
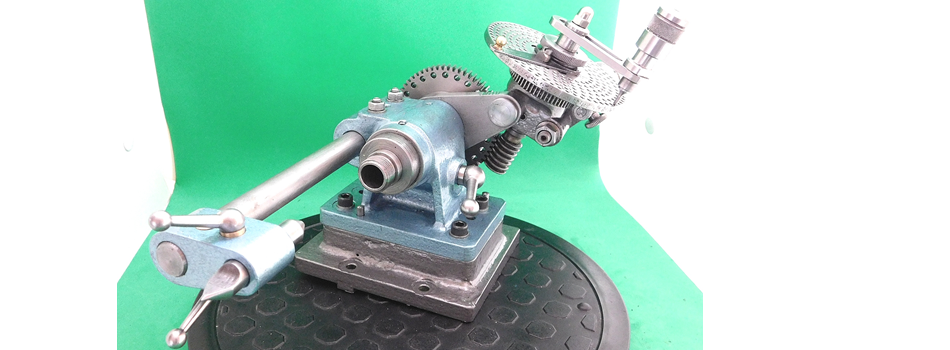


Original Gerät nach Hemingway, von mir gebaut.
Original device, built by me based on Hemingway.
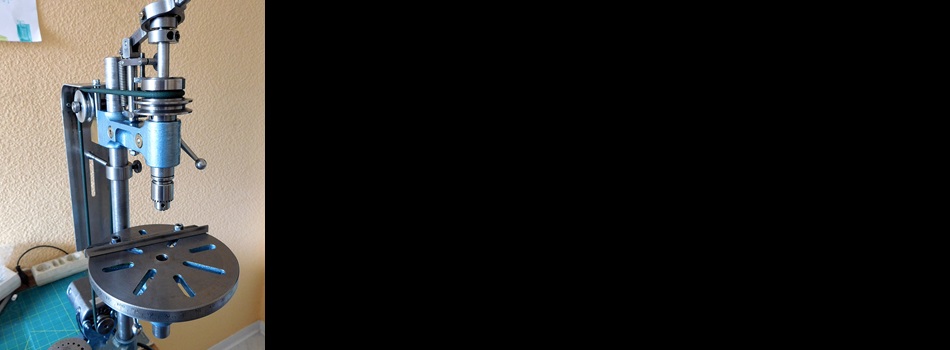
 Um den Faktor 1,5 vergrößertes Gerät von mir gebaut.
Um den Faktor 1,5 vergrößertes Gerät von mir gebaut.Tool built by me enlarged by a factor of 1,5.
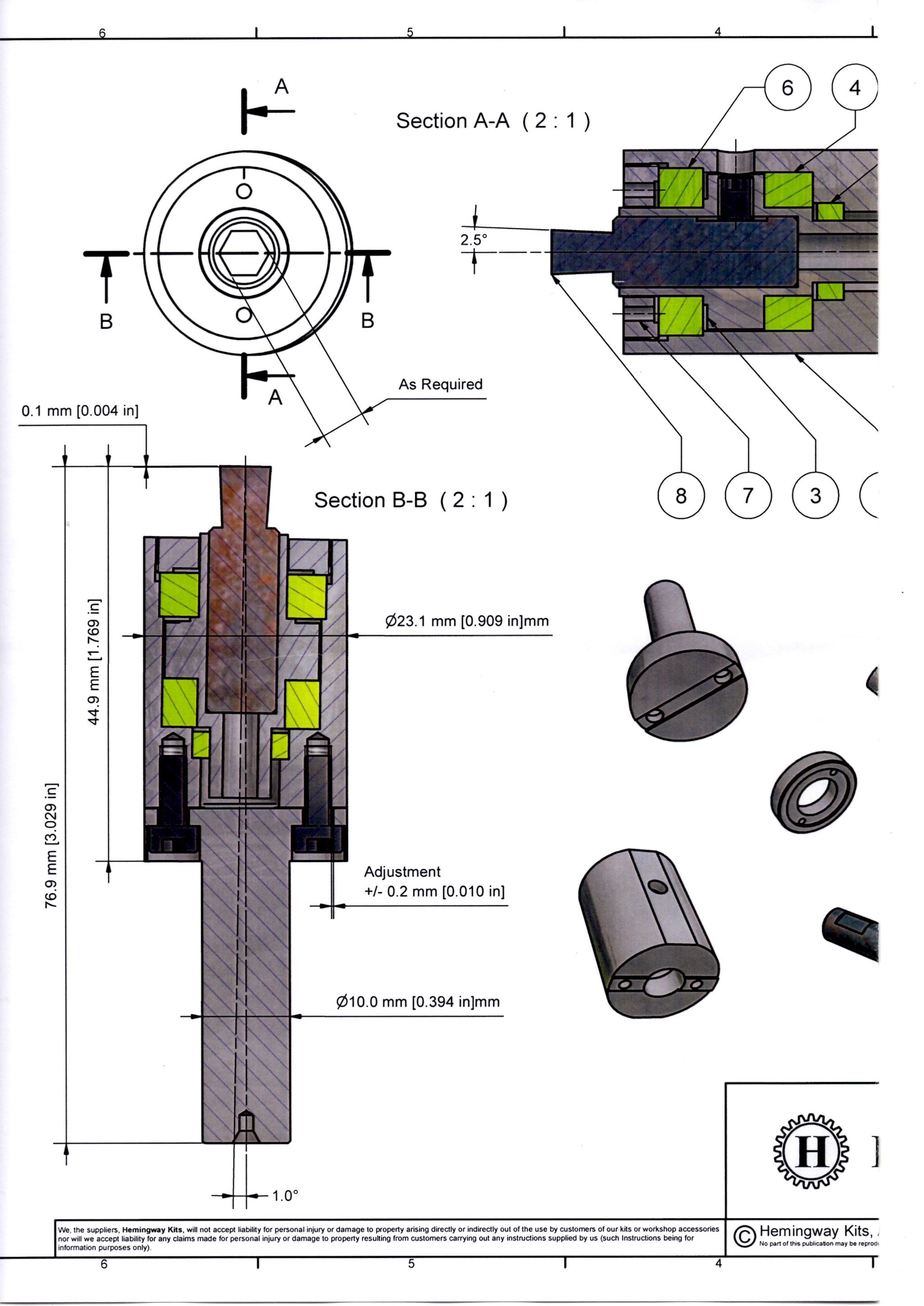
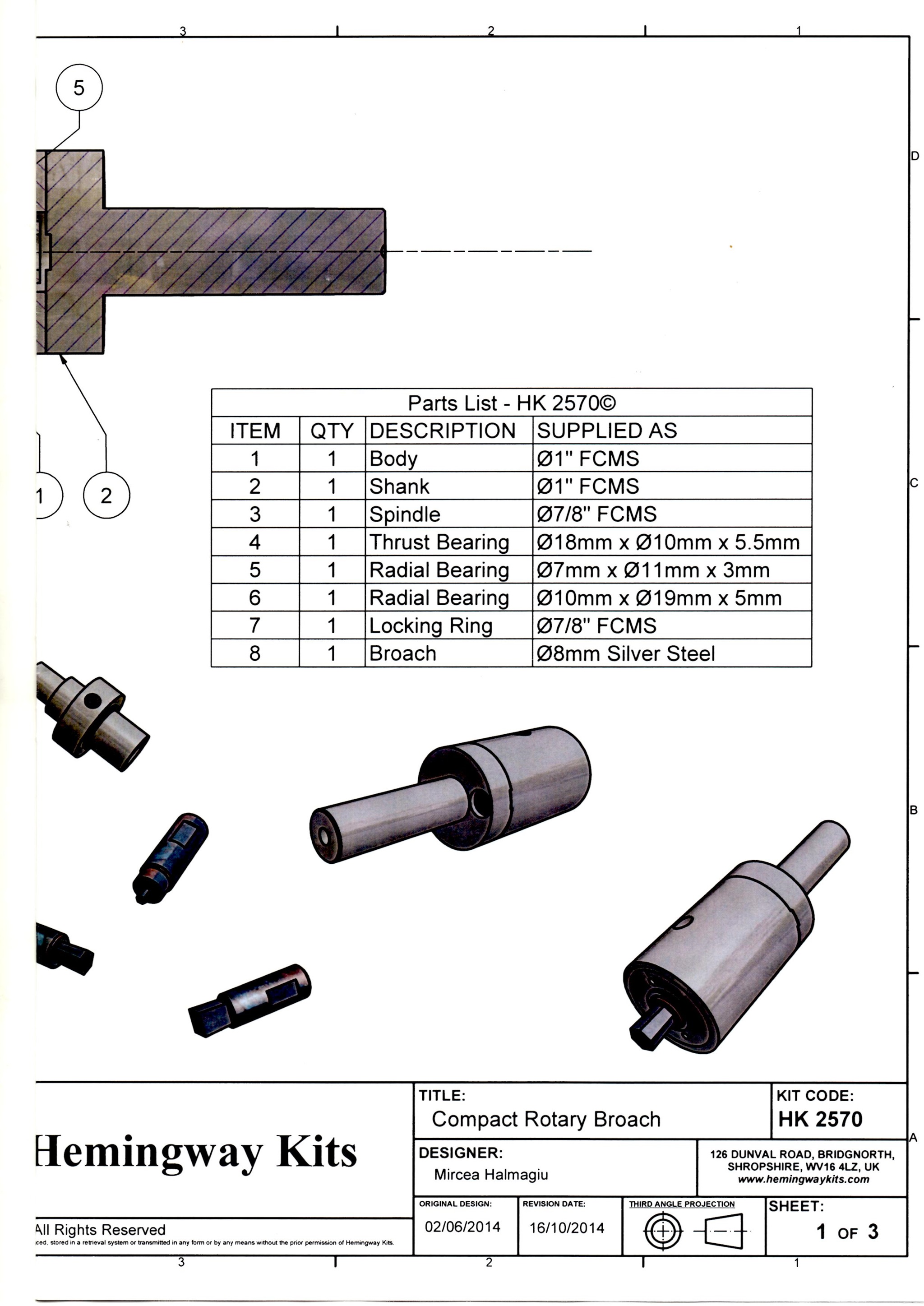
Compact Rotary Broach
Von Hemingway Kits gibt es ein Materialsatz incl. Fertigungszeichnungen für dieses Gerät.
Damit ist es möglich Sechskant und Vierkant- Aufnahmen in Bohrungen einzubringen.
Das Design wurde von Mirca Halmagiu geschaffen.
Hemingway Kits offers a material set including production drawings for this device.
This makes it possible to insert hexagonal and square holders into holes.
The design was created by Mirca Halmagiu.
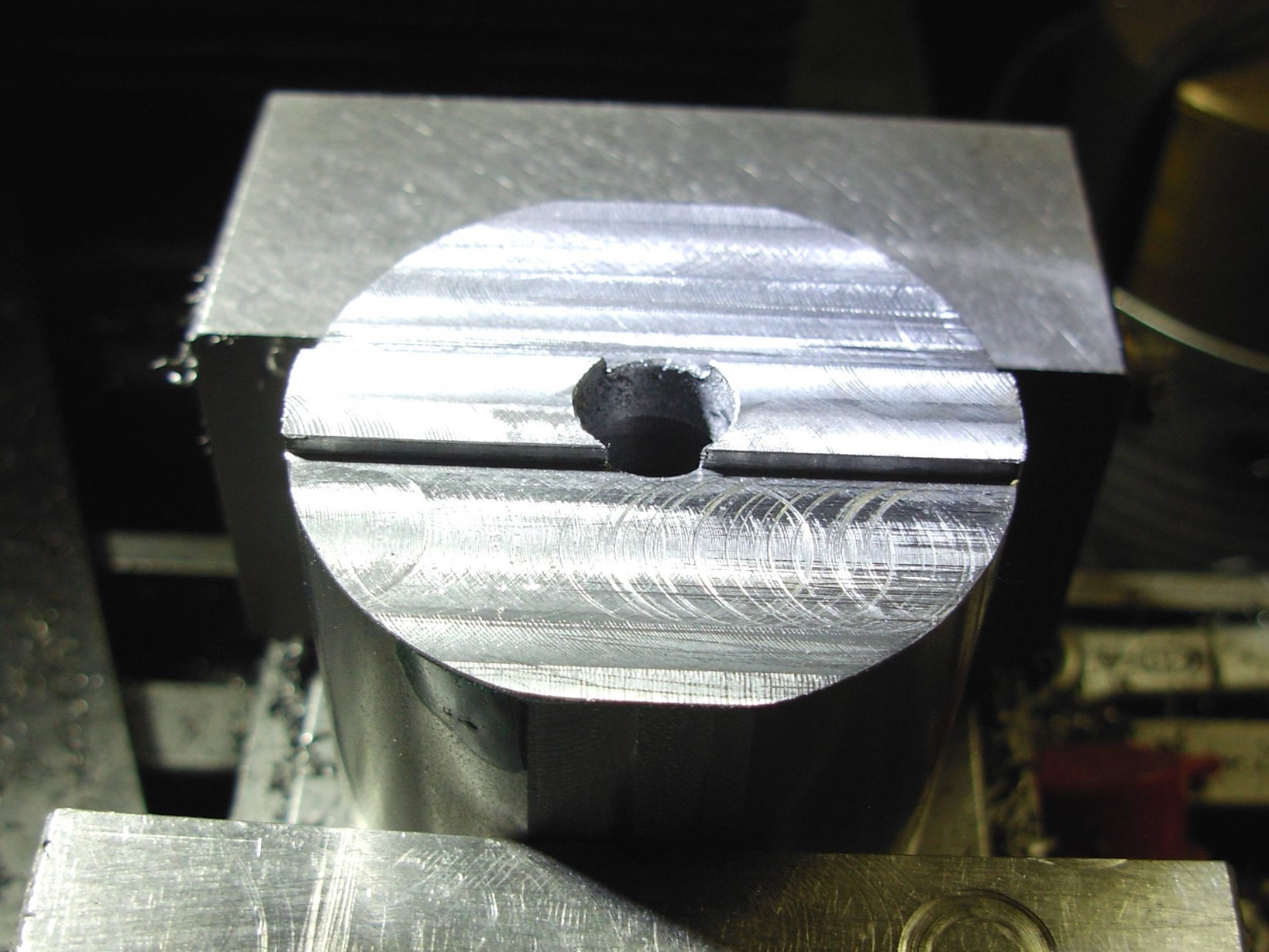
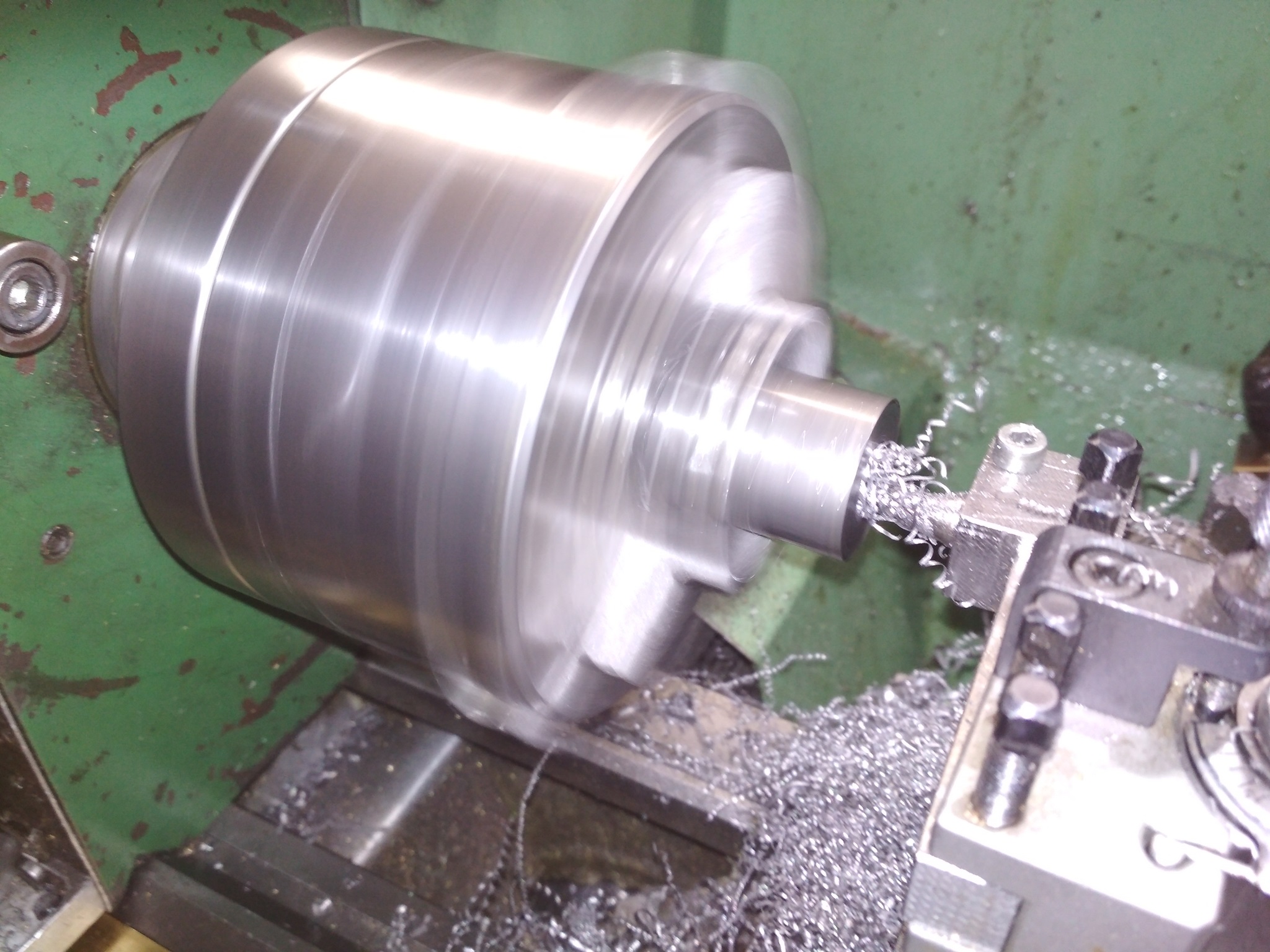 Beim Fertigen des Aufnahmekörpers.
Beim Fertigen des Aufnahmekörpers. Die Passung für für das große Kugellager wird hergestellt.
Die Passung für für das große Kugellager wird hergestellt.  Aufnahme und Gehäuse sind soweit fertig.
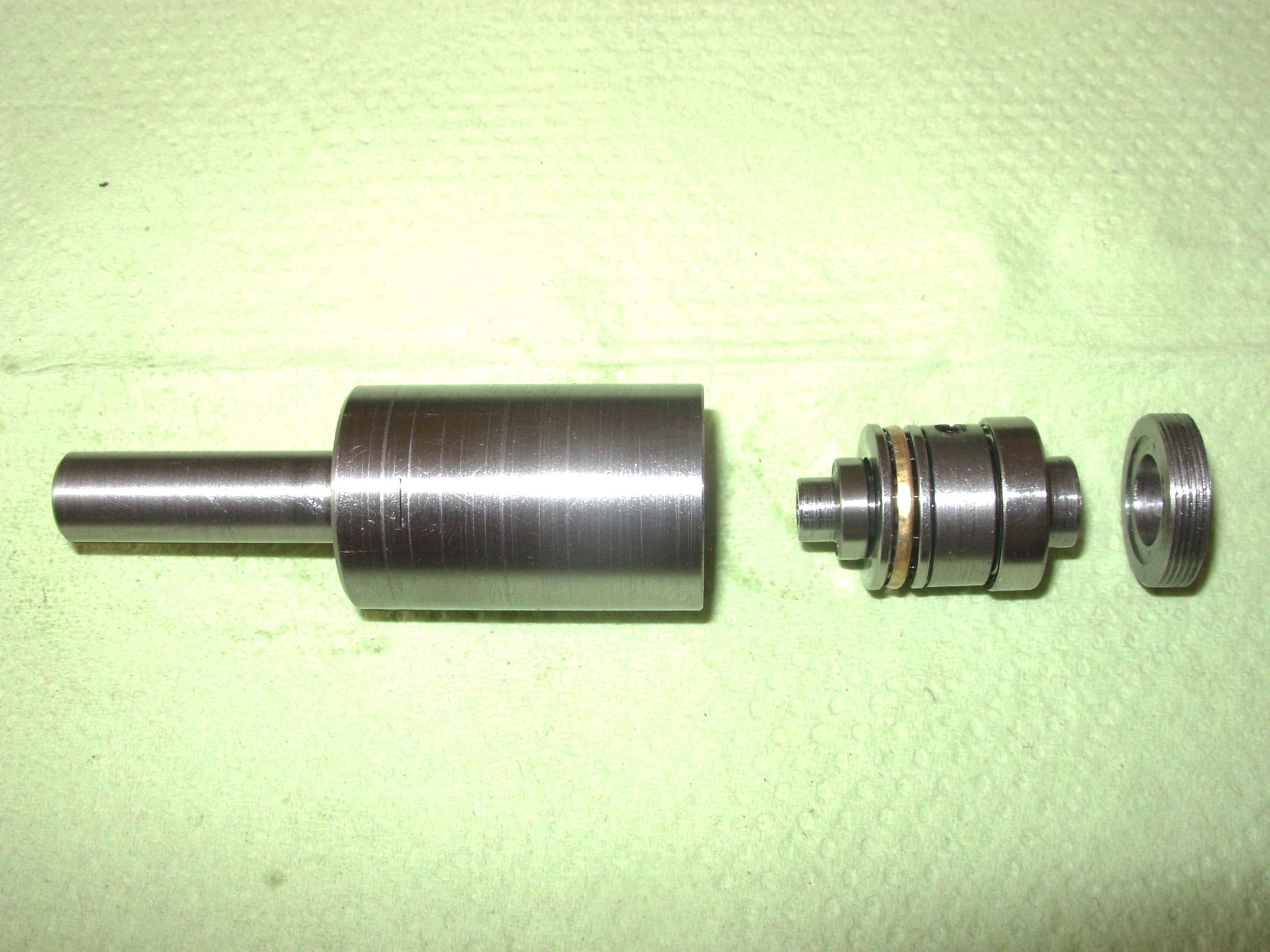
Aufnahme und Gehäuse sind soweit fertig. Das ist das Innenleben des Gerätes.
Das ist das Innenleben des Gerätes.Aufnahme für den Druckstempel- großes Kugellager- Drucklager und kleines Kugellager.
 Das Ganze noch mal von der anderen Seite.
Das Ganze noch mal von der anderen Seite. Im Gehäuse eingebaut, davor die Abschlussschraube.
Im Gehäuse eingebaut, davor die Abschlussschraube. Das sind die Einzelteile des Gerätes.
Das sind die Einzelteile des Gerätes.
 Reihenfolge der Montage.
Reihenfolge der Montage.

Jetzt fehlen nur noch die entsprechenden Stempel.
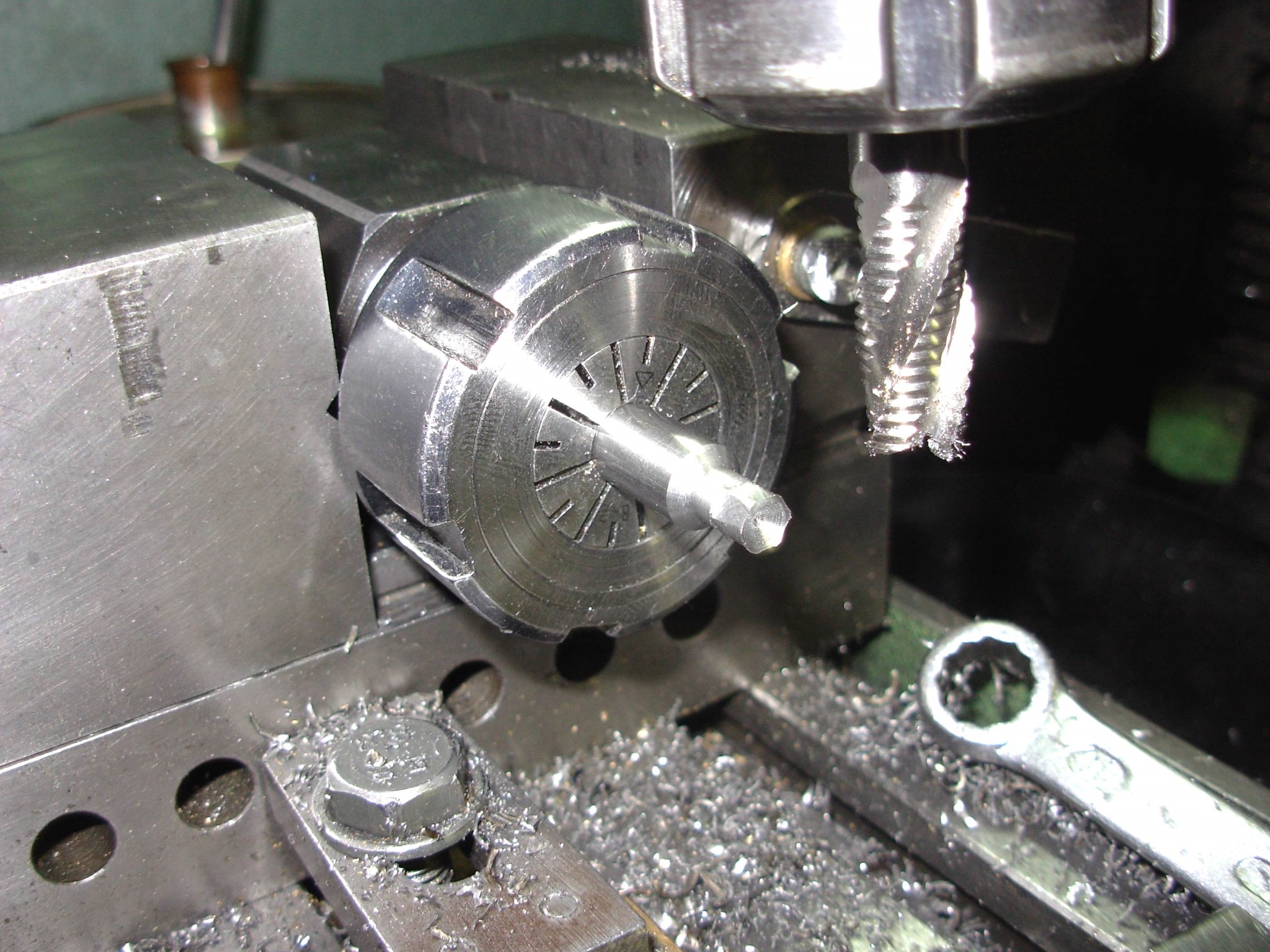
26.06.2018 Heute habe ich den ersten Stempel angefertigt.
Aus Werkzeugstahl 115CrV3 wurde der Stempelrohling vorgefräst.
Im Anschluss wurde das Werkzeug gehärtet und angelassen und auf der Universal-Schleifmaschine fertig geschliffen.
Den ersten Vierkant habe ich schon mal angefertigt. Es ist ein Schlüssel für die Befestigungsschrauben an meinem Multifix Stahlhalter.
 5 mm Vierkantstempel und das fertige Werkstück, ein Vierkantschlüssel aus C45 (1.0503) Stahl.
5 mm Vierkantstempel und das fertige Werkstück, ein Vierkantschlüssel aus C45 (1.0503) Stahl. Es sind noch weitere Räumstempel entstanden.
Es sind noch weitere Räumstempel entstanden.v.l.n.r. -Vierkant 5mm; 4mm; -Sechskant 4mm; 5mm; 6mm;
 Vorfräsen eines Stempelrohlinges, hier für einen 3mm Räumstempel.
Vorfräsen eines Stempelrohlinges, hier für einen 3mm Räumstempel.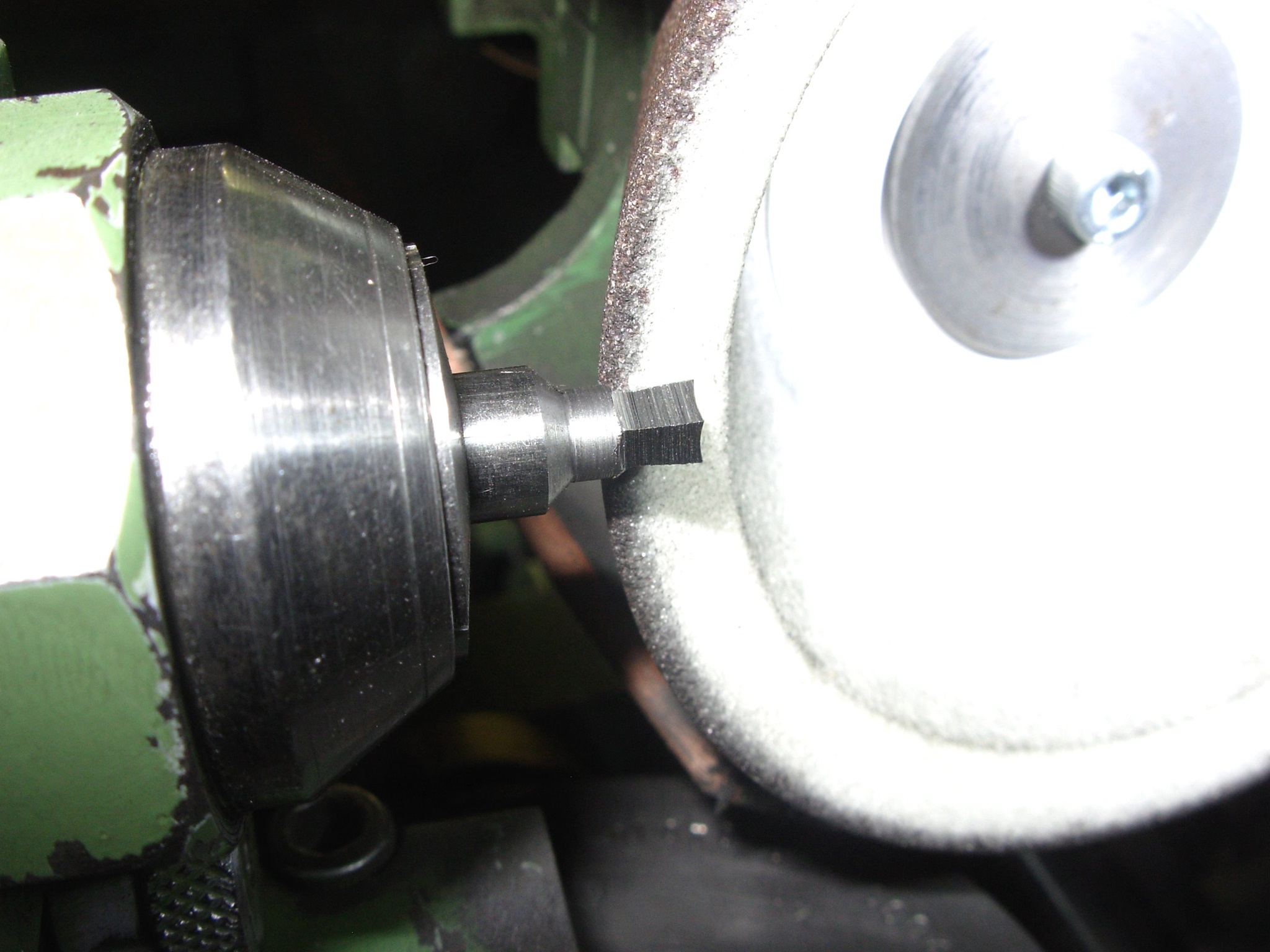 Nach dem Fräsen wurde der Rohling vorgeschliffen.
Nach dem Fräsen wurde der Rohling vorgeschliffen.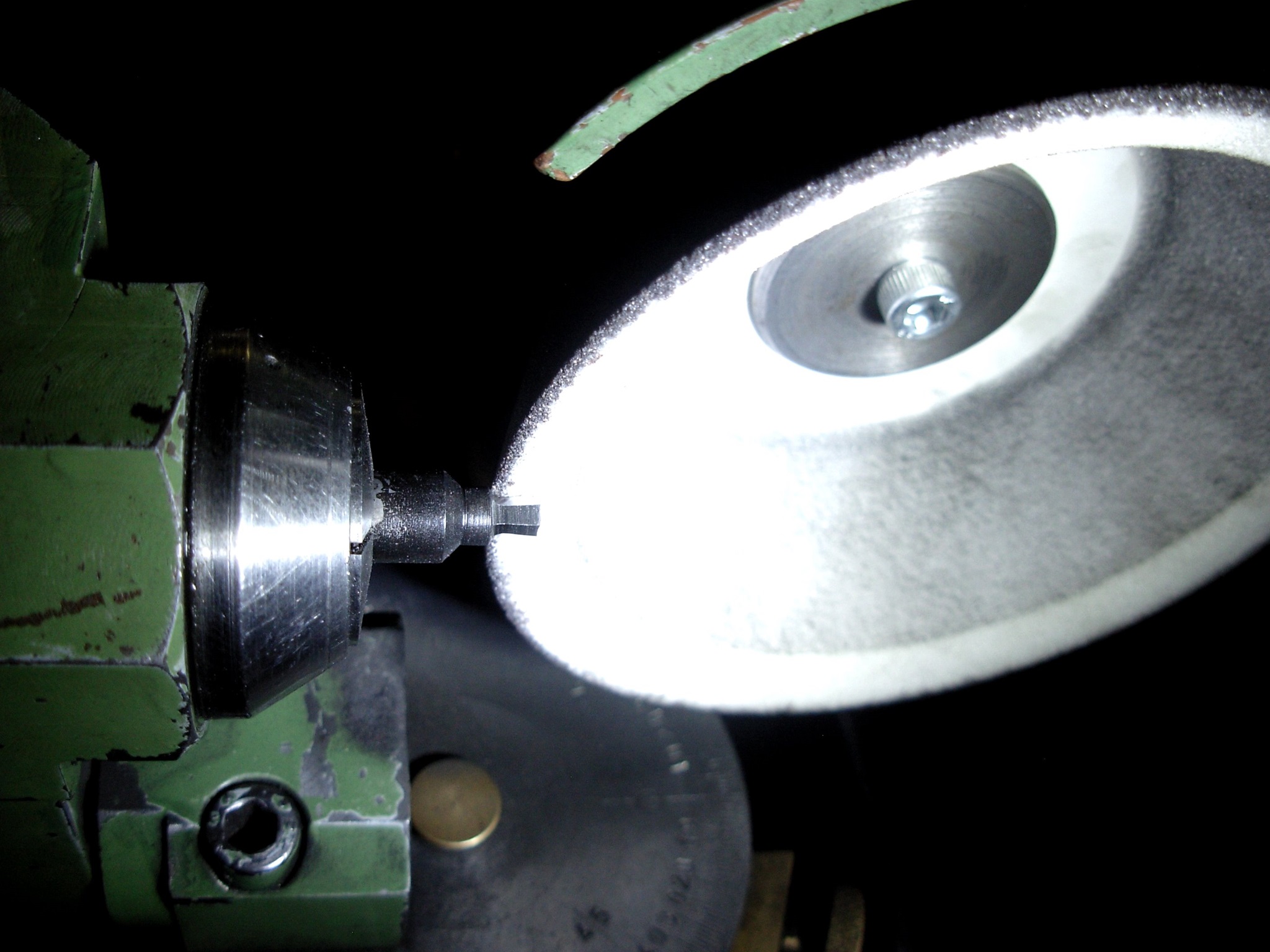 Nach dem Härten erfolgte der Fertigschliff.
Nach dem Härten erfolgte der Fertigschliff. Fertig geschliffener Räumstempel 3mm.
Fertig geschliffener Räumstempel 3mm.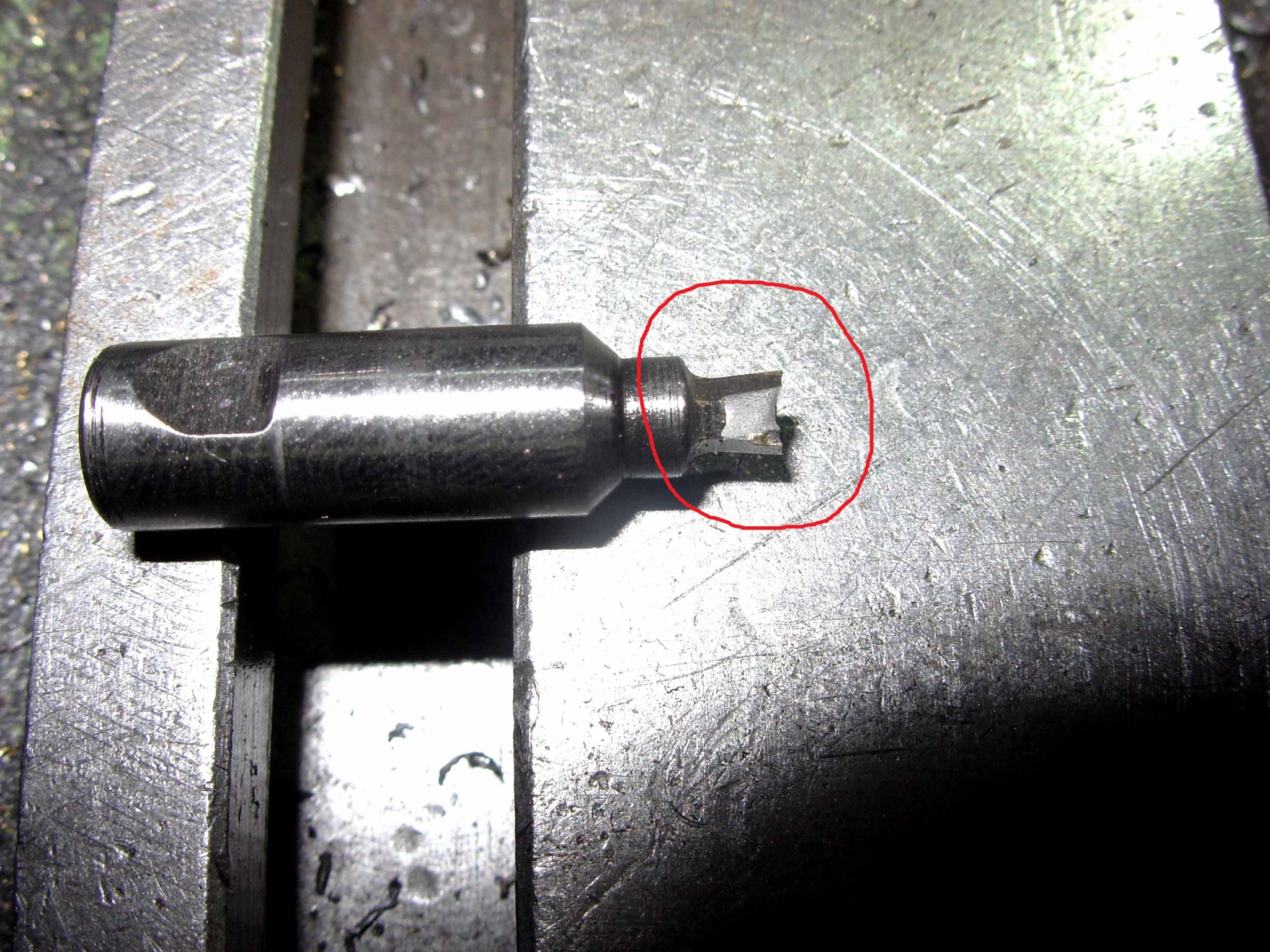 Nach der ersten Anwendung war ein Stück des Stempels ausgebrochen. Ich hatte vergessen den Stempel anzulassen. Dadurch war er zu spröde.
Nach der ersten Anwendung war ein Stück des Stempels ausgebrochen. Ich hatte vergessen den Stempel anzulassen. Dadurch war er zu spröde.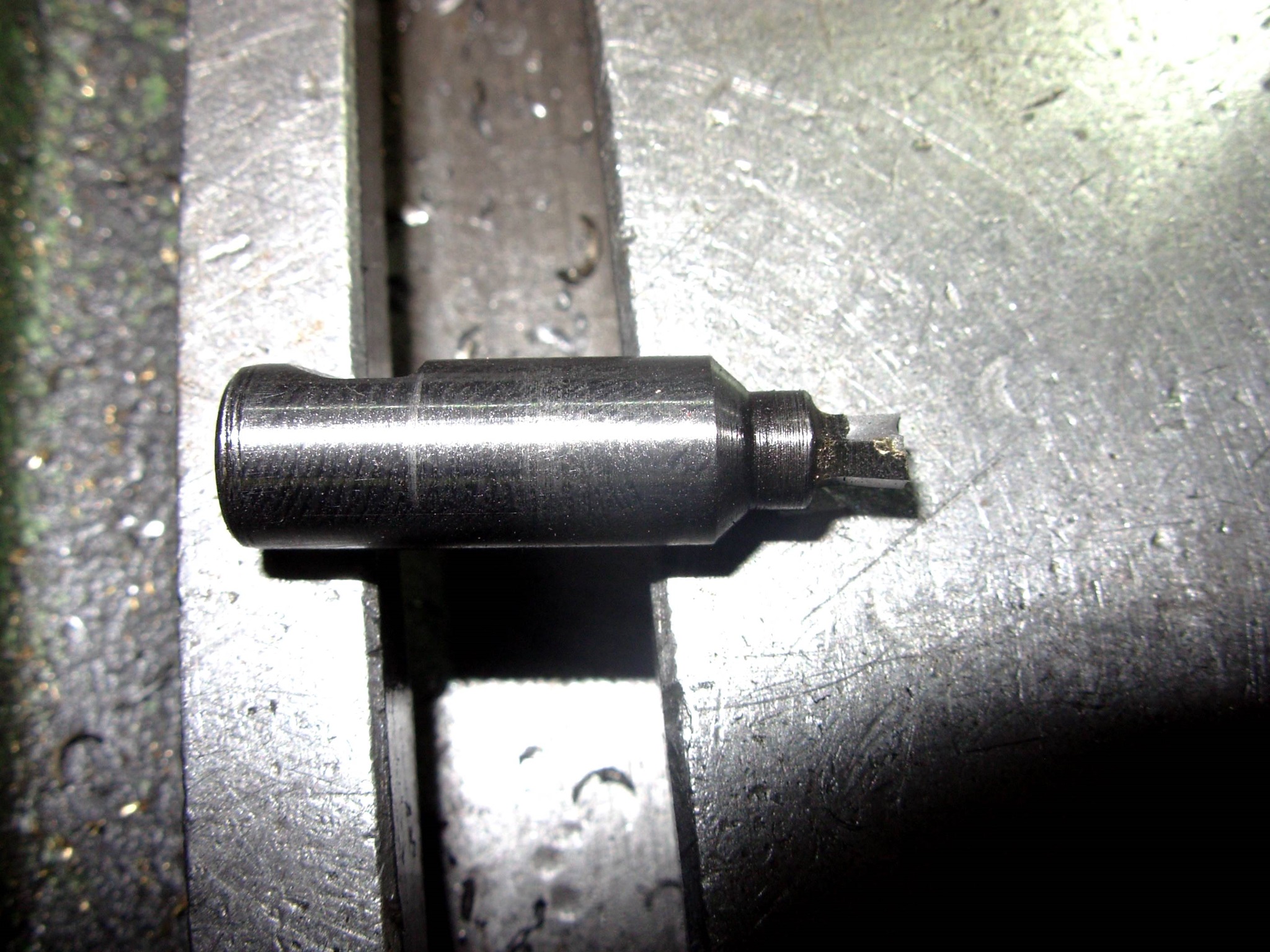
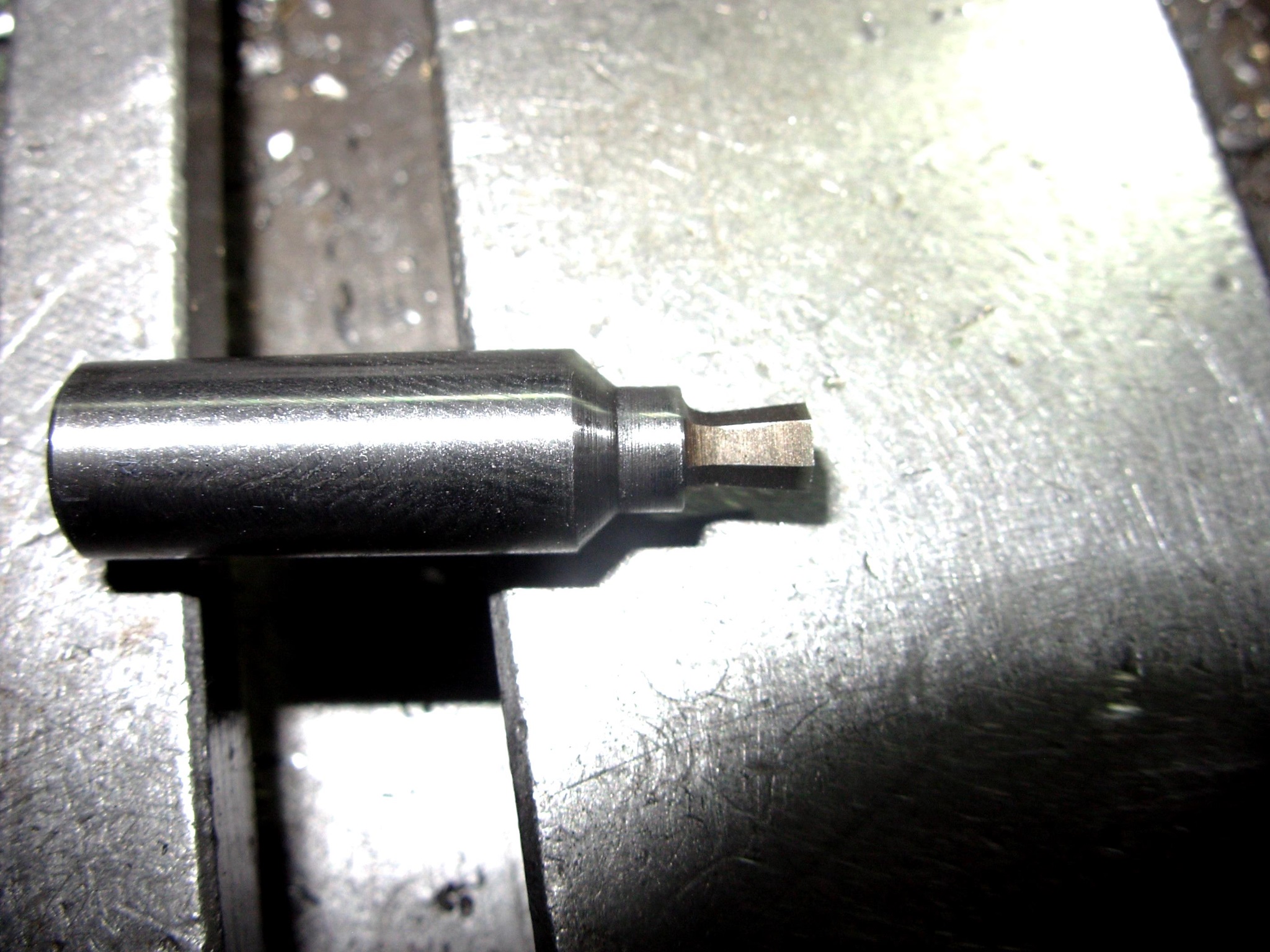 Ich habe dann einen neuen Räumstempel 3mm angefertigt und nach dem Fertigschliff angelassen.
Ich habe dann einen neuen Räumstempel 3mm angefertigt und nach dem Fertigschliff angelassen.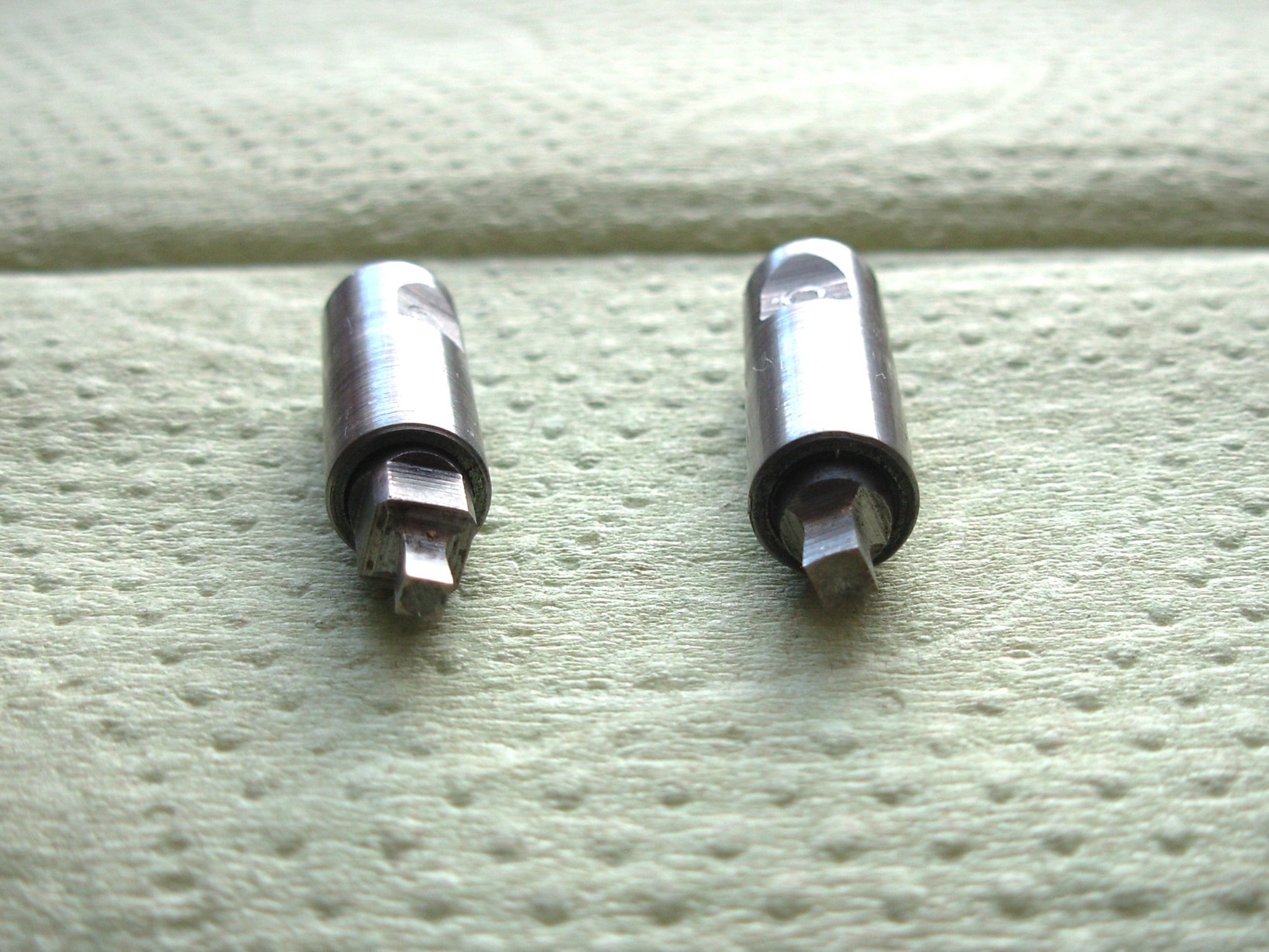 Diese Räumstempel sind aus einem abgebrochenen Gewindebohrer entstanden. In eine Hülse aus C45 Stahl (1.0503) wurde ein Stück von dem Gewindebohrer mit Loctide 648 eingeklebt und beschliffen.
Diese Räumstempel sind aus einem abgebrochenen Gewindebohrer entstanden. In eine Hülse aus C45 Stahl (1.0503) wurde ein Stück von dem Gewindebohrer mit Loctide 648 eingeklebt und beschliffen.Links 2mm; Rechts 2,5mm
 Räumstempel mit Werkstück.
Räumstempel mit Werkstück. Die Vierkante sind sehr sauber geräumt.
Die Vierkante sind sehr sauber geräumt.Die Vorbohrung erfolgte im Nennmaß.
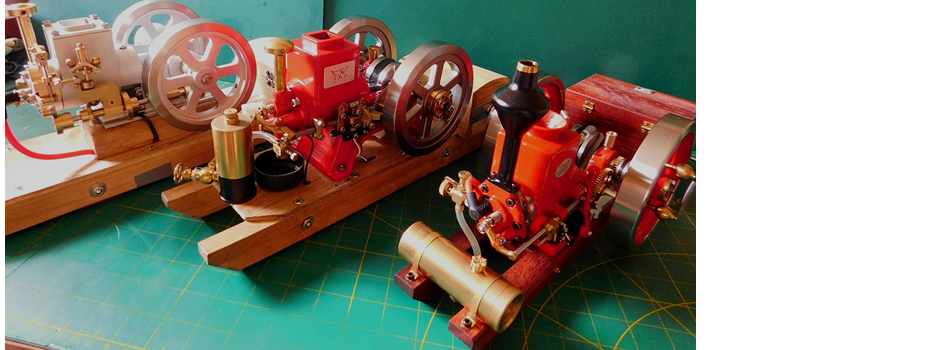
Compact Rotary Broach - vergrößerte Ausführung
26.11.2018
Heute hat das große Gerät eine Aufbewahrungsbox erhalten.
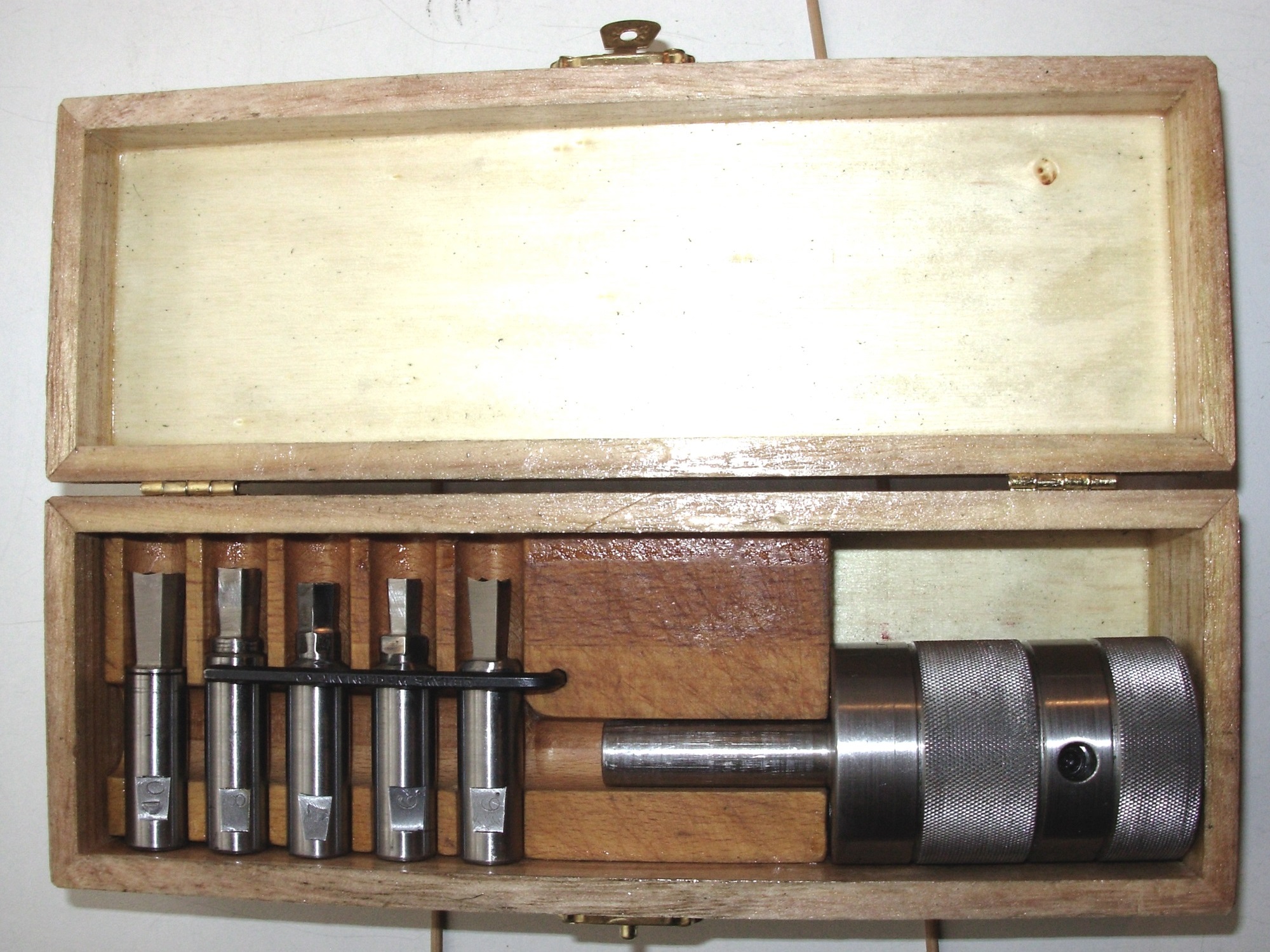 Für den großen Bruder habe ich ein Aufbewahrungsbehältnis angefertigt.
Für den großen Bruder habe ich ein Aufbewahrungsbehältnis angefertigt.Das Holzkästchen ist aus einem 1€ Laden.
 Deckel und Boden wurden durch eine Sperrholzplatte verstärkt und das Innenleben ist aus einem alten Schneidebrett entstanden. Die Mulden wurden mit der Oberfräse eingefräst.
Deckel und Boden wurden durch eine Sperrholzplatte verstärkt und das Innenleben ist aus einem alten Schneidebrett entstanden. Die Mulden wurden mit der Oberfräse eingefräst. Die Räumstempel wurden mit Größenangaben versehen.
Die Räumstempel wurden mit Größenangaben versehen.11.10.2018
Das originale Tool von Hemingway Kits ist für Räumstempel mit einem Aufnahmedurchmesser von 8mm ausgelegt. Damit lassen sich Innensechskante bis 6mm und Innenvierkante bis 5mm erstellen.
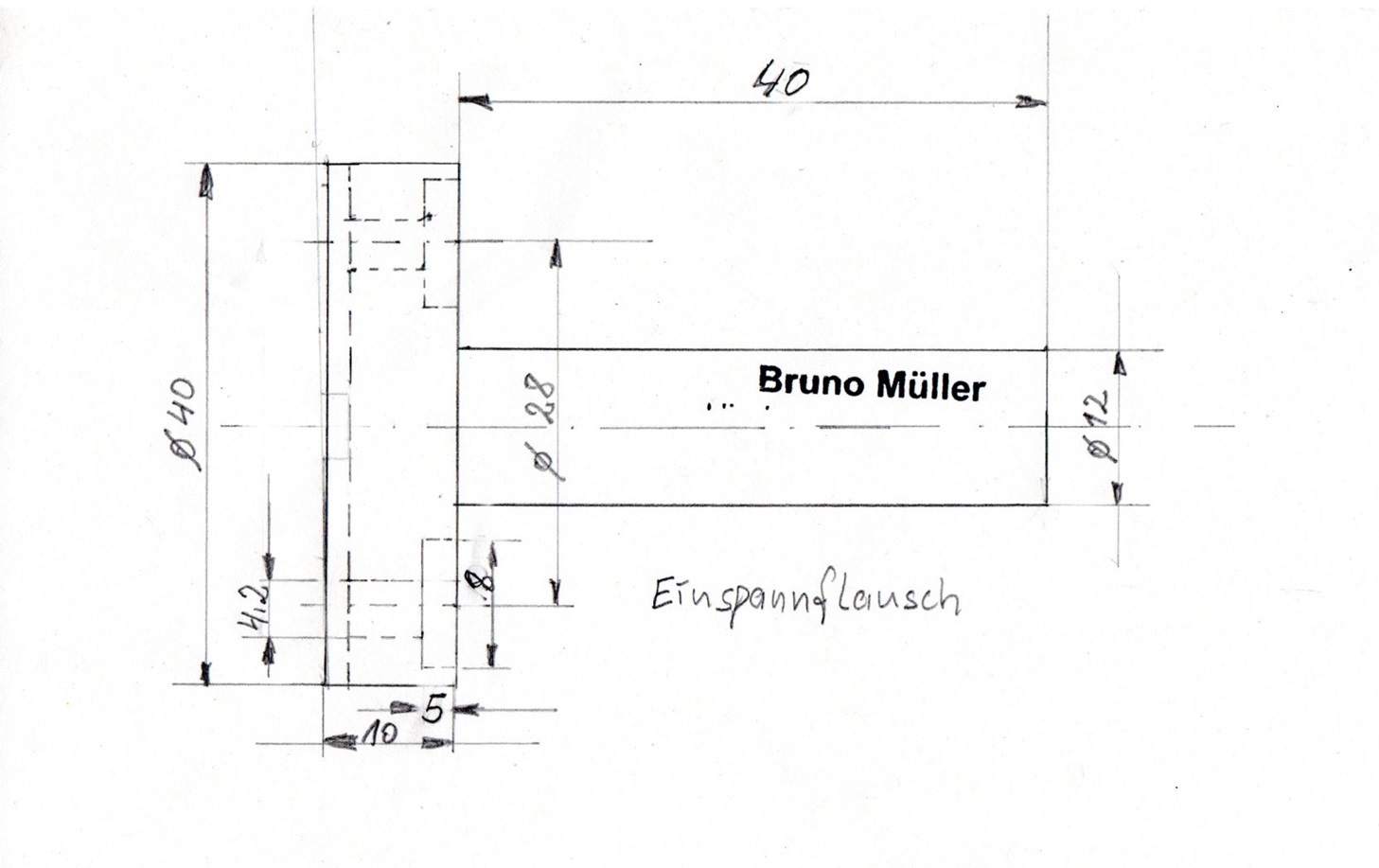
Um Teile mit größerem Vier- bzw. Sechskant herzustellen, habe ich die Konstruktion um den Faktor 1,5 vergrößert. Die Räumstempel haben einen Aufnahmedurchmesser von 12mm. Damit ist es möglich Innensechskante bis 10mm und Innenvierkante bis 8mm zu erstellen.
Die Kugellager haben einen Durchmesser von 28 x 15 x 7mm und 17 x 9 x 5mm. Das Axial-Lager hat einen Durchmesser von 28 x 15 x 9mm.
Die Bohrung für die Räum-Stempel ist 12mm.
Materialauswahl - was gerade da war und nicht so viel Verschnitt ergab.
Im Einzelnen.
Grundkörper und Aufnahmeflansch = Automatenstahl (9SMnPb28) Durchmesser 45mm.
Stempelhalter = St37-2 (S235JR+AR) Durchmesser 30mm.
Verschlussschraube = St52-3 (S355J2+N) Durchmesser 32mm.
Fertigungsschritte im Einzelnen.
- Stempelhalter überdrehen und vorderen Lagersitz (15mm) andrehen.
- Aufnahmebohrung (12mm) erstellen.
- Umspannen und das Teil auf dem Passsitz von 15mm in der Spannzange spannen und ausrichten.
- Rückseitiger Passsitz für das Axiallager erstellen.
- Lagersitz (9mm) für das hintere Lager erstellen.
- Befestigungsbohrung (M6) für die Räumstempel anfertigen.
 Von links nach rechts,
Von links nach rechts,Lager 17 x 9 x 5 mm
Axial-Lager 28 x 15 x 9 mm
Räumstempelaufnahme
Lager 28 x 15 x 7 mm
 Lageranordnung.
Lageranordnung.

12.10.2018 - 13.10.2018
Es geht weiter.
- Grundkörper planen, zentrieren und Durchgangsbohrung 10mm erstellen. Aufbohren auf Lagerdurchmesser 17mm, anschließen den Passsitz 28mm fertigen und die Tiefe für das Axiallager fertig stellen.
- Gewinde M30 x 1 mm für die Verschlussschraube herstellen.
Nach dem der Grundkörper fertig gestellt war, wurde er auf der Fräsmaschine weiter bearbeitet.
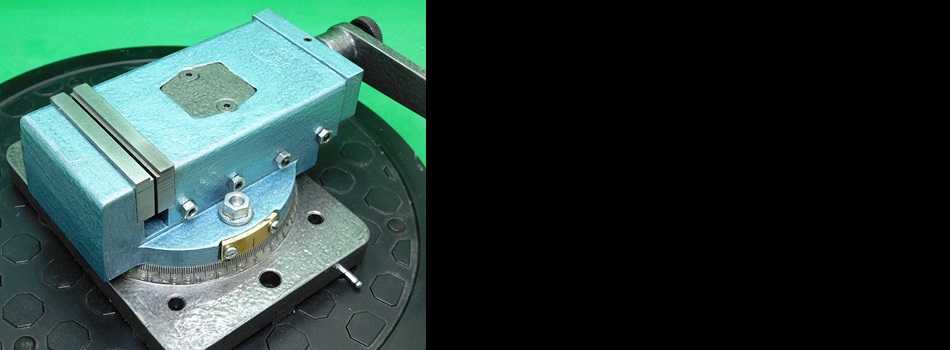
- Spannflächen anfräsen,
- Schräge und Passfeder von 1° Winkelversatz anfräsen.
- Einspannflansch auf der Drehmaschine anfertigen und anschließend die Nut für die Passfeder einfräsen.
- Befestigungsbohrungen auf der Fräse anbringen, dabei den seitlichen Versatz beachten. Der Versatz beträgt gut 2,5mm.
- Durchgangsbohrung für die Stempelbefestigung in den Grundkörper einbringen
- Verschlussschraube M30 x 1 fertigen. Als Referenz wurde das Gewinde im Grundkörper verwendet. Es kommt nicht auf absolute Maße an, da die Gewinde nur an diesem Teil passen müssen und nicht austauschbar sein müssen.
- Nach Zusammenbau auf der Drehmaschine alles ausrichten und überdrehen.
- Rändelung anbringen.
- Nach Demontage und intesiver Reinigung, Axiallager fetten, Radiallager ölen und zusammen bauen.
Fertig!!!!!!!!!
Es fehlen noch die entsprechenden Räumstempel.
 Die Rückseite des Grundkörpers wurde in einem Winkel von 1° abgefräst und eine Feder von 8 mm angefräst.
Die Rückseite des Grundkörpers wurde in einem Winkel von 1° abgefräst und eine Feder von 8 mm angefräst.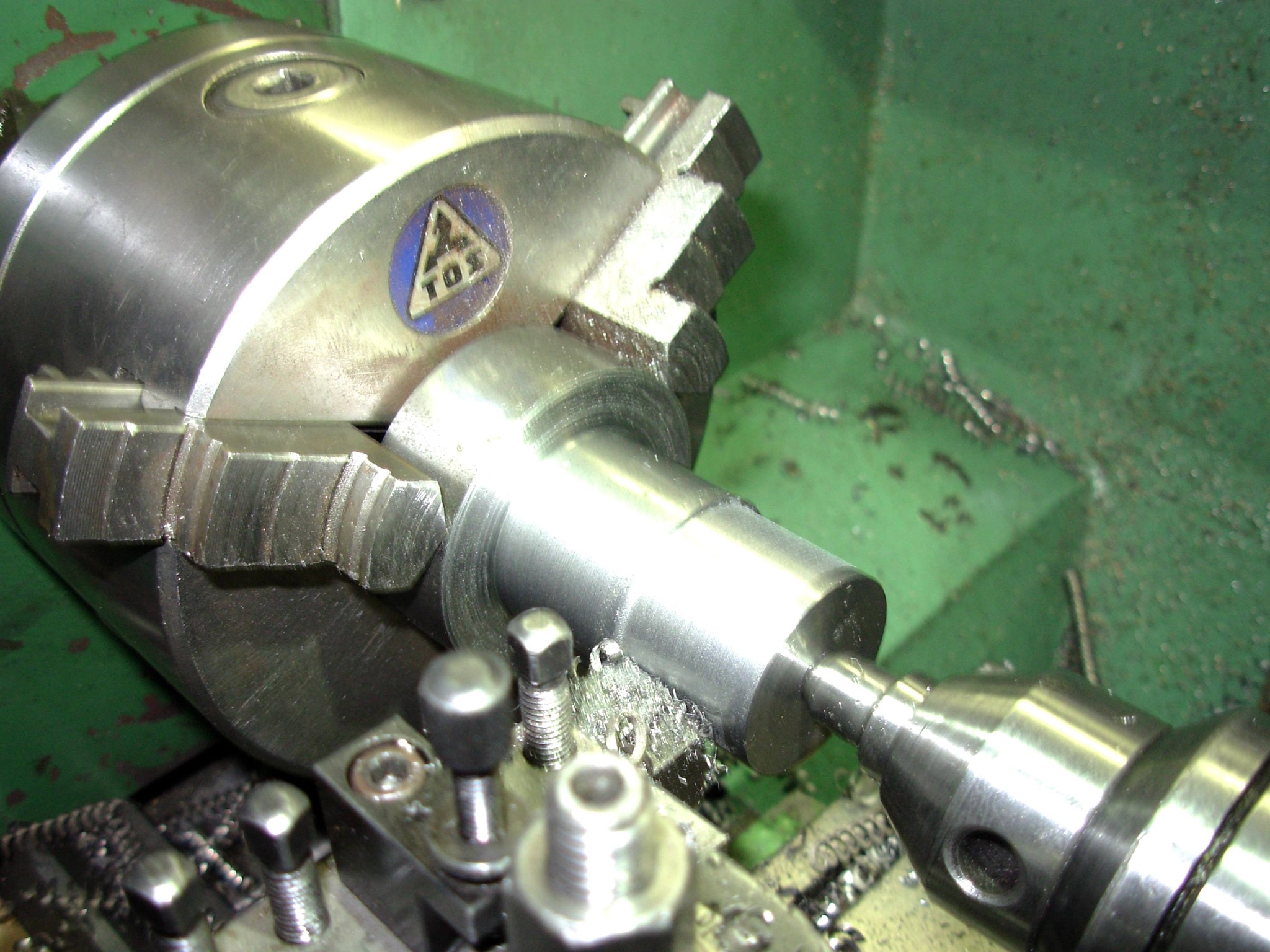 Bei der Herstellung vom Halteflansch.
Bei der Herstellung vom Halteflansch.Der Spannzapfen wurde auf einen Durchmesser von 12 mm abgedreht.
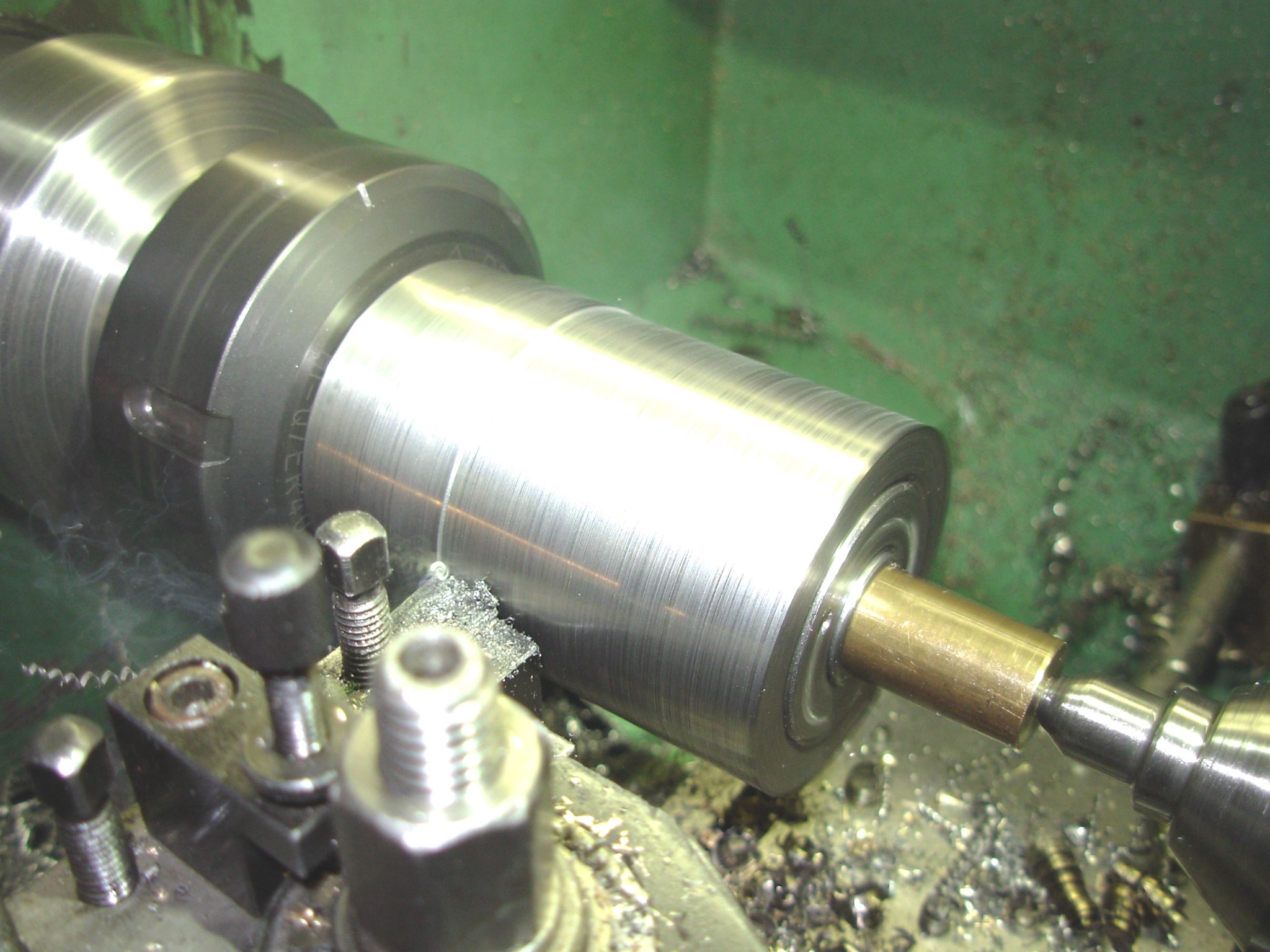 Nach dem Zusammenbau wurde das Teil mit einem vorläufigen Stempel in der Spannzangenhalterung der Drehmaschine eingespannt und der Stempel wurde an der Spitze zentrisch ausgerichtet.
Nach dem Zusammenbau wurde das Teil mit einem vorläufigen Stempel in der Spannzangenhalterung der Drehmaschine eingespannt und der Stempel wurde an der Spitze zentrisch ausgerichtet.Anschließend wurde das komplette Teil auf einen Durchmesser von 40 mm abgedreht.
 Um die Griffigkeit zu erhöhen wurden noch zwei Rändelflachen erstellt.
Um die Griffigkeit zu erhöhen wurden noch zwei Rändelflachen erstellt.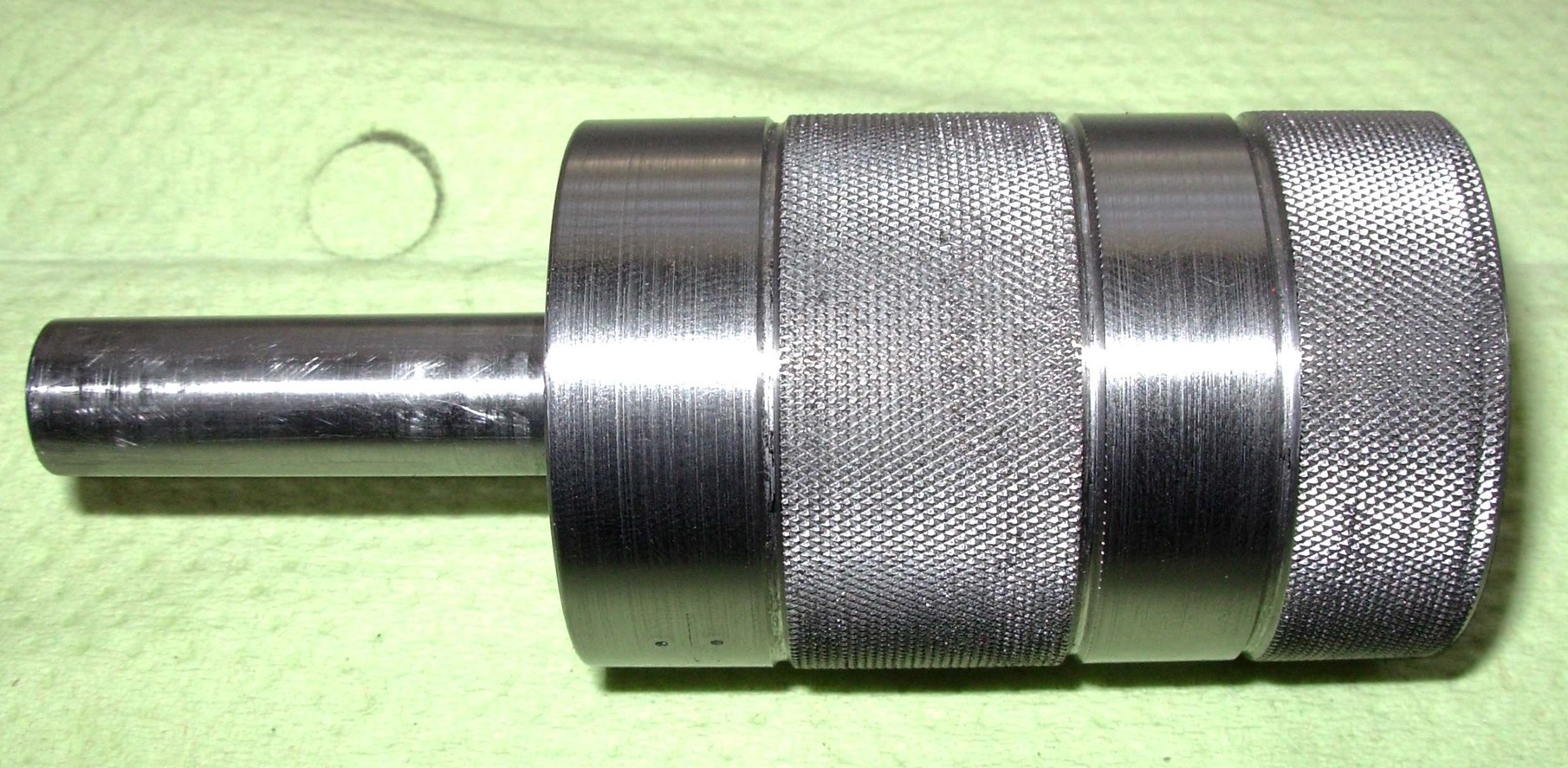

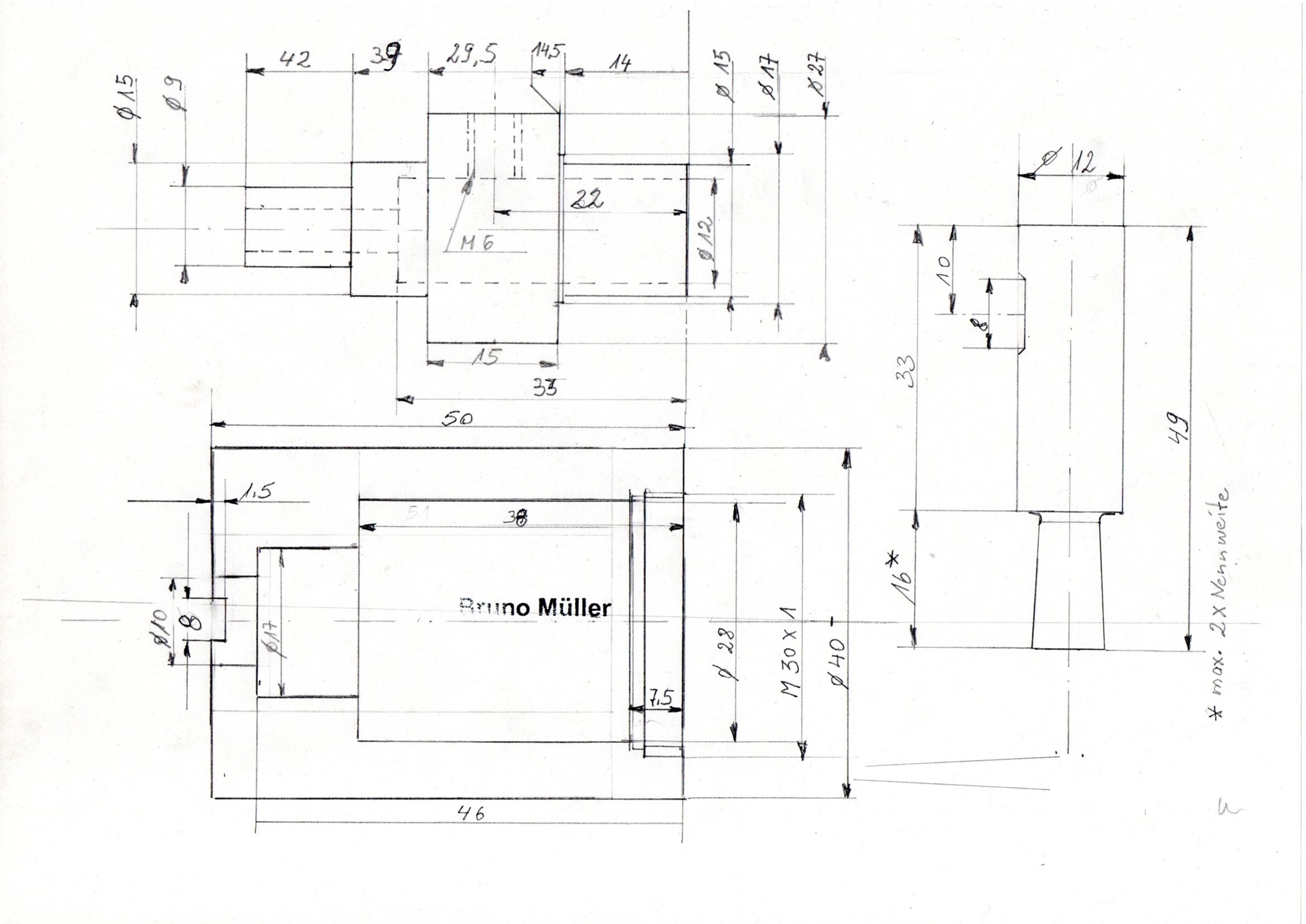 Eine grobe Übersichtszeichnung.
Eine grobe Übersichtszeichnung.Maße ohne Gewähr.
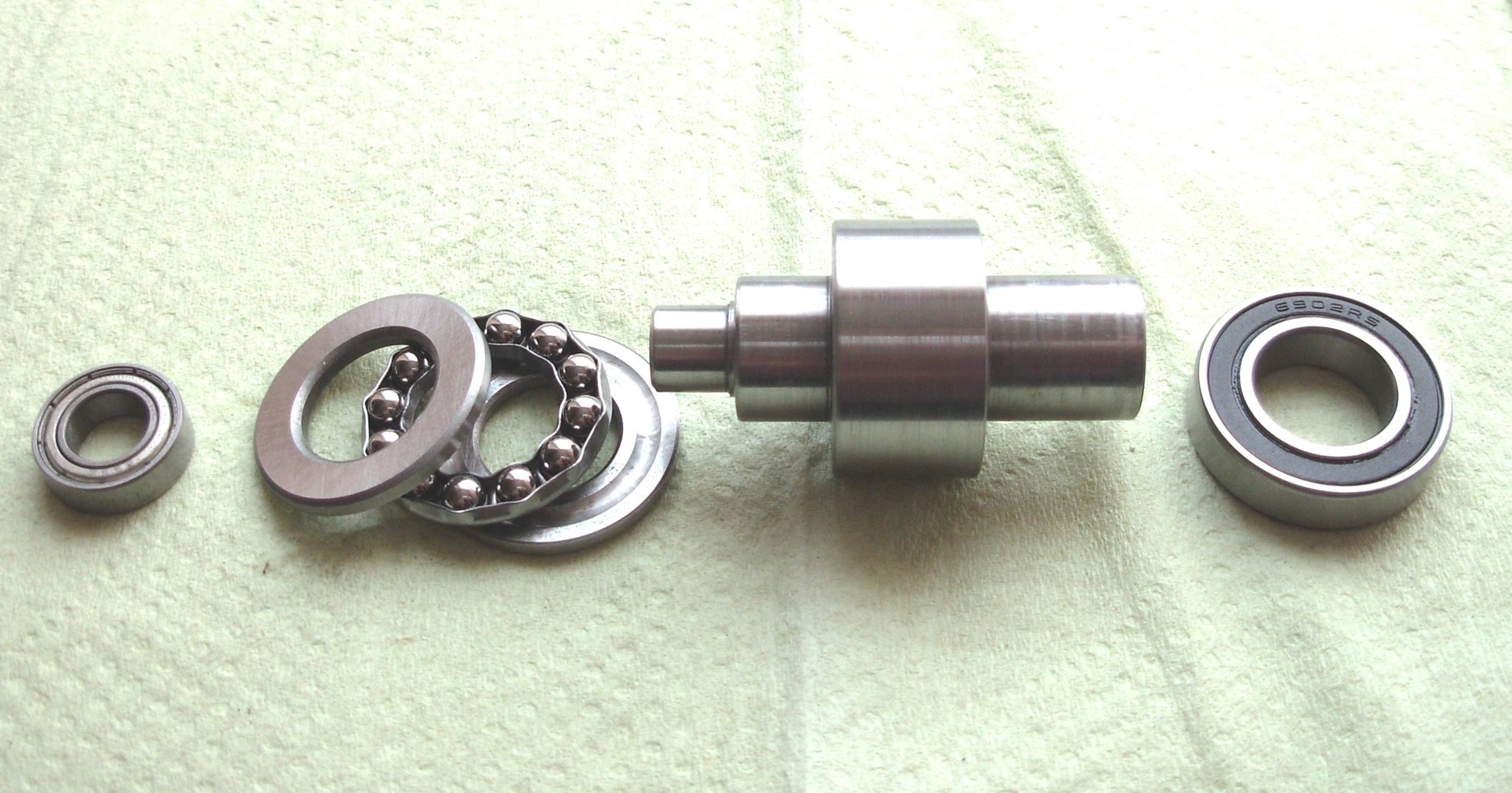
 Die Einzelteile in der Reihenfolge des Zusammenbaues.
Die Einzelteile in der Reihenfolge des Zusammenbaues.v.l.n.r. Einspannflansch; Grundkörper; kleines Kugellager; drei Teile des Axiallagers; Aufnahmekörper für den Räumstempel; großes Kugellager; Abschlussschraube;. Ganz oben, die zwei Befestigungsschrauben vom Einspannflansch.



15.10.2018
Heute habe ich die passenden Räumstempel hergestellt.
Material ist wieder Werkzeugstahl 1.2210 (115CrV3).
Das Material wurde auf der Bandsäge zugeschnitten und auf der Drehmaschine auf Länge gebracht. An der Schneidseite wurde der Spanwinkel mit einem Bohrer gefertigt.
Anschließend wurden die Teile vorgefräst und vorgeschliffen. Nach dem Härten und Anlassen konnten die Teile auf der Universalschleifmaschine (Bonelle) fertig auf Maß geschliffen werden.
Der 10mm Sechskantstempel wurde 0,1mm größer geschliffen.
Die anderen Räumstempel wurden 0,05mm größer gefertigt.
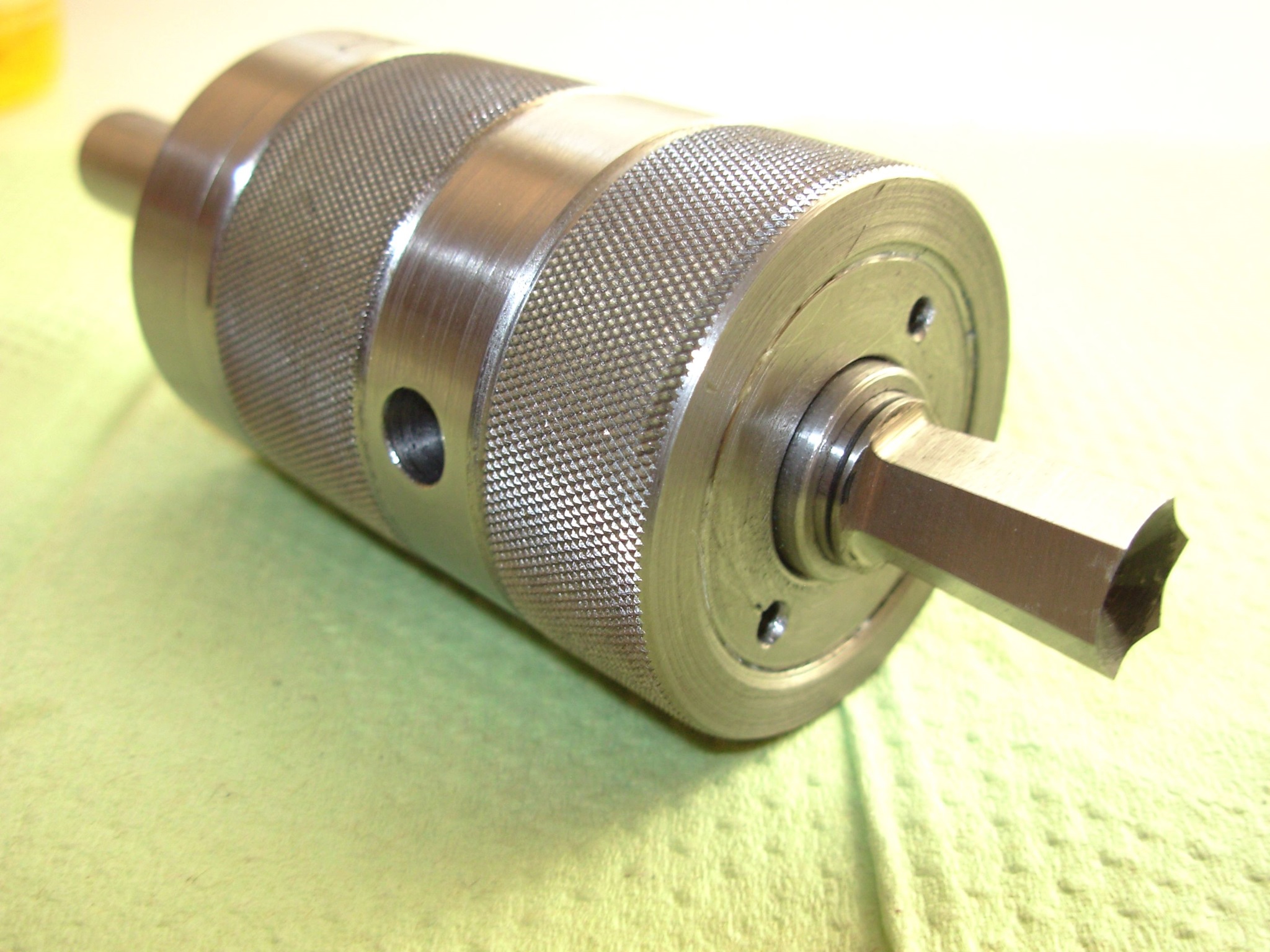
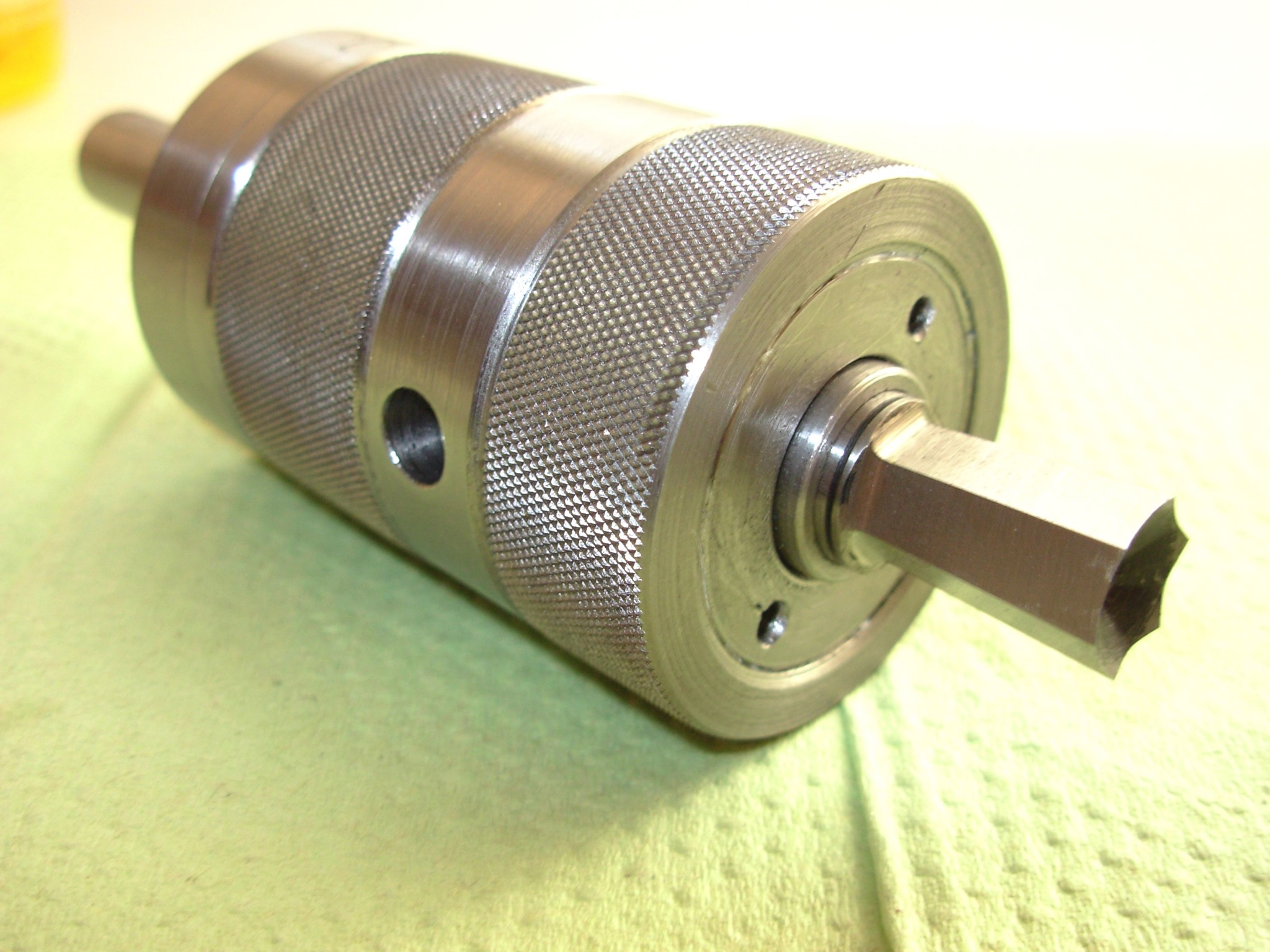 Rotary Broach mit eingesetztem 10mm Sechskant-Räumstempel.
Rotary Broach mit eingesetztem 10mm Sechskant-Räumstempel. Rotary Broach mit gefertigten Räumstempel.
Rotary Broach mit gefertigten Räumstempel. v.l.n.r. 10mm Sechskant, 8mm Sechskant; 6mm Vierkant.
v.l.n.r. 10mm Sechskant, 8mm Sechskant; 6mm Vierkant. Fertiges Probetück, 10mm Sechskant.
Fertiges Probetück, 10mm Sechskant. Deutlich ist der Spanwinkel zu sehen.
Deutlich ist der Spanwinkel zu sehen.
 8 mm Vierkantschlüssel
8 mm Vierkantschlüssel