
The material is alloy, heat-treatable steel, which is wonderful to work with. It is stress relieved and then the scale was removed by blasting.

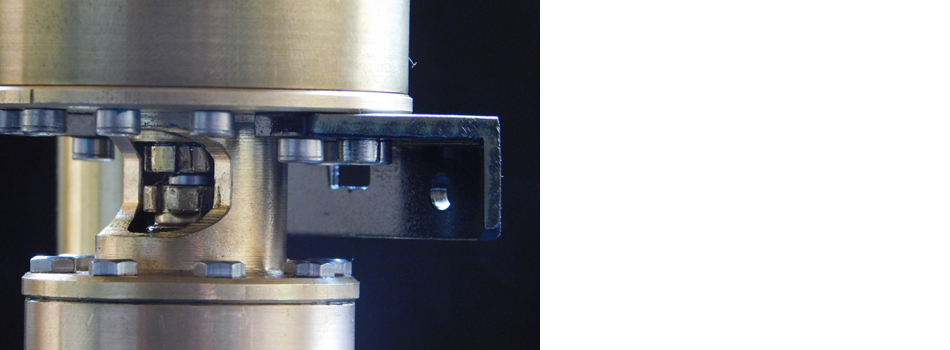
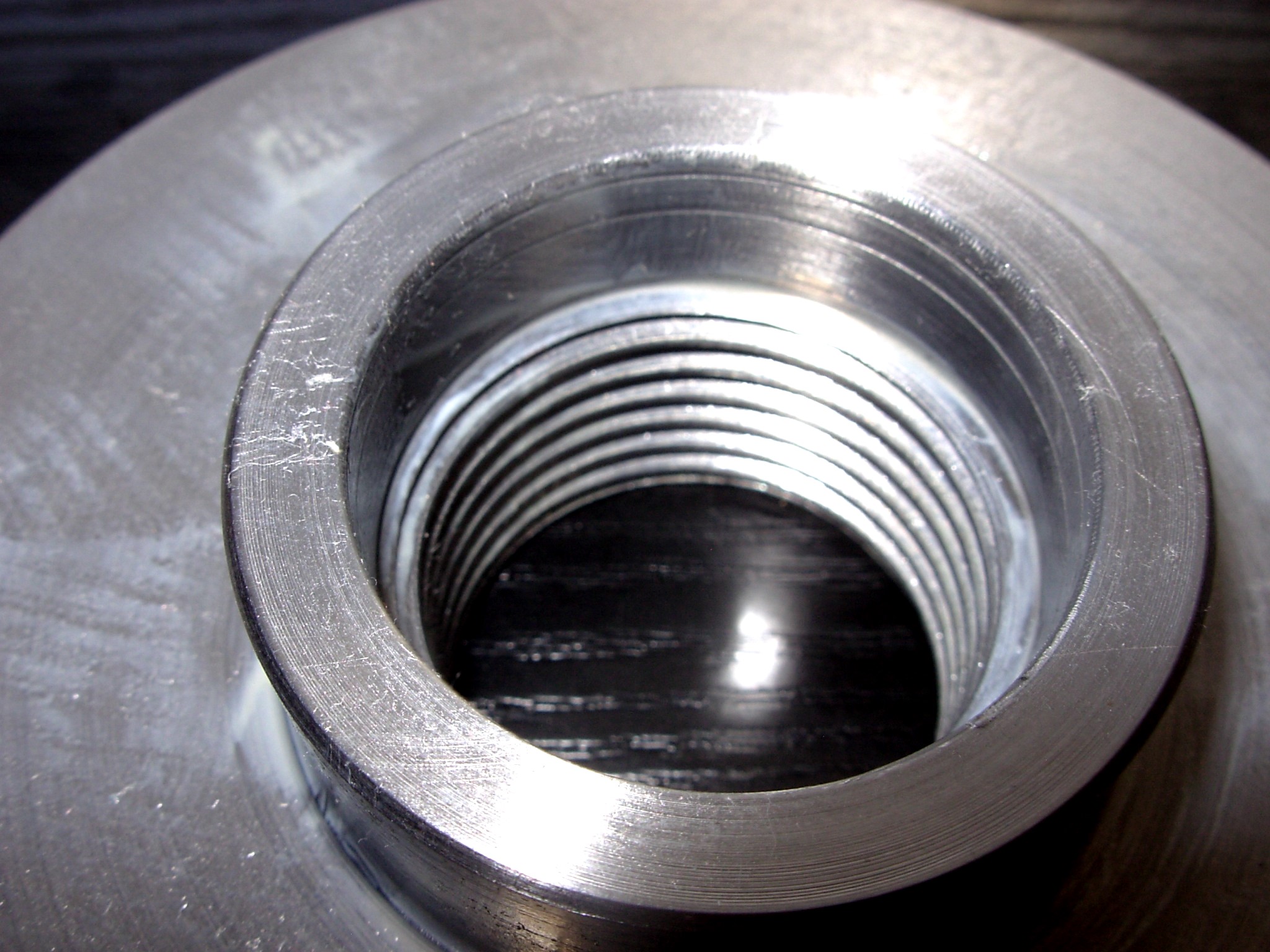 Der Zentriersitz hat einen Durchmesser von 39,01mm + 0,03mm und eine Tiefe von 12,7mm (1/2").
Der Zentriersitz hat einen Durchmesser von 39,01mm + 0,03mm und eine Tiefe von 12,7mm (1/2").Der Außendurchmesser des Ansatzes hat 52mm.
Die Riefen in der Passbohrung stammen von einer kleinen Unaufmerksamkeit. Ich hatte den Gewindstahl um eine Kurbelumdrehung zu weit zugetellt, aber noch rechtzeitig bemerkt, so dass kein weiterer Schaden entstand.
 Das 1 1/2" x 8 Gang Gewinde wurde auf der Drehmaschine geschnitten und zur Probe immer wieder incl. Spannfutter von der Drehmaschinenwelle abgeschraubt und die Passform geprüft.
Das 1 1/2" x 8 Gang Gewinde wurde auf der Drehmaschine geschnitten und zur Probe immer wieder incl. Spannfutter von der Drehmaschinenwelle abgeschraubt und die Passform geprüft. Der Passsitz für das Futter wird erst angedreht, wenn das entsprechende Futter da ist.
Der Passsitz für das Futter wird erst angedreht, wenn das entsprechende Futter da ist.Da der Stahl sehr schnell rostet, habe ich ihn mit Sprühfett eingesprüht.
15.08.2016
Bei der Sägeaktion ist auch noch ein Rohteil für ein 100mm Futterflansch abgefallen.
Heute habe ich den Flansch fertig gestellt.
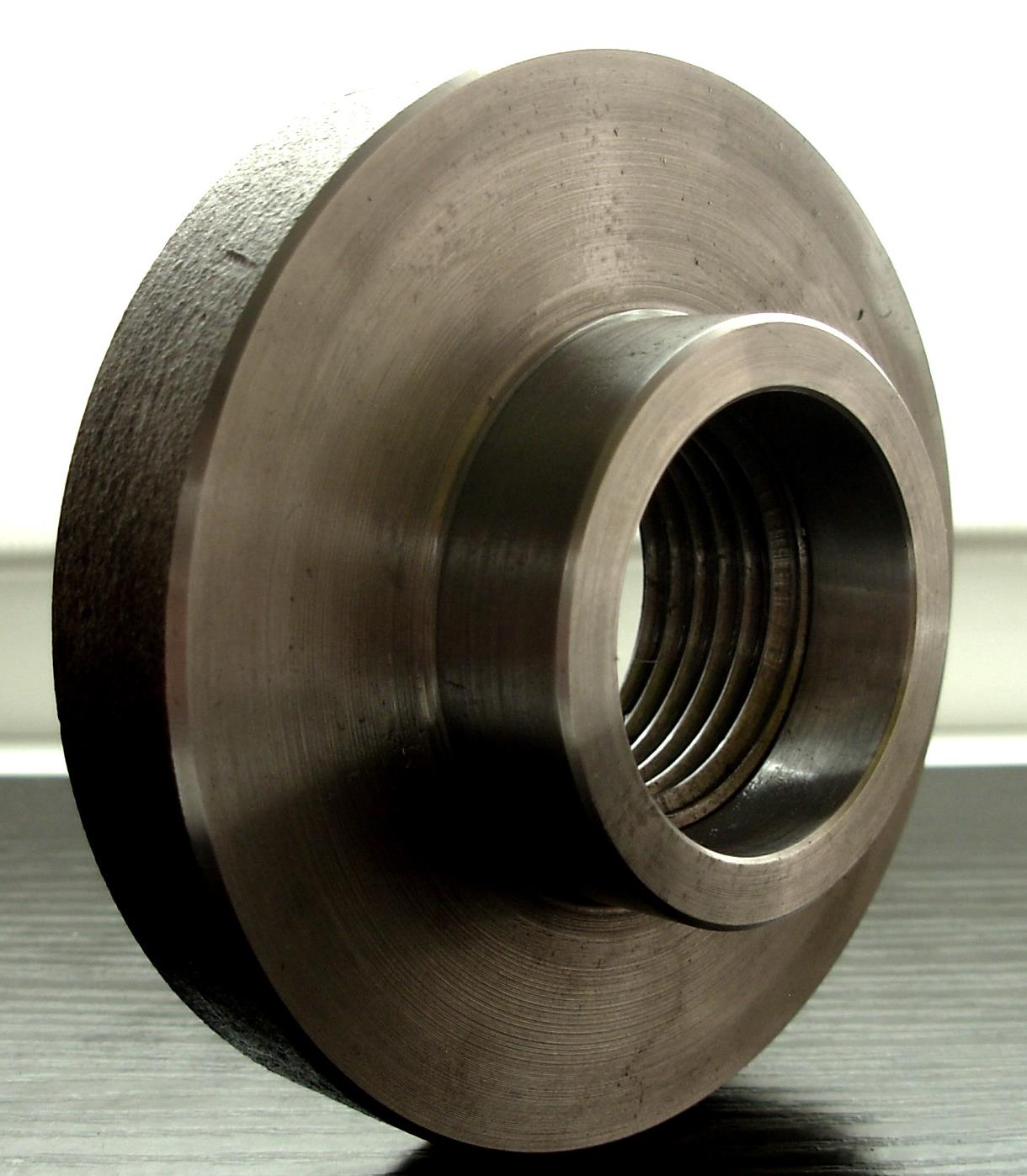 Am Außendurchmesser ist noch der Rohzustand zu sehen. Das Teil bleibt auch so, weil es genau 100mm sind.
Am Außendurchmesser ist noch der Rohzustand zu sehen. Das Teil bleibt auch so, weil es genau 100mm sind.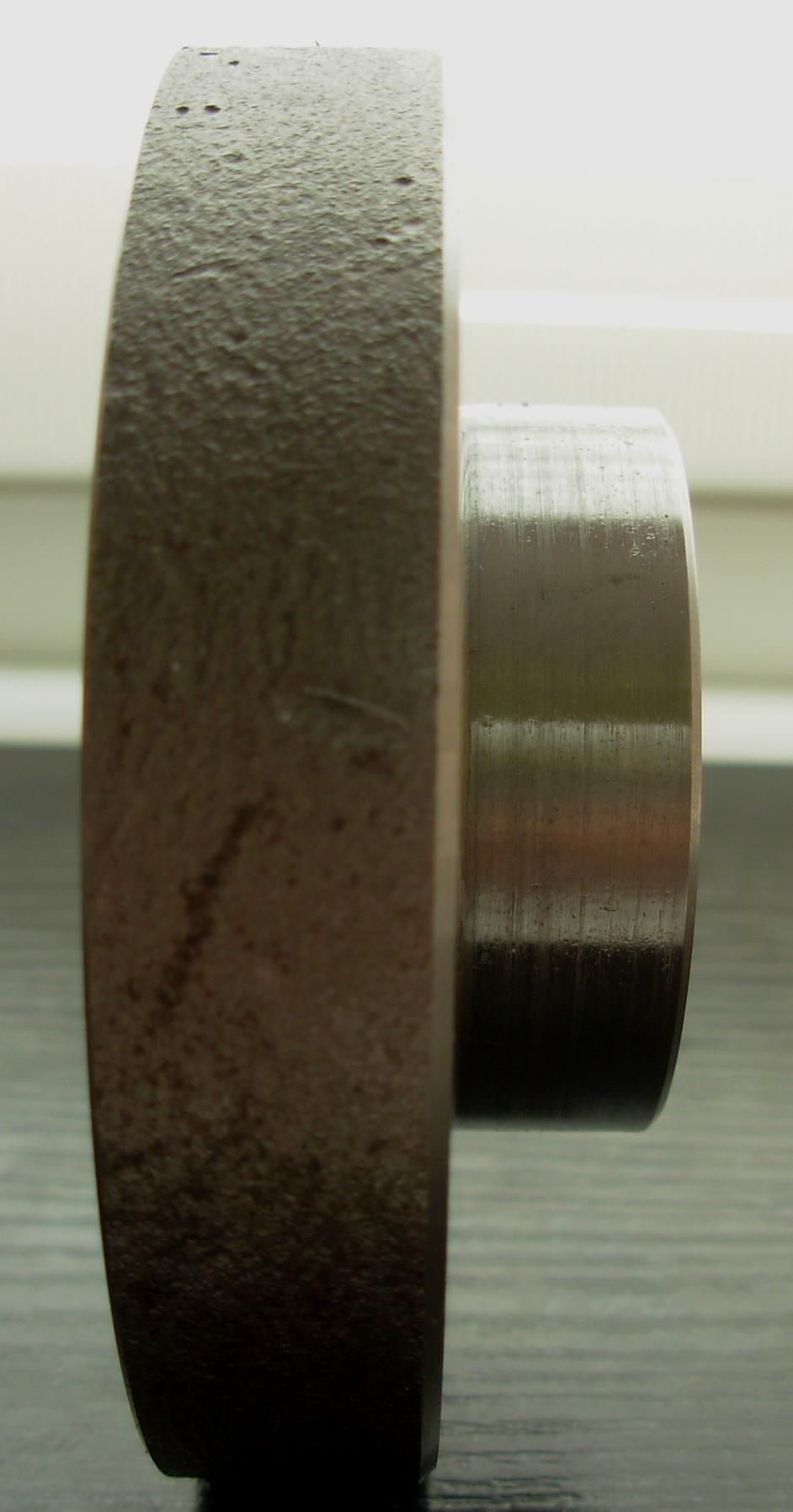
 Das Gewinde wurde wiederum auf der Drehmaschine geschnitten. Es passt Saugend auf die Drehspindel.
Das Gewinde wurde wiederum auf der Drehmaschine geschnitten. Es passt Saugend auf die Drehspindel. Der Passsitz für das Futter wird auch erst angedreht, wenn das entsprechende Futter vorhanden ist.
Der Passsitz für das Futter wird auch erst angedreht, wenn das entsprechende Futter vorhanden ist. Im Mom. liegen die beiden Flansche im Schrank und warten auf ihre Verwendung.

Bearbeitet wurde der Stahl außen mit Hartmetall- Wendeplatten. Dabei stellte ich fest, dass sich gelegentlich an der Schneidkante Funken bildetet. Ich führe dies auf den Hochlegierten Stahl zurück, der ansonsten super zu verarbeiten war. Allerdings gibt es bei der Bearbeitung meterlange Späne.
Die Zustellung konnte desshalb nicht sehr groß gewählt werden.
Das Gewinde wurde mit einer selbst gebauten Bohrstange und HSS-E Schneideinsatz gefertigt.
Ich habe bei der Bearbeitung lediglich mit Öl und Pinsel geschmiert.
Die Bearbeitungszeit betrug pro Flansch ca. 8 Stunden.
The steel was machined on the outside with carbide inserts. I noticed that sparks occasionally formed on the cutting edge. I put this down to the high-alloy steel, which was otherwise easy to work with. However, there are metre-long chips when machining.
Therefore, the infeed could not be chosen very large.
The thread was made with a self-made boring bar and HSS-E cutting insert.
I only used oil and a brush for lubrication during machining.
The machining time was about 8 hours per flange.